
Review of Magnesium Wheel Types and Methods of Their Manufacture


 , and
, and
Abstract
1. Introduction
2. Types of Magnesium Wheels
2.1. Types of Magnesium Wheels by Construction
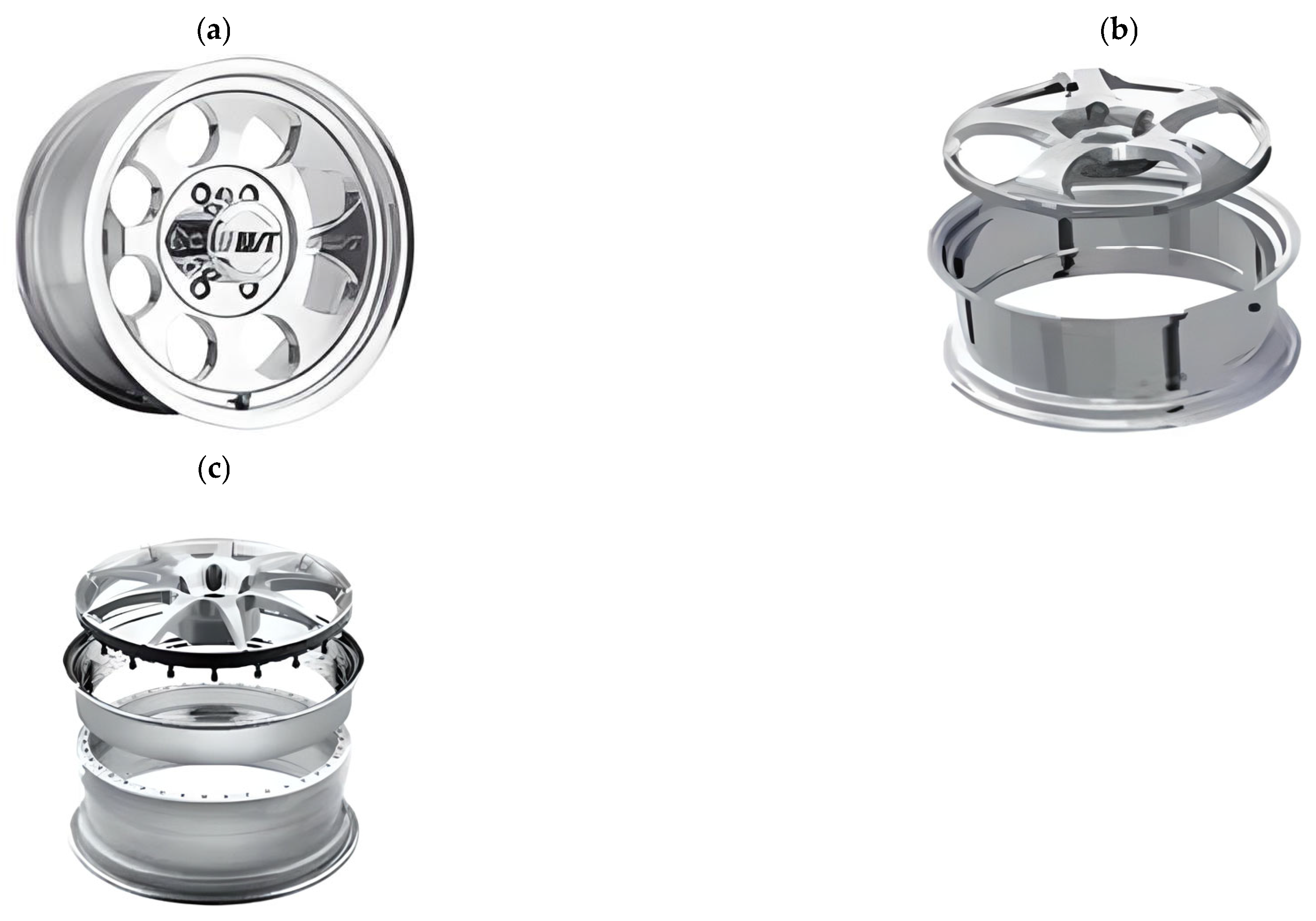
- One-piece wheels: In this design, the wheel disk and rim are made from a single piece of material. Forged lightweight alloy wheels and cast wheels are dominant in this category (Figure 4);
- Multi-piece wheels are available mainly for tuning applications and for sports vehicles. Multi-piece wheels originated from motorsports. Mechanics exploited the advantage of being able to replace damaged parts. Multi-piece wheels are divided into two-, three- and five-piece wheels [21]. Three-piece wheels allow for easier replacement of damaged parts and customization of the wheel’s size. Five-piece wheels are the most complex and expensive wheels but offer high quality and durability (Figure 4).
- Mounting hole spacing determines the distance between the centers of the holes into which the bolts attaching the wheel to the hub are screwed. This parameter is crucial, as it must match the spacing of the holes in the vehicle’s hubs. Failure to match will render mounting the wheel impossible. The spacing of mounting holes in magnesium wheels can vary depending on the specific rim model and vehicle. The predominant mounting hole spacings are as follows: 4 × 100 mm—a common mounting hole spacing, popular especially on older compact and sports cars; 5 × 100 mm—used in many car models, especially in mid-range and sports cars; 5 × 112 mm—this mounting hole spacing is mainly seen in German cars and some Japanese cars; 5 × 120 mm—this mounting hole spacing, is, among others, in BMW cars, but also some cars of other brands; 6 × 139.7 mm—this mounting hole spacing is used in off-road cars and pickups, such as the Toyota Hilux, Mitsubishi L200, Nissan Navara, or Chevrolet Silverado.
