
Mechanical Characterization of Multifunctional Metal-Coated Polymer Lattice Structures




Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Design and Experimental Test
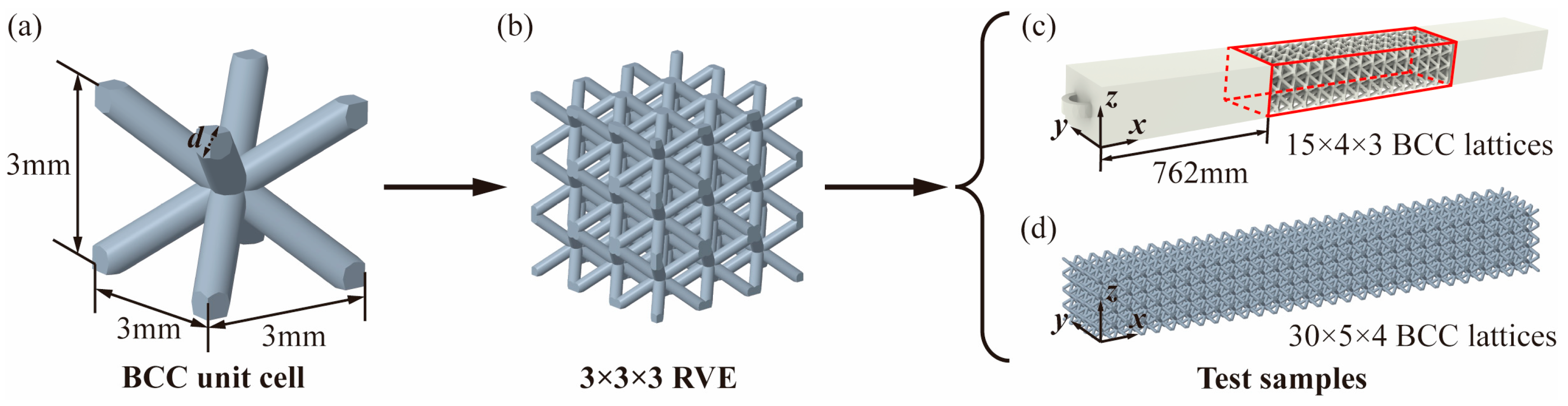
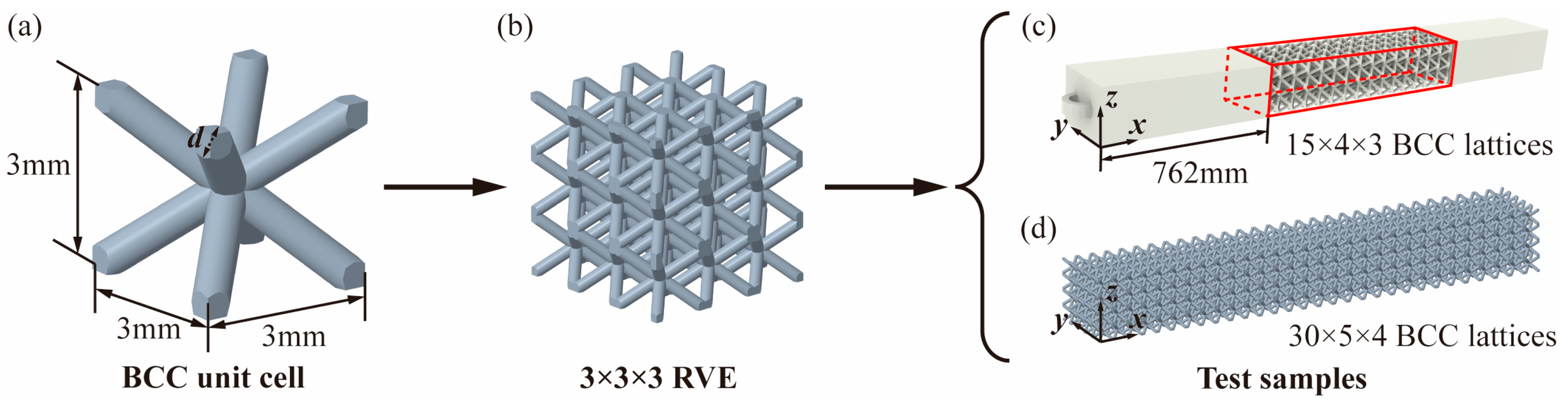
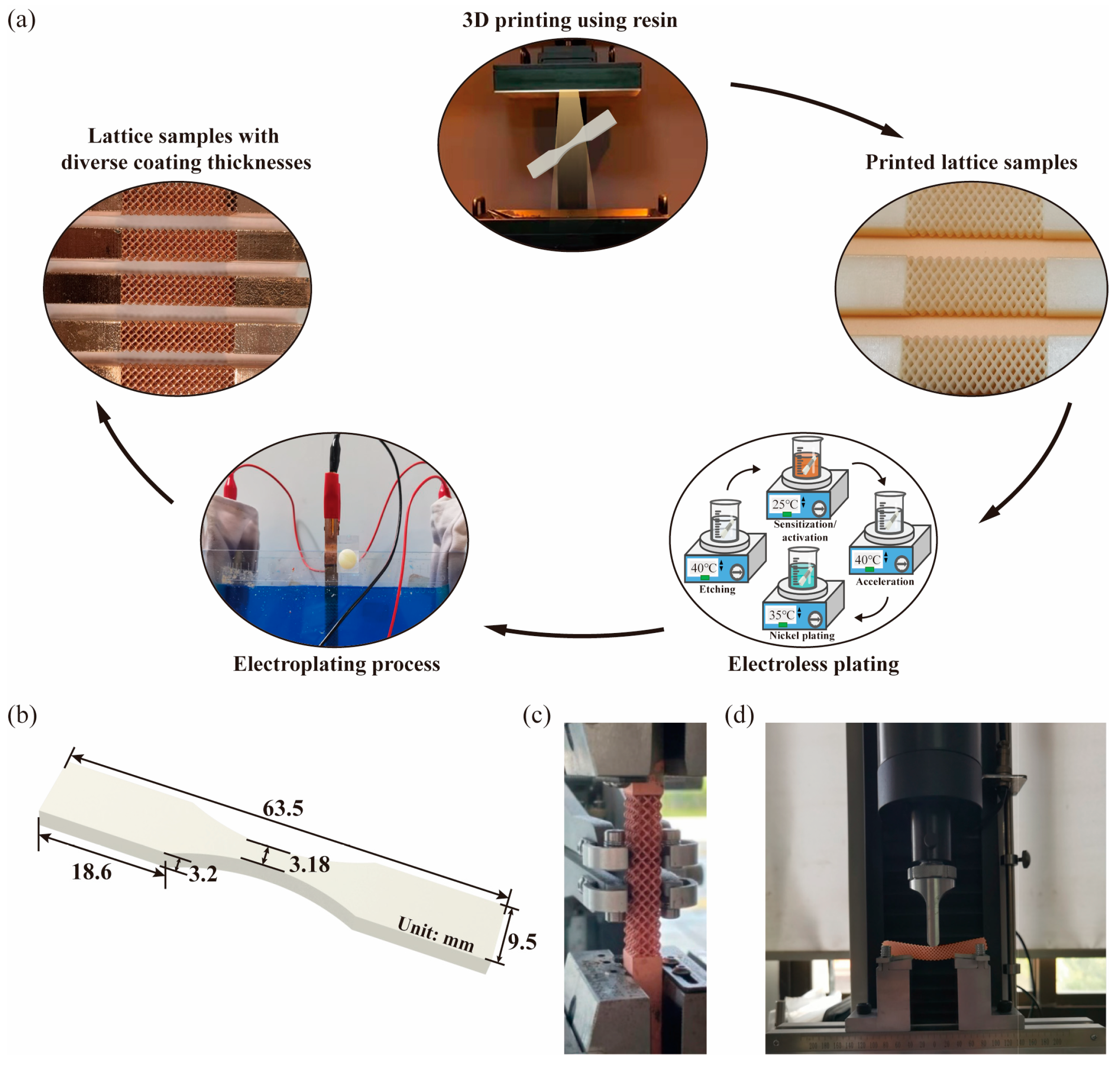
2.1.1. Specimen Design and Manufacturing
2.1.2. Mechanical Property Test
2.2. Numerical Implementation
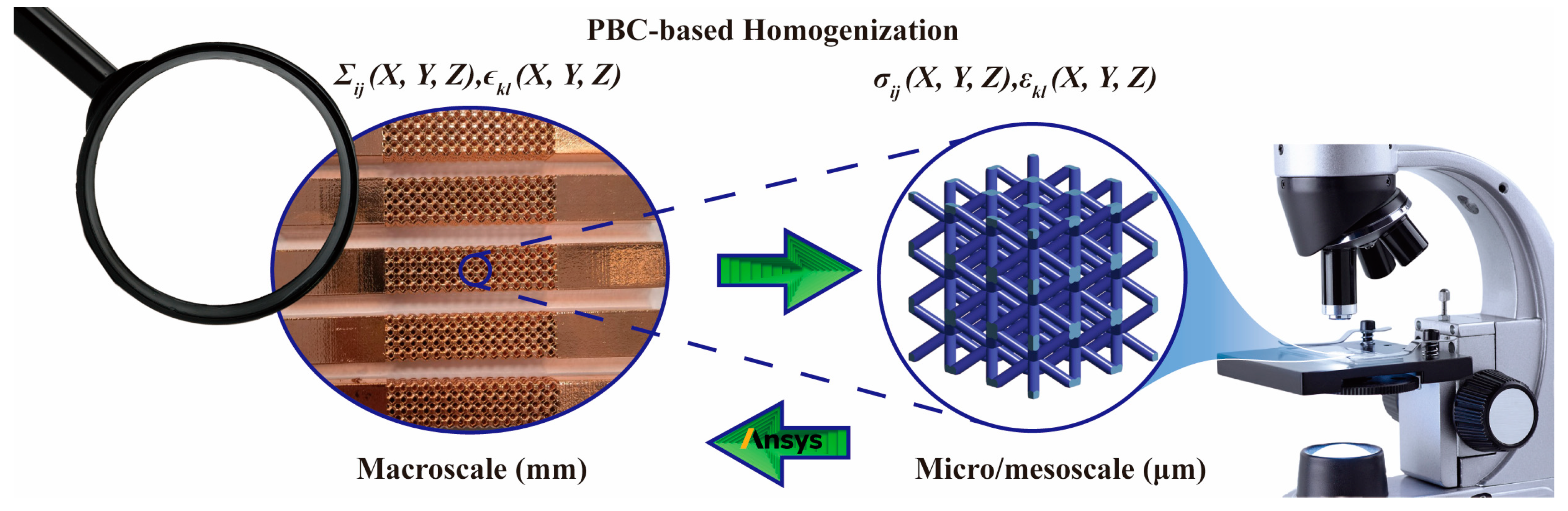
