
Fracture Performance Study of Carbon-Fiber-Reinforced Resin Matrix Composite Winding Layers under UV Aging Effect

Abstract
1. Introduction
2. Experiment
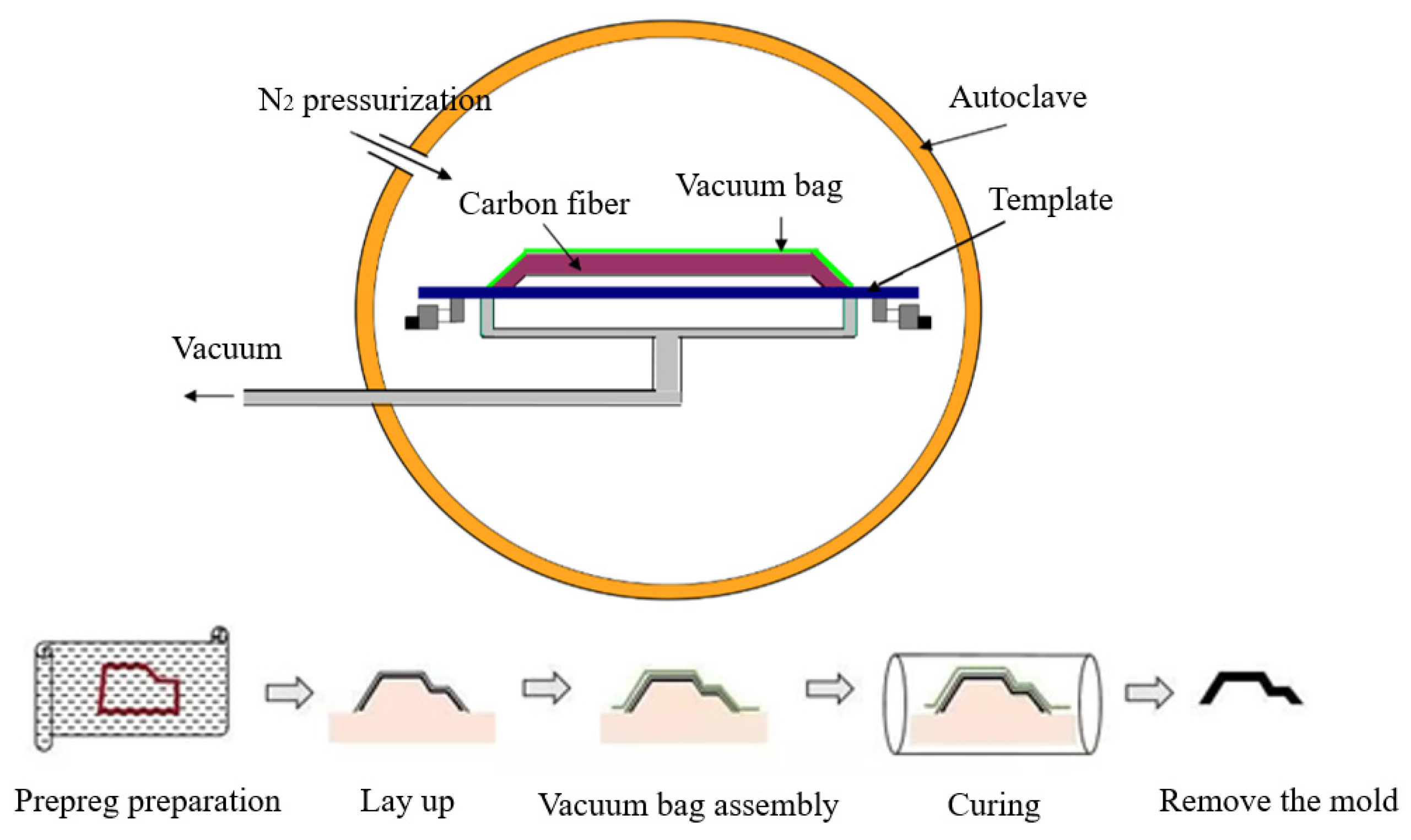
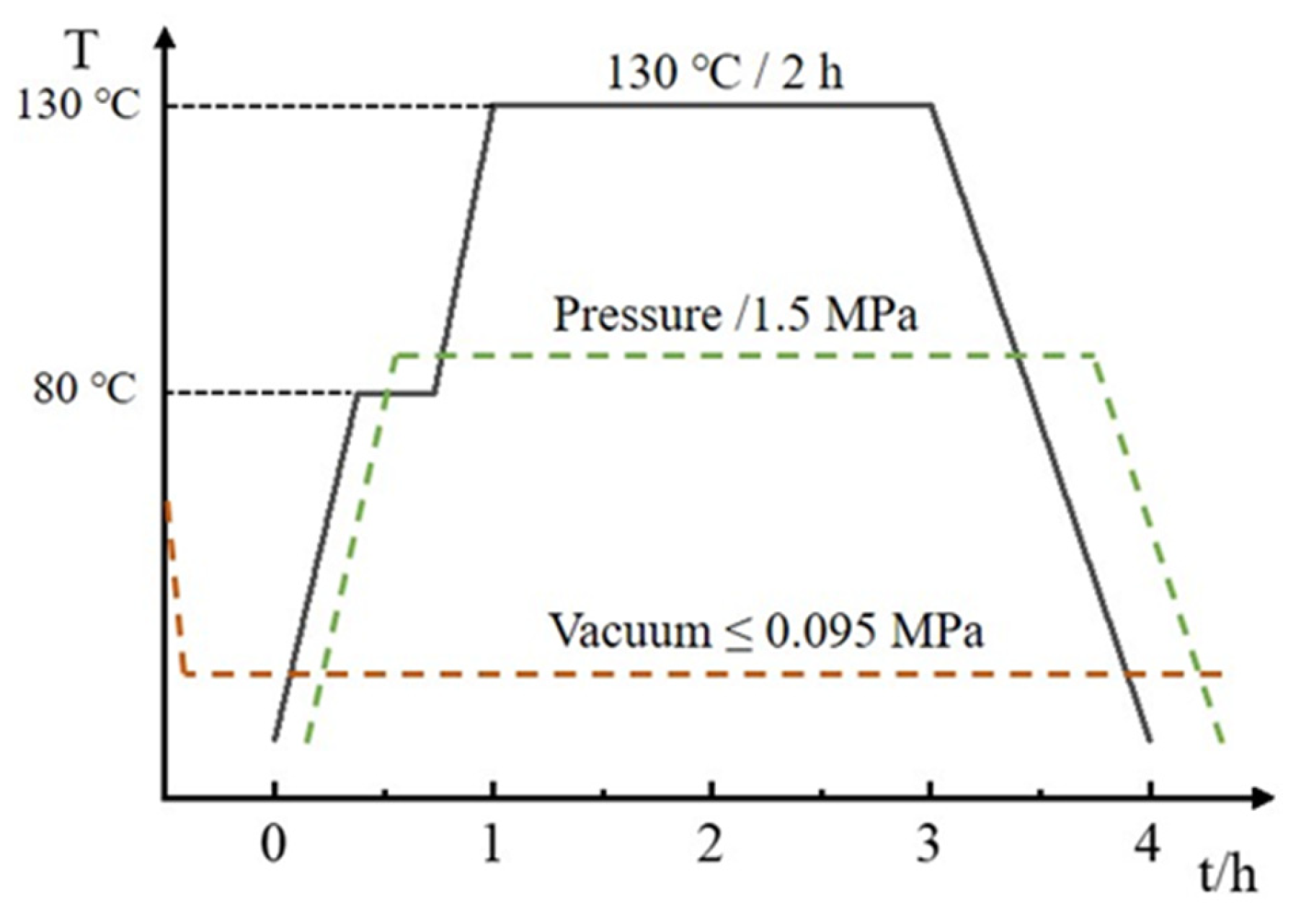
2.1. Experimental Materials and Sample Preparation
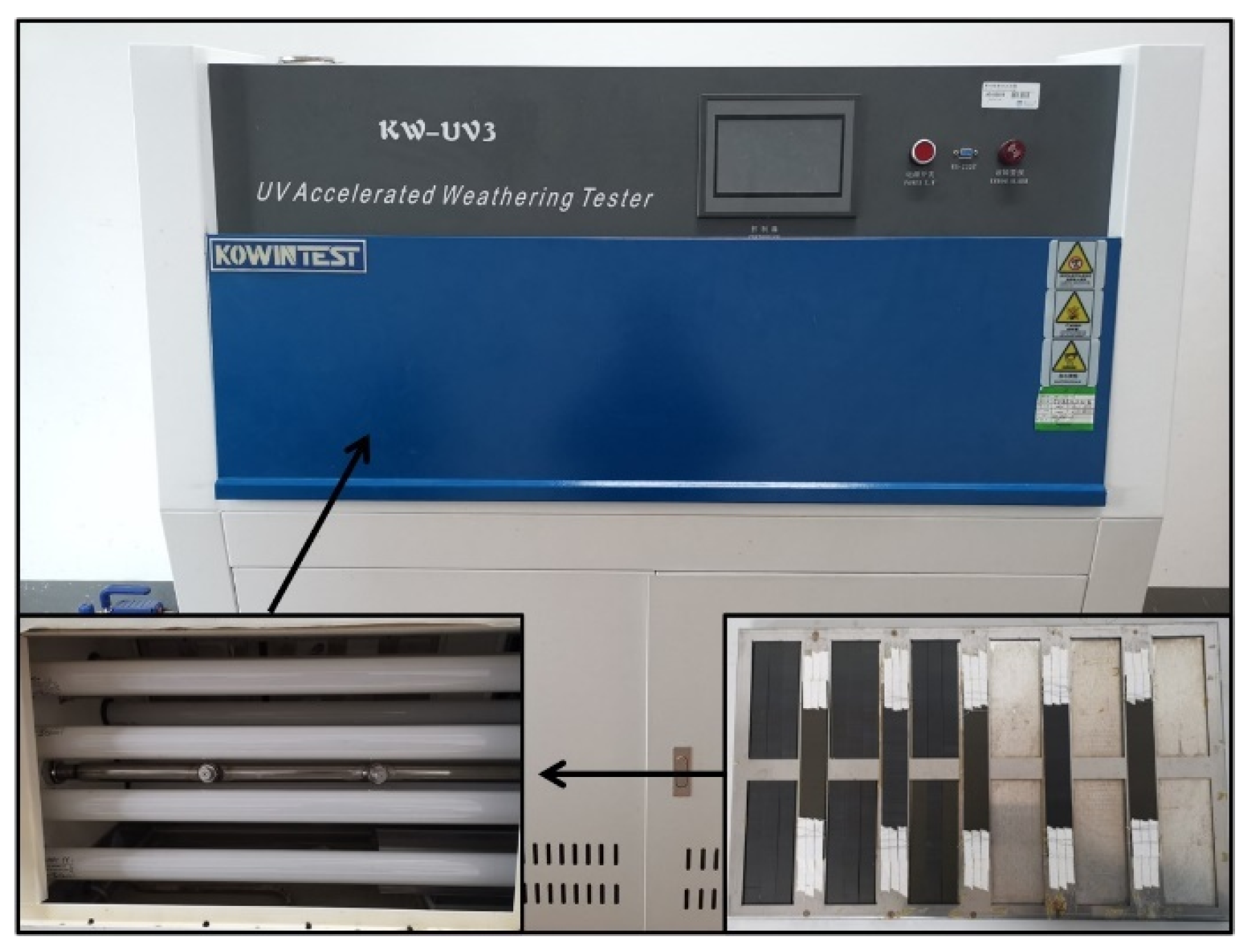
2.2. UV Aging Experiment
2.3. Interlaminar Fracture Performance Testing
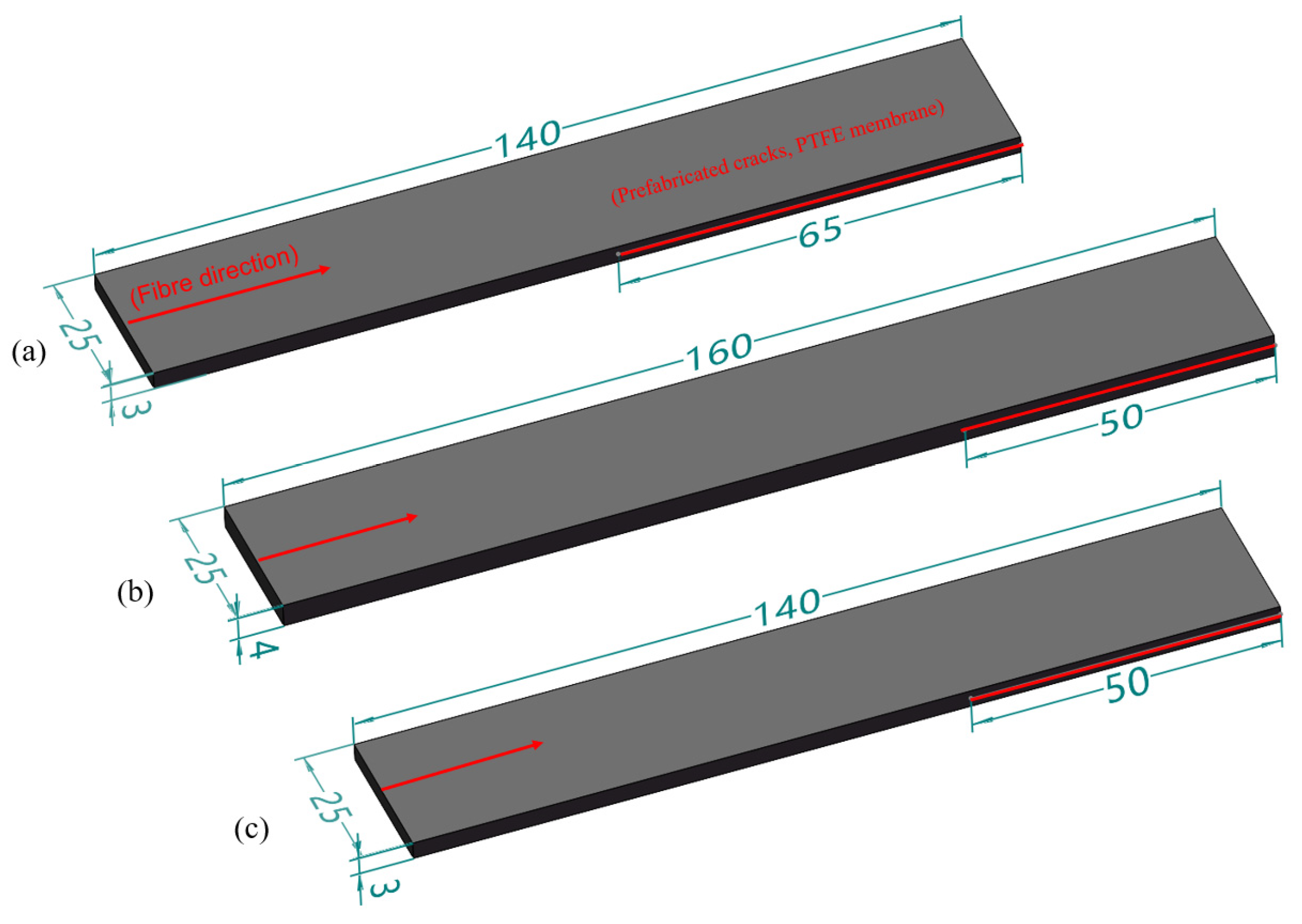
2.3.1. Mode I Interlaminar Fracture Test
2.3.2. Mode II Interlaminar Fracture Test