- Wheel diameter is a feature that determines the size of the wheel itself, measured by the outer edge of the rim. This parameter is usually expressed in inches or millimeters, taking different values depending on the car model and the owner’s preferences. Popular wheel diameters, especially in city and compact cars, are 15 and 16 inches. In contrast, 17- and 18-inch sizes are increasingly used on mid-range and high-end vehicles, as well as sports cars and some off-road models and SUVs.
- Rim width is the dimension that determines the width of the rim itself, measured from the outer to the inner edge of the rim. This parameter has a significant impact on the tire’s traction; the wider the rim, the greater the tire’s contact with the road, which can improve the vehicle’s grip but, at the same time, increase tire wear. The most common magnesium rim widths are 6.5 inches, which are commonly used on many cars, especially city and compact vehicles. Rim widths of 7.0 inches are a popular rim width, especially on mid-range and sports cars, while 7.5 inches is increasingly used on mid- and high-end cars, as well as on some off-road vehicles and SUVs. Rim widths of 8.0 inches and larger are frequently used on sports cars, luxury cars, as well as some off-road models and SUVs.
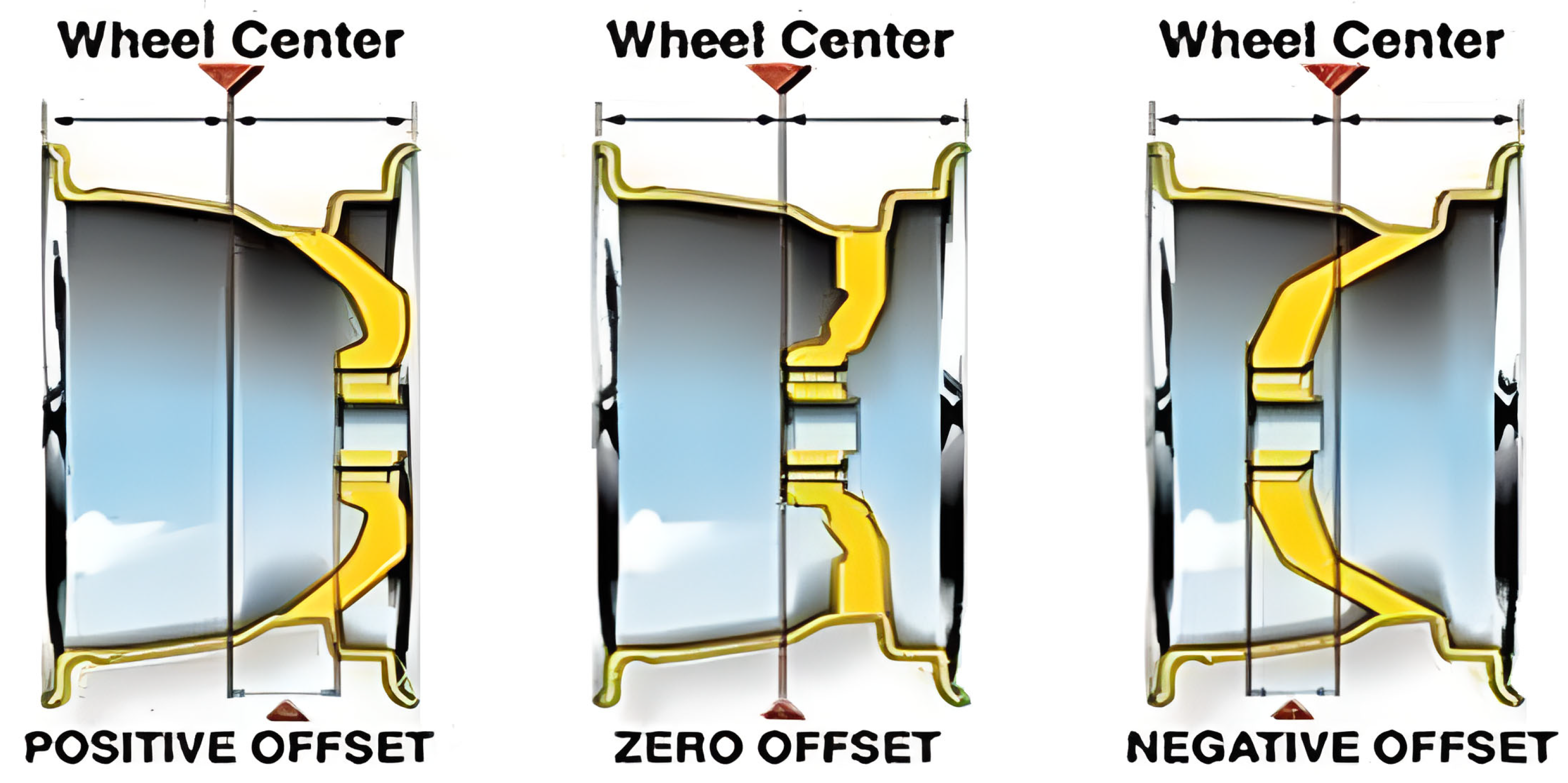
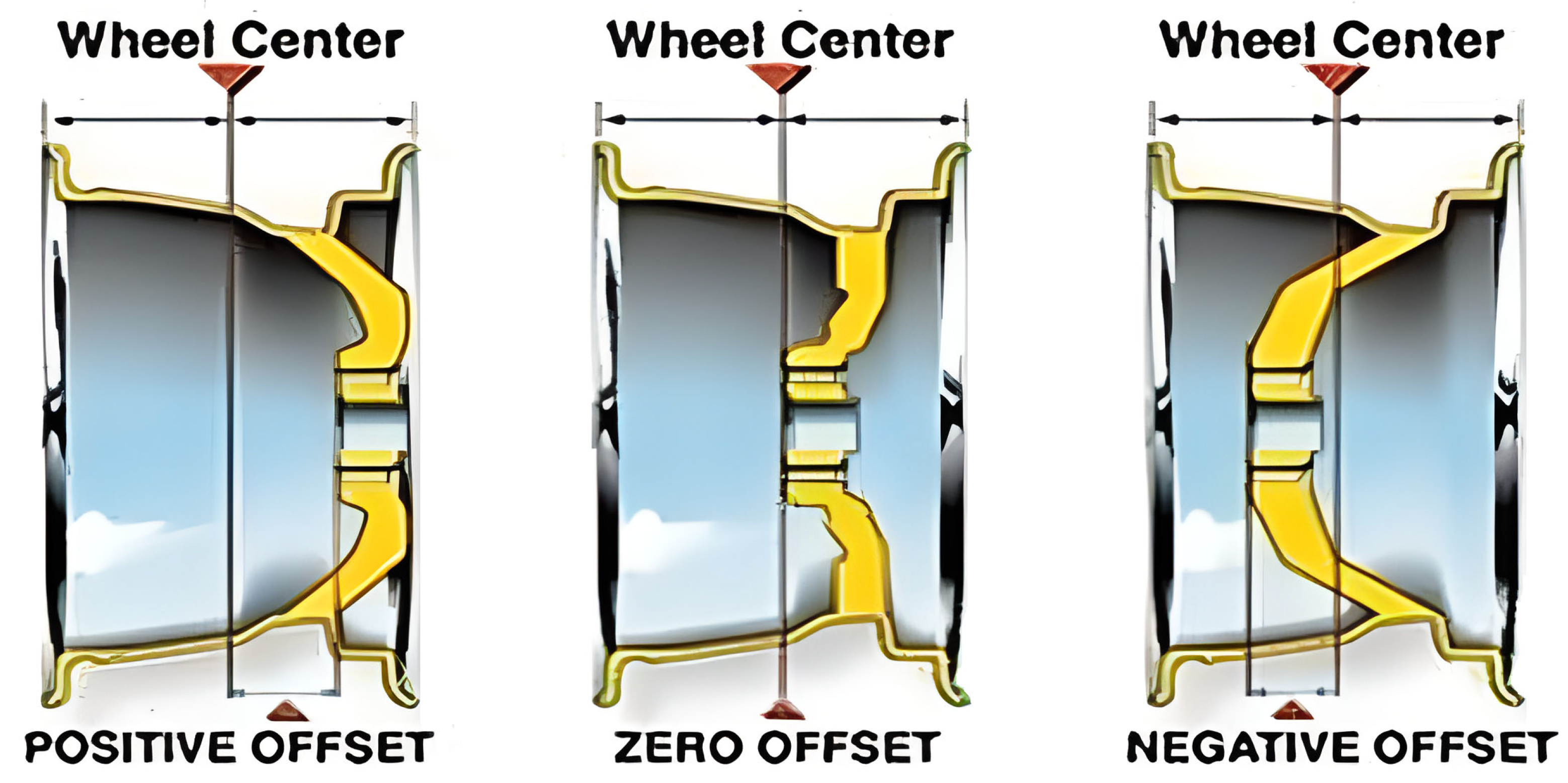
- Offset (ET) is the distance between the center of the rim and the plane of attachment to the hub. This parameter determines how far the rim will protrude beyond the car’s fender, having a significant impact on driving stability and vehicle aesthetics. Positive offset (mounting face toward the front face of the) is most common on rear-wheel drive cars and some sport and off-road models. Zero offset (mounting face, even with the center line of the wheel) is commonly used on front-wheel drive cars. Negative offset (mounting face toward the rear of the wheel) is mainly used on sports and tuned cars, allowing for a wider track width.
