
Microstructure Evolution during High-Pressure Torsion in a 7xxx AlZnMgZr Alloy

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Materials and Methods
3. Results
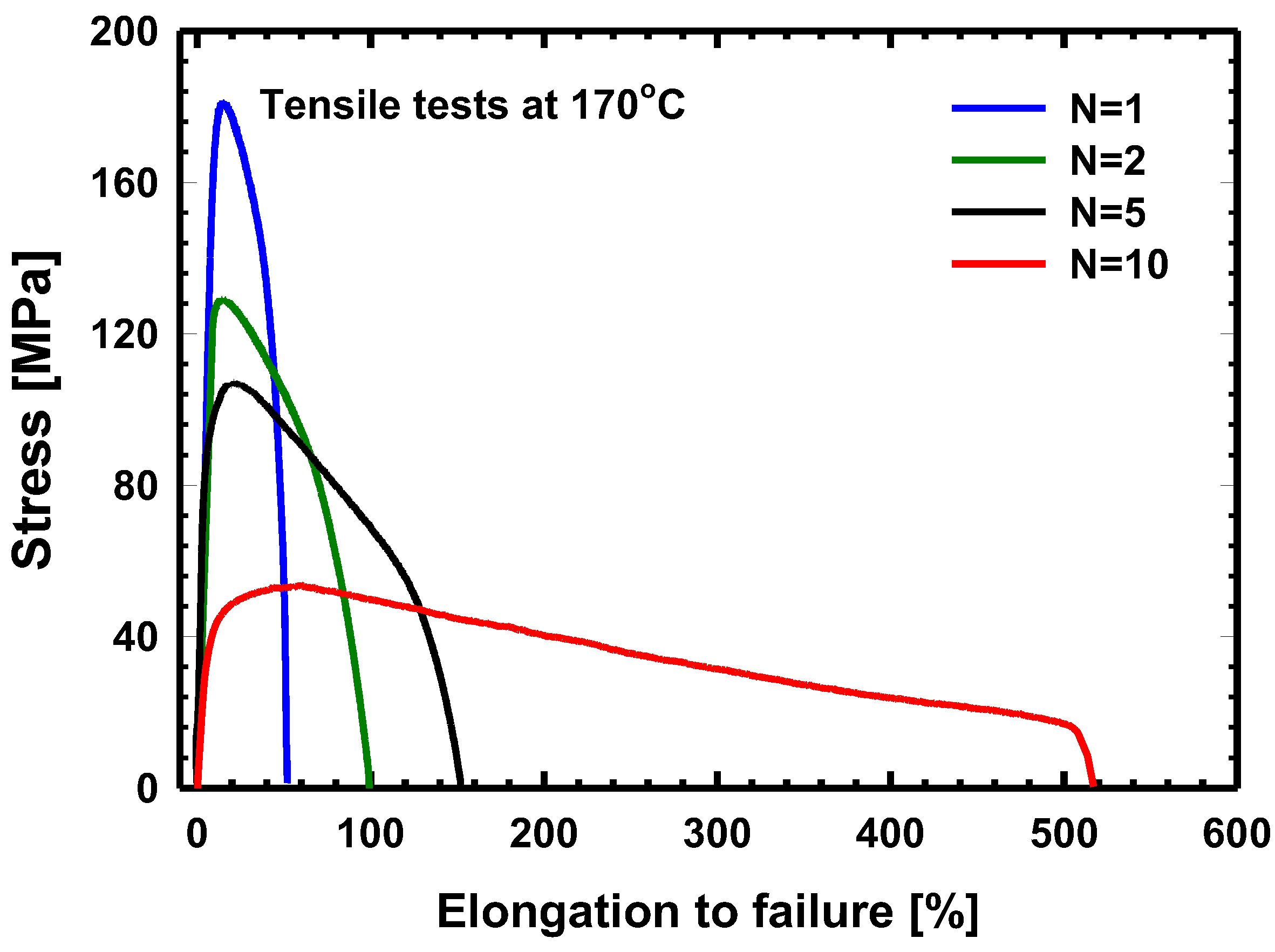
3.1. Effect of HPT on Mechanical Properties of AlZnMgZr Samples
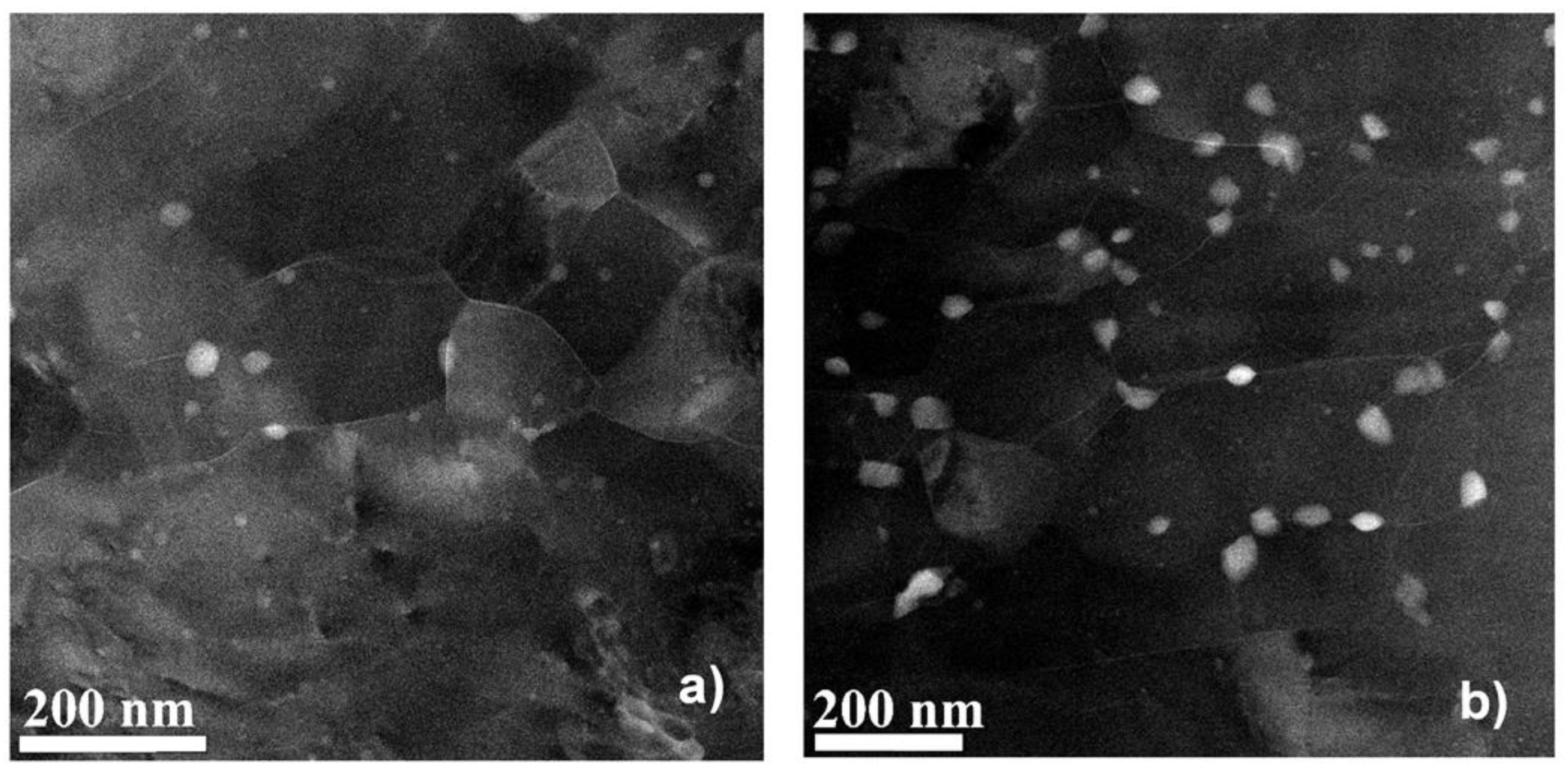