2.3.3. Mixed-Mode Interlaminar Fracture Test
3. Experimental Results and Discussion
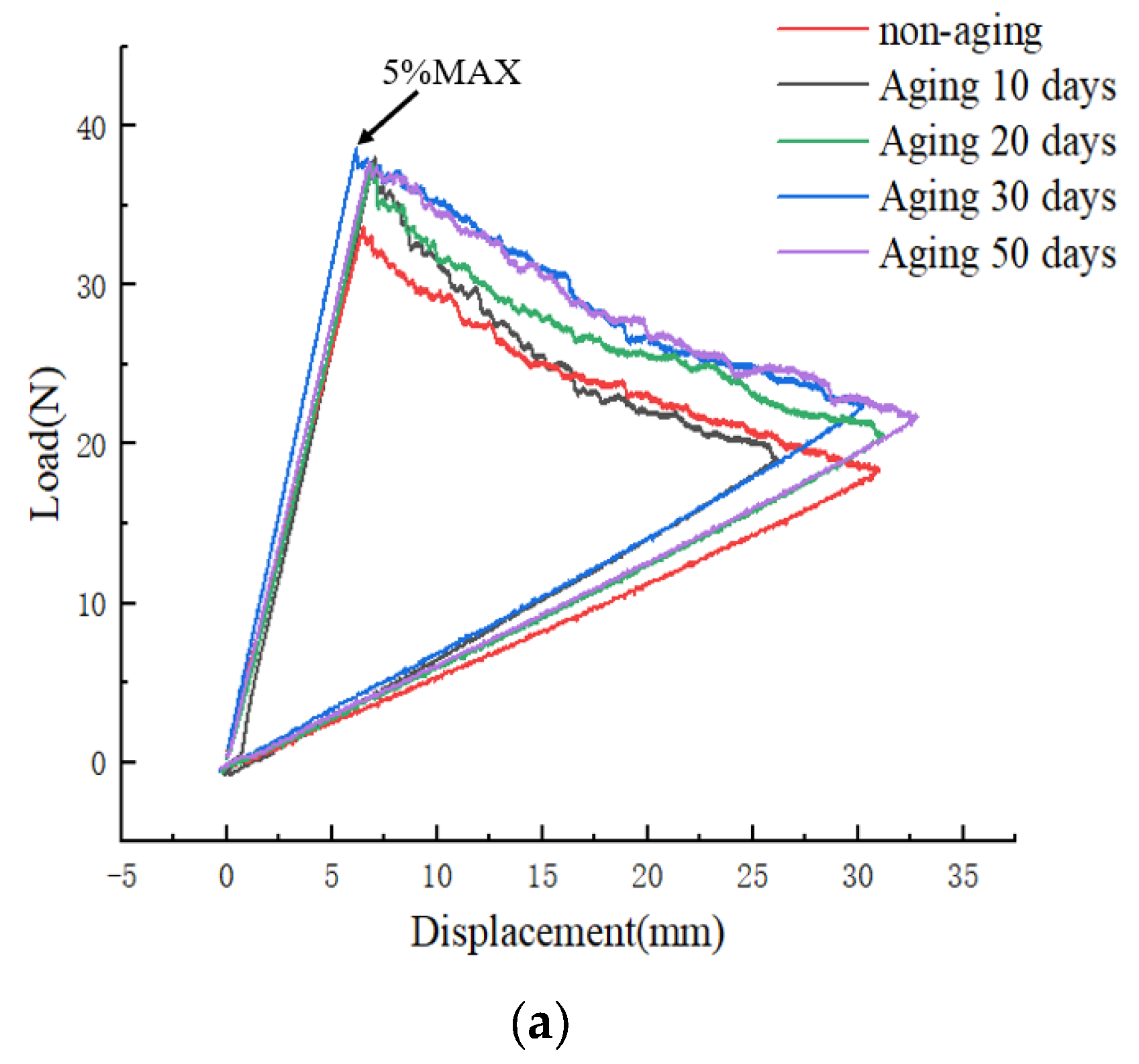
3.1. Analysis of Mode I Interlaminar Fracture Toughness Results
3.2. Analysis of Mode II Interlaminar Fracture Toughness Results
3.3. Analysis of Mixed-Mode Interlaminar Fracture Toughness Results
4. XFEM-Based Finite Element Simulation Method
4.1. Wound Composite Modeler (WCM) and XFEM Technology
4.2. Modeling of Type IV Hydrogen Storage Cylinder with Cracks