- 5.
- The diameter of the centering hole is a parameter that determines the diameter of the inner hole of the rim, which acts as the centering point for the wheel on the hub of the car. It is a key element because proper centering of the wheel on the hub allows for even loading and eliminates vibration while driving. The most common centering hole diameters are as follows: 56.1 mm for front-wheel-drive cars and 66.1 mm for rear-wheel-drive vehicles. On some models, such as the BMW and Mercedes-Benz, the dimension of 72.6 mm is used. For Audi or Volkswagen, this value can also be adjusted. Choosing the right centering hole diameter is crucial for maintaining vehicle stability and comfort [21].
- 6.
- Number of mounting holes: This is the number of holes into which the bolts attaching the wheel to the hub are screwed. This number can vary depending on the model of the car and the rim. The numbers 4, 5, or 6 are most typically used.
- Classic magnesium wheels: Characterized by a simple and elegant design, often used on classic cars and vehicles with simple styling lines;
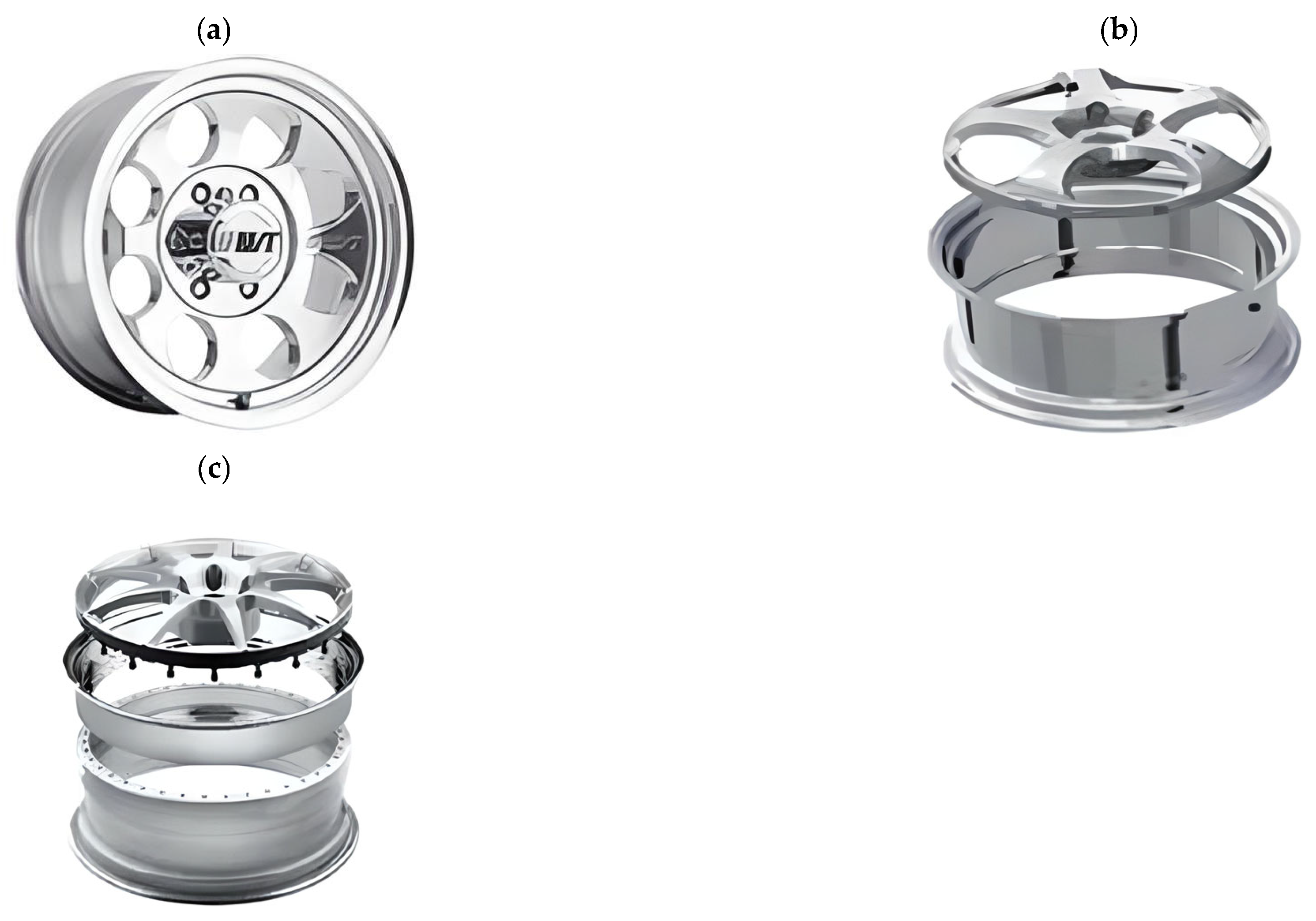
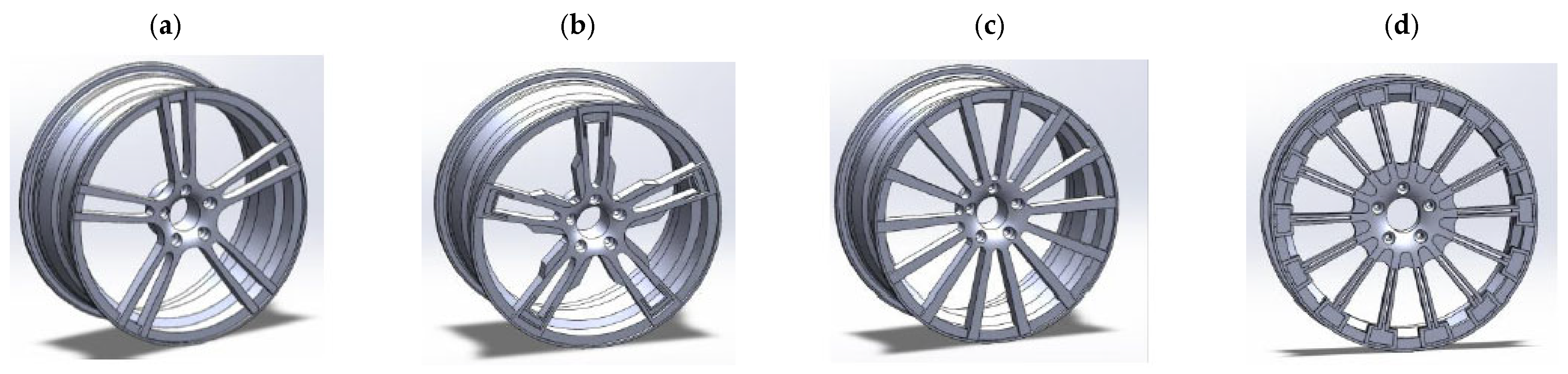
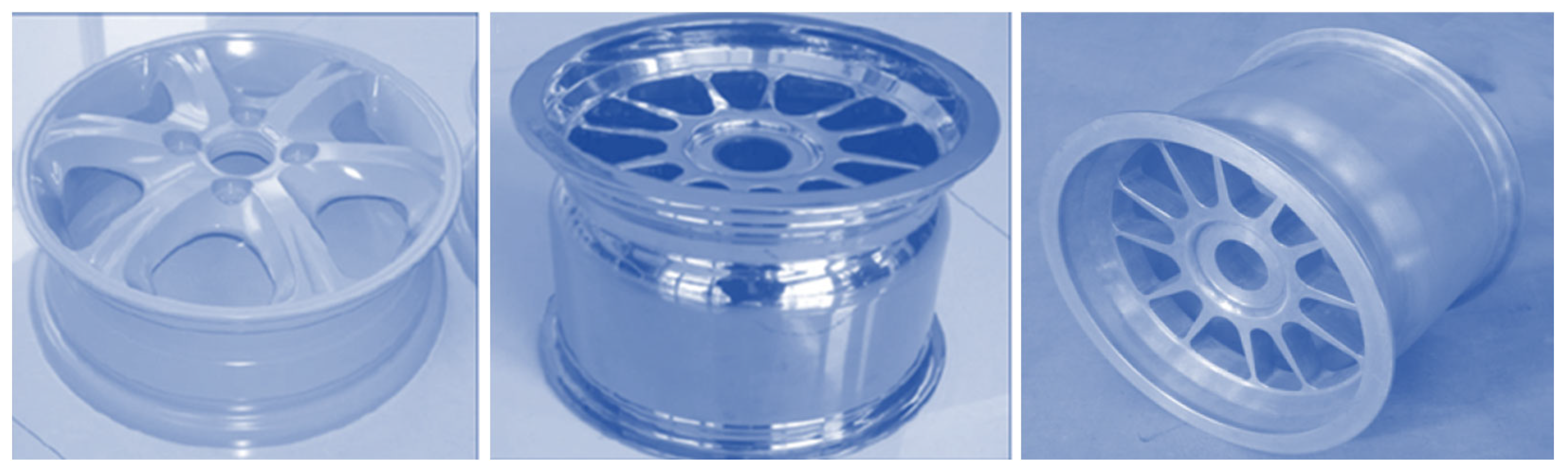
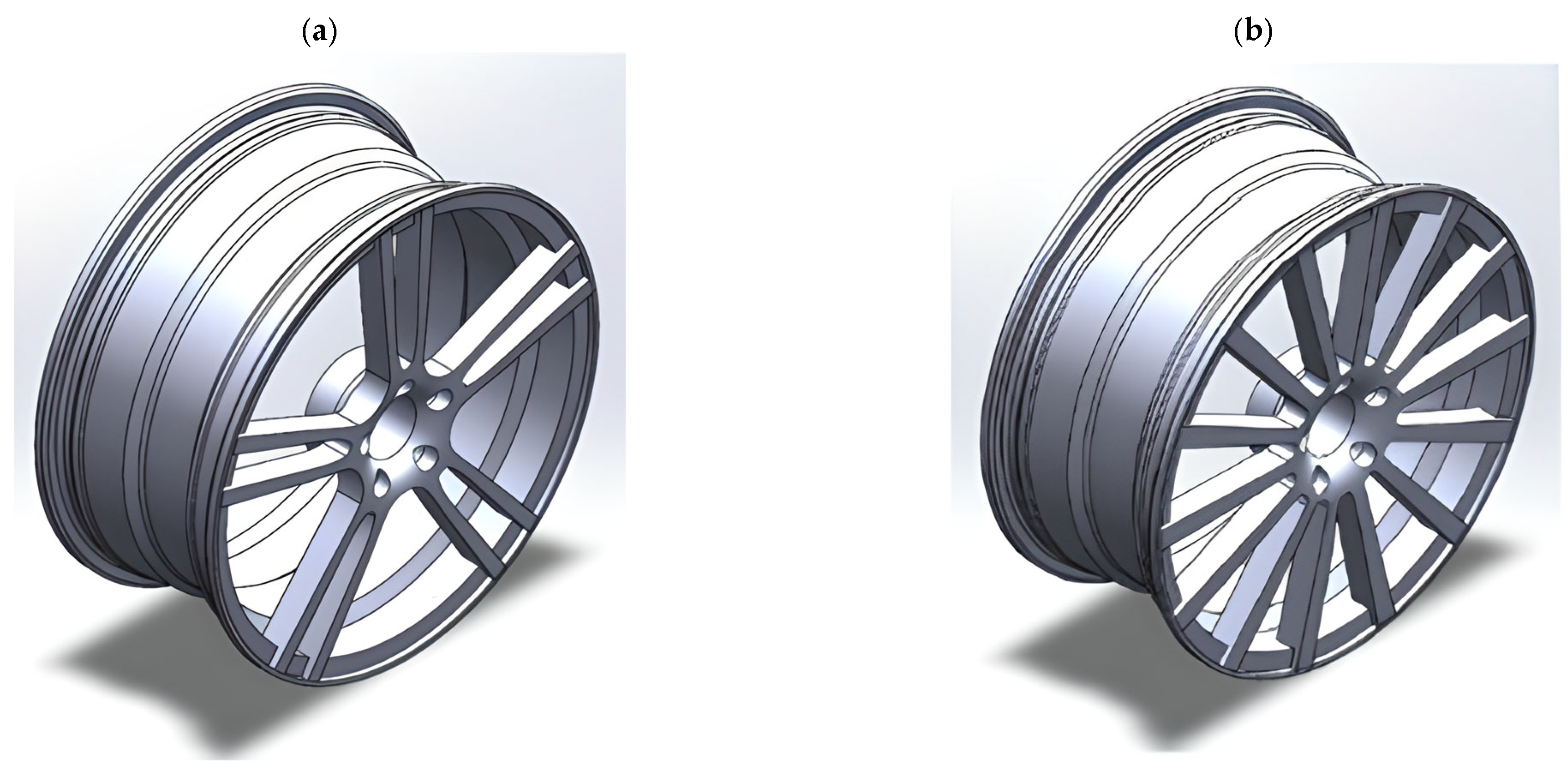
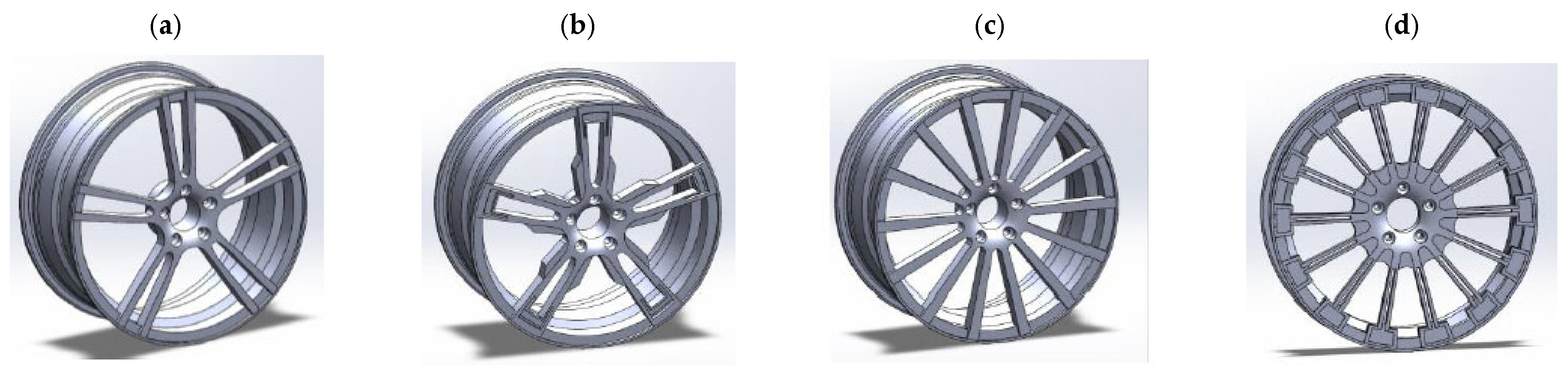
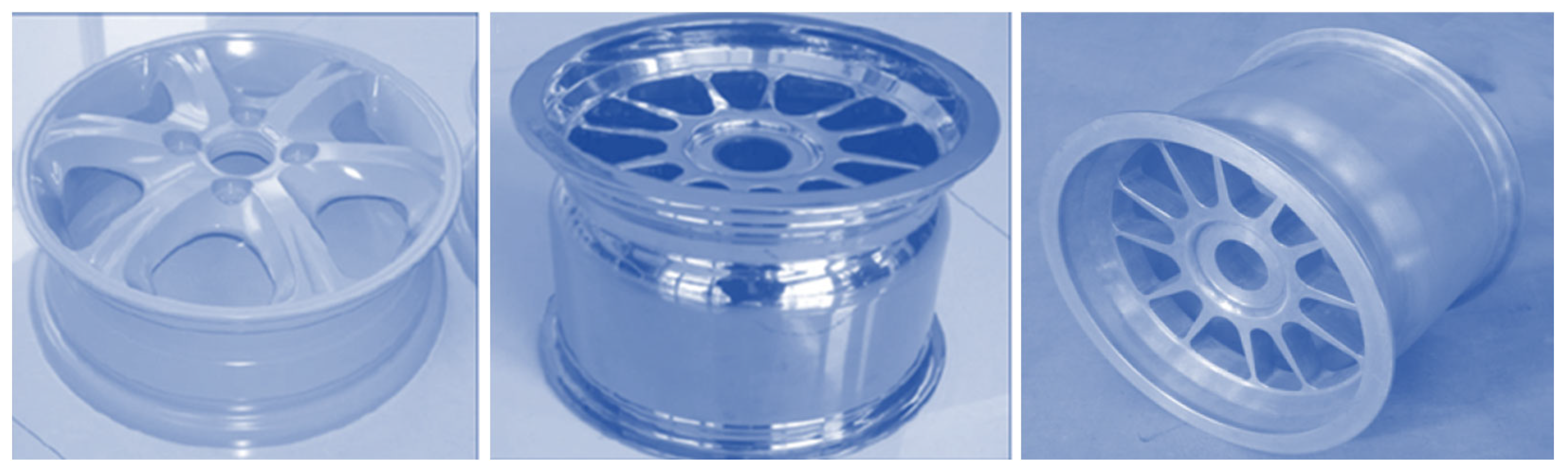
- Five-spoke wheels: They have a dynamic, sporty look and are often selected for sports cars and tuned vehicles (Figure 6a);
- Wheels with multiple spokes: Offer a more complex design, frequently combining sporty and elegant elements. (Figure 6b);
- Framed wheels: They are characterized by the presence of borders around the edges of the rim, which gives them a unique character and elegance;
- Holes wheels: They feature cut-out holes along the edge of the rim, which adds to their unique character and sporty style.