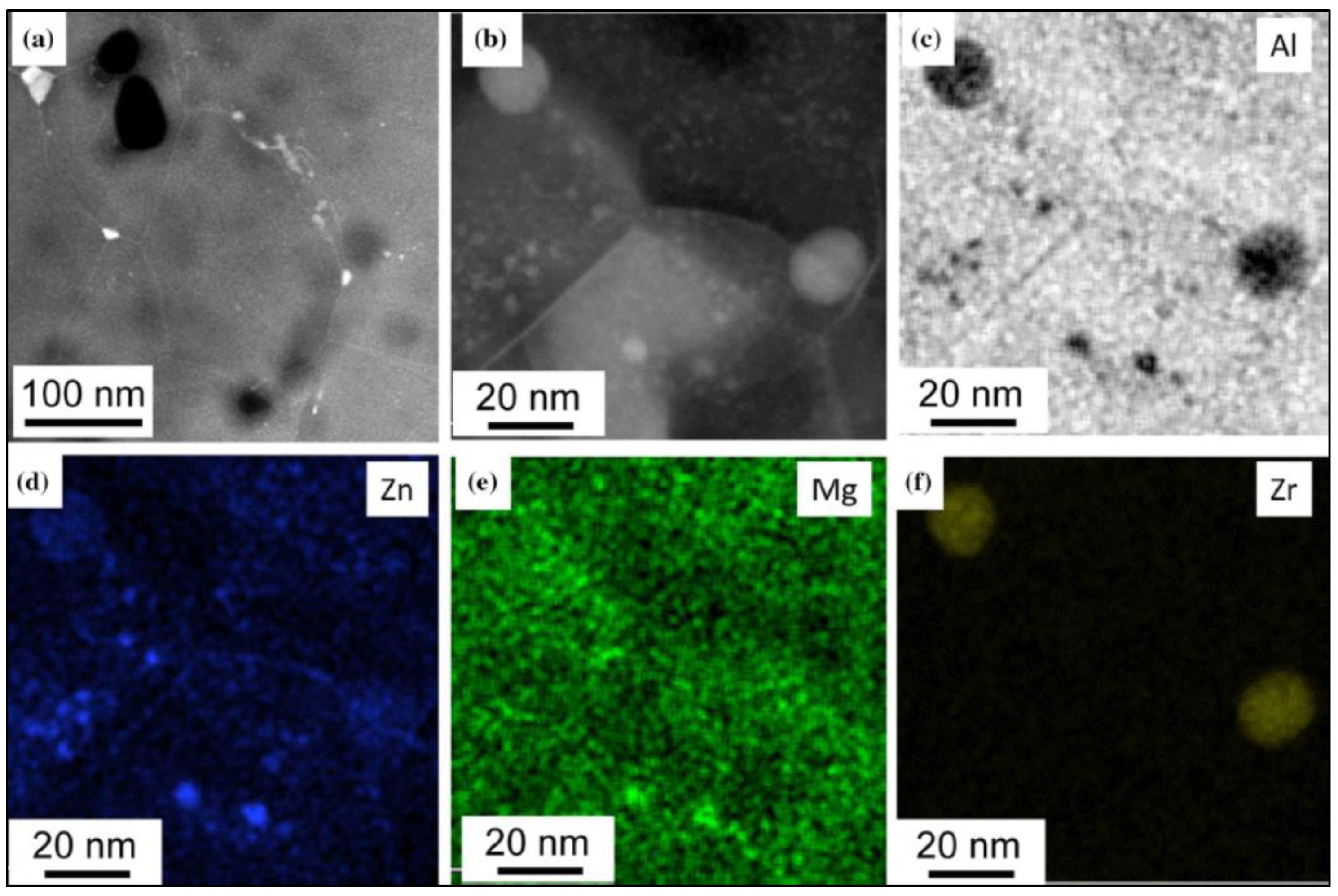
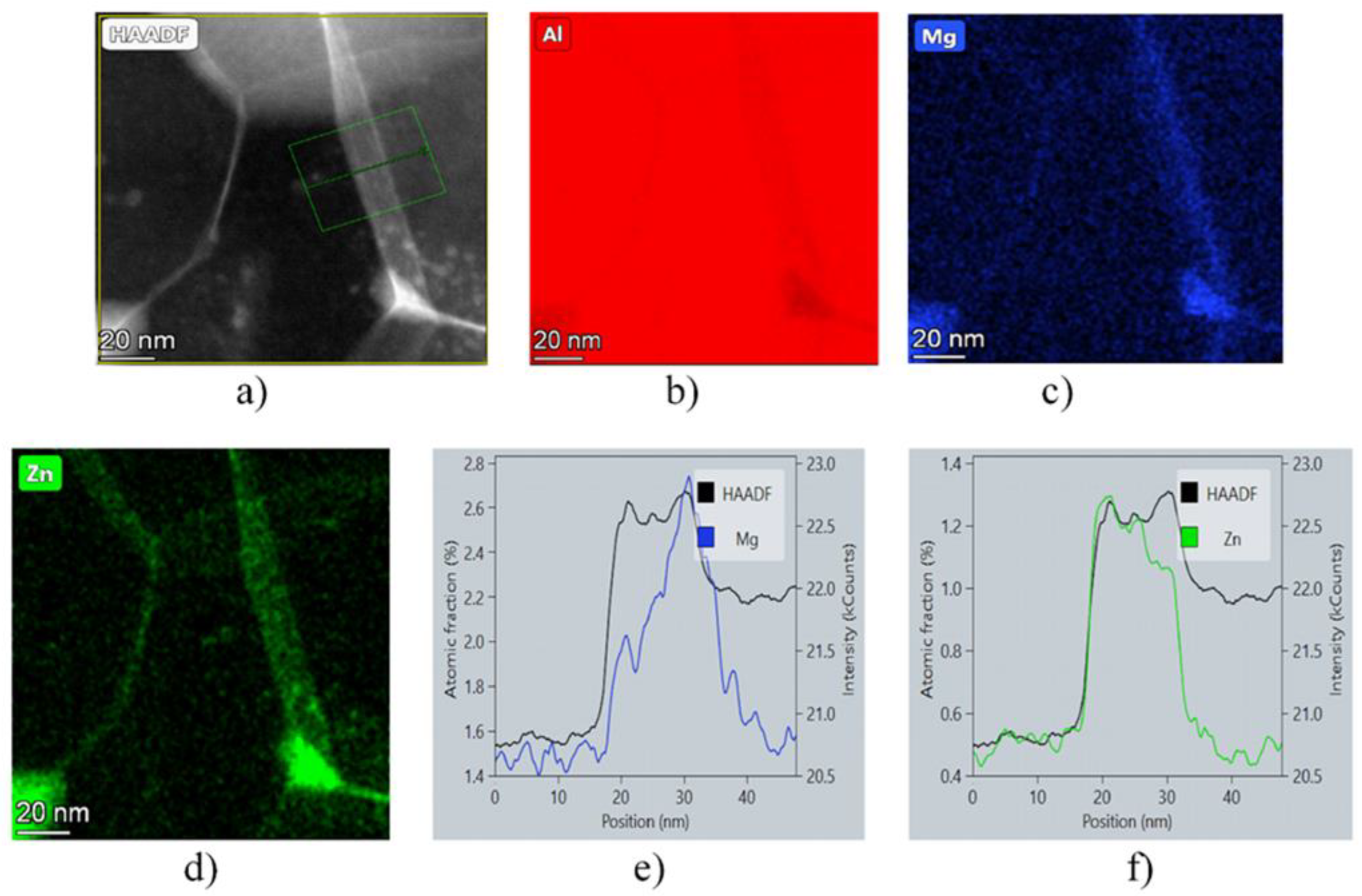
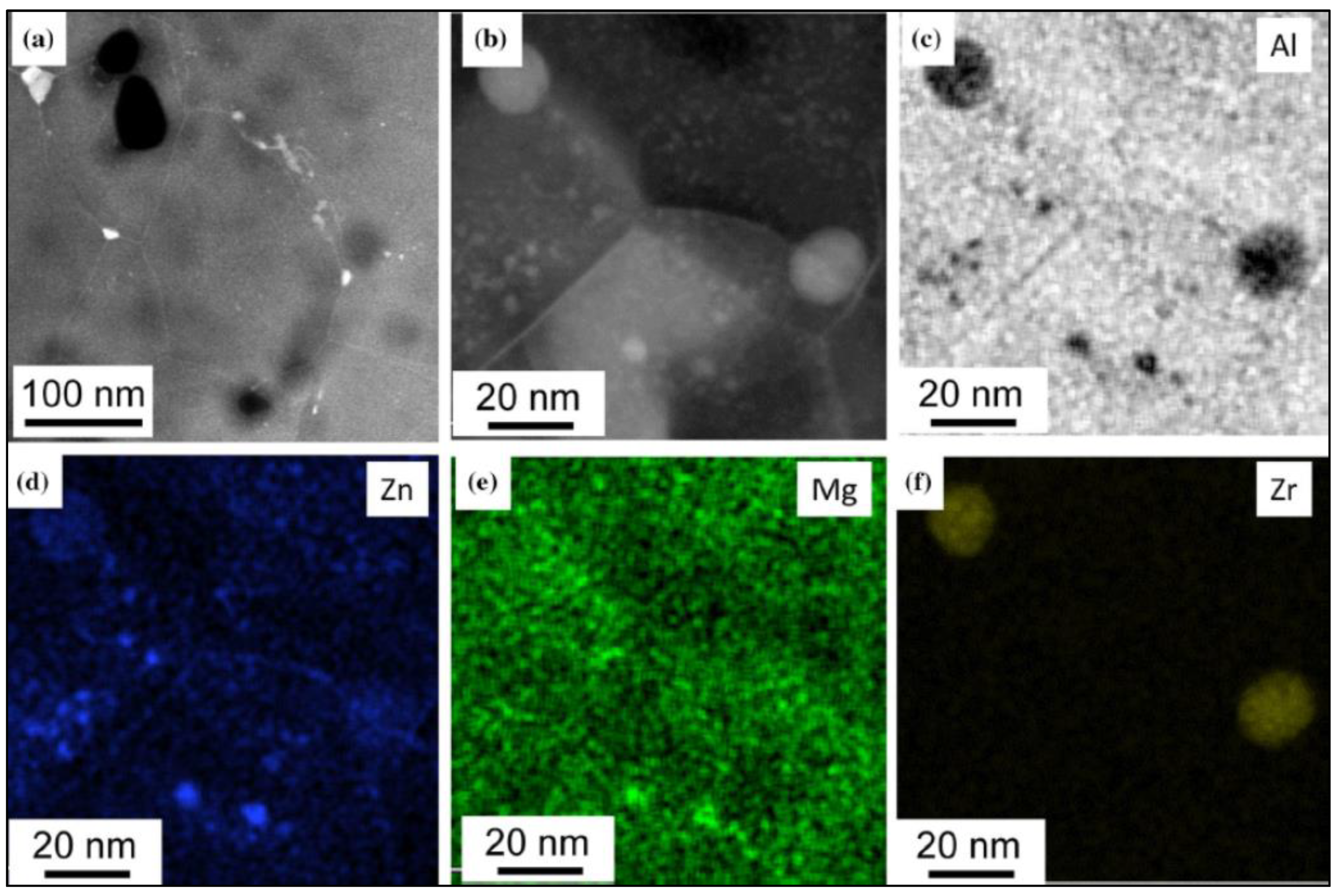
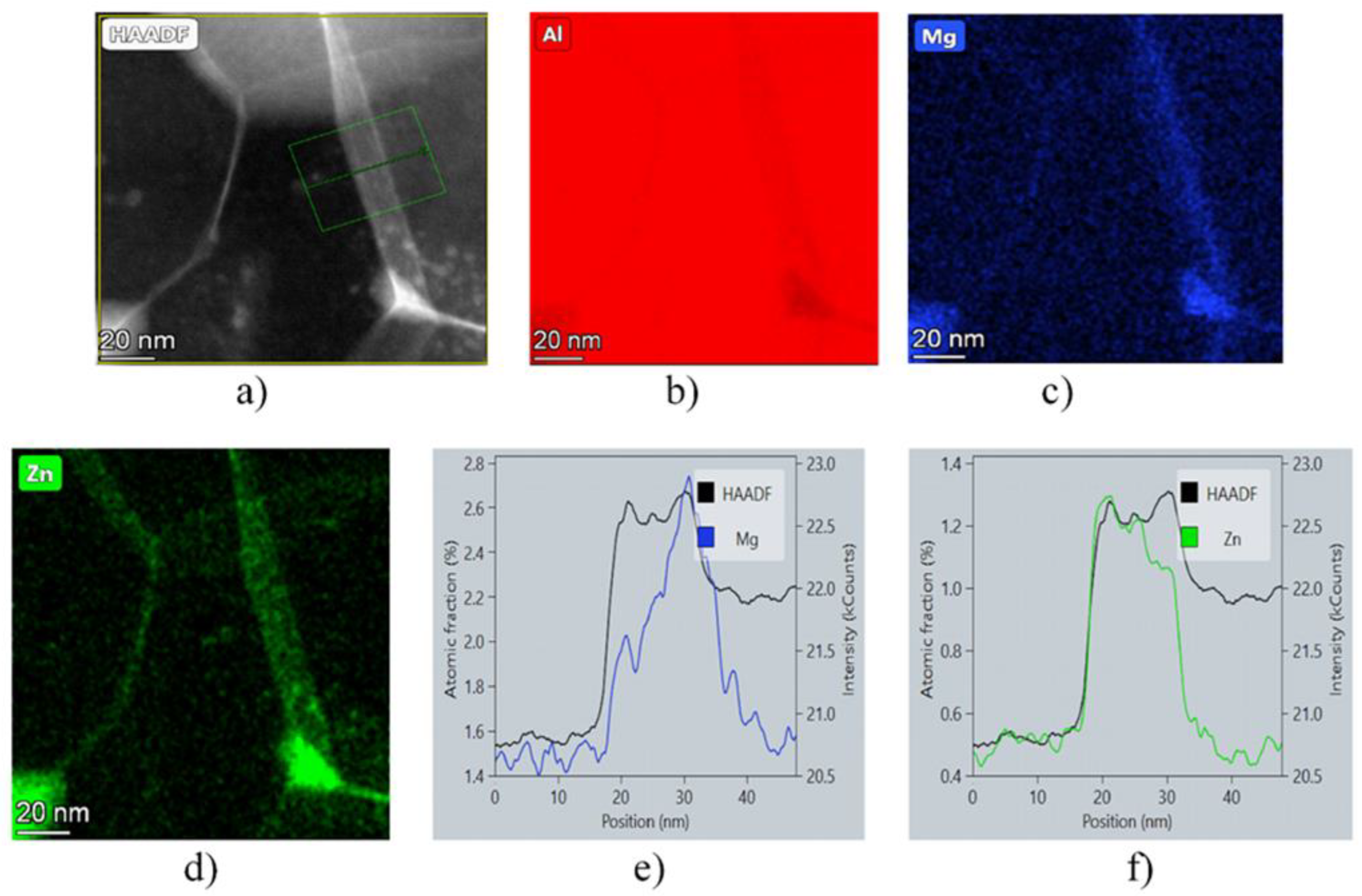
3.2. Effect of HPT on Microstructure Observed Using TEM
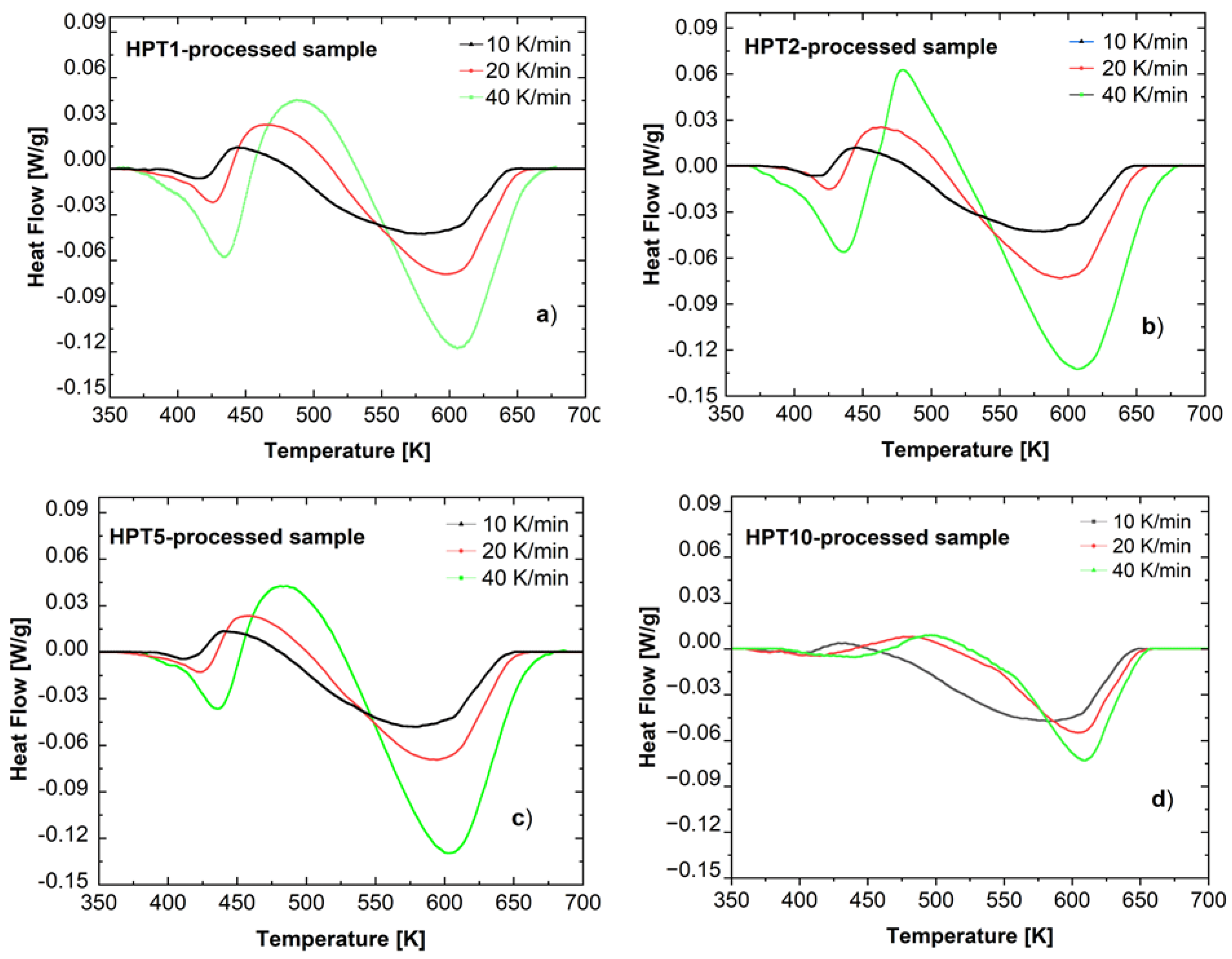
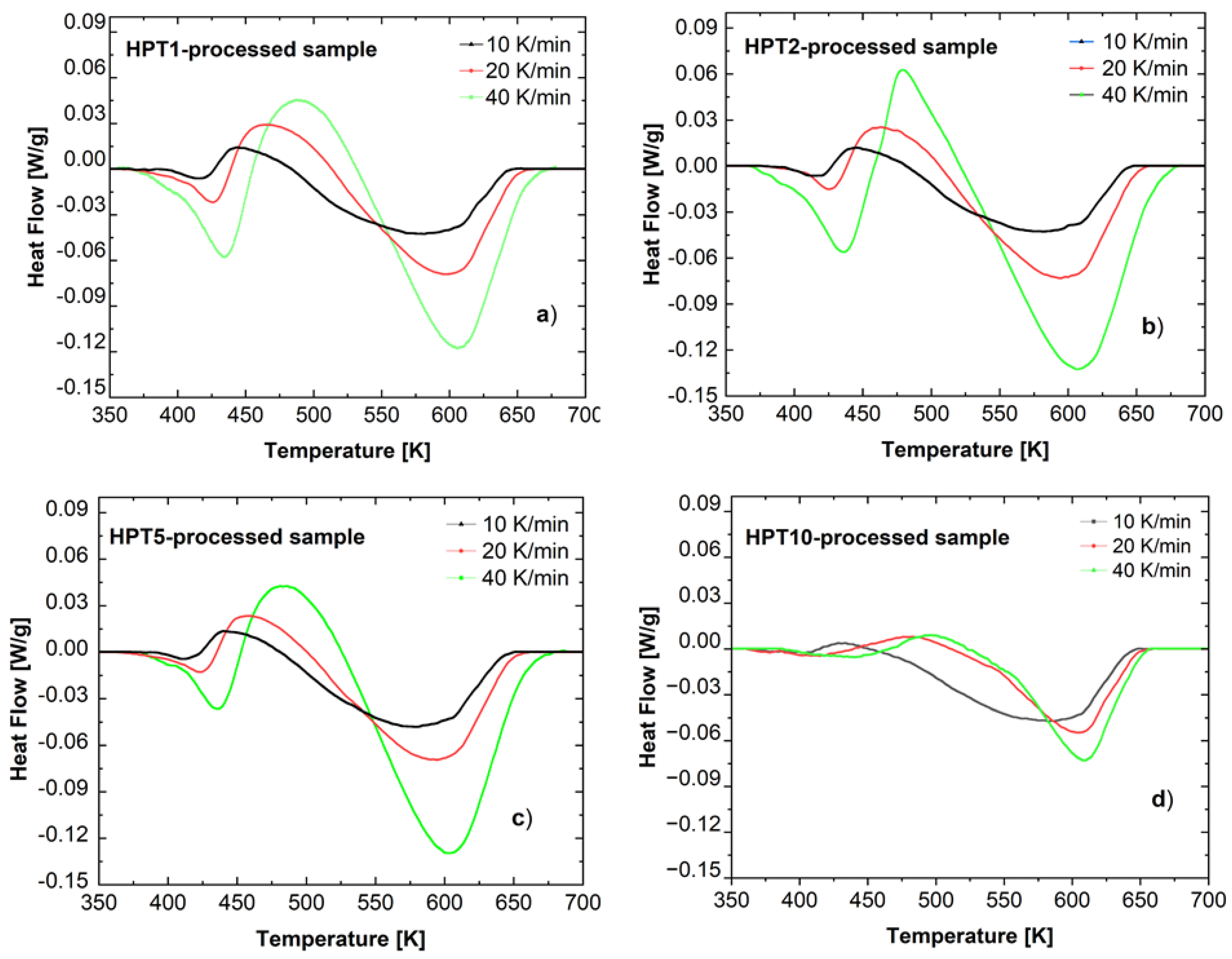