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T700S/Epoxy Composite | Non-Aging | After Aging |
|---|---|---|
| (Mpa) | 149,200 | 128,250 |
| (Mpa) | 8150 | 8330 |
| 0.28 | 0.28 | |
| 0.336 | 0.336 | |
| (Mpa) | 4260 | 4490 |
| (Mpa) | 3710 | 3710 |
| (Mpa) | 2585.11 | 2239 |
| (Mpa) | 50.5 | 50.69 |
| (Mpa) | 1477 | 1158.4 |
| (Mpa) | 180 | 180 |
| (Mpa) | 72.47 | 74.45 |
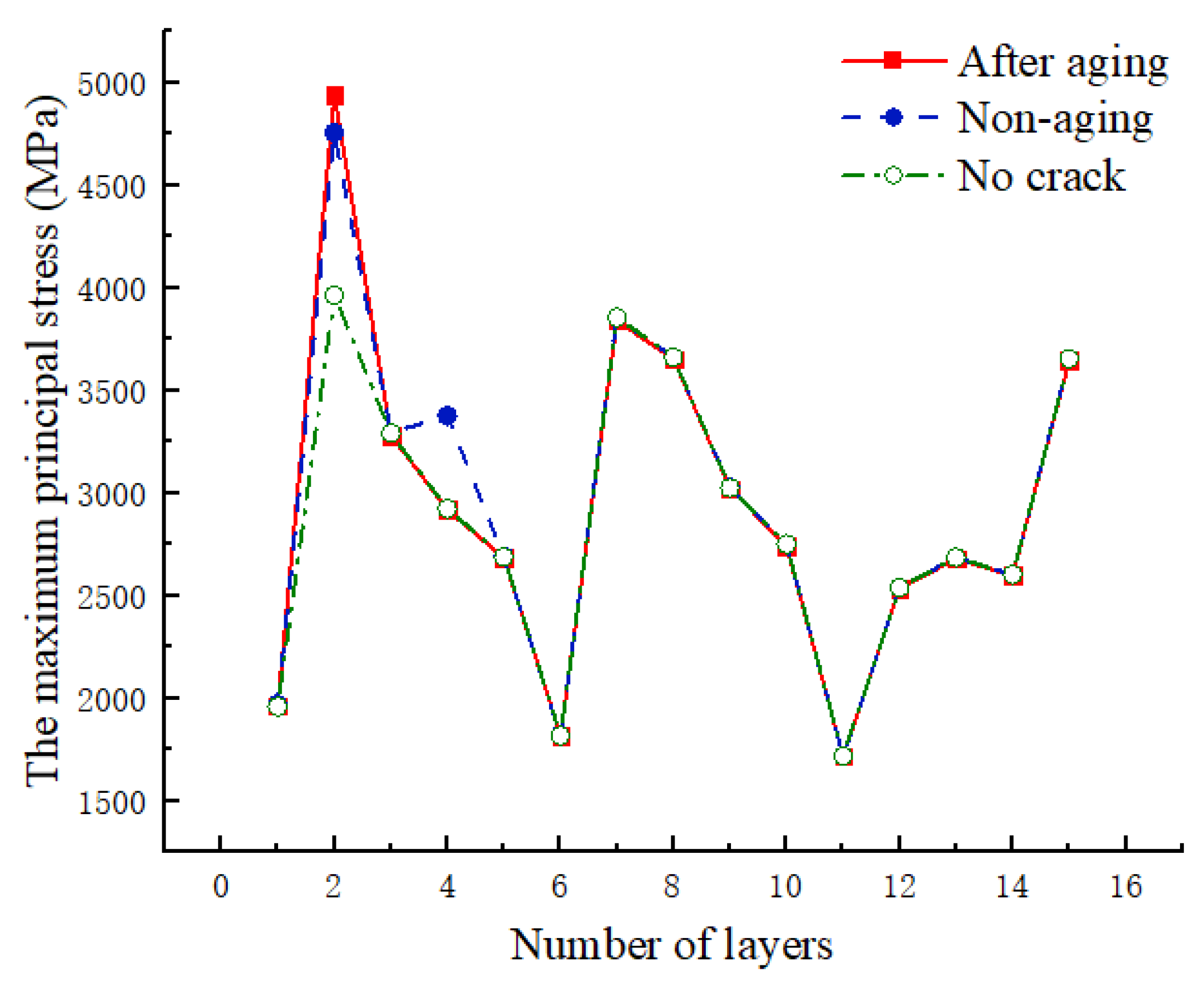
4.3. The Influence of UV Aging on the Crack Propagation of Winding Layers
5. Conclusions
- (1)
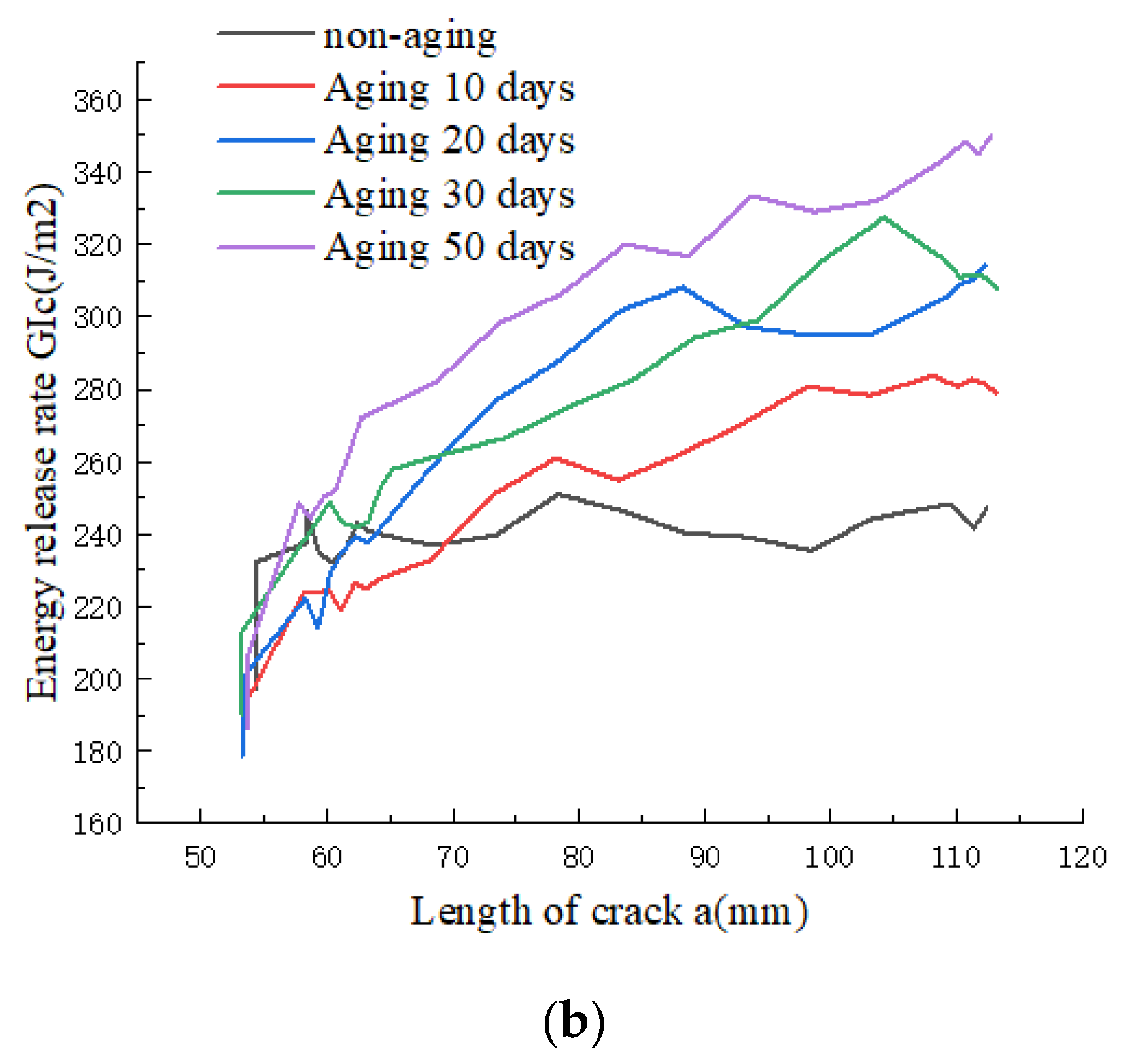
