
Prediction of Subsurface Microcrack Damage Depth Based on Surface Roughness in Diamond Wire Sawing of Monocrystalline Silicon


Abstract
1. Introduction
2. Microcrack System beneath Cutting Abrasive Particles
3. Relationship between As-Sawn SR and SSD
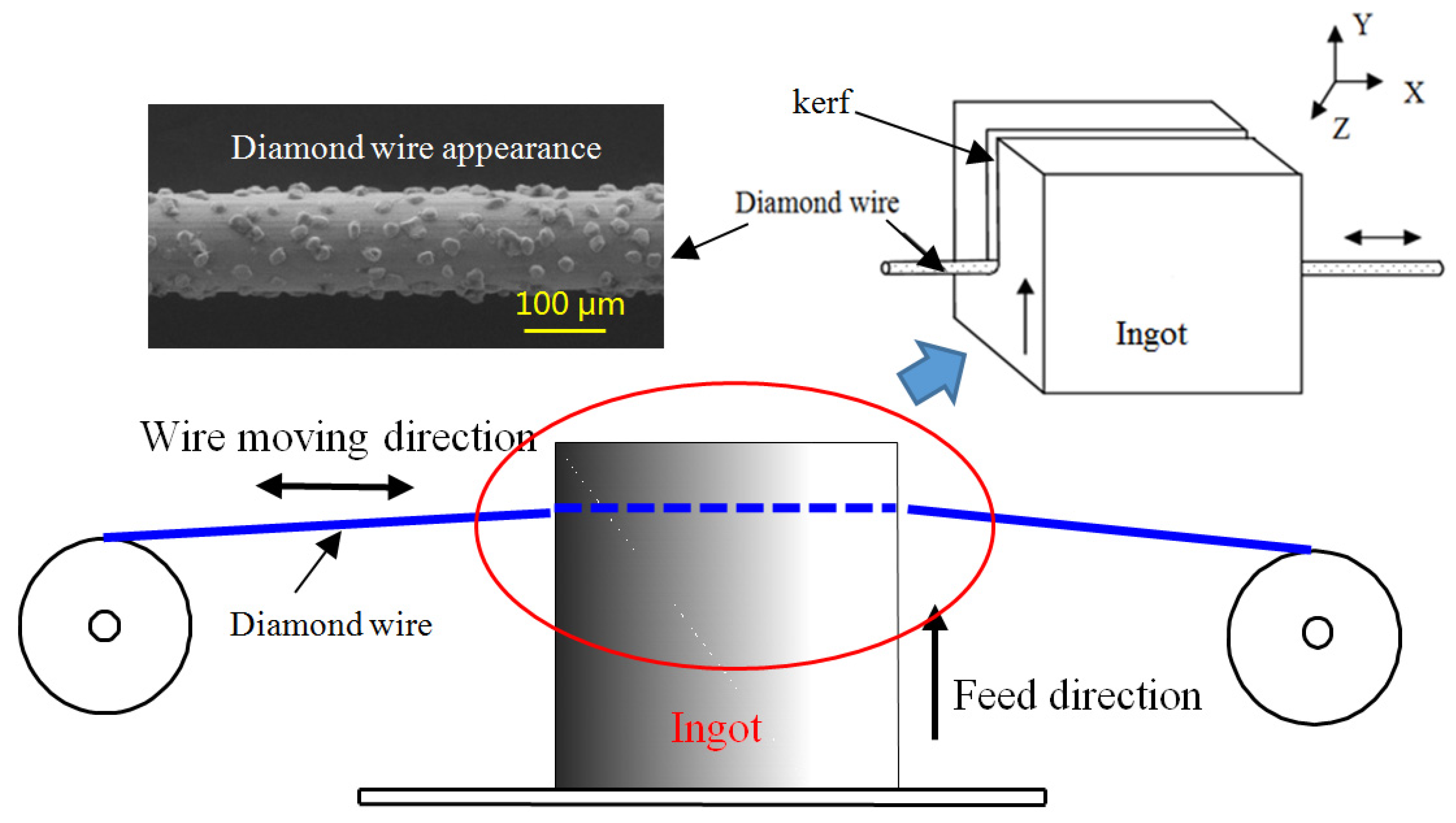