2.2. Types of Magnesium Wheels by Production Methods
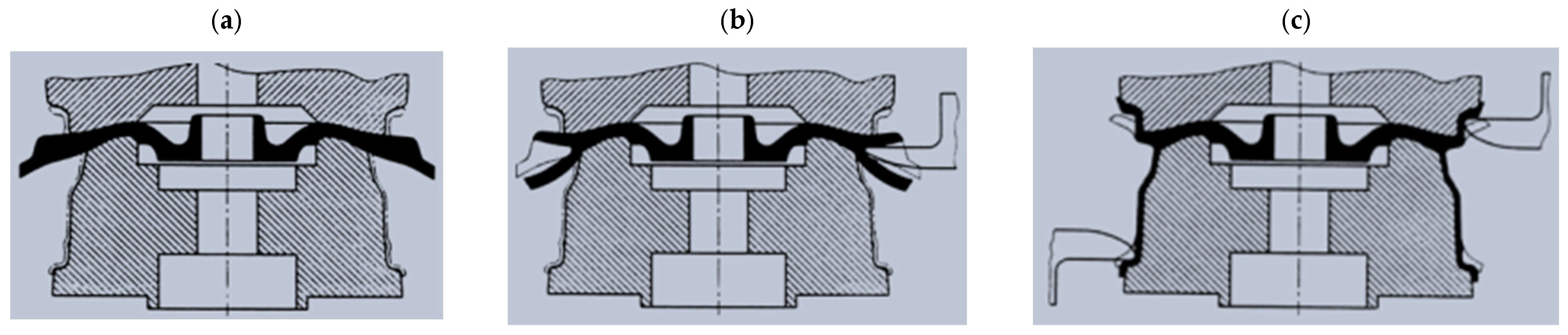
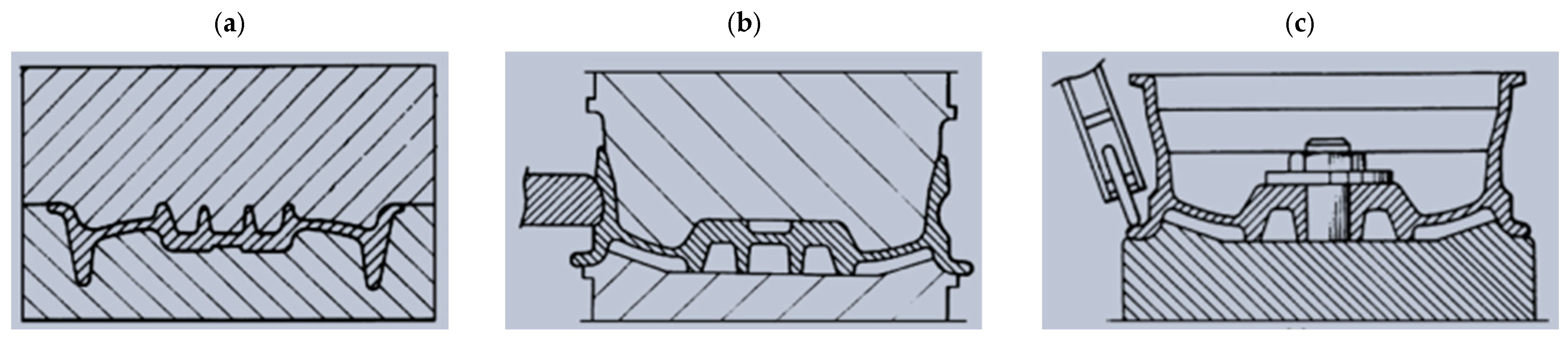
- Cast Magnesium Wheels: They are produced by pouring molten magnesium or magnesium alloys into a wheel-shaped mold. The alloy is then cooled and hardened, taking its final circular shape. This relatively simple process allows the wheels to be mass-produced, thus making them relatively cheap to manufacture. Although popular on many types of vehicles, they may be less durable than other types of magnesium wheels. Compared to forged wheels, they are heavier and of lower quality. Manufacturing defects that appear in cast wheels include pitting or porosity and a different metallurgical microstructure, such as a larger grain size. In use, cast magnesium wheels have a greater tendency to crack during heavy impact at high speeds, while forged wheels are more prone to bending [24].
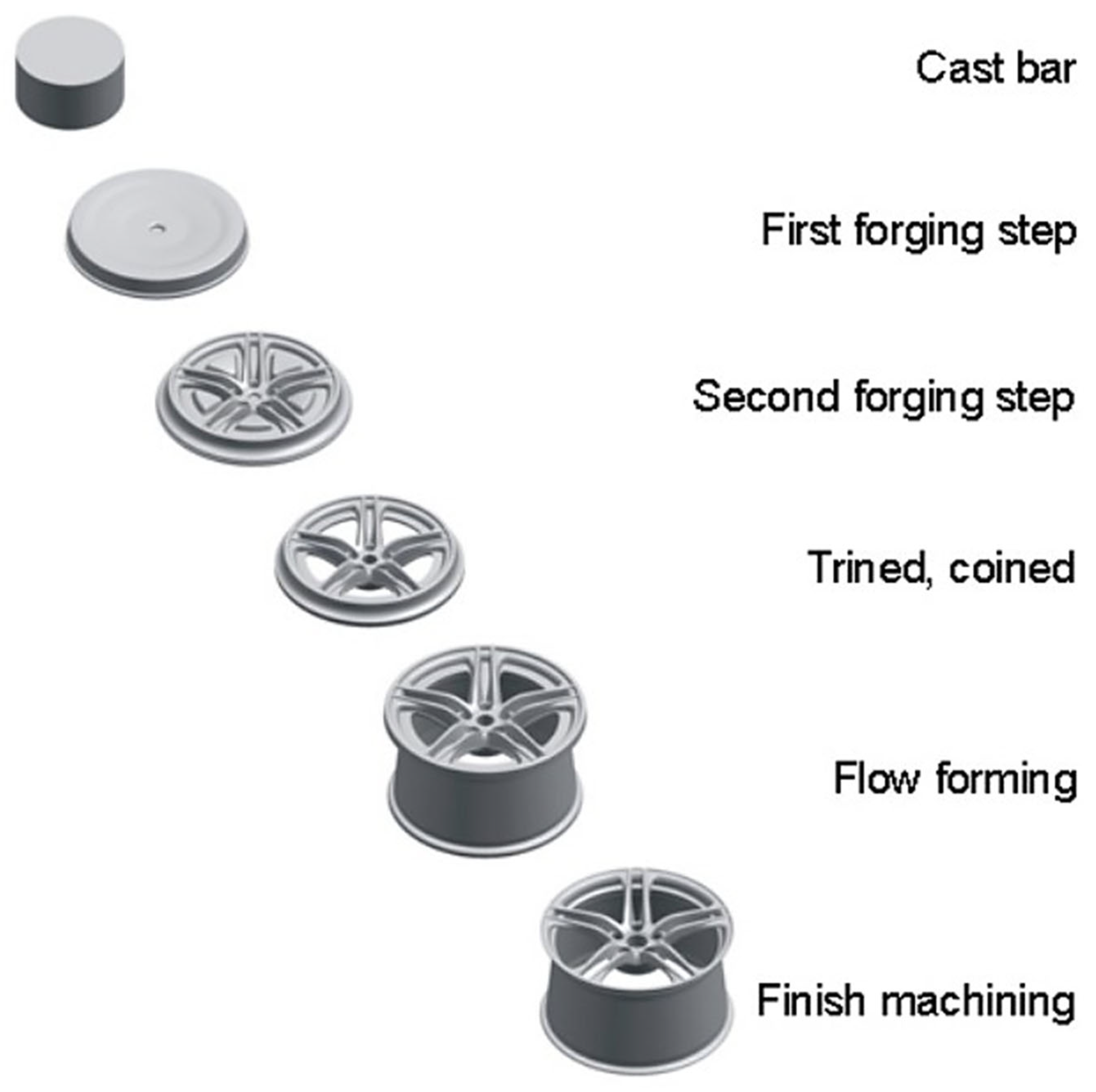
- Forged Magnesium Wheels: They are manufactured by extruding or forging a block of magnesium alloy in high deformation and temperature conditions, which leads to obtaining the desired shape and strength. Forged wheels are valued for their lightness and durability, which makes them preferable on sports and racing cars. The manufacturing process is more complex and expensive than cast wheels, but it offers excellent performance in extreme conditions. This process leads to a more uniform and durable material structure compared to cast wheels. The metal forming of magnesium alloy wheels is a difficult task due to their narrow range of forming temperature parameters and sensitivity to the strain rate [25]. The main phenomenon limiting the manufacture of Mg wheels is cracking, emerging in insufficient or excessive forming temperatures, or at an excessive deformation rate. As a consequence, the plastic-forming process of magnesium wheels is carried out hot on forging machines with low operating speeds while maintaining isothermal temperature conditions during deformation. Magnesium wheels are most frequently forged by plastic deformation in several stages from a bar stock. The delivery of the process takes place in several forging operations, with multiple heats, on multiple tool sets, and with heat treatment between operations. The resulting forgings are then machined (turned on a lathe and milled) into the final wheel shape by removing excess metal from the forged blank. Unlike cast wheels, forged wheels are characterized by a fine-grained structure and better mechanical properties. The process of forging wheels allows a favorable grain pattern to be obtained and the alignment of the directional pattern along the spokes of the wheel to be optimized. Although forged magnesium wheels are 25 percent lighter than cast wheels, they are less commonly used due to their high production cost. Finished magnesium forged wheels must achieve appropriate calibration ratings before they can be marketed. Existing reports show that forged wheels are prone to fatigue cracking at the spokes. During the metal forming of wheel forgings, there is a small deformation at the spokes and a large deformation at the wheel rim. This results in a non-uniform structure, which affects their susceptibility to cracking. Therefore, the topic of increasing deformation in the spoke area is as yet unresolved and is a developmental research direction.
- Machined Magnesium Wheels: These are manufactured by machining a block of magnesium alloy, including turning, milling, and other mechanical processes that give the wheel its final shape and finish. This approach enables accurate dimensions and high-quality wheel surfaces to be obtained.
- Hybrid Magnesium Wheels: They combine different production technologies, such as casting, metal forming, and machining, to obtain the desired properties and shape. This approach can combine the advantages of different processes, providing a balanced combination of strength, lightness, and dimensional accuracy [26].
2.3. Types of Magnesium Wheels by Application
3. Methods of Manufacturing Magnesium Wheels
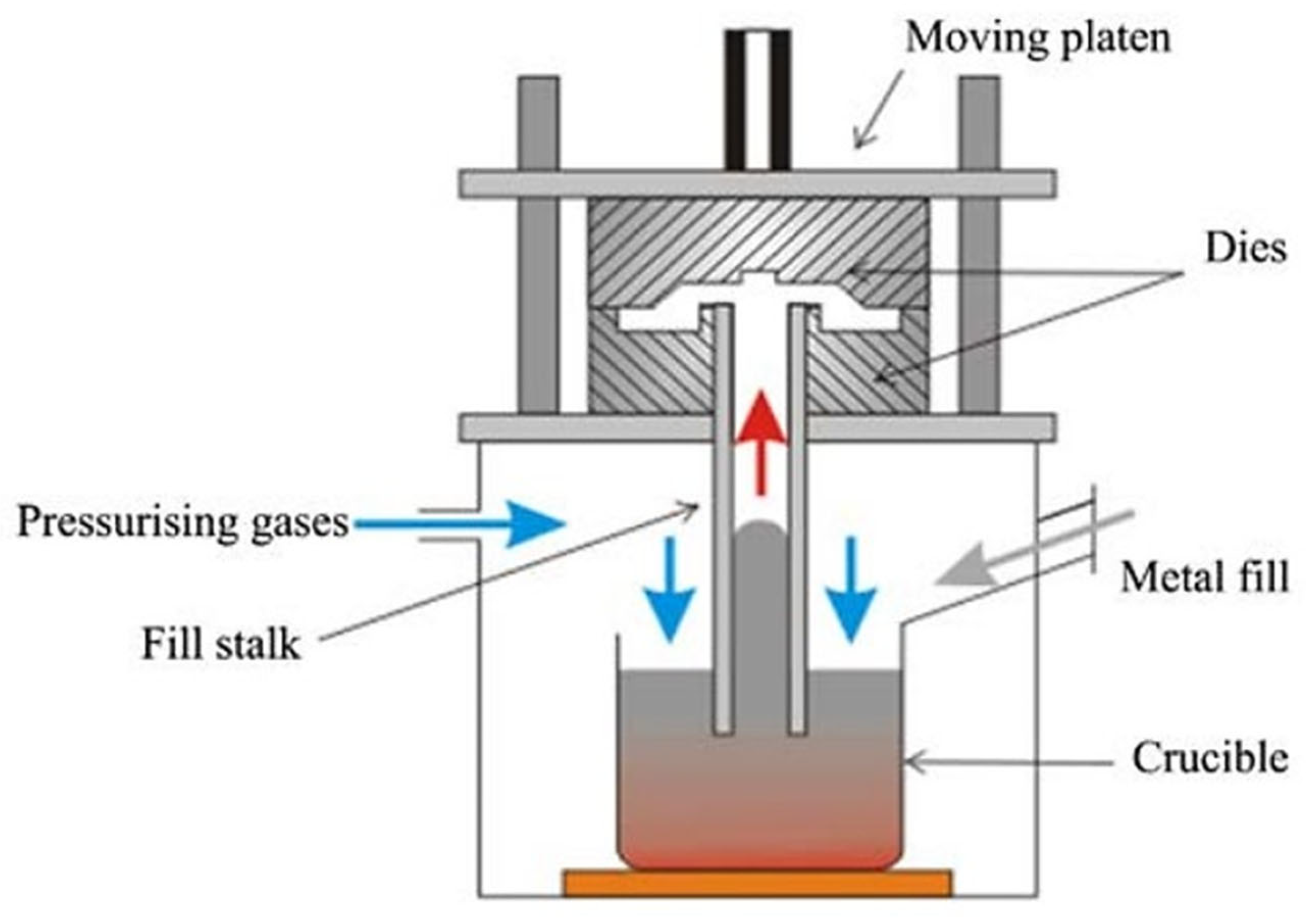
3.1. Casting of Magnesium Wheels
- -
- Pouring temperature in the range of 650–710 °C;
- -
- Injection pressure ratio in the range of 70–110 MPa;
- -
- Mold temperature in the range of 200–300 °C;
- -
- Holding time in the range of 15–30 s.