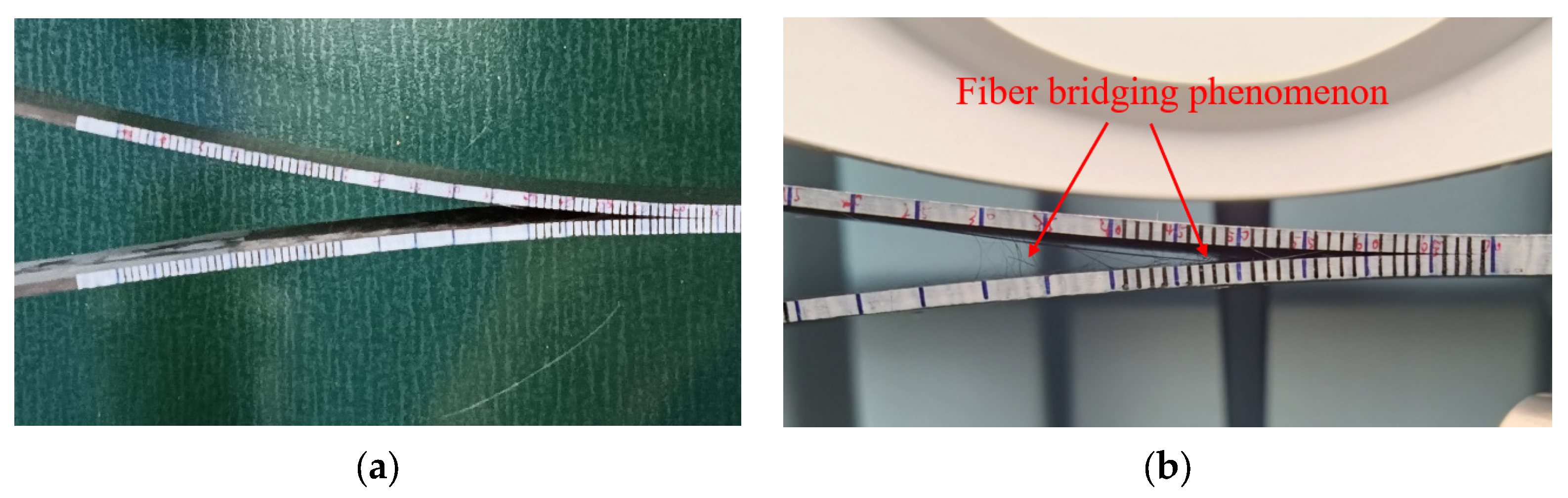
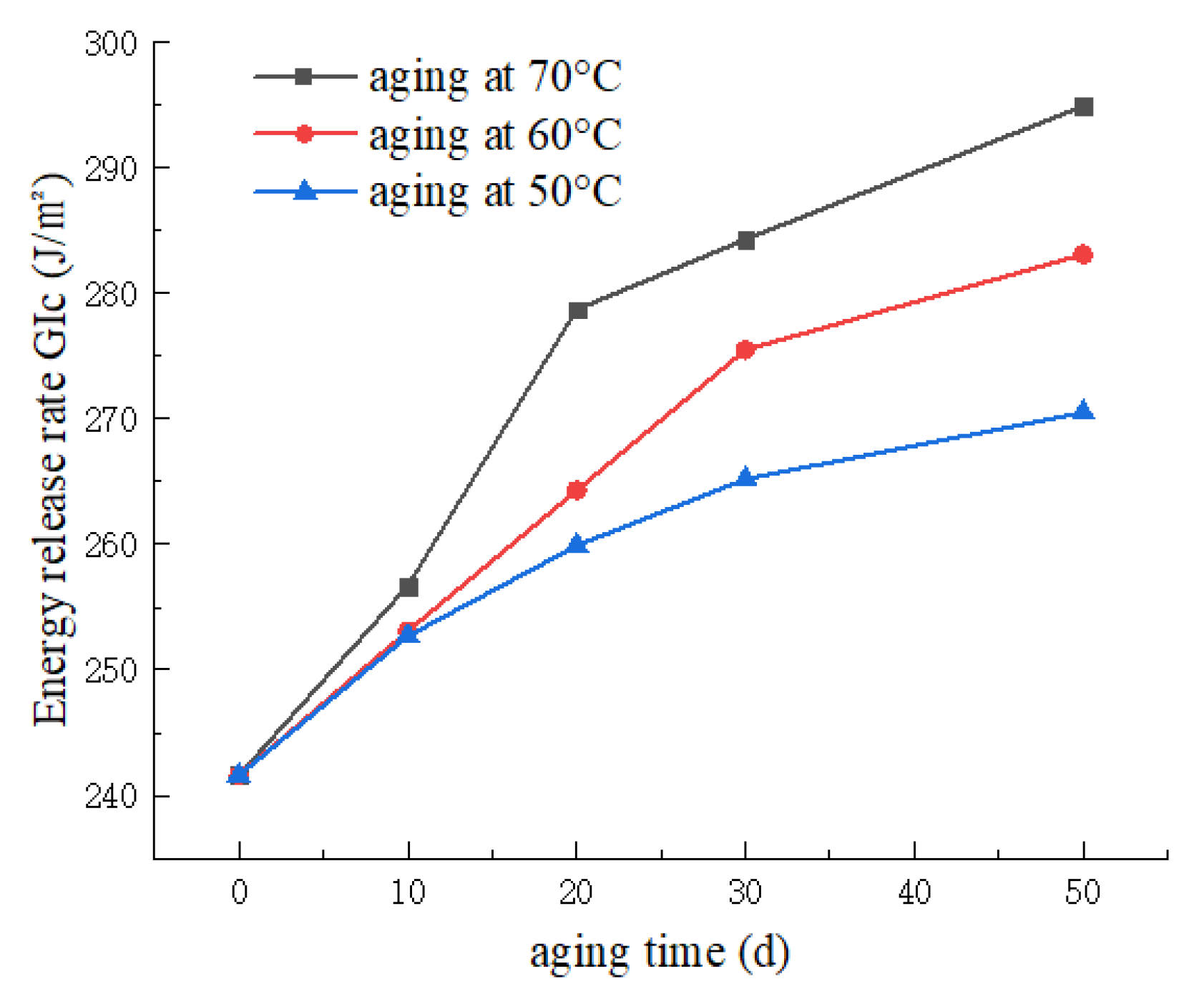
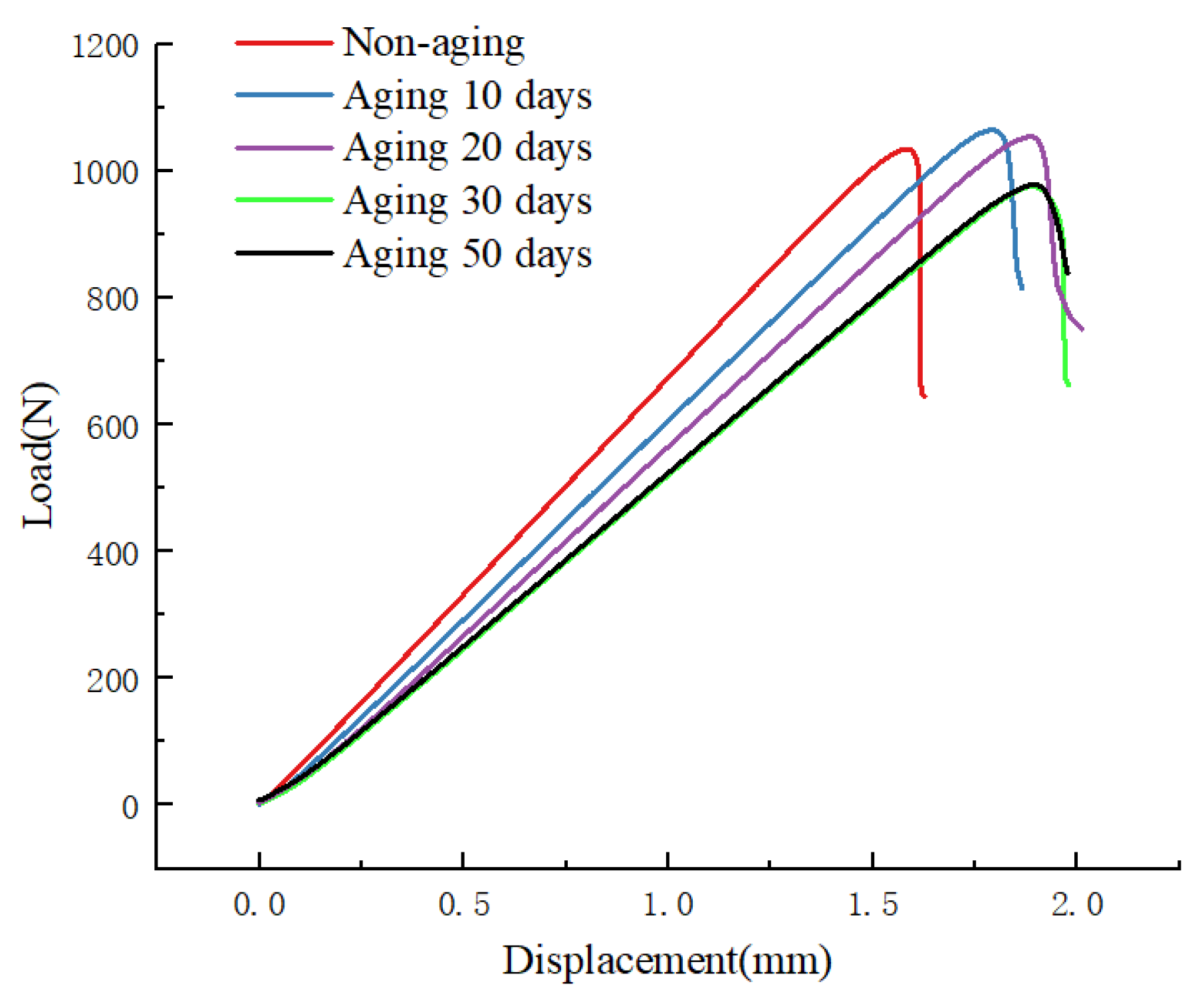
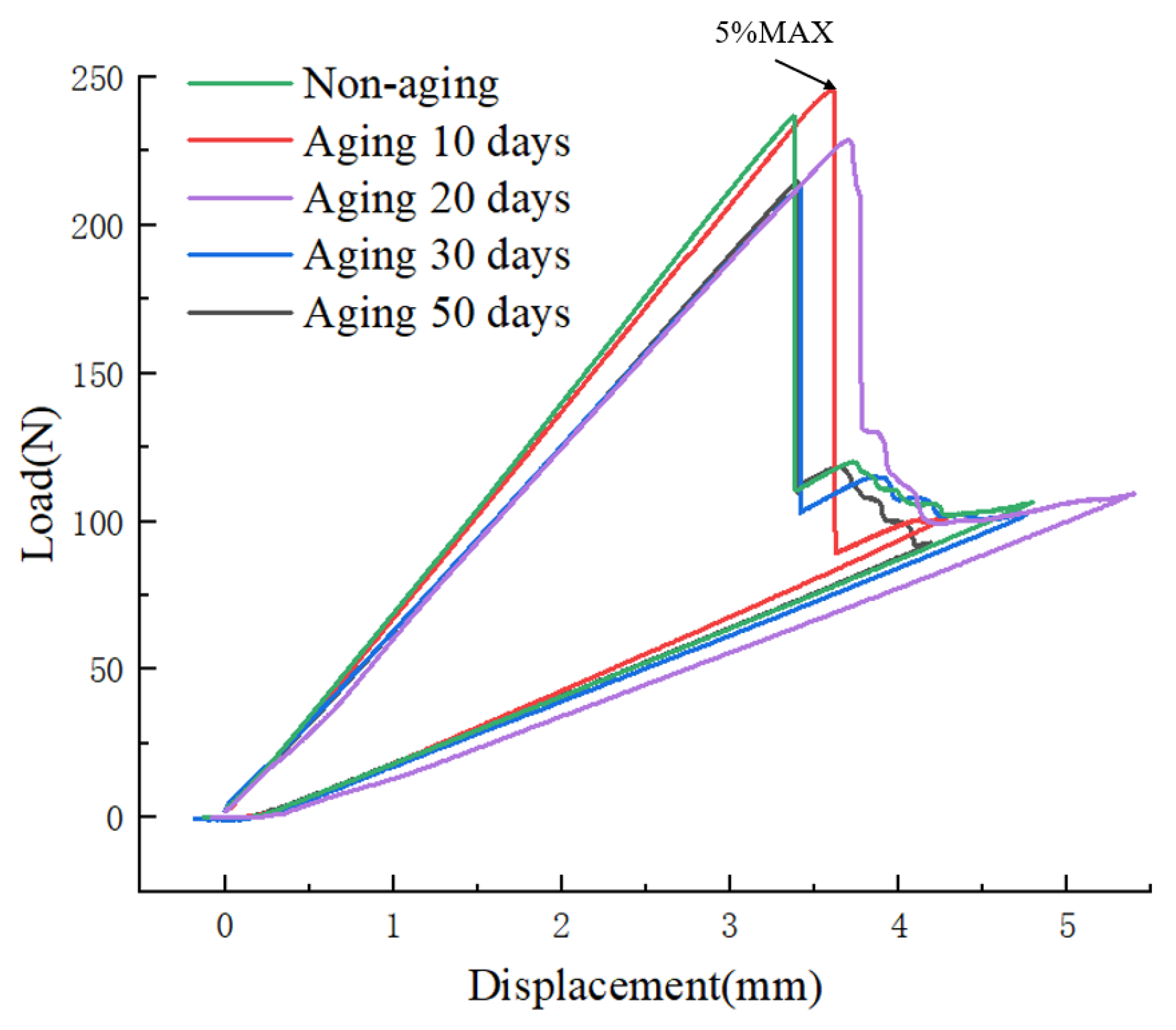
- UV aging has a significant impact on both Mode I and Mode II fracture toughness. With increasing aging duration, Mode I fracture toughness increases, while Mode II fracture toughness decreases. After 50 days of aging at 70 °C, compared to the non-aged specimens, increases by 22.1%, and decreases by 18.2%. The experiments indicate