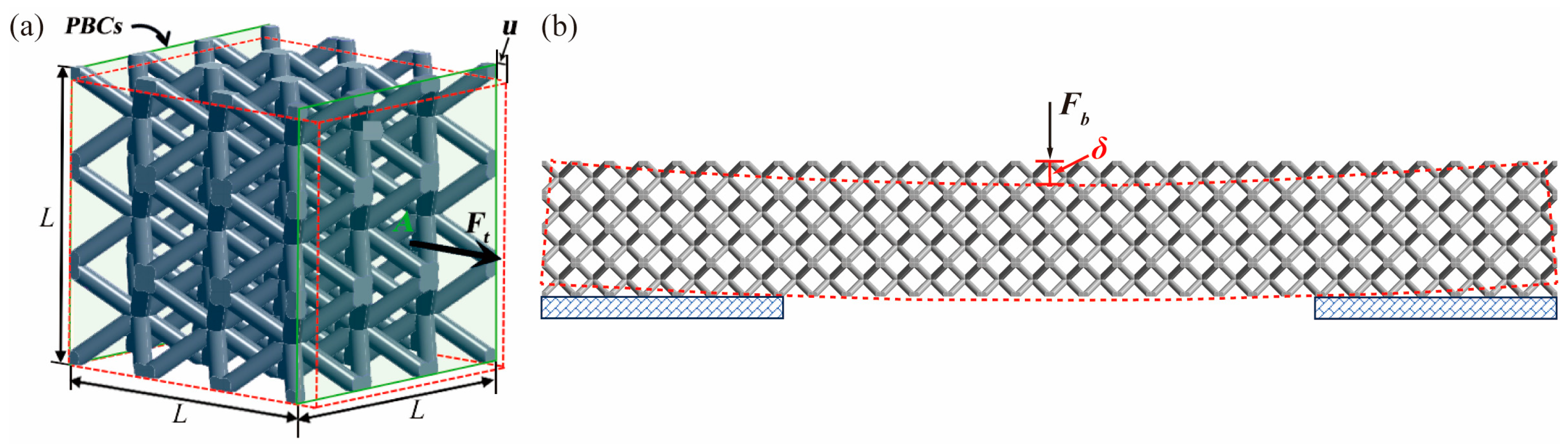
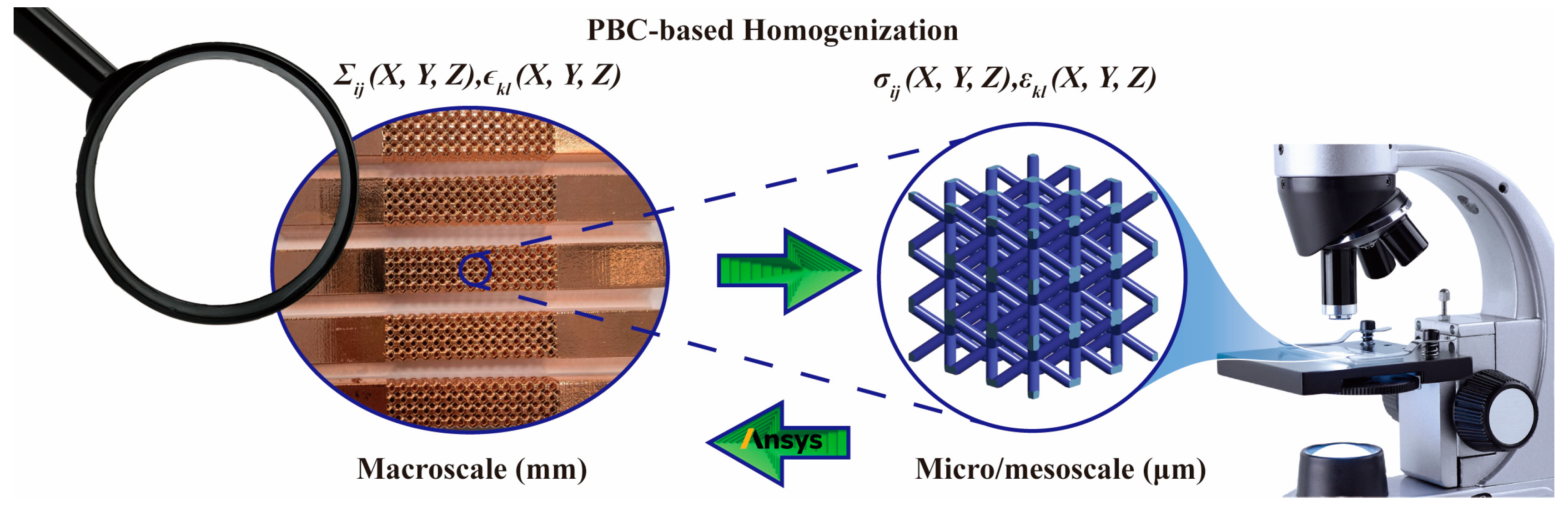
2.2.1. Multiscale Evaluation Based on PBCs
2.2.2. FE Modeling of the Metal Coating and Lattice Bulk
3. Results and Discussion
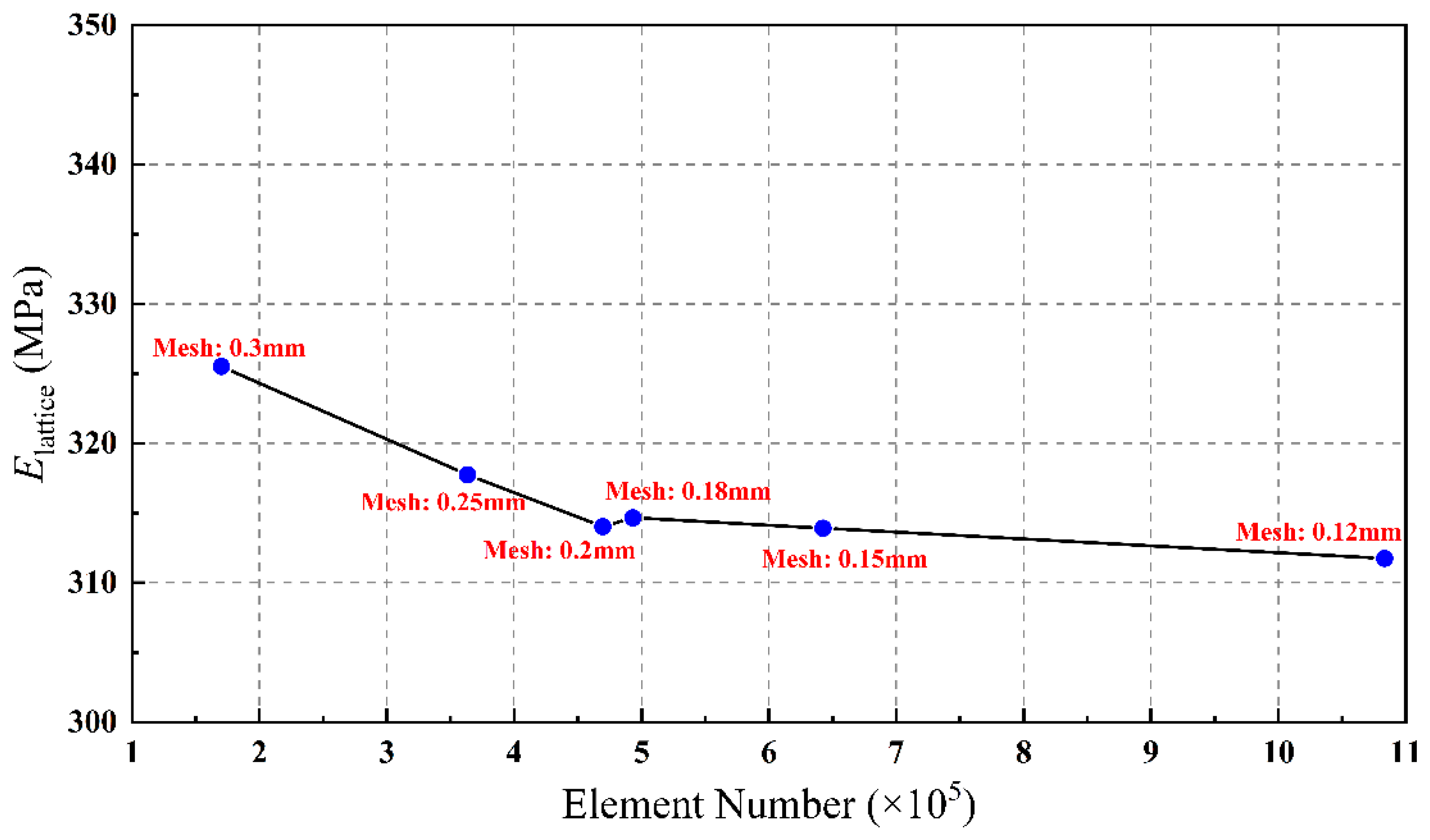
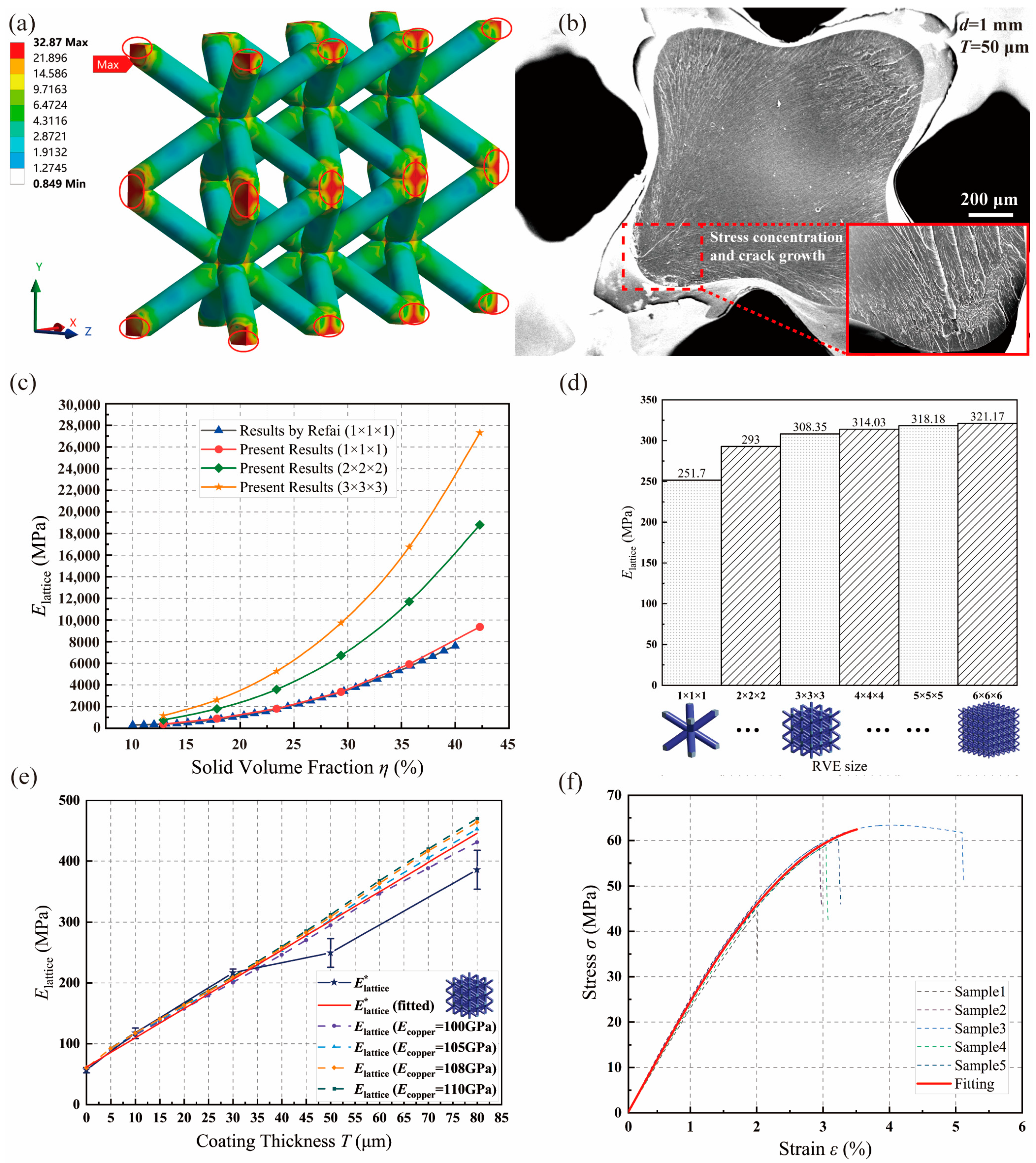
3.1. Validation of the PBC-Based Multiscale Method and RVE Size Effect
3.2. Property Determination of Resin Matrix and Copper Coating