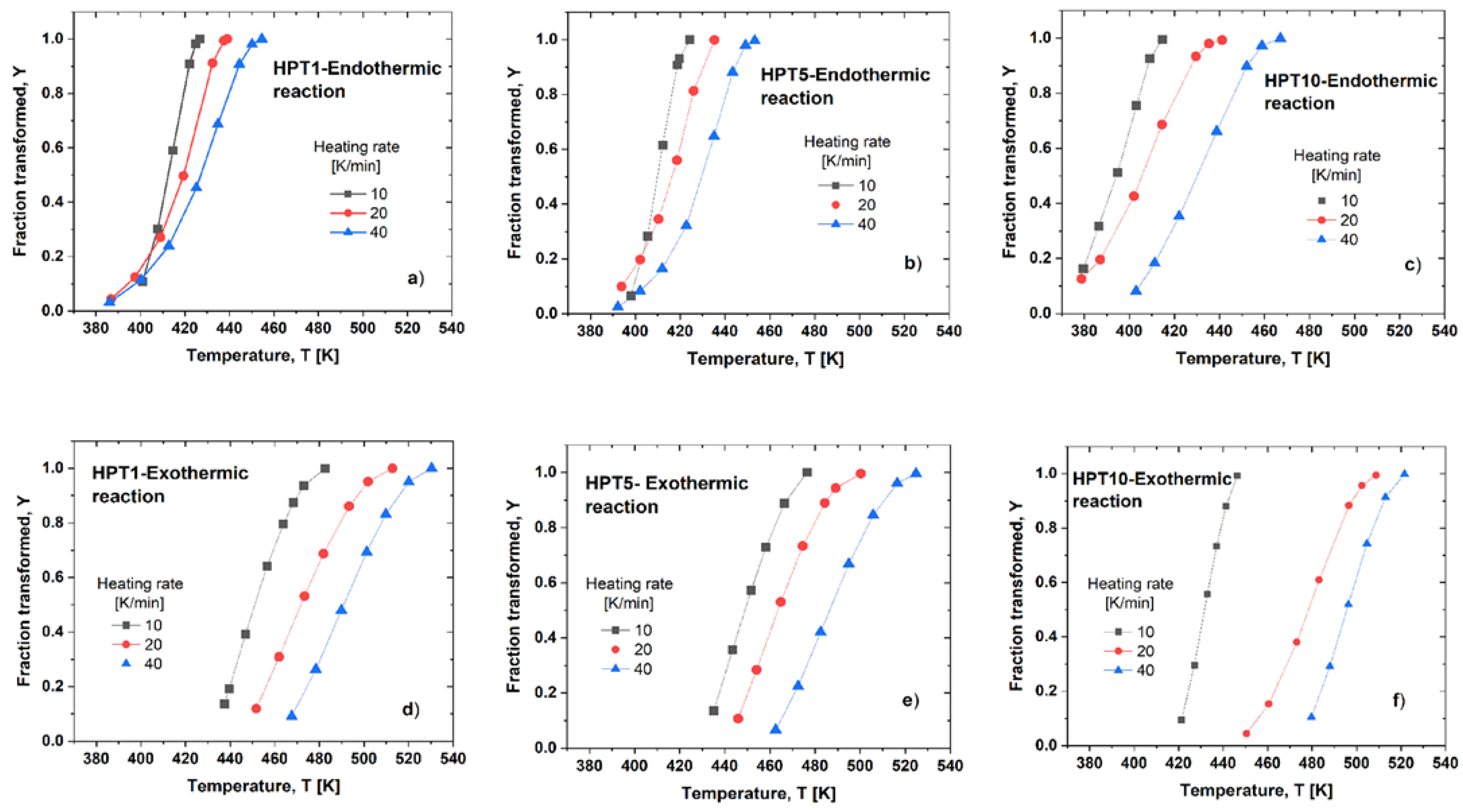
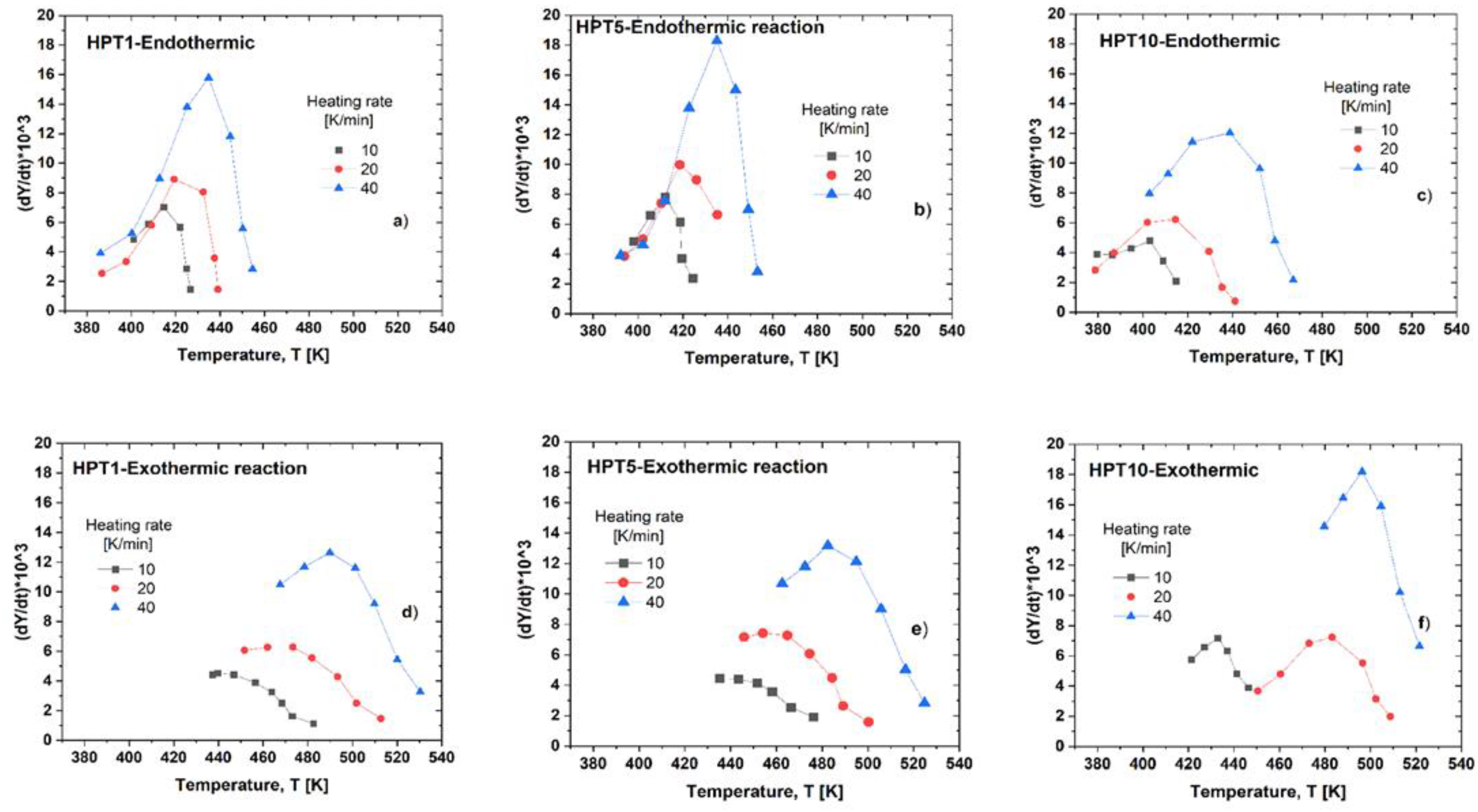
3.3. Characterization of Different HPT-Processed Microstructures Using DSC Measurements
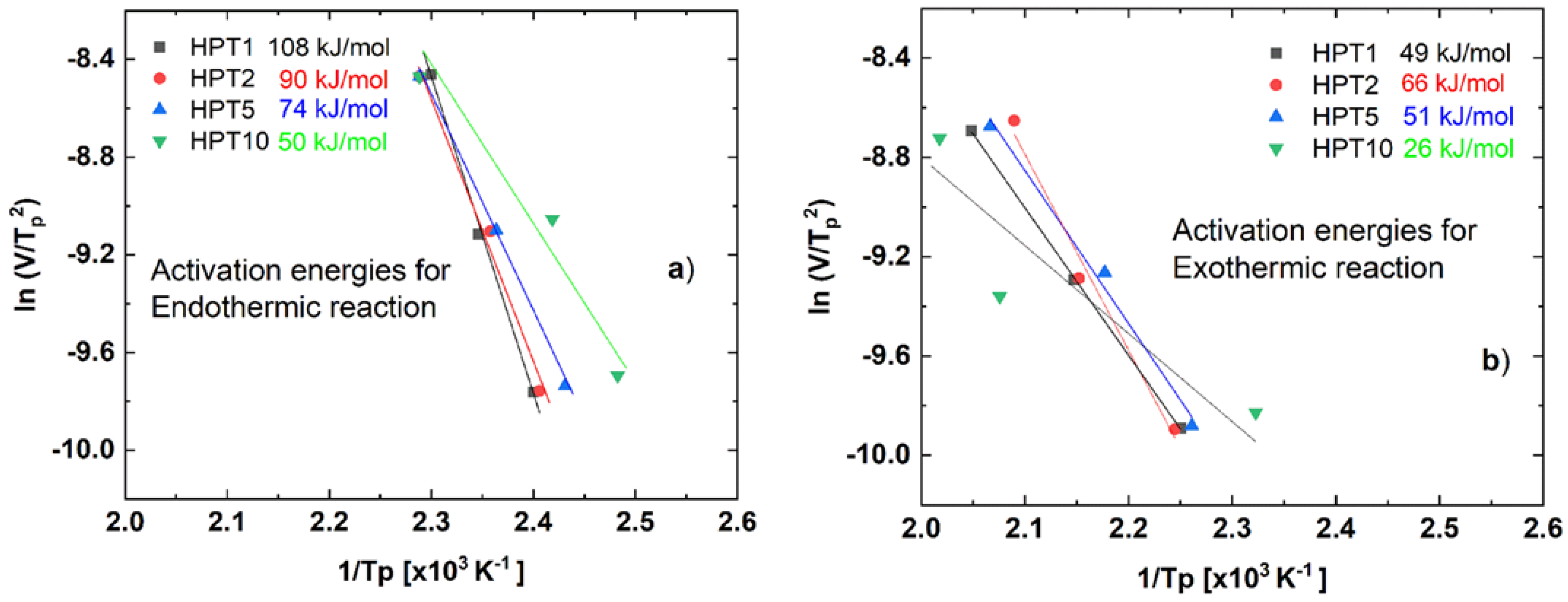
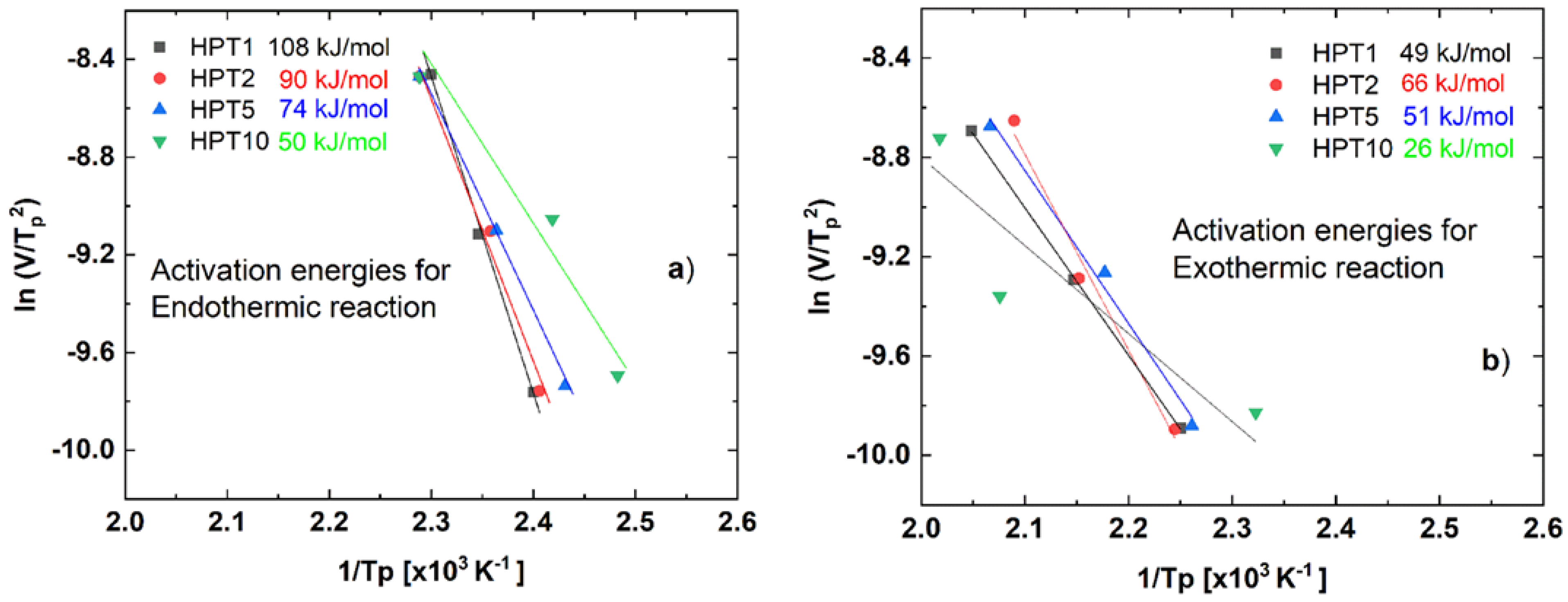
3.3.1. The Activation Energy of Transformation Processes