that as the aging time extends, the interlayer bonding strength of the CFRP laminate weakens, leading to a decrease in Mode II fracture toughness. However, the number of fiber bridging between layers gradually increases, significantly enhancing Mode I fracture toughness.
- (2)
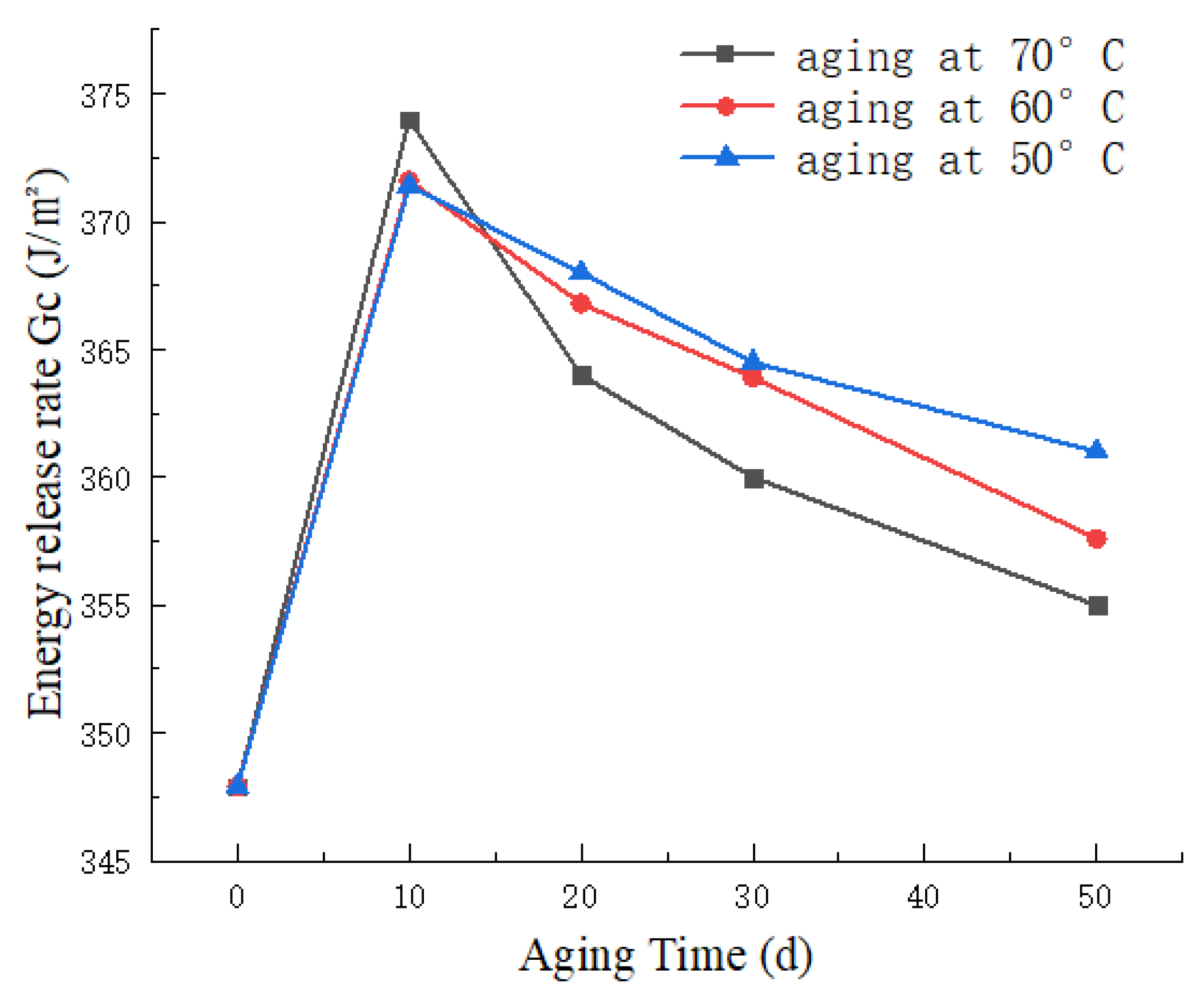
- UV aging also has a noticeable influence on mixed-mode interlaminar fracture toughness. With the increasing aging duration, mixed-mode fracture toughness exhibits a trend of initial increase followed by a subsequent decrease. Under the conditions of 70 °C aging, as the aging time increases, reaches its peak, showing a maximum increase of 7.2%. Even after 50 days of aging, there is still a 2% improvement. The experiments reveal that in the early stages of UV aging, the post-curing of the resin enhances the material’s toughness. However, in the later stages, the damaging effect of UV radiation surpasses the beneficial effects of post-curing, leading to a significant reduction in interlayer bonding strength.