3.3. Characterization Interpretations of the Copper-Coated Lattice
3.3.1. Elastic Tensile Stiffness
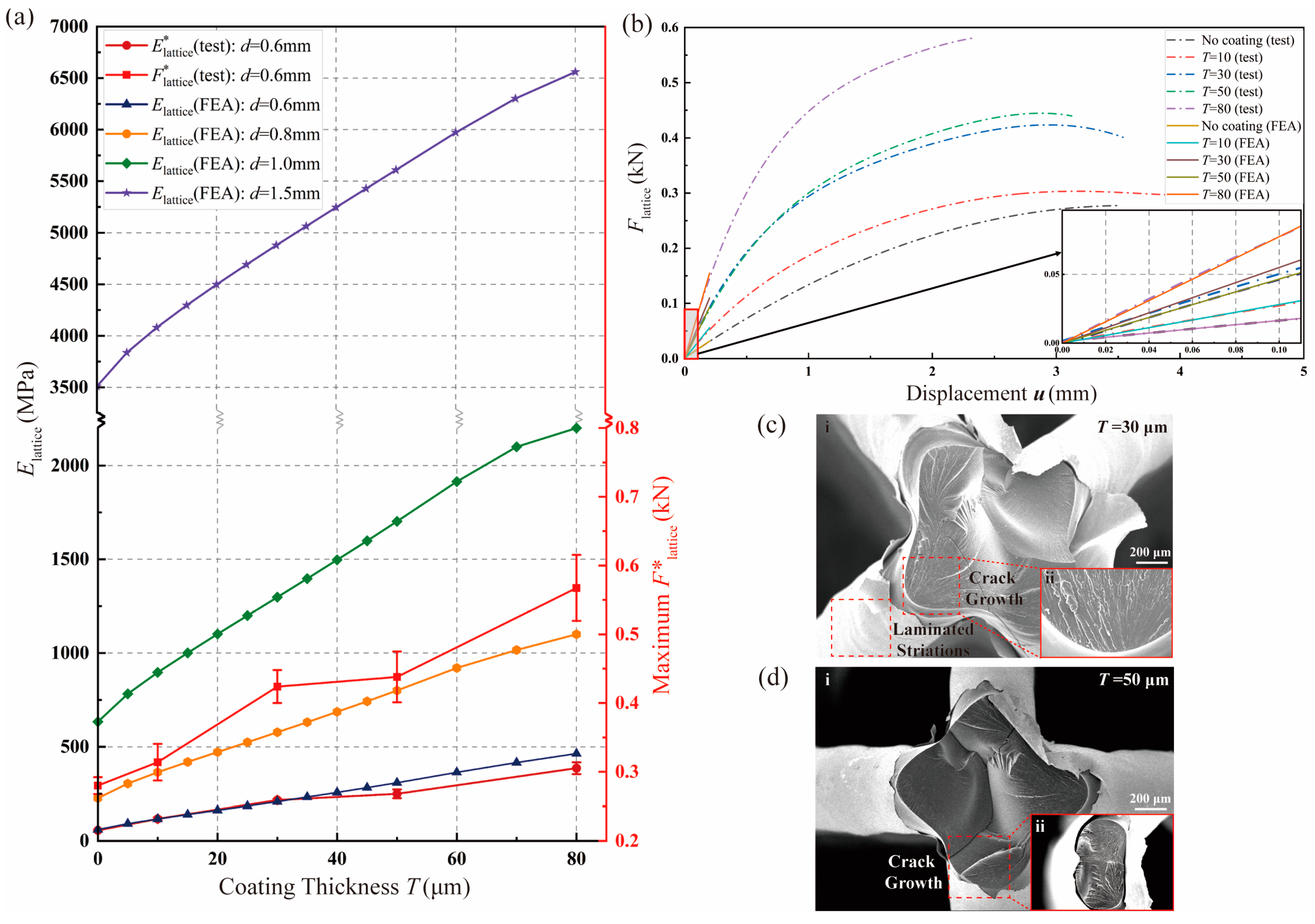
3.3.2. Elastic Bending Stiffness
4. Conclusions
- Feasibility Validation: The proposed method’s feasibility is substantiated by comparing numerical and experimental results for both elastic tensile stiffness and bending stiffness . The accuracy in assessing these properties demonstrates the efficacy of the lattice PBC-based multiscale approach.
- Homogenized Model for Numerical Analysis: The utilization of a solid homogenized model in numerical analysis, where is defined through the proposed multiscale method, proves effective in accurately evaluating . This streamlined approach offers a precise means to comprehend the elastic behavior of coated lattice structures without the need for intricate lattice cell discretization.