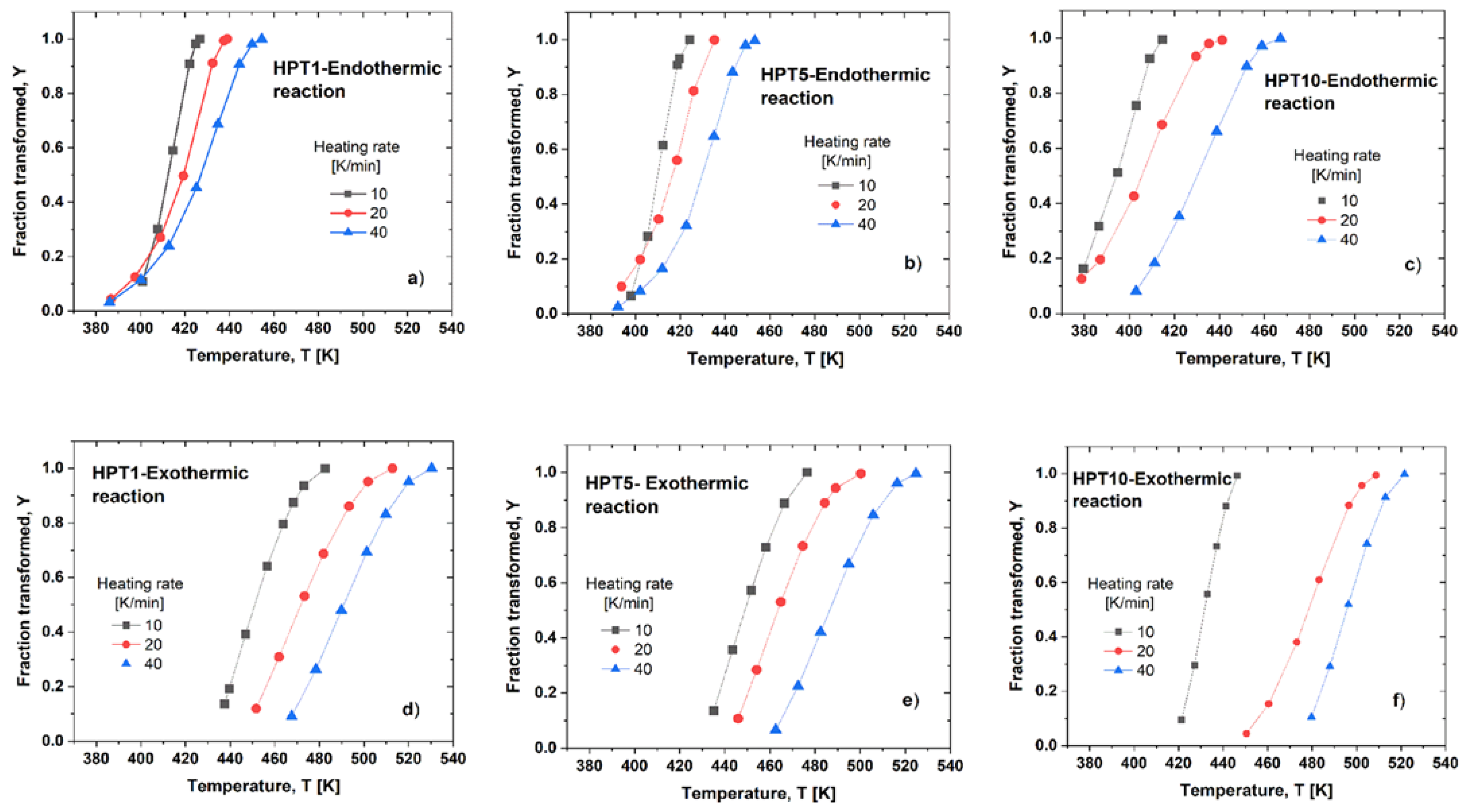
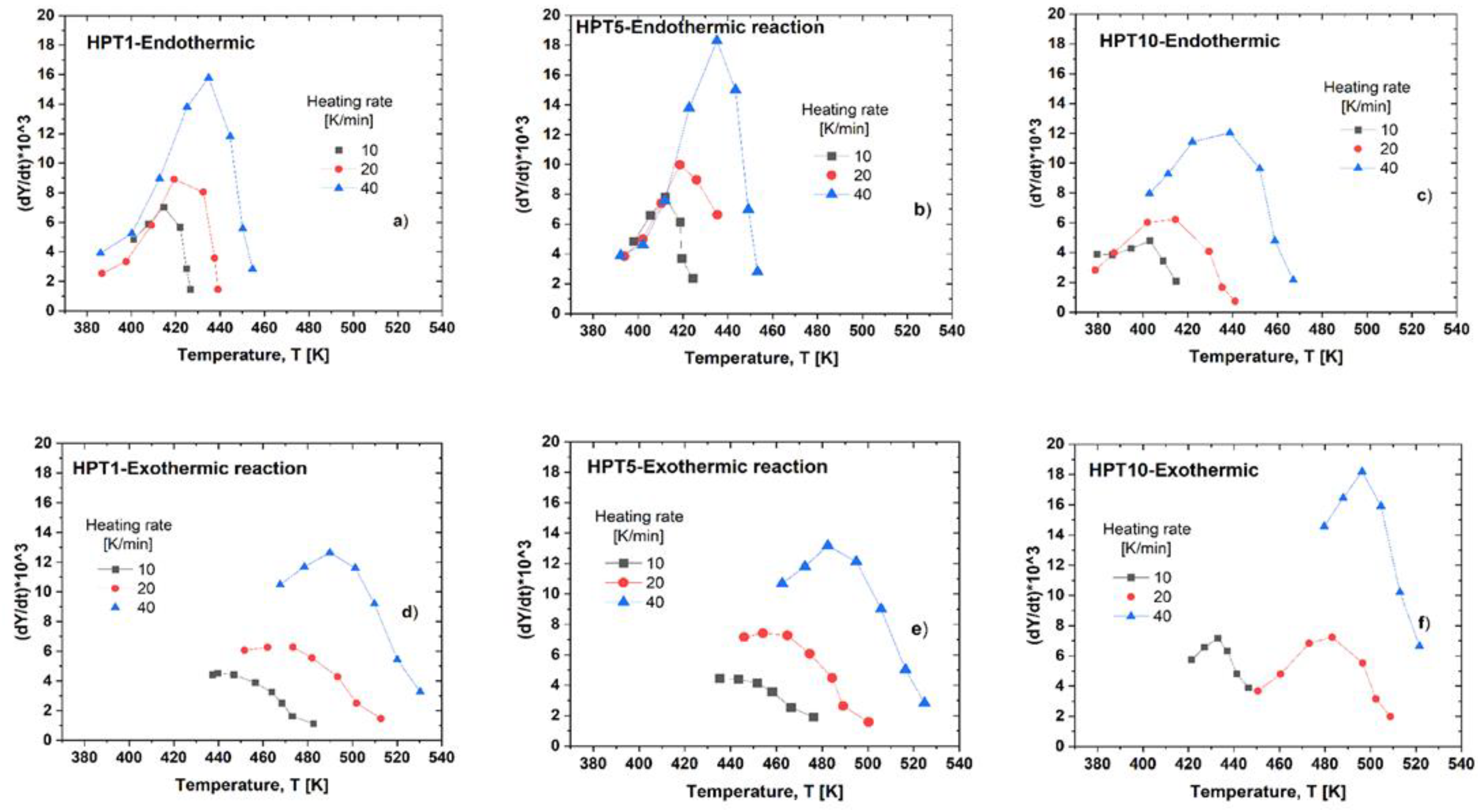
3.3.2. Kinetic Parameters for Different Reactions during DSC Measurements
4. Discussion
5. Conclusions
- (1)
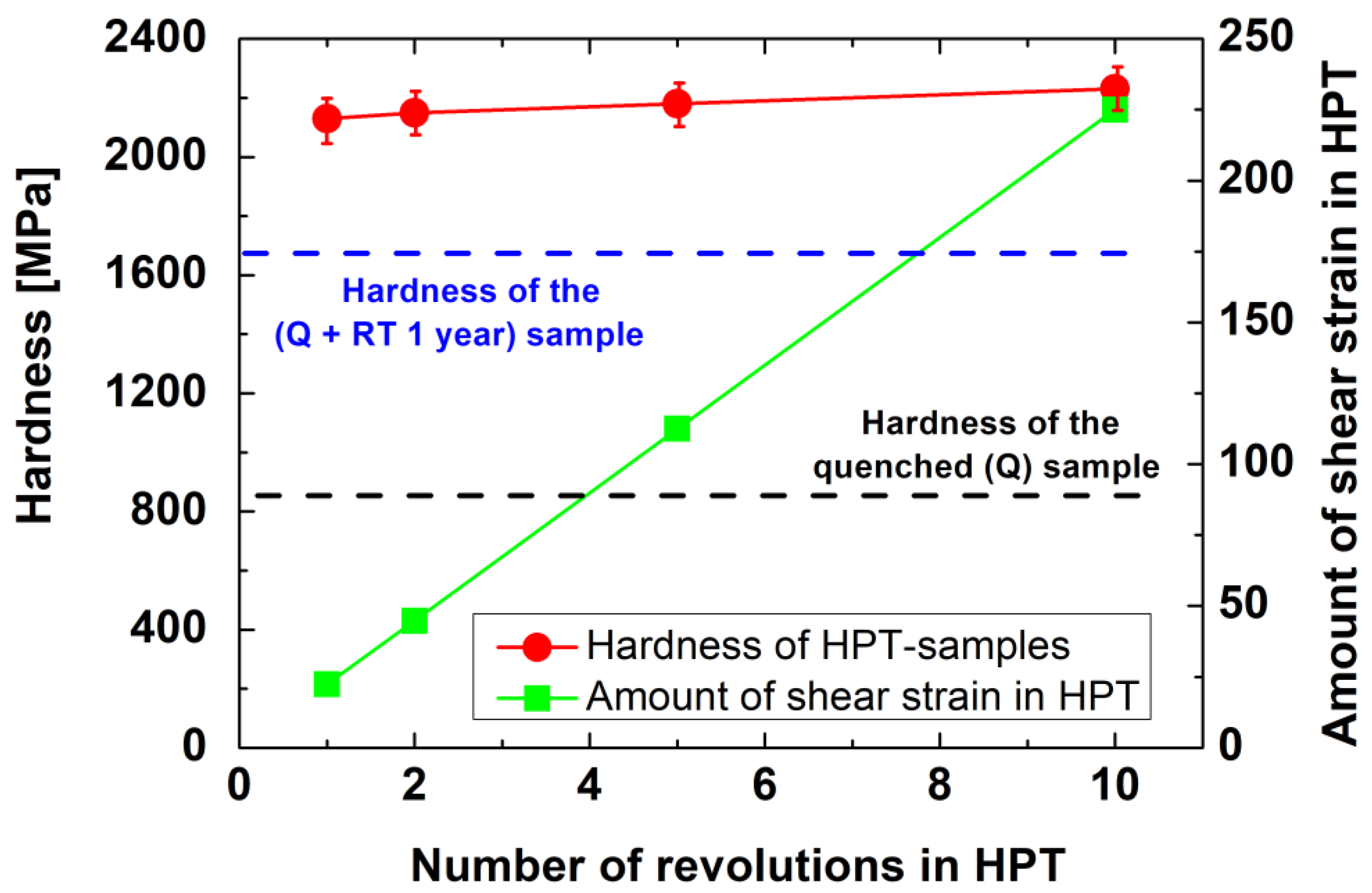