3.2. Die Forging of Magnesium Wheels
- -
- Cutting billet (round extruded bar) to measure a diameter of 100 mm and height of 93 mm;
- -
- Heating of the billet;
- -
- Initial forging;
- -
- Quality control;
- -
- Heating of the preform;
- -
- Forging in the final impression;
- -
- Cutting of the flash;
- -
- Supersaturation and aging;
- -
- Quality control;
- -
- Assessment of mechanical properties;
- -
- Machining the final product.
- -
- Billet heating temperature equal to 350 °C is insufficiently low for the studied alloys;
- -
- Billet heating temperature equal to 410 °C ensures improved plasticity of the alloys;
- -
- The WE43 and AZ80 magnesium alloys are invalid for hammer forging in the designed technology;
- -
- The AZ31 alloy manifests the best plasticity. The material did not crack in both the surveyed temperatures;
- -
- The AZ61 alloy can be forged at a heating temperature of 410 °C. No cracking occurred (as opposed to the temperature of 350 °C);
- -
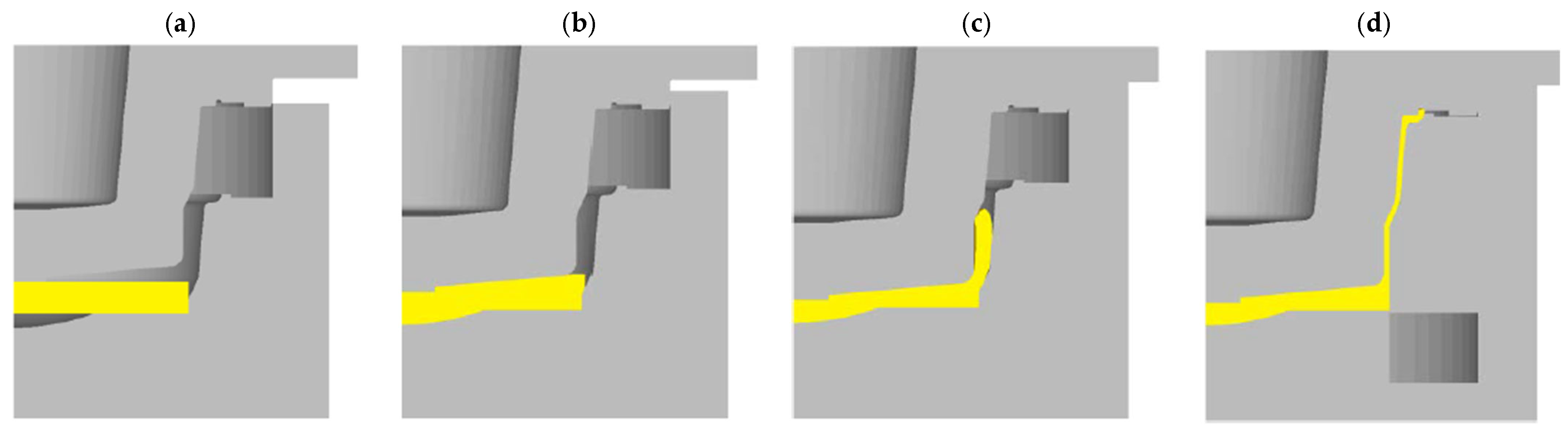
- The formation of a forging lap constitutes a limitation for the application of the AZ31 and AZ61 alloys in the forging process. The problem becomes more severe as the height of the billet grows after upsetting, which confirms the simulations (Figure 14).
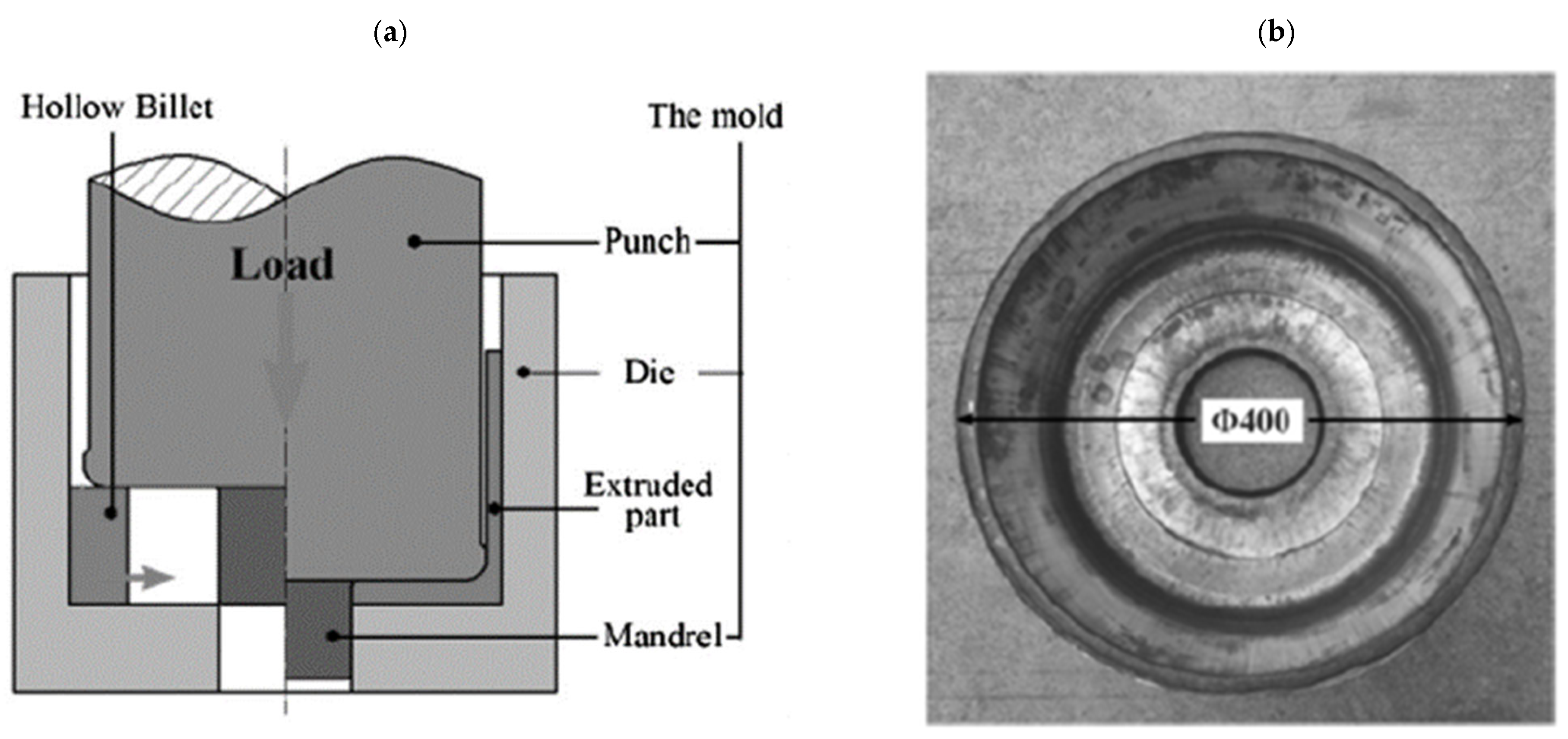
3.3. Extrusion of Magnesium Wheels in a Closed Die
3.4. Hybrid Methods for Forming Magnesium Wheels
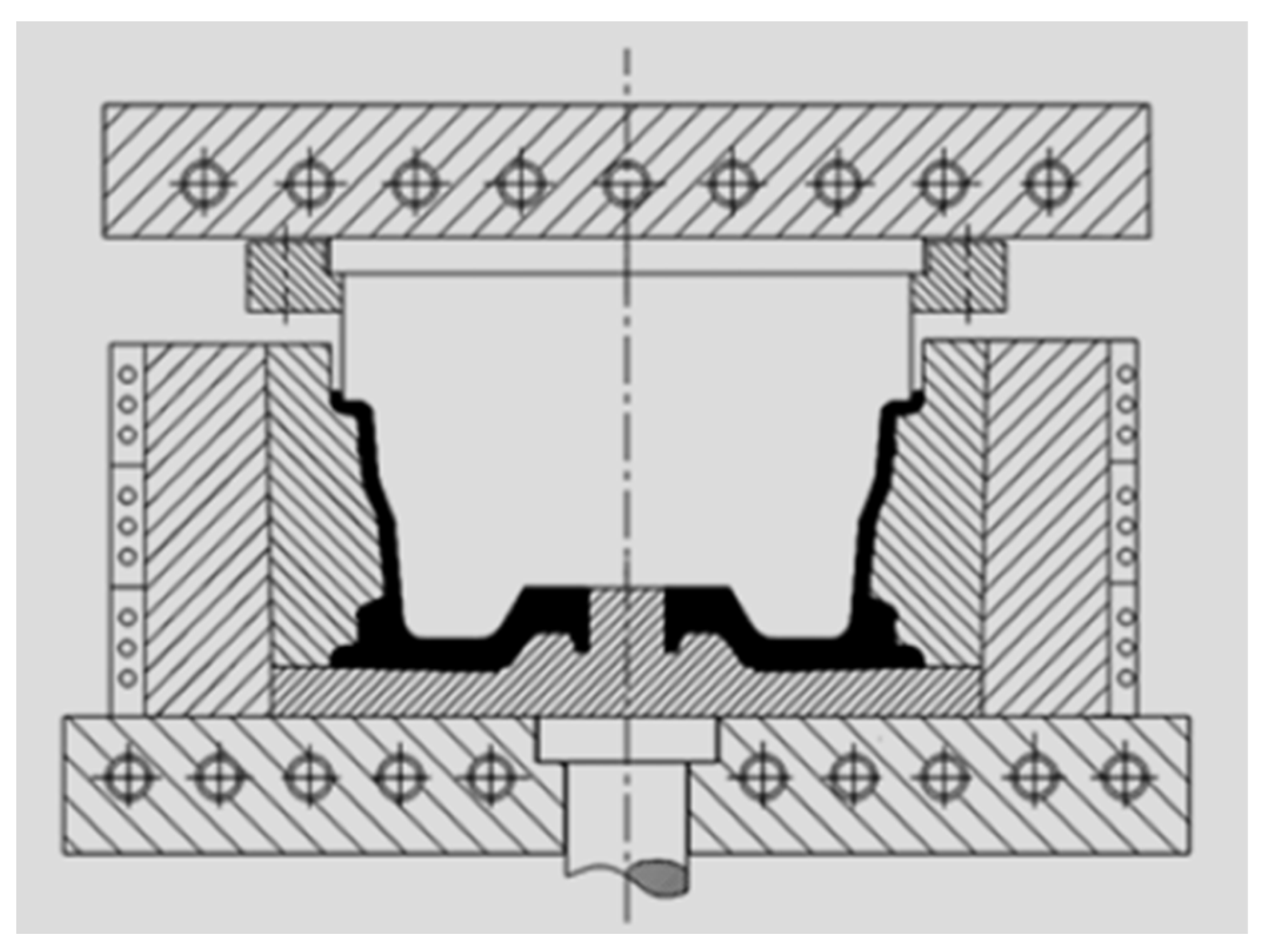
3.4.1. Casting and Die Forging
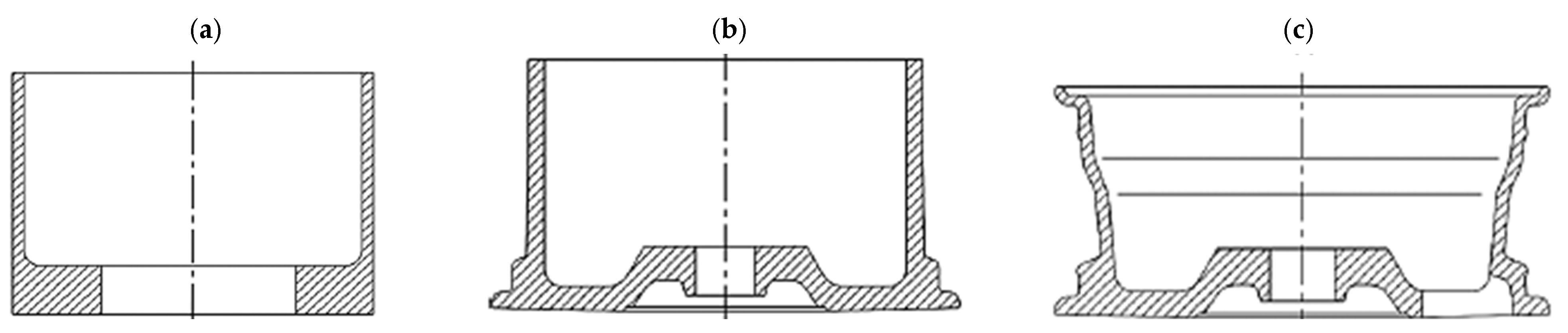
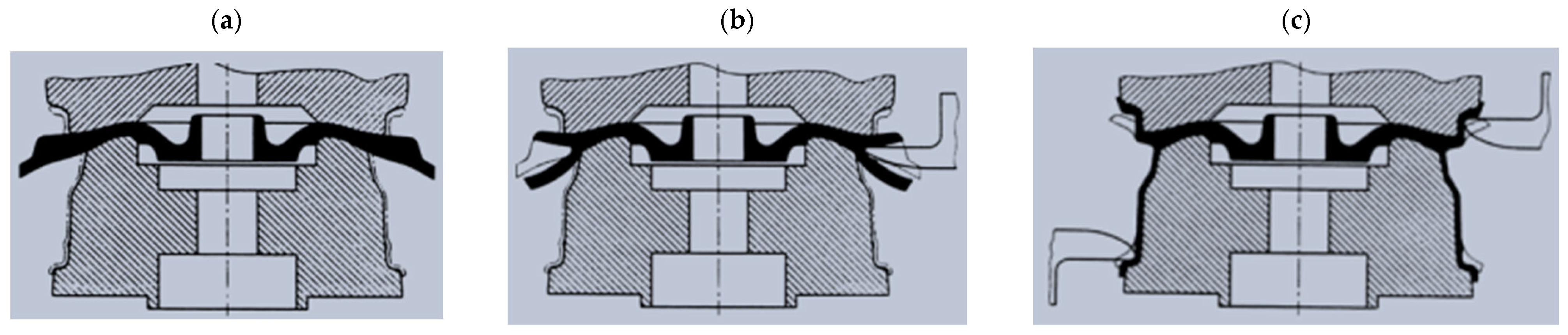
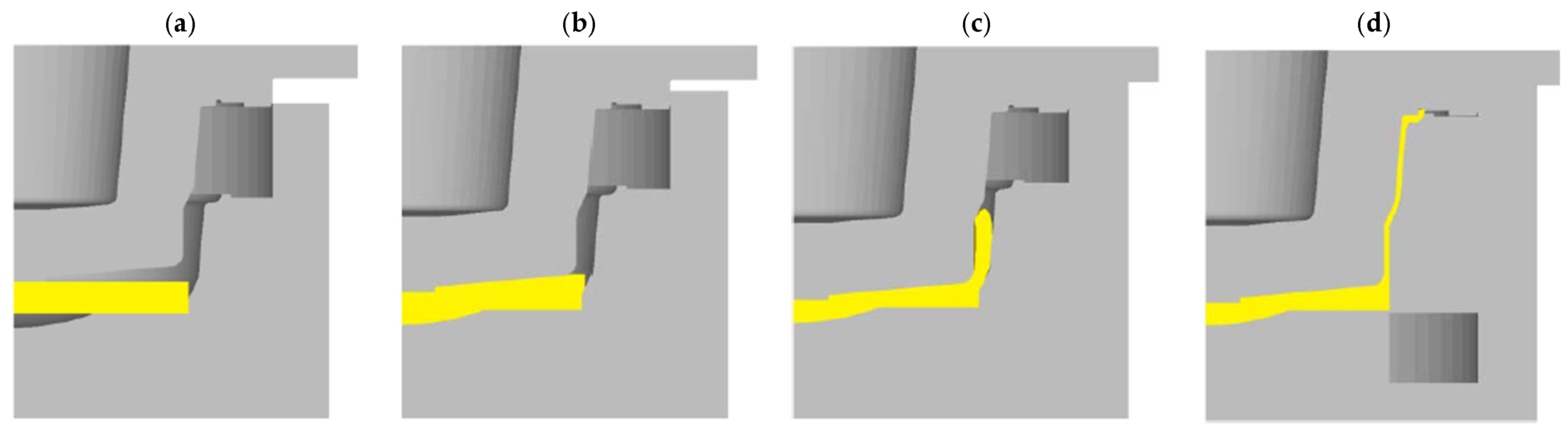
3.4.2. Die Forging and Flow-Forming Process
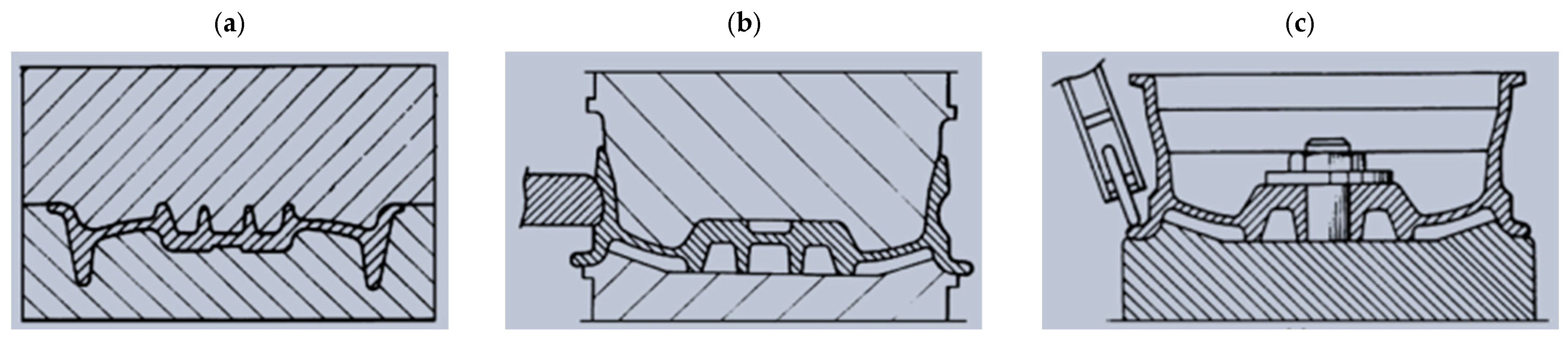
3.4.3. Die Forging and Spin Forging Process
- -
- Heating, in which a cylindrical magnesium alloy billet is heated to the forging temperature;
- -