- Impact of Design Parameters: The influence of design parameters on the mechanical characteristics of copper-coated lattice structures is apparent. Specifically, for coated lattices increases with greater coating thickness and strut diameter. The presence of a metal coating significantly enhances the structural . Bending loads exploit the structural plasticity potential of coated lattices more thoroughly compared with pure resin lattice matrices. The diversity in structural failure patterns is primarily attributed to loading differences. These findings provide valuable insights for future coated lattice design and optimization efforts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
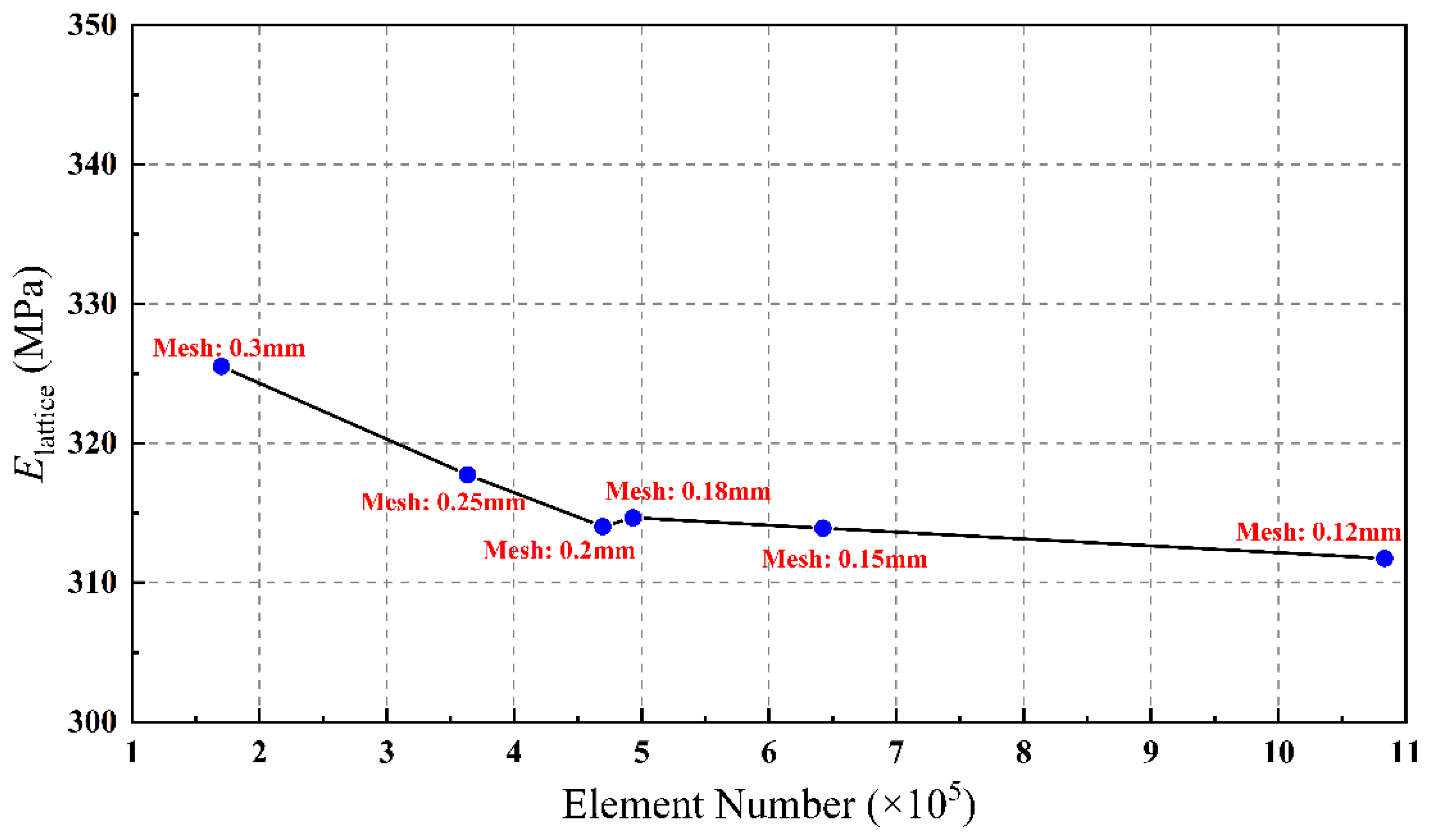
Appendix A. Mesh Convergence Analysis
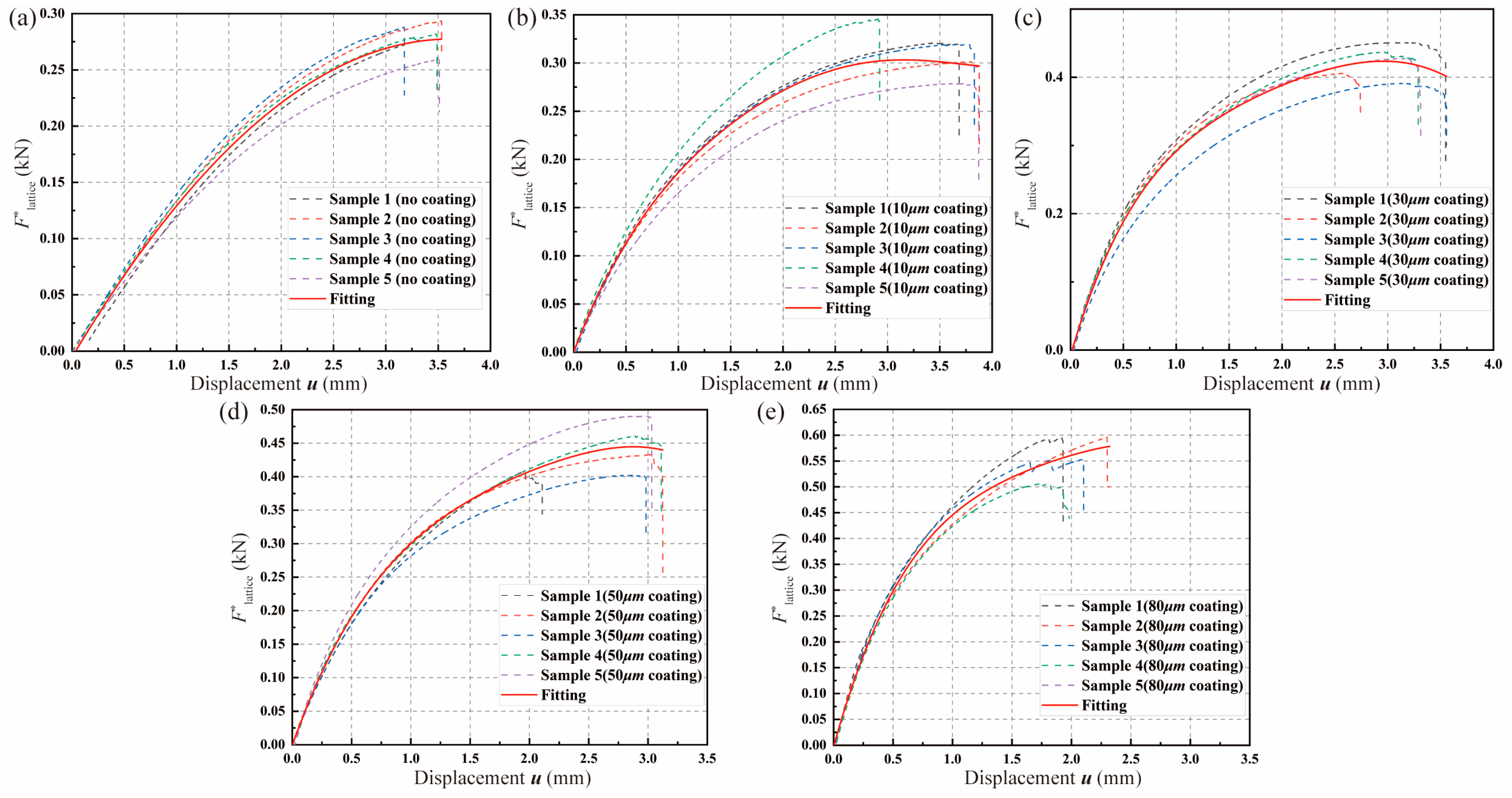
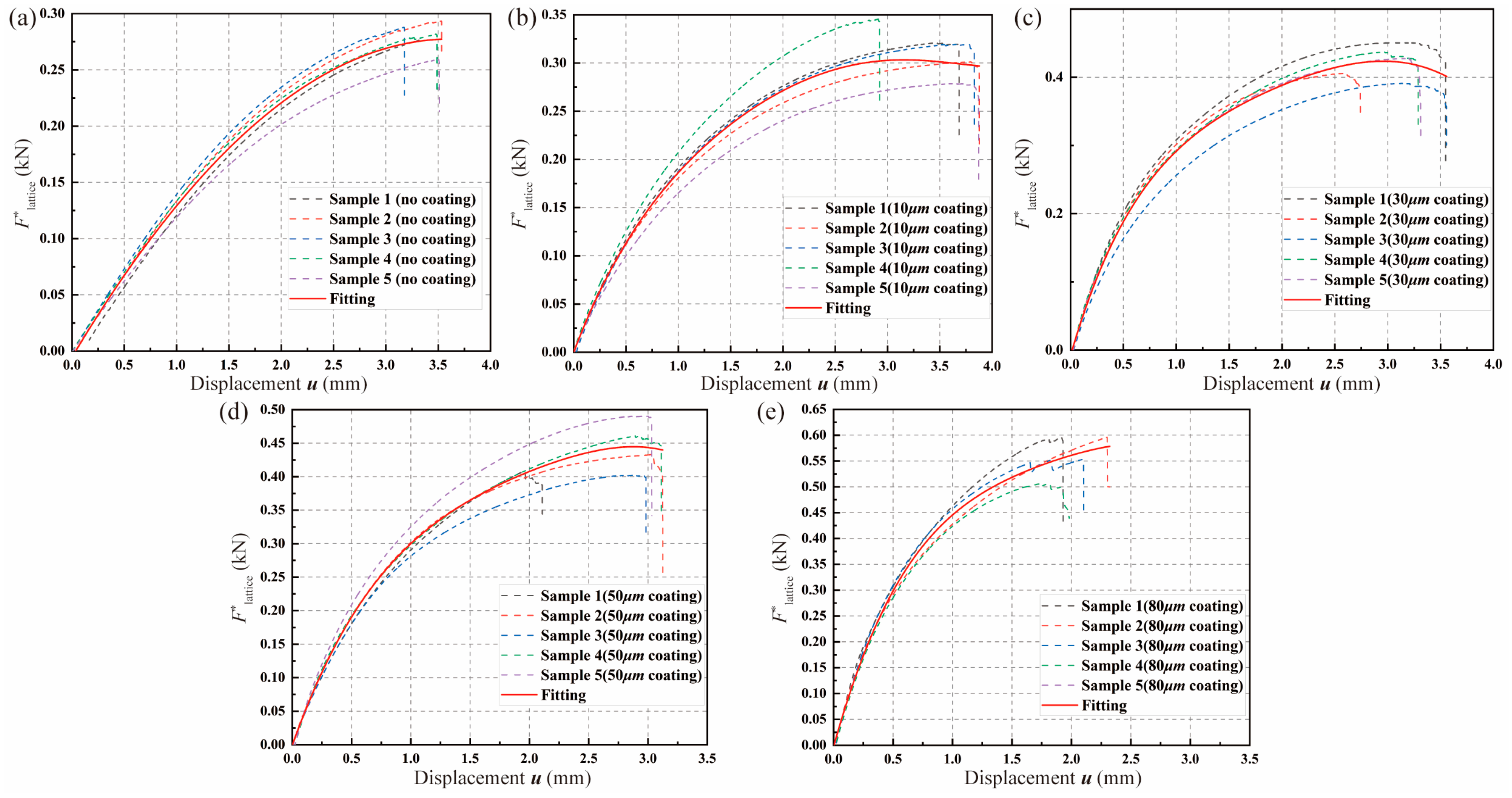
Appendix B. Strength and Ductility Analysis of Diverse-Coated Lattices
References
- Zhang, L.; Song, B.; Fu, J.J.; Wei, S.S.; Yang, L.; Yan, C.Z.; Li, H.; Gao, L.; Shi, Y.S. Topology-optimized lattice structures with simultaneously high stiffness and light weight fabricated by selective laser melting: Design, manufacturing and characterization. J. Manuf. Process. 2020, 56, 1166–1177. [Google Scholar] [CrossRef]
- Hamzehei, R.; Rezaei, S.; Kadkhodapour, J.; Anaraki, A.P.; Mahmoudi, A. 2D triangular anti-trichiral structures and auxetic stents with symmetric shrinkage behavior and high energy absorption. Mech. Mater. 2020, 142, 103291. [Google Scholar] [CrossRef]
- Sorrentino, A.; Castagnetti, D. Negative Poisson’s ratio lattice for designing vertebral biomaterials. Mech. Adv. Mater. Struct. 2022, 29, 6626–6633. [Google Scholar] [CrossRef]
- Baertsch, F.; Ameli, A.; Mayer, T. Finite-Element Modeling and Optimization of 3D-Printed Auxetic Reentrant Structures with Stiffness Gradient under Low-Velocity Impact. J. Eng. Mech. 2021, 147, 4021036. [Google Scholar] [CrossRef]
- Luo, C.; Han, C.Z.; Zhang, X.Y.; Zhang, X.G.; Ren, X.; Xie, Y.M. Design, manufacturing and applications of auxetic tubular structures: A review. Thin-Walled Struct. 2021, 163, 107682. [Google Scholar] [CrossRef]
- Wu, W.; Song, X.; Liang, J.; Xia, R.; Qian, G.; Fang, D. Mechanical properties of anti-tetrachiral auxetic stents. Compos. Struct. 2018, 185, 381–392. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, J.; Wei, Y.; Yu, T. Design and properties of graded polyamide12/hydroxyapatite scaffolds based on primitive lattices using selective laser sintering. J. Mech. Behav. Biomed. Mater. 2022, 126, 105052. [Google Scholar] [CrossRef]
- Veloso, F.; Miranda, D.; Morais, P.; Torres, H.R.; Oliveira, B.; Correia-Pinto, J.; Pinho, A.C.; Vilaça, J.L. Study of the compression behavior of functionally graded lattice for customized cranial remodeling orthosis. J. Mech. Behav. Biomed. Mater. 2022, 130, 105191. [Google Scholar] [CrossRef] [PubMed]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- McMillan, M.; Jurg, M.; Leary, M.; Brandt, M. Programmatic lattice generation for additive manufacture. Procedia Technol. 2015, 20, 178–184. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The design process of additively manufactured mesoscale lattice structures: A review. J. Comput. Inf. Sci. Eng. 2018, 18, 040801. [Google Scholar] [CrossRef]
- Ali, M.N.; Rehman, I.U. An Auxetic structure configured as oesophageal stent with potential to be used for palliative treatment of oesophageal cancer; development and in vitro mechanical analysis. J. Mater. Sci. Mater. Med. 2011, 22, 2573–2581. [Google Scholar] [CrossRef]