- Severe plastic deformation exerted via HPT resulted in a stable ultrafine-grained structure with a grain size of about 200 nm, significantly increasing the strength of the material at room temperature.
- (2)
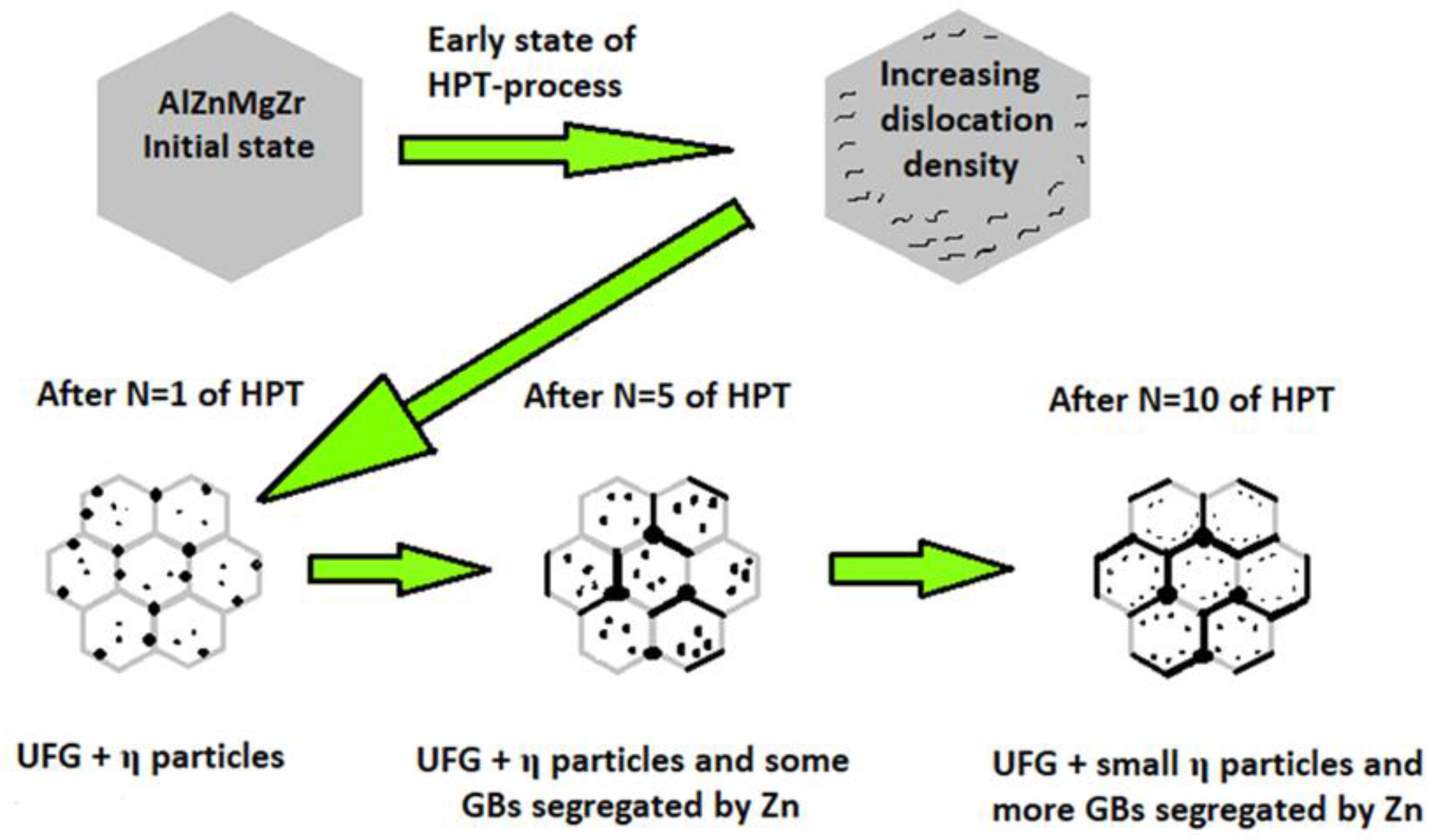
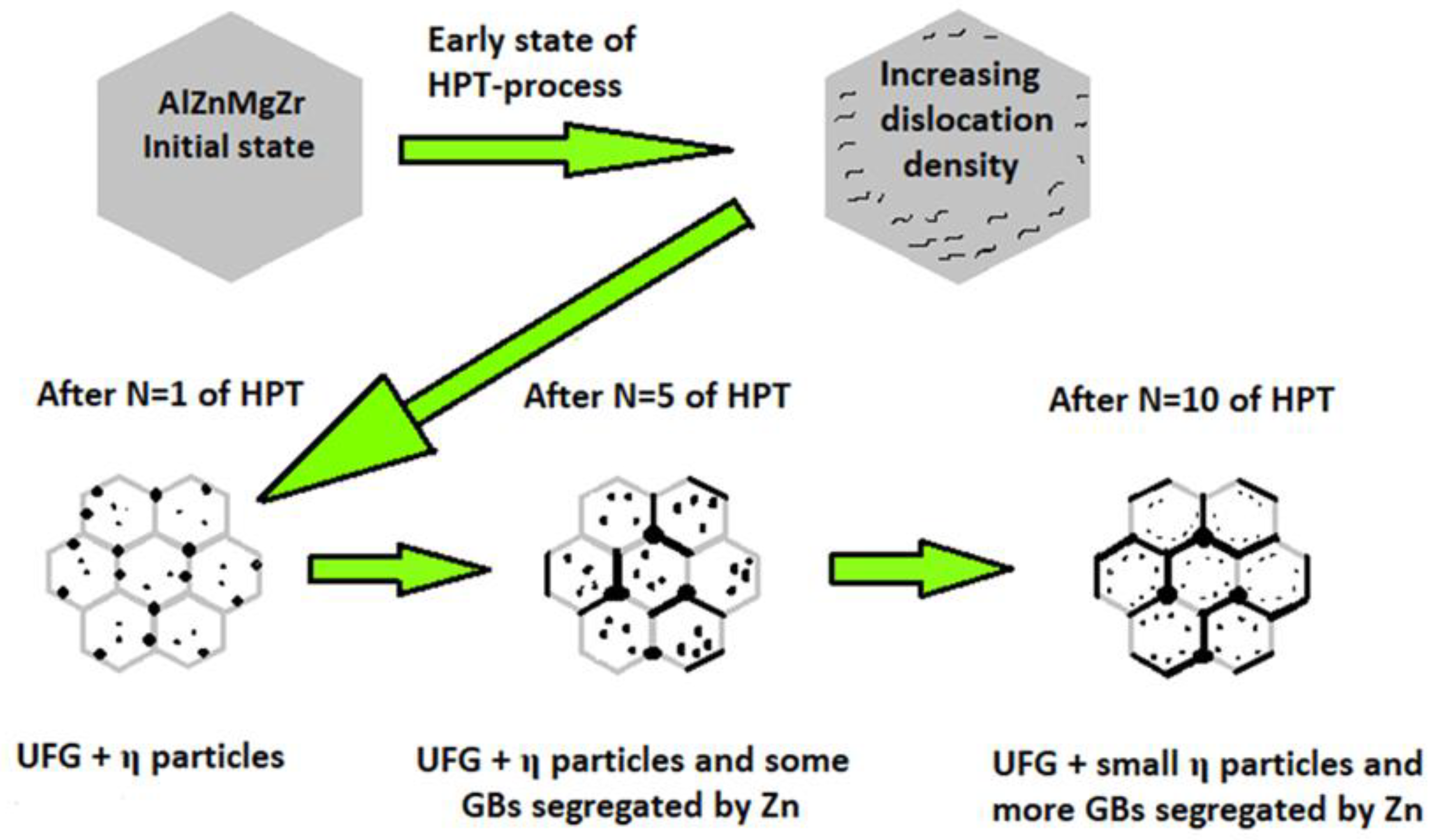
- Together with the formation of the UFG structure, the