- (3)
- Due to the actual operating conditions of high-pressure hydrogen storage cylinders, cracks perpendicular to the length direction of the vessel are more likely to cause damage than parallel cracks. Transverse damage may result in various failure modes, including fiber fracture, matrix deformation and cracking, fiber-matrix separation (fiber debonding), and fiber pull-out. Therefore, the analysis of crack propagation in Type IV hydrogen storage cylinders cannot be simplified based solely on fracture toughness. The effect of UV aging on the cross-layer expansion of cracks in Type IV hydrogen storage cylinders was simulated and analyzed by XFEM. The results indicate that the cracks in the aged composite winding layer are more sensitive, exhibiting lower initiation loads and longer crack propagation lengths under the same load. UV aging reduces the tensile strength and modulus of CFRP, causing a decline in the maximum stress fibers and matrices can withstand. At the same stress level, the material layers enter failure states earlier after aging. UV aging diminishes the overall load-bearing capacity and crack resistance of hydrogen storage cylinders, posing greater safety risks during service.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, Z.-S.; Wang, Y.-Q.; Hou, X.-L. Review of chemical recycling and reuse of carbon fiber reinforced epoxy resin composites. New Carbon Mater. 2022, 37, 1021–1041. [Google Scholar] [CrossRef]
- Shafighfard, T.; Cender, T.A.; Demir, E. Additive manufacturing of compliance optimized variable stiffness composites through short fiber alignment along curvilinear paths. Addit. Manuf. 2021, 37, 101728. [Google Scholar] [CrossRef]
- Hassan, I.A.; Ramadan, H.S.; Saleh, M.A.; Hissel, D. Hydrogen storage technologies for stationary and mobile applications: Review, analysis and perspectives. Renew. Sustain. Energy Rev. 2021, 149, 111311. [Google Scholar] [CrossRef]
- Shin, H.K.; Ha, S.K. A Review on the Cost Analysis of Hydrogen Gas Storage Tanks for Fuel Cell Vehicles. Energies 2023, 16, 5233. [Google Scholar] [CrossRef]
- Zhou, W.; Wang, J.; Pan, Z.-B.; Liu, J.; Ma, L.-H.; Zhou, J.-Y.; Su, Y.-F. Review on optimization design, failure analysis and non-destructive testing of composite hydrogen storage vessel. Int. J. Hydrogen Energy 2022, 47, 38862–38883. [Google Scholar] [CrossRef]
- Odegard, G.M.; Bandyopadhyay, A. Physical aging of epoxy polymers and their composites. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1695–1716. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Lu, T.; Solis-Ramos, E.; Yi, Y.; Kumosa, M. UV degradation model for polymers and polymer matrix composites. Polym. Degrad. Stab. 2018, 154, 203–210. [Google Scholar] [CrossRef]
- Pączkowski, P.; Puszka, A.; Gawdzik, B. Investigation of Degradation of Composites Based on Unsaturated Polyester Resin and Vinyl Ester Resin. Materials 2022, 15, 1286. [Google Scholar] [CrossRef]
- Al-Turaif, H.A. Surface morphology and chemistry of epoxy-based coatings after exposure to ultraviolet radiation. Prog. Org. Coat. 2013, 76, 677–681. [Google Scholar] [CrossRef]
- Ghasemi-Kahrizsangi, A.; Neshati, J.; Shariatpanahi, H.; Akbarinezhad, E. Improving the UV degradation resistance of epoxy coatings using modified carbon black nanoparticles. Prog. Org. Coat. 2015, 85, 199–207. [Google Scholar] [CrossRef]
- Shi, Z.; Zou, C.; Zhou, F.; Zhao, J. Analysis of the Mechanical Properties and Damage Mechanism of Carbon Fiber/Epoxy Composites under UV Aging. Materials 2022, 15, 2919. [Google Scholar] [CrossRef]
- Ashrafi, H.; Bazli, M.; Oskouei, A.; Bazli, L. Effect of Sequential Exposure to UV Radiation and Water Vapor Condensation and Extreme Temperatures on the Mechanical Properties of GFRP Bars. J. Compos. Constr. 2017, 22, 04017047. [Google Scholar] [CrossRef]
- Azmah Hanim, M.A.; Brabazon, D.; Hashmi, M.S.J. 8—Cracks, microcracks, and fracture toughness of polymer composites: Formation, testing method, nondestructive detection, and modifications. In Failure Analysis in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Sawston, UK, 2019; pp. 157–180. [Google Scholar]
- Fallahi, H.; Kaynan, O.; Asadi, A. Insights into the effect of fiber–matrix interphase physiochemical- mechanical properties on delamination resistance and fracture toughness of hybrid composites. Compos. Part A Appl. Sci. Manuf. 2023, 166, 107390. [Google Scholar] [CrossRef]
- Liu, J.; Liu, J.; Yue, D.; Ma, Y.; Han, M.; Quan, D.; Zhao, G. The mix-mode fracture behaviour of aerospace composite joints co-cured by different forms of advanced thermoplastics. Compos. Commun. 2023, 38, 101519. [Google Scholar] [CrossRef]
- Scarselli, G.; Quan, D.; Prasad, V.; Rao, P.S.; Hardiman, M.; Reid, I.; O’Dowd, N.P.; Murphy, N.; Ivankovic, A. Mode I fracture toughness of glass fibre reinforced thermoplastic composites after UV and atmospheric plasma treatments. Compos. Sci. Technol. 2023, 236, 109982. [Google Scholar] [CrossRef]
- Deng, J.; Zhou, J.; Wu, T.; Liu, Z.; Wu, Z. Review and Assessment of Fatigue Delamination Damage of Laminated Composite Structures. Materials 2023, 16, 7677. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, Q.-Z.; Ni, T.; Vazic, B.; Newell, P.; Bordas, S.P.A. Numerical simulation of interfacial and subinterfacial crack propagation by using extended peridynamics. Comput. Struct. 2023, 279, 106971. [Google Scholar] [CrossRef]
- Sharma, P.; Mali, H.S.; Dixit, A. Mode-I interlaminar fracture modeling of DCB composite laminate using finite element techniques. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 512. [Google Scholar] [CrossRef]
- Tasavori, M.; Maleki, A.T.; Ahmadi, I. Composite coating effect on stress intensity factors of aluminum pressure vessels with inner circumferential crack by X-FEM. Int. J. Press. Vessel. Pip. 2021, 194, 104445. [Google Scholar] [CrossRef]
- Park, W.R.; Fatoni, N.F.; Kwon, O.H. Evaluation of stress and crack behavior using the extended finite element method in the composite layer of a type III hydrogen storage vessel. J. Mech. Sci. Technol. 2018, 32, 1995–2002. [Google Scholar] [CrossRef]
- Wang, W.-J.; Dong, Y.; Wei, Z.-M.; Long, S.-R.; Yang, J.; Yang, J.-C.; Wang, X.-J. Hydrothermal aging of short glass fiber reinforced polyphenylene sulfide composites and property prediction. Polym. Degrad. Stab. 2023, 217, 110503. [Google Scholar] [CrossRef]
- T700S Rev. 3; T700S Standard Modulus Carbon Fiber. Toray Composite Materials America, Inc.: Tacoma, WA, USA, 2018.