- Yang, L.; Harrysson, O.; West, H.; Cormier, D. Mechanical properties of 3D re-entrant honeycomb auxetic structures realized via additive manufacturing. Int. J. Solids Struct. 2015, 69, 475–490. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Takezawa, A.; Du Plessis, A.; Takata, N.; Krakhmalev, P.; Kobashi, M.; Albu, M.; Kothleitner, G.; Yadroitsava, I.; Yadroitsev, I. Mechanical behavior of in-situ alloyed Ti6Al4V (ELI)-3 at.% Cu lattice structures manufactured by laser powder bed fusion and designed for implant applications. J. Mech. Behav. Biomed. Mater. 2021, 113, 104130. [Google Scholar] [CrossRef]
- Kang, K.-J. Wire-woven cellular metals: The present and future. Prog. Mater. Sci. 2015, 69, 213–307. [Google Scholar] [CrossRef]
- Plocher, J.; Mencattelli, L.; Narducci, F.; Pinho, S. Learning from nature: Bio-inspiration for damage-tolerant high-performance fibre-reinforced composites. Compos. Sci. Technol. 2021, 208, 108669. [Google Scholar] [CrossRef]
- Aghajani, S.; Wu, C.; Li, Q.; Fang, J. Additively manufactured composite lattices: A state-of-the-art review on fabrications, architectures, constituent materials, mechanical properties, and future directions. Thin-Walled Struct. 2023, 25, 111539. [Google Scholar] [CrossRef]
- Hunt, C.J.; Morabito, F.; Grace, C.; Zhao, Y.; Woods, B.K.S. A review of composite lattice structures. Compos. Struct. 2022, 284, 115120. [Google Scholar] [CrossRef]
- Nazir, A.; Gokcekaya, O.; Billah, K.M.M.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- Garcia-Taormina, A.R.; Alwen, A.; Schwaiger, R.; Hodge, A.M. A review of coated nano- and micro-lattice materials. J. Mater. Res. 2021, 36, 3607–3627. [Google Scholar] [CrossRef]
- Yuan, H.; Zhang, W. A Novel Hedgehog-Inspired Pin-Array Robot Hand with Multiple Magnetic Pins for Adaptive Grasping. In Proceedings of the Intelligent Robotics and Applications: 12th International Conference (ICIRA 2019), Shenyang, China, 8–11 August 2019; Part V 12. pp. 684–695. [Google Scholar]
- Barri, K.; Jiao, P.; Zhang, Q.; Chen, J.; Wang, Z.L.; Alavi, A.H. Multifunctional meta-tribomaterial nanogenerators for energy harvesting and active sensing. Nano Energy 2021, 86, 106074. [Google Scholar] [CrossRef]
- He, L.; Wang, P.; Yang, J.; Fan, K.; Zhang, H.; Zhang, L.; Jiang, M.; Chen, X.; Chen, Z.; Chen, M.; et al. Smart Lattice Structures with Self-Sensing Functionalities via Hybrid Additive Manufacturing Technology. Micromachines 2023, 15, 2. [Google Scholar] [CrossRef]
- Schroer, A.; Wheeler, J.M.; Schwaiger, R. Deformation behavior and energy absorption capability of polymer and ceramic-polymer composite microlattices under cyclic loading. J. Mater. Res. 2018, 33, 274–289. [Google Scholar] [CrossRef]
- Diamantopoulou, M.; Roth, C.C.; Tancogne-Dejean, T.; Lauener, C.M.; Mohr, D. Ceramic/polymer microlattices: Increasing specific energy absorption through sandwich construction. Extrem. Mech. Lett. 2022, 53, 101708. [Google Scholar] [CrossRef]
- Mieszala, M.; Hasegawa, M.; Guillonneau, G.; Bauer, J.; Raghavan, R.; Frantz, C.; Kraft, O.; Mischler, S.; Michler, J.; Philippe, L. Micromechanics of Amorphous Metal/Polymer Hybrid Structures with 3D Cellular Architectures: Size Effects, Buckling Behavior, and Energy Absorption Capability. Small 2017, 13, 1602514. [Google Scholar] [CrossRef] [PubMed]
- Kao, C.-T.; Lin, C.-C.; Chen, Y.-W.; Yeh, C.-H.; Fang, H.-Y.; Shie, M.-Y. Poly (dopamine) coating of 3D printed poly (lactic acid) scaffolds for bone tissue engineering. Mater. Sci. Eng. C 2015, 56, 165–173. [Google Scholar] [CrossRef] [PubMed]
- Xiao, R.; Feng, X.; Fan, R.; Chen, S.; Song, J.; Gao, L.; Lu, Y. 3D printing of titanium-coated gradient composite lattices for lightweight mandibular prosthesis. Compos. B Eng. 2020, 193, 108057. [Google Scholar] [CrossRef]