HPT process also resulted in the decomposition of the initially supersaturated structure through the formation of η-phase MgZn2 particles near grain boundaries in the investigated AlZnMgZr alloy.
- (3)
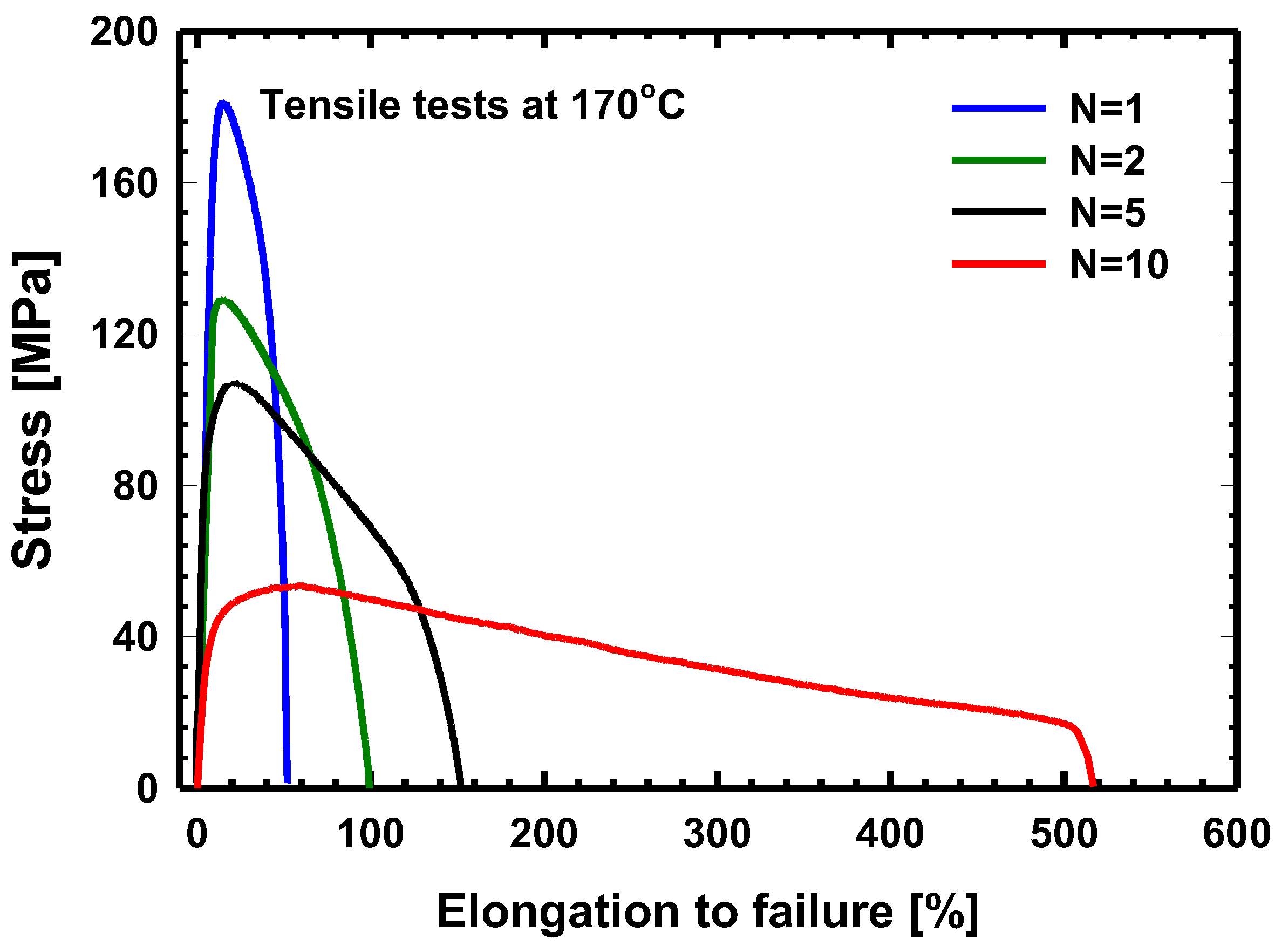
- While the UFG structure remains stable during the HPT process, the decomposed structure is continuously changing. Due to the effect of further shear strain, the formed η-phase particles are fragmented and/or partially dissolved back into the matrix or segregated into the grain boundaries, significantly changing the creep behavior of the UFG alloy.