- ASTM D5528-13; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D7905-D7905M-2019e1; Standard Test Method for Determination of the Mode II Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D6671-D6671M-2019; Standard Test Method for Mixed Mode I-Mode II Interlaminar Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2019.
- ISO 4892-1; Plastics—Methods of Exposure to Laboratory Light Sources—Part 3: Fluorescent UV Lamps. International Organization for Standardization: Geneva, Switzerland, 2016.
- Hilal; Khan, R. Experimental investigation of mixed mode fracture toughness of glass fiber/epoxy laminates with sea water absorption. Polym. Compos. 2021, 42, 2808–2816. [Google Scholar] [CrossRef]
- Khan, R. Fiber bridging in composite laminates: A literature review. Compos. Struct. 2019, 229, 111418. [Google Scholar] [CrossRef]
- Yao, L.; Alderliesten, R.C.; Benedictus, R. The effect of fibre bridging on the Paris relation for mode I fatigue delamination growth in composites. Compos. Struct. 2016, 140, 125–135. [Google Scholar] [CrossRef]
- Roh, H.S.; Hua, T.Q.; Ahluwalia, R.K. Optimization of carbon fiber usage in Type 4 hydrogen storage tanks for fuel cell automobiles. Int. J. Hydrogen Energy 2013, 38, 12795–12802. [Google Scholar] [CrossRef]
- SIMULIA, Inc. Wound Composite Modeler for Abaqus. User’s Manual, Abaqus version; SIMULIA, Inc.: Dearborn, MI, USA, 2016. [Google Scholar]
- Li, X.; Wang, Y.; Zhou, X. Status of numerical simulation methods for delamination damage of composite laminates. Acta Mater. Compos. Sin. 2021, 38, 1076. [Google Scholar]
- Mohammadi, S. Extended Finite Element Method. In XFEM Fracture Analysis of Composites; Wiley: Hoboken, NJ, USA, 2012; pp. 57–129. [Google Scholar]
- Abdellah, M.Y.; Zuwawi, A.R.; Azam, S.A.; Hassan, M.K. A Comparative Study to Evaluate the Essential Work of Fracture to Measure the Fracture Toughness of Quasi-Brittle Material. Materials 2022, 15, 4514. [Google Scholar] [CrossRef]




| Fiber Type | Filaments | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation (%) | Density (g/cm3) |
|---|---|---|---|---|---|
| T700S | 12 k | 4900 | 230 | 2.1 | 1.8 |
| Epoxy Resin | Appearance | Viscosity (Pa.s) | Epoxy Value (eq/100 g) | Volatile Components (%) |
|---|---|---|---|---|
| Y04 | Light yellow viscous liquid | 10–16 | 0.48–0.54 | ≤2 |
| Aging Cycle | Aging Phase | Wavelength (nm) | UV Irradiance (W/m2·nm) | Blackboard Temperatures (°C) | |
|---|---|---|---|---|---|
| T1 | 8 h dry 4 h condensation | 340 | 1 ± 0.02 0.00 | 70 ± 3 50 ± 3 | |
| T2 | 8 h dry 4 h condensation | 340 | 1 ± 0.02 0.00 | 60 ± 3 50 ± 3 | |
| T3 | 8 h dry 4 h condensation | 340 | 1 ± 0.02 0.00 | 50 ± 3 50 ± 3 | |
| AL6061-T6 | PA6 | |
|---|---|---|
| E, MPa | 69,000 | 358.11 |
| 0.33 | 0.4 | |
| Tensile strength, MPa | 368 | ~ |
| Yield Strength, MPa | 241 | 18 |
| NO. | Layer Type | Wind Angle (°) | Thickness (mm) | Band Width (mm) |
|---|---|---|---|---|
| 1 | Hoop | 90 | 6.754 | 20 |
| 2 | Helical | 12 | 1.228 | 20 |
| 3 | Helical | 18 | 1.228 | 20 |
| 4 | Helical | 23 | 1.228 | 20 |
| 5 | Helical | 36 | 1.228 | 20 |
| 6 | Hoop | 90 | 6.754 | 20 |
| 7 | Helical | 12 | 1.228 | 20 |
| 8 | Helical | 12 | 1.228 | 20 |
| 9 | Helical | 18 | 1.228 | 20 |
| 10 | Helical | 30 | 1.228 | 20 |
| 11 | Hoop | 90 | 6.754 | 20 |
| 12 | Helical | 36 | 0.614 | 20 |
| 13 | Helical | 30 | 0.614 | 20 |
| 14 | Helical | 23 | 0.614 | 20 |
| 15 | Helical | 12 | 0.614 | 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Zhou, F.; Zou, C.; Zhao, J. Fracture Performance Study of Carbon-Fiber-Reinforced Resin Matrix Composite Winding Layers under UV Aging Effect. Materials 2024, 17, 846. https://doi.org/10.3390/ma17040846
Liu Z, Zhou F, Zou C, Zhao J. Fracture Performance Study of Carbon-Fiber-Reinforced Resin Matrix Composite Winding Layers under UV Aging Effect. Materials. 2024; 17(4):846. https://doi.org/10.3390/ma17040846
Chicago/Turabian StyleLiu, Zhen, Feiyu Zhou, Chao Zou, and Jianping Zhao. 2024. "Fracture Performance Study of Carbon-Fiber-Reinforced Resin Matrix Composite Winding Layers under UV Aging Effect" Materials 17, no. 4: 846. https://doi.org/10.3390/ma17040846
APA StyleLiu, Z., Zhou, F., Zou, C., & Zhao, J. (2024). Fracture Performance Study of Carbon-Fiber-Reinforced Resin Matrix Composite Winding Layers under UV Aging Effect. Materials, 17(4), 846. https://doi.org/10.3390/ma17040846