- Ng, H.W.; Gan, Z. A finite element analysis technique for predicting as-sprayed residual stresses generated by the plasma spray coating process. Finite Elem. Anal. Des. 2005, 41, 1235–1254. [Google Scholar] [CrossRef]
- Bencheikh, I.; Bilteryst, F.; Nouari, M. Modelling of the thermomechanical behaviour of coated structures using single and multi-level-set techniques coupled with the eXtended Finite Element Method. Finite Elem. Anal. Des. 2017, 134, 68–81. [Google Scholar] [CrossRef]
- Yilmaz, K.B.; Çömez, I.; Güler, M.A.; Yildirim, B. Analytical and finite element solution of the sliding frictional contact problem for a homogeneous orthotropic coating-isotropic substrate system. ZAMM-J. Appl. Math. Mech./Z. Angew. Math. Mech. 2019, 99, e201800117. [Google Scholar] [CrossRef]
- Jahedi, R.; Adibnazari, S.; Farrahi, G.H. Performance analysis of functionally graded coatings in contact with cylindrical rollers. Adv. Mech. Eng. 2015, 7, 456848. [Google Scholar] [CrossRef]
- Sobol, B.; Soloviev, A.; Krasnoschekov, A. The transverse crack problem for elastic bodies stiffened by thin elastic coating. ZAMM-J. Appl. Math. Mech./Z. Angew. Math. Mech. 2015, 95, 1302–1314. [Google Scholar] [CrossRef]
- Salari-Sharif, L.; Schaedler, T.A.; Valdevit, L. Hybrid Hollow Microlattices with Unique Combination of Stiffness and Damping. J. Eng. Mater. Technol. Trans. ASME 2018, 140, 031003. [Google Scholar] [CrossRef]
- Song, J.; Gao, L.; Cao, K.; Zhang, H.; Xu, S.; Jiang, C.; Surjadi, J.U.; Xu, Y.; Lu, Y. Metal-coated hybrid meso-lattice composites and their mechanical characterizations. Compos. Struct. 2018, 203, 750–763. [Google Scholar] [CrossRef]
- Greco, F.; Leonetti, L.; Pranno, A.; Rudykh, S. Mechanical behavior of bio-inspired nacre-like composites: A hybrid multiscale modeling approach. Compos. Struct. 2020, 233, 111625. [Google Scholar] [CrossRef]
- Christoff, B.G.; Almeida, J.H.S.; Cardoso, E.L.; Tita, V. A multiscale topology optimisation framework for hollow spheres as cellular materials. Eng. Struct. 2023, 284, 115990. [Google Scholar] [CrossRef]
- Jimenez Abarca, M.; Darabi, R.; de Sa, J.C.; Parente, M.; Reis, A. Multi-scale modelling modeling for prediction of residual stress and distortion in Ti-6Al-4V Ti–6Al–4V semi-circular thin-walled parts additively manufactured by laser powder bed fusion (LPBF). Thin-Walled Struct. 2023, 182, 110151. [Google Scholar] [CrossRef]
- Kurukuri, S.; Eckardt, S. A Review of Homogenization Techniques for Heterogeneous Materials; Advanced Mechanics of Materials and Structures, Graduate School in Structural Engineering: Weimar, Germany, 2004. [Google Scholar]
- Ostoja-Starzewski, M. Material spatial randomness: From statistical to representative volume element. Probabilistic Eng. Mech. 2006, 21, 112–132. [Google Scholar] [CrossRef]
- Ptochos, E.; Labeas, G. Elastic modulus and Poisson’s ratio determination of micro-lattice cellular structures by analytical, numerical and homogenisation methods. J. Sandw. Struct. Mater. 2012, 14, 597–626. [Google Scholar] [CrossRef]
- He, L.; Wang, P.; Wang, L.; Chen, M.; Liu, H.; Li, J. Multifunctional Polymer-Metal Lattice Composites via Hybrid Additive Manufacturing Technology. Micromachines 2023, 14, 2191. [Google Scholar] [CrossRef]
- Shacham-Diamand, Y.; Osaka, T.; Okinaka, Y.; Sugiyama, A.; Dubin, V. 30 Years of electroless plating for semiconductor and polymer micro-systems. Microelectron. Eng. 2015, 132, 35–45. [Google Scholar] [CrossRef]
- Li, J.; Wang, Y.; Xiang, G.; Liu, H.; He, J. Hybrid Additive Manufacturing Method for Selective Plating of Freeform Circuitry on 3D Printed Plastic Structure. Adv. Mater. Technol. 2019, 4, 1800529. [Google Scholar] [CrossRef]
- D638-22; Standard Test Method for Tensile Properties of Plastics. American Society for Testing Material: West Conshohocken, PA, USA, 2022.