- Pre-forging, in which the initial forming of the spokes and rim occurs by backward extrusion. However, the outer rim is not formed;
- -
- Final forging, in which the outer rim is finally formed, and the final formation of the rim section is carried out by forward extrusion;
- -
- Inward spin-forming to complete the enlargement of the wheel rim and the spinning flange-forming of the inner rim.
3.5. Flow Control-Forming of magnesium wheels
3.6. Cold Spray Technology
3.7. Sustainable Development in Terms of Magnesium Wheel Production
4. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Kumar, D.S.; Sasanka, C.T.; Ravindra, K.; Suman, K.N.S. Magnesium and Its Alloys in Automotive Applications—A Review. Am. J. Mater. Sci. Technol. 2015, 4, 12–30. [Google Scholar] [CrossRef]
- Kulekci, M. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Dziubinska, A. Investigation of a New Screw Press Forming Process for Manufacturing Connectors from ZK60 Magnesium Alloy Preforms. Materials 2023, 16, 3467. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhang, Y.; Zhang, L.; Pan, A.; Liu, J. Application of micro-arc oxidation technology in die magnesium alloy wheels in mass production. Key Eng. Mater. 2016, 667, 15–21. [Google Scholar] [CrossRef]
- Wang, M. An Industrial Perspective on Magnesium Alloy Wheels: A Process and Material Design. Mater. Sci. Appl. 2023, 14, 20–44. [Google Scholar] [CrossRef]
- Leister, G. Wheels. In Passenger Car Tires and Wheels; Springer Publisher: Cham, Switzerland, 2018; ISBN 9783319501185. [Google Scholar]
- Burk, G. Porsche 911 Turbo Carbon Wheel, 9th International Munich Chassis Symposium 2018; Springer: Wiesbaden, Germany, 2018; pp. 785–796. [Google Scholar]
- Agnew, S.R. Wrought magnesium: A 21st century outlook. JOM 2004, 56, 20–21. [Google Scholar] [CrossRef]
- Available online: https://www.formula1-dictionary.net/wheels.html (accessed on 31 December 2023).