- (4)
- The intensive segregation of solute atoms into GBs may have an important role in the creep behavior of the material, leading to its ultralow-temperature superplasticity. The obtained results pave the way for achieving advanced microstructural and mechanical properties in nanostructured metals and alloys by engineering their precipitation and segregation by means of applying different number of HPT revolutions.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Feng, Z.; Li, J.; Ma, J.; Su, Y.; Zheng, X.; Mao, Y.; Zhao, Z. EBSD characterization of 7075 aluminum alloy and its corrosion behaviors in SRB marine environment. J. Mar. Sci. Eng. 2022, 10, 740. [Google Scholar] [CrossRef]
- Horita, Z.; Edalati, K. Severe plastic deformation for nanostructure controls. Mater.Trans. 2020, 61, 2241. [Google Scholar] [CrossRef]
- Li, S.S.; Yue, X.; Li, Q.Y.; Peng, H.L.; Dong, B.X.; Liu, T.S.; Jiang, Q.C. Development and applications of aluminum alloys for aerospace industry. J. Mater. Res. Technol. 2023, 27, 944–983. [Google Scholar] [CrossRef]
- Chen, L.; Hou, Y.; Li, Z.; Zhao, G.; Zhang, C. Enhancing mechanical properties and corrosion resistance of a high strength 7A99 Al alloy by introducing pre-rolling in solution and aging treatments. J. Alloys Compd. 2022, 898, 162972. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Zhang, X.; Godfrey, A.; Huang, X.; Hansen, N.; Liu, Q. Microstructure and strengthening mechanisms in cold-drawn pearlitic steel wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Kang, J.Y.; Kim, J.G.; Kim, S.K.; Chin, K.-G.; Lee, S.; Kim, H.S. Outstanding mechanical properties of high-pressure torsion processed multiscale TWIP-cored three layer steel sheet. Scr. Mater. 2016, 123, 122–125. [Google Scholar] [CrossRef]
- Forouzanmehr, N.; Jafarian, H.R.; Samadi-khoshkhoo, M.; Bönisch, M.; Nili-Ahmadabadi, M. Nanostructural evolution and deformation mechanisms of severely deformed pure Fe. Met. Mater. Int. 2021, 27, 1798–1807. [Google Scholar] [CrossRef]
- Ahmed, A.Q.; Olasz, D.; Bobruk, E.V.; Valiev, R.Z.; Chinh, N.Q. Effect of the equal channel angular pressing on the microstructure and phase composition of a 7xxx series Al-Zn-Mg-Zr alloy. Materials 2023, 16, 6593. [Google Scholar] [CrossRef] [PubMed]
- Chinh, N.Q.; Murashkin, M.Y.; Bobruk, E.V.; Lábár, J.L.; Gubicza, J.; Kovács, Z.; Ahmed, A.Q.; Maier-Kiener, V.; Valiev, R.Z. Ultralow-temperature superplasticity and its novel mechanism in ultrafine-grained Al alloys. Mater. Res. Lett. 2021, 9, 475–482. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Ivanisenko, Y.; Mazilkin, A.A.; Kogtenkova, O.A.; Kurmanaeva, L.; Korneva, A.; Zieba, P.; Baretzky, B. Phase transitions induced by severe plastic deformation: Steady-state and equifinality. Int. J. Mater. Res. 2015, 106, 657–664. [Google Scholar] [CrossRef]
- Faraji, G.; Torabzadeh, H. An overview on the continuous severe plastic deformation methods. Mater. Trans 2019, 60, 1316–1330. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, Y.; Lavernia, E.J. Strategies for improving tensile ductility of bulk nanostructured materials. Adv. Eng. Mater. 2010, 12, 769–778. [Google Scholar] [CrossRef]
- Edalati, K.; Hashiguchi, Y.; Pereira, P.H.R.; Horita, Z.; Langdon, T.G. Effect of temperature rise on microstructural evolution during high-pressure torsion. Mater. Sci. Eng. A 2018, 714, 167–171. [Google Scholar] [CrossRef]
- Degtyarev, M.V.; Chachchukhina, T.I.; Voronova, L.M.; Patselov, A.M.; Pilyugin, V.P. Influence of the relaxation processes on the structure formation in pure metals and alloys under high-pressure torsion. Acta Mater. 2007, 55, 6039–6050. [Google Scholar] [CrossRef]
- Ramalingam, V.V.; Ramasamy, P.; Kovukkal, M.D.; Myilsamy, G. Research and development in magnesium alloys for industrial and biomedical applications: A review. Met. Mater. Int. 2020, 26, 409–430. [Google Scholar] [CrossRef]
- Dos Santos, I.C.; Mazzer, E.M.; Figueiredo, R.B.; Langdon, T.G.; Pereira, P.H.R. Evidence for two-stage hardening in an Al-Zn-Mg-Cu alloy processed by high-pressure torsion. J. Alloys Compd. 2023, 941, 168839. [Google Scholar] [CrossRef]
- Khajouei-Nezhad, M.; Paydar, M.H.; Shirazi, M.M.H.; Gubiza, J. Microstructure and tensile nehavior of Al7075/Al composites consolidated from machining chips using HPT: A way of solid-state recycling. Met. Mater. Int. 2020, 26, 1881–1898. [Google Scholar] [CrossRef]
- Bazarnik, P.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Enhanced grain refinement and microhardness by hybrid processing using hydrostatic extrusion and high-pressure torsion. Mater. Sci. Eng. A 2018, 712, 513–520. [Google Scholar] [CrossRef]
- Shi, S.; Zhang, Z.; Wang, X.; Zhou, G.; Xie, G.; Wang, D.; Chen, X.; Ameyama, K. Microstructure evolution and enhanced mechanical properties in SUS316LN steel processed by high pressure torsion at room temperature. Mater. Sci. Eng. A 2018, 711, 476–483. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, S.; Trimby, P.W.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z.; Liu, J.; Cairney, J.M.; Ringer, S.P.; Sha, G. Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (AA7075) processed by high-pressure torsion. Acta Mater. 2019, 162, 19–32. [Google Scholar] [CrossRef]
- Skiba, J.; Dominiak, A.; Wisniewski, T.S.; Pachla, W.; Kulczyk, M.; Przybysz, S. Influence of severe plastic deformation induced by HE and ECAP on the thermo-physical properties of metals. Key Eng. Mater. 2015, 641, 278–285. [Google Scholar] [CrossRef]
- Watanabe, K.; Matsuda, K.; Ikeno, S.; Yoshida, T.; Murakami, S. TEM observation of precipitate structures in Al–Zn–Mg alloys with addition of Cu/Ag. Metall. Mater. 2015, 60, 977–979. [Google Scholar] [CrossRef]
- Boldizsár, B.; Jenei, P.; Ahmed, A.Q.; Murashkin, M.Y.; Valiev, R.Z.; Chinh, N.Q. Low temperature super ductility and threshold stress of an ultrafine-grained Al–Zn–Mg–Zr alloy processed by equal-channel angular pressing. J. Mater. Sci. 2021, 56, 19244–19252. [Google Scholar] [CrossRef]
- Huang, Y.; Sun, P.; Sun, L.; Li, Y.; Zheng, X.; Li, X.; Du, Y. Effect of Zn/Mg ratio on aging precipitates and mechanical property of high Mg content Al-Mg-Zn alloys with Sc and Zr additions. J. Alloys Compd. 2023, 976, 173368. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Langdon, T.G. Effect of dynamic plastic deformation on the microstructure and mechanical properties of an Al–Zn–Mg alloy. Mater. Sci. Eng. A 2020, 784, 139287. [Google Scholar] [CrossRef]
- Zhang, P.; Shi, K.; Bian, J.; Zhang, J.; Peng, Y.; Liu, G.; Sun, J. Solute cluster evolution during deformation and high strain hardening capability in naturally aged Al–Zn–Mg alloy. Acta Mater. 2021, 207, 116682. [Google Scholar] [CrossRef]
- Vargel, C. Corrosion of Aluminium, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Gubicza, J.; El-Tahawy, M.; Lábár, J.L.; Bobruk, E.V.; Murashkin, M.Y.; Valiev, R.Z.; Chinh, N.Q. Evolution of microstructure and hardness during artificial aging of an ultrafine-grained Al-Zn-Mg-Zr alloy processed by high pressure torsion. J. Mater. Sci. 2020, 55, 16791–16805. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Structure of the aluminium: Magnesium: Zinc alloys. Int. Metall. Rev. 1971, 153, 95–124. [Google Scholar] [CrossRef]
- Polmear, I.J. Light Alloys: Metallurgy of the Light Metals, 3rd ed.; Arnold: London, UK, 1995. [Google Scholar]
- Sabbaghianrad, S.; Langdon, T.G. An evaluation of the saturation hardness in an ultrafine-grained aluminum 7075 alloy processed using different techniques. J. Mater. Sci. 2015, 50, 4357–5365. [Google Scholar] [CrossRef]
- Afify, N.; Gaber, A.F.; Abbady, G. Fine scale precipitates in Al-Mg-Zn alloys after various aging temperatures. Mater. Sci. Appl. 2011, 2, 427. [Google Scholar] [CrossRef]
- Jiang, X.J.; Tafto, J.; Noble, B.; Holme, B.; Waterloo, G. Differential scanning calorimetry and electron diffraction investigation on low-temperature aging in Al-Zn-Mg alloys. Metall. Mater. Trans. A 2000, 31, 339–348. [Google Scholar] [CrossRef]
- Renk, O.; Pippan, R. Saturation of grain refinement during severe plastic deformation of single phase materials. Mater. Trans. 2019, 60, 1270–1282. [Google Scholar] [CrossRef]
- Yannacopoulos, S.; Kasap, S.O.; Hedayat, A.; Verma, A. An experimental study of phase transformations in an Al–Zn–Mg–Zr alloy: DSC and hot microhardness measurements. Can. Metall. Q. 1994, 33, 51–60. [Google Scholar] [CrossRef]
- Starink, M.J.; Gao, N.; Furukawa, M.; Horita, Z.; Xu, C.; Langdon, T.G. Microstructural developments in a spray-cast Al-7034 alloy processed by equal-channel angular pressing. Rev. Adv. Mater. Sci. 2004, 7, 1–12. [Google Scholar]
- Hutchinson, C.R. Modeling the kinetics of precipitation in aluminium alloys. In Fundamentals of Aluminium Metallurgy; Lumley, R., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 422–467. [Google Scholar]
- Ahmed, A.Q.; Ugi, D.; Lendvai, J.; Murashkin, M.Y.; Bobruk, E.V.; Valiev, R.Z.; Chinh, N.Q. Effect of Zn content on microstructure evolution in Al–Zn alloys processed by high-pressure torsion. J. Mater. Res. 2023, 38, 3602–3612. [Google Scholar] [CrossRef]
- Hall, E.O. Variation of hardness of metals with grain size. Nature 1954, 173, 948–949. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Miesenberger, B.; Kozeschnik, E.; Milkereit, B.; Warczok, P.; Povoden-Karadeniz, E. Computational analysis of heterogeneous nucleation and precipitation in AA6005 Al-alloy during continuous cooling DSC experiments. Materialia 2022, 25, 101538. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Cheng, S.; Ma, E.; Zhu, Y.T. Simultaneously increasing the ductility and strength of nanostructured alloys. Adv. Mater. 2006, 18, 2280–2283. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Type | HPT-1 Sample | HPT-2 Sample | HPT-5 Sample | HPT-10 Sample |
|---|---|---|---|---|
| Dissolution (endothermic), ∆Hd (J/g) | 2.06 | 1.83 | 1.16 | 0.504 |
| Precipitation (exothermic), ∆Hp (J/g) | 3.64 | 3.04 | 3.02 | 0.65 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, A.Q.; Olasz, D.; Bobruk, E.V.; Valiev, R.Z.; Chinh, N.Q. Microstructure Evolution during High-Pressure Torsion in a 7xxx AlZnMgZr Alloy. Materials 2024, 17, 585. https://doi.org/10.3390/ma17030585
Ahmed AQ, Olasz D, Bobruk EV, Valiev RZ, Chinh NQ. Microstructure Evolution during High-Pressure Torsion in a 7xxx AlZnMgZr Alloy. Materials. 2024; 17(3):585. https://doi.org/10.3390/ma17030585
Chicago/Turabian StyleAhmed, Anwar Qasim, Dániel Olasz, Elena V. Bobruk, Ruslan Z. Valiev, and Nguyen Q. Chinh. 2024. "Microstructure Evolution during High-Pressure Torsion in a 7xxx AlZnMgZr Alloy" Materials 17, no. 3: 585. https://doi.org/10.3390/ma17030585
APA StyleAhmed, A. Q., Olasz, D., Bobruk, E. V., Valiev, R. Z., & Chinh, N. Q. (2024). Microstructure Evolution during High-Pressure Torsion in a 7xxx AlZnMgZr Alloy. Materials, 17(3), 585. https://doi.org/10.3390/ma17030585