- Zhou, Y.; Yang, C.S.; Chen, J.A.; Ding, G.F.; Ding, W.; Wang, L.; Wang, M.J.; Zhang, Y.M.; Zhang, T.H. Measurement of Young’s modulus and residual stress of copper film electroplated on silicon wafer. Thin Solid Films 2004, 460, 175–180. [Google Scholar] [CrossRef]
- Hong, S.H.; Kim, K.S.; Kim, Y.M.; Hahn, J.H.; Lee, C.S.; Park, J.H. Characterization of elastic moduli of Cu thin films using nanoindentation technique. Compos. Sci. Technol. 2005, 65, 1401–1408. [Google Scholar] [CrossRef]
- Zak, S.; Trost, C.O.W.; Kreiml, P.; Cordill, M.J. Accurate measurement of thin film mechanical properties using nanoindentation. J. Mater. Res. 2022, 37, 1373–1389. [Google Scholar] [CrossRef]
- Dixit, P.; Xu, L.; Miao, J.; Pang, J.H.L.; Preisser, R. Mechanical and microstructural characterization of high aspect ratio through-wafer electroplated copper interconnects. J. Micromech. Microeng. 2007, 17, 1749. [Google Scholar] [CrossRef]
- Refai, K.; Montemurro, M.; Brugger, C.; Saintier, N. Determination of the effective elastic properties of titanium lattice structures. Mech. Adv. Mater. Struct. 2020, 27, 1966–1982. [Google Scholar] [CrossRef]
- Mao, H.; Rumpler, R.; Göransson, P. An inverse method for characterisation of the static elastic Hooke’s tensors of solid frame of anisotropic open-cell materials. Int. J. Eng. Sci. 2020, 147, 103198. [Google Scholar] [CrossRef]
- Belardi, V.G.; Trupiano, S.; Fanelli, P.; Vivio, F. Overall elastic characterization of equivalent FE models for aluminum foams through computational homogenization approach and genetic algorithm optimization. Eur. J. Mech. A/Solids 2024, 103, 105189. [Google Scholar] [CrossRef]
- Li, C.; Chen, L.; Qiao, L. RVE Based Numerical Evaluation on Effective Mechanical Properties of Composite with Randomly Distributed Multi-Phase Inclusions. Adv. Mat. Res. 2012, 383–390, 931–934. [Google Scholar] [CrossRef]
- Wang, L.; Chen, M.; Chen, G.; Luo, T.; Liu, F. Loading capacity prediction of the auxetic tubular lattice structures by multiscale shakedown analysis. Compos. Struct. 2023, 314, 116938. [Google Scholar] [CrossRef]
- Herrnböck, L.; Steinmann, P. Homogenization of fully nonlinear rod lattice structures: On the size of the RVE and micro structural instabilities. Comput. Mech. 2022, 69, 947–964. [Google Scholar] [CrossRef]
- Moeini, M.; Begon, M.; Lévesque, M. Numerical homogenization of a linearly elastic honeycomb lattice structure and comparison with analytical and experimental results. Mech. Mater. 2022, 167, 104210. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, L.; Sun, L.; Li, N. Optimization of graded filleted lattice structures subject to yield and buckling constraints. Mater. Des. 2021, 206, 109746. [Google Scholar] [CrossRef]
- Wang, X.; Yuan, F.; Chen, M.; He, J.; Wang, P.; Yu, Y.; Li, J. Investigation on mechanical characterizations of metal-coated lattice structure. In Sustainable Buildings and Structures: Building a Sustainable Tomorrow; CRC Press: Boca Raton, FL, USA, 2019; pp. 178–184. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RVE Size | ||||||
|---|---|---|---|---|---|---|
| Element numbers | 7101 | 54,258 | 187,971 | 469,571 | 942,533 | 1,632,026 |
| T (μm) | (MPa) | T (μm) | (MPa) | Error (MPa) | T (μm) | Fitted (MPa) | |||
|---|---|---|---|---|---|---|---|---|---|
| Ecopper = 100 GPa | = 105 GPa | = 108 GPa | = 110 GPa | ||||||
| 0 | 60.074 | 60.074 | 60.074 | 60.074 | 0 | 56.61 | 4.44 | 0 | 61.251 |
| 5 | 90.048 | 91.262 | 91.983 | 92.459 | 10 | 117.25 | 8.52 | 5.04 | 85.488 |
| 10 | 113.99 | 116.01 | 117.2 | 117.99 | 30 | 216.36 | 6.26 | 10.01 | 109.340 |
| 15 | 135.98 | 138.71 | 140.33 | 141.4 | 50 | 249.20 | 23.47 | 15.05 | 133.576 |
| 20 | 157.38 | 160.83 | 162.88 | 164.23 | 80 | 385.98 | 31.64 | 20.02 | 157.429 |
| 25 | 178.82 | 183.03 | 185.52 | 187.16 | 25.06 | 181.665 | |||
| 30 | 200.64 | 205.63 | 208.6 | 210.56 | 30.03 | 205.517 | |||
| 35 | 223.02 | 228.85 | 232.32 | 234.61 | 35.07 | 229.754 | |||
| 40 | 246.08 | 252.8 | 256.8 | 259.44 | 40.04 | 253.606 | |||
| 45 | 269.9 | 277.56 | 282.12 | 285.15 | 45.00 | 277.459 | |||
| 50 | 294.54 | 303.2 | 308.35 | 311.77 | 50.05 | 301.695 | |||
| 60 | 346.45 | 357.25 | 363.68 | 367.96 | 55.01 | 325.547 | |||
| 70 | 388.49 | 404.78 | 416.24 | 419.56 | 70.07 | 397.873 | |||
| 80 | 430.89 | 452.64 | 463.75 | 469.75 | 80.00 | 445.577 | |||
| Resin Matrix | Copper Film | ||
|---|---|---|---|
| of samples (GPa) | Mean of (GPa) | Fitting of (GPa) | (GPa) |
| 2.52, 2.82, 2.73, 2.46, 2.59 | 2.62 | 2.65 | 105 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; He, L.; Liu, F.; Yuan, H.; Li, J.; Chen, M. Mechanical Characterization of Multifunctional Metal-Coated Polymer Lattice Structures. Materials 2024, 17, 741. https://doi.org/10.3390/ma17030741
Wang L, He L, Liu F, Yuan H, Li J, Chen M. Mechanical Characterization of Multifunctional Metal-Coated Polymer Lattice Structures. Materials. 2024; 17(3):741. https://doi.org/10.3390/ma17030741
Chicago/Turabian StyleWang, Lizhe, Liu He, Fuyuan Liu, Hang Yuan, Ji Li, and Min Chen. 2024. "Mechanical Characterization of Multifunctional Metal-Coated Polymer Lattice Structures" Materials 17, no. 3: 741. https://doi.org/10.3390/ma17030741
APA StyleWang, L., He, L., Liu, F., Yuan, H., Li, J., & Chen, M. (2024). Mechanical Characterization of Multifunctional Metal-Coated Polymer Lattice Structures. Materials, 17(3), 741. https://doi.org/10.3390/ma17030741