- Jiang, X.; Lan, X. Magnesium Alloy Wheel Structure Design and Wheel Casting Process Performance Analysis. J. Mater. Sci. Eng. B 2022, 12, 75–77. [Google Scholar] [CrossRef]
- Jiang, X.; Liu, H.; Lyu, R.; Fukushima, Y.; Kawada, N.; Zhang, Z.; Ju, D. Optimization of Magnesium Alloy Wheel Dynamic Impact Performance. Adv. Mater. Sci. Eng. 2019, 2019, 2632031. [Google Scholar] [CrossRef]
- Eliezer, D.; Aghion, E.; Froes, F.H. Magnesium science, technology and applications. Adv. Perform. Mater. 1998, 5, 201–212. [Google Scholar] [CrossRef]
- Qi, Y.; Wang, H.; Chen, L.; Zhang, H.; Chen, G.; Chen, L.; Du, Z. Preparation and mechanical properties of ZK61-Y magnesium alloy wheel hub via liquid forging—Isothermal forging process. Metals 2020, 10, 385. [Google Scholar] [CrossRef]
- Li, Z.; Luo, A.A.; Wang, Q.; Peng, L.; Zhang, P. Fatigue Properties of Cast Magnesium Wheels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 4239–4257. [Google Scholar] [CrossRef]
- Villafuerte, J.; Zheng, W. Corrosion Protection of Magnesium Alloys by Cold Spray. Adv. Mater. Process. Mag. 2007, 7, 1–2. [Google Scholar]
- Liu, B.; Yang, J.; Zhang, X.; Yang, Q.; Zhang, J.; Li, X. Development and application of magnesium alloy parts for automotive OEMs: A review. J. Magnes. Alloy. 2023, 11, 15–47. [Google Scholar] [CrossRef]
- Karuppusamy, S.; Karthikeyan, G.; Dinesh, S.; Rajkumar, T.; Vijayan, V.; Basha, J.K. Design and Analysis of Automotive Wheel Rim by using ANSYS and MSC Fatigue Software. Asian J. Res. Soc. Sci. Humanit. 2016, 6, 196. [Google Scholar] [CrossRef]
- Theja, S. Structural and Fatigue Analysis of Two Wheeler Lighter Weight Alloy Wheel. IOSR J. Mech. Civ. Eng. 2013, 8, 35–45. [Google Scholar] [CrossRef]
- Siemionek, E.; Majerski, K.; Surdacki, P.; Novakova-Marcincinova, E. Review of Magnesium Alloys Used in the Manufacture of Wheels for Light Vehicles. Adv. Sci. Technol. Res. J. 2023, 17, 245–253. [Google Scholar] [CrossRef]
- Dietsche, K.-H.; Reif, K. Automotive Handbook, 10th ed.; Robert Bosch: Karlsruhe, Germany, 2018. [Google Scholar]
- Gebrehiwet, L.; Negussie, Y.; Tadesse, A. Business Opportunity of Wheel Rim Manufacturing in Ethiopia. Int. J. Adv. Eng. Manag. 2022, 4, 1148–1159. [Google Scholar]
- Karim, H.; Ku, P.X. Effect of design and material on structural rigidity of automobile wheel—An optimisation approach. J. Phys. Conf. Ser. 2022, 2222, 012007. [Google Scholar] [CrossRef]
- Papenberg, N.P.; Gneiger, S.; Weißensteiner, I.; Uggowitzer, P.J.; Pogatscher, S. Mg-alloys for forging applications—A review. Materials 2020, 13, 985. [Google Scholar] [CrossRef]
- Blawert, C.; Hort, N.; Kainer, K.U. Automotive applications of magnesium and its alloys. Trans. Indian Inst. Met. 2004, 57, 397–408. [Google Scholar]
- Khatkar, S.K. Hybrid magnesium matrix composites: A review of reinforcement philosophies, mechanical and tribological characteristics. Rev. Adv. Mater. Sci. 2023, 62, 1–15. [Google Scholar] [CrossRef]
- Śliwa, R.E.; Balawender, T.; Hadasik, E.; Kuc, D.; Gontarz, A.; Korbel, A.; Bochniak, W. Metal forming of lightweight magnesium alloys for aviation applications. Arch. Metall. Mater. 2017, 62, 1559–1566. [Google Scholar] [CrossRef]
- Yang, H.; Huang, L.; Zhan, M. Coupled thermo-mechanical FE simulation of the hot splitting spinning process of magnesium alloy AZ31. Comput. Mater. Sci. 2010, 47, 857–866. [Google Scholar] [CrossRef]
- Höche, D.; Weber, W.E.; Gazenbiller, E.; Gavras, S.; Hort, N.; Dieringa, H. Novel Magnesium Based Materials: Are They Reliable Drone Construction Materials? A Mini Review. Front. Mater. 2021, 8, 1–7. [Google Scholar] [CrossRef]
- Gupta, M.; Gupta, N. The Promise of Magnesium Based Materials in Aerospace Sector History and Current Trends of Magnesium in Aerospace Sector. Int. J. Aeronaut. Sci. Aerosp. Res. 2017, 4, 141–149. [Google Scholar]
- Kainer, K.U. Magnesium—Alloys and Technology; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Pan, B.S.; Gong, H.L.; Peng, T.H.; Zhang, M. Magnesium Alloy Material Substitution Redesign Method for Wheels of Electric Bicycle. Adv. Mater. Res. 2009, 69–70, 631–635. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Z.M.; Zhang, X.; Li, G.J. New extrusion process of Mg alloy automobile wheels. Trans. Nonferrous Met. Soc. China Engl. Ed. 2010, 20, s599–s603. [Google Scholar] [CrossRef]
- Czerwinski, F. Magnesium Injection Molding; Springer: New York, NY, USA, 2008. [Google Scholar]
- Dobrzanski, L.A.; Tanski, T.; Cizek, L.; Domagala, J. Mechanical properties and wear resistance of magnesium casting alloys. J. Achiev. Mater. Manuf. Eng. 2008, 31, 83–90. [Google Scholar]
- Krajewski, P.; Verma, R. Cast Magnesium Alloy Wheels. U.S. Patent 20110062770A1, 15 July 2014. [Google Scholar]
- Luo, A.A.; Sachdev, A.K.; Apelian, D. Alloy development and process innovations for light metals casting. J. Mater. Process. Technol. 2022, 306, 117606. [Google Scholar] [CrossRef]
- Yang, Y.; Ma, C.; Luo, T.; Ji, G.; Ge, S.; Shi, B. A Magnesium Alloy Vehicle Wheel Hub Casting One Spinning Composite Forming Method. China Patent CN103056611A, 29 October 2014. [Google Scholar]
- Zhang, Z.; Wang, Q.; Li, B.; Zhang, X.; Li, G. Casting Extruding Compound Shaping Method of Magnesium Alloy Automobile Hub. China Patent CN2003100893A, 26 April 2006. [Google Scholar]
- Yang, Q.; Yang, Y.; Li, H.; Yu, K. Extrusion Casting Forming Die for Magnesium Alloy Hub. China Patent CN202210465936A, 13 September 2022. [Google Scholar]
- Luo, A.A. Magnesium casting technology for structural applications. J. Magnes. Alloy. 2013, 1, 2–22. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Zhang, H.; Pan, A.; Liu, J. Research on Die Casting Process of Magnesium Alloy Motorcycle Wheel Based on New Engineering Construction. J. Phys. Conf. Ser. 2019, 1302, 042024. [Google Scholar] [CrossRef]
- Wang, Y.C.; Li, D.Y.; Peng, Y.H.; Zeng, X.Q. Numerical simulation of low pressure die casting of magnesium wheel. Int. J. Adv. Manuf. Technol. 2007, 32, 257–264. [Google Scholar] [CrossRef]
- Zhang, C.; Fu, Y.; Wang, H.; Hao, H. Multi-objective optimization of process parameters during low-pressure die casting of AZ91D magnesium alloy wheel castings. China Foundry 2018, 15, 327–332. [Google Scholar] [CrossRef]
- Ying, F.; Tang, H.; Peng, T. Numerical simulation of low pressure die-cast of magnesium alloy wheel. In Proceedings of the 2008 Asia Simulation Conference—7th International Conference on System Simulation and Scientific Computing, ICSC 2008, Beijing, China, 10–12 October 2008; pp. 736–739. [Google Scholar] [CrossRef]
- Guo, W.; Ma, Z.; Zhang, P.; Shu, Z.; Ye, S.; Chen, Z. Low-Pressure Die Casting Machine for Magnesium Alloy Automobile Wheels. China Patent CN200910034203A, 6 April 2009. [Google Scholar]
- Mathaudhu, S.N.; Luo, A.A.; Neelameggham, N.R.; Nyberg, E.A.; Sillekens, W.H. Advances in Manufacturing Processes for Magnesium Alloys. In Essential Readings in Magnesium Technology; John Wiley & Sons: New York, NY, USA, 2014; pp. 19–24. [Google Scholar]
- Fujita, M.; Sakate, N.; Hirahara, S.; Yamamoto, Y. Development of magnesium forged wheel. SAE Tech. Pap. 1995, 104, 327–331. [Google Scholar] [CrossRef]
- Cui, K.; Ren, P.; Tian, Y.; Wang, Z.; Wang, T.; Liu, T. Magnesium Alloy Wheel Forging-Spinning Composite Forming Method. China Patent CN201410468967A, 10 December 2014. [Google Scholar]
- Liu, Z.; Li, J.; Liu, X.; Li, J.; Wu, D. Magnesium Alloy Steering Wheel. China Patent CN201120573260U, 22 August 2011. [Google Scholar]
- Xiong, X. Production Method of High-Strength Light-Weight Forged Magnesium Alloy Hub. China Patent CN202011001370A, 24 April 2021. [Google Scholar]
- Tong, Z. Inverted Extrusion Die Forging Method Used for Magnesium Alloy Hub. China Patent CN201710889185A, 19 January 2018. [Google Scholar]
- Dziubińska, A.; Gontarz, A.; Dziubiński, M.; Barszcz, M. the Forming of Magnesium Alloy Forgings for Aircraft and Automotive Applications. Adv. Sci. Technol. Res. J. 2016, 10, 158–168. [Google Scholar] [CrossRef] [PubMed]
- Gontarz, A. Die Forging of Magnesium Alloys; Scientific Publishing House of the Institute of Exploitation Technology—PIB: Radom, Poland, 2016. [Google Scholar]
- Zhao, X.; Gao, P.; Zhang, Z.; Wang, Q.; Yan, F. Fatigue characteristics of the extruded AZ80 automotive wheel. Int. J. Fatigue 2020, 132, 105393. [Google Scholar] [CrossRef]
- Zhao, X.; Gao, P.; Chen, G.; Wei, J.; Zhu, Z.; Yan, F.; Zhang, Z.; Wang, Q. Effects of aging treatments on low-cycle fatigue behavior of extruded AZ80 for automobile wheel disks. Mater. Sci. Eng. A 2021, 799, 140366. [Google Scholar] [CrossRef]
- Liu, X. A Kind of Magnesium Alloy Auto Hub Forging Method. China Patent CN201610085921A, 8 December 2017. [Google Scholar]
- Jiang, Y.; Zhu, Y.; Le, Q.; Liao, Q.; Yin, Z.; Zhang, X.; Wang, P. Finite element simulation and industrial validation for DRX evolution of magnesium alloy thin-walled wheel formed by backward extrusion 1 Highlights. Thin-Walled Struct. 2024, 111567. [Google Scholar] [CrossRef]
- Jiang, Y.; Le, Q.; Liao, Q.; Hu, C.; Guo, R.; Yu, X.; Hu, W. Simulation research on the rotating back extrusion process for magnesium alloy wheel. Int. J. Mater. Form. 2023, 16, 69. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhu, Y.; Le, Q.; Liao, Q.; Zhou, W.; Wang, P.; Wang, T. Effect of truncated cone billet on single-step back extrusion forming process of magnesium alloy wheel. J. Mater. Res. Technol. 2022, 20, 1533–1543. [Google Scholar] [CrossRef]
- Jiang, Y.; Ren, L.; Le, Q.; Liao, Q.; Zhu, Y.; Zhou, W.; Zhao, T. Numerical simulation of billet height-diameter ratio on magnesium alloy automobile wheel formed by back extrusion. Int. J. Adv. Manuf. Technol. 2023, 125, 529–542. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Z.M.; Zhang, X.; Yu, J.M. Precision forging technologies for magnesium alloy bracket and wheel. Trans. Nonferrous Met. Soc. China Engl. Ed. 2008, 18, s205–s208. [Google Scholar] [CrossRef]
- Sun, H.; Li, J.; Liu, X. Magnesium Alloy Wheel Forging Forming Method. China Patent CN201510434965A, 4 October 2015. [Google Scholar]
- Zhang, Z.; Yu, J.; Xue, Y.; Dong, B.; Zhao, X.; Wang, Q. Recent research and development on forming for large magnesium alloy components with high mechanical properties. J. Magnes. Alloy. 2023, 11, 4054–4081. [Google Scholar] [CrossRef]
- Zhao, M.J.; Wu, Z.L.; Chen, Z.R.; Huang, X.B. Analysis on flow control forming of magnesium alloy wheel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 170, 012006. [Google Scholar] [CrossRef]
- Ashokkumar, M.; Thirumalaikumarasamy, D.; Sonar, T.; Deepak, S.; Vignesh, P.; Anbarasu, M. An overview of cold spray coating in additive manufacturing, component repairing and other engineering applications. J. Mech. Behav. Mater. 2022, 31, 514–534. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.; Leyman, P.F. Magnesium repair by cold spray. Plating and Surface Finishing 2008, 95, 1–34. [Google Scholar]
- Chakradhar, R.P.S.; Chandra Mouli, G.; Barshilia, H.; Srivastava, M. Improved Corrosion Protection of Magnesium Alloys AZ31B and AZ91 by Cold-Sprayed Aluminum Coatings. J. Therm. Spray Technol. 2021, 30, 371–384. [Google Scholar] [CrossRef]
- Sofia, D.; Macrì, D.; Barletta, D.; Lettieri, P.; Poletto, M. Use of titania powders in the laser sintering process: Link between process conditions and product mechanical properties. Powder Technol. 2021, 381, 181–188. [Google Scholar] [CrossRef]
- Jiang, Y.; Le, Q.; Zhu, Y.; Liao, Q.; Wang, T.; Bao, L.; Wang, P. Review on forming process of magnesium alloy characteristic forgings. J. Alloys Compd. 2024, 970, 172666. [Google Scholar] [CrossRef]
- Wu, S.; Ji, Z.; Hu, M.; Huang, Z.; Tian, C.; Wu, M. Microstructure and Mechanical Properties of AZ31B Magnesium Alloy Prepared by Solid State Recycling. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2018, 47, 736–741. [Google Scholar] [CrossRef]
- Xu, H.; Ji, Z.; Hu, M. Semi-solid microstructure of AZ91D magnesium alloy recycled from waste chips during heat treatment. In Proceedings of the 2012 7th International Forum on Strategic Technology, IFOST 2012, Tomsk, Russia, 18–21 September 2012; pp. 1–4. [Google Scholar] [CrossRef]
- Tzamtzis, S.; Zhang, H.; Xia, M.; Babu, N.H.; Fan, Z. Recycling of high grade die casting AM series magnesium scrap with the melt conditioned high pressure die casting (MC-HPDC) process. Mater. Sci. Eng. A 2011, 528, 2664–2669. [Google Scholar] [CrossRef]
- Fechner, D.; Blawert, C.; Hort, N.; Dieringa, H.; Kainer, K.U. Development of a magnesium secondary alloy system for mixed magnesium post-consumer scrap. Mater. Sci. Eng. A 2013, 576, 222–230. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Magnesium Wheels | Aluminum Wheels | Steel Wheels | |
|---|---|---|---|
| Advantages | Lighter than steel and aluminum wheels. Greater fuel efficiency, better braking, and longer tire life. Magnesium wheels have much better heat transmission than steel wheels. Better heat transfer helps dissipate heat from the brakes and reduces the risk of brake failures, which often result from overheating. Magnesium wheels have damping properties that exceed 50 times that of aluminum wheels. They can significantly reduce the vehicle’s vibration load, especially in components such as the engine, suspension, and transmission. This effect contributes to improving the overall performance of the vehicle and extends its life. | Lighter than steel wheels. Better fuel economy, better braking, and better tire life. Aluminum wheels have much better heat transmission than steel wheels. Better heat transfer helps dissipate heat from the brakes and reduces the risk of brake failures, which often result from overheating. | Steel wheels cost less than aluminum and magnesium wheels. Steel wheels are heavier than aluminum and magnesium wheels, which can be advantageous when driving in winter. Steel wheels provide the strength and durability required by trucks and heavy equipment. |
| Disadvantages | Magnesium wheels are susceptible to corrosion. Therefore, protective coatings are applied to them. Magnesium wheels are more expensive than aluminum and steel wheels, which is why they are used for exclusive cars and racing cars. | Less hard and durable than steel wheels. More prone to potential damage than steel wheels. More expensive to purchase and repair than steel wheels. Steel wheels that bend can be repaired, but aluminum wheels do not bend; rather, they break and need to be replaced with newer ones. Aluminum wheels, compared to steel wheels, are susceptible to galvanic corrosion. This causes air leakage from tires if preventive measures are not taken. | They are heavier than magnesium aluminum wheels and can, therefore, be less fuel-efficient, have longer braking distances, and a shorter lifetime. |
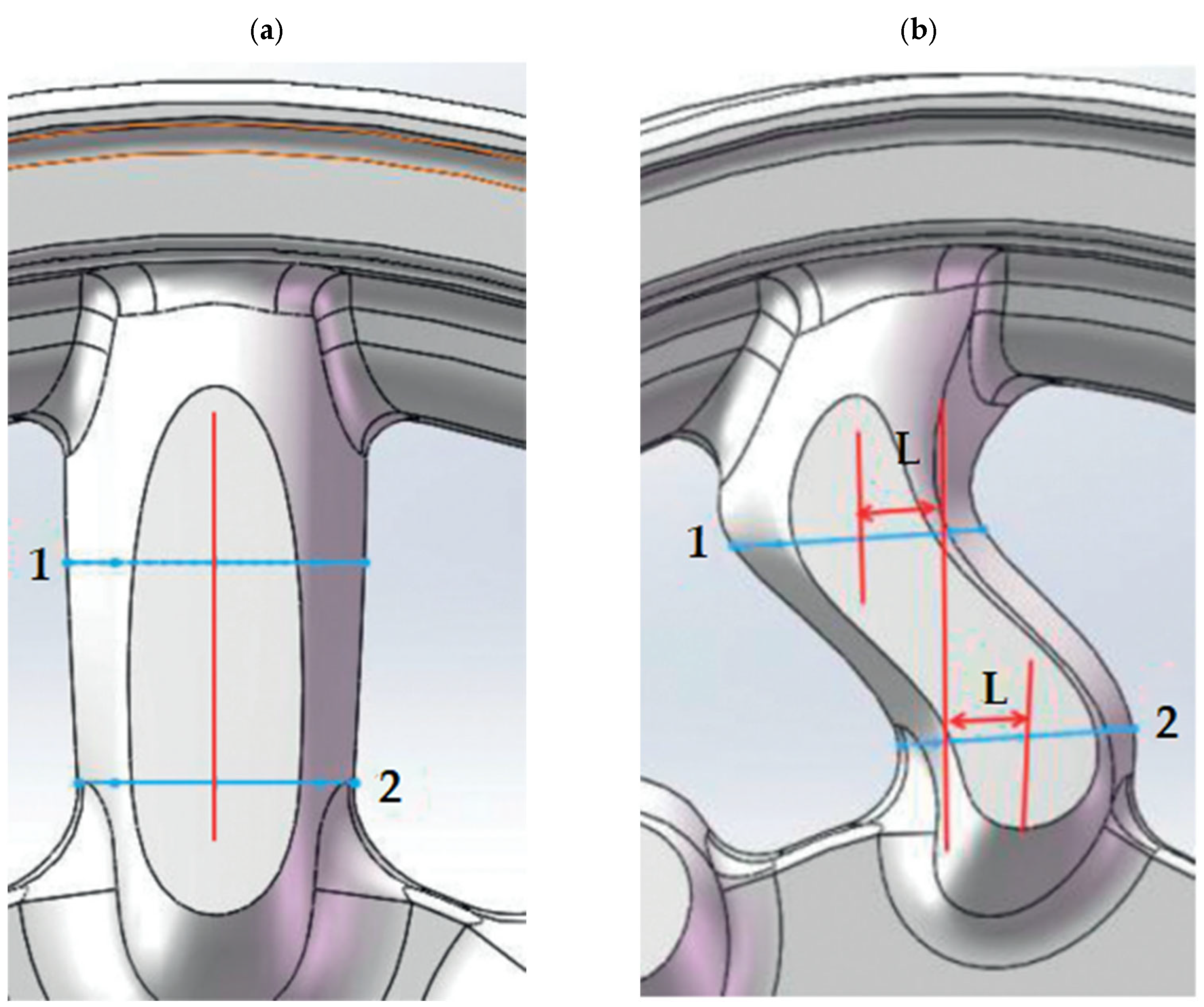
| Name | Wheel (a) | Wheel (b) | Wheel (c) | Wheel (d) | Wheel (e) | Wheel (f) |
|---|---|---|---|---|---|---|
| Size, L (mm) | 0 | 5 | 7.5 | 10 | 12.5 | 15 |
| Material | Maximum Total Deformation (mm) | Maximum von Mises Stress (MPa) | ||
|---|---|---|---|---|
| 5-Twin-Spoke | Multi-Spoke | 5-Twin-Spoke | Multi-Spoke | |
| Aluminum 6061 alloy | 0.55174 | 0.34889 | 41.048 | 35.784 |
| Magnesium AZ91D alloy | 0.84468 | 0.53375 | 41.077 | 35.681 |
| Low-Pressure Die Casting | High-Pressure Die Casting | |
|---|---|---|
| Advantages |
|
|
| Disadvantages |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dziubinska, A.; Siemionek, E.; Surdacki, P.; Kulisz, M.; Koczurkiewicz, B. Review of Magnesium Wheel Types and Methods of Their Manufacture. Materials 2024, 17, 584. https://doi.org/10.3390/ma17030584
Dziubinska A, Siemionek E, Surdacki P, Kulisz M, Koczurkiewicz B. Review of Magnesium Wheel Types and Methods of Their Manufacture. Materials. 2024; 17(3):584. https://doi.org/10.3390/ma17030584
Chicago/Turabian StyleDziubinska, Anna, Ewa Siemionek, Piotr Surdacki, Monika Kulisz, and Bartosz Koczurkiewicz. 2024. "Review of Magnesium Wheel Types and Methods of Their Manufacture" Materials 17, no. 3: 584. https://doi.org/10.3390/ma17030584
APA StyleDziubinska, A., Siemionek, E., Surdacki, P., Kulisz, M., & Koczurkiewicz, B. (2024). Review of Magnesium Wheel Types and Methods of Their Manufacture. Materials, 17(3), 584. https://doi.org/10.3390/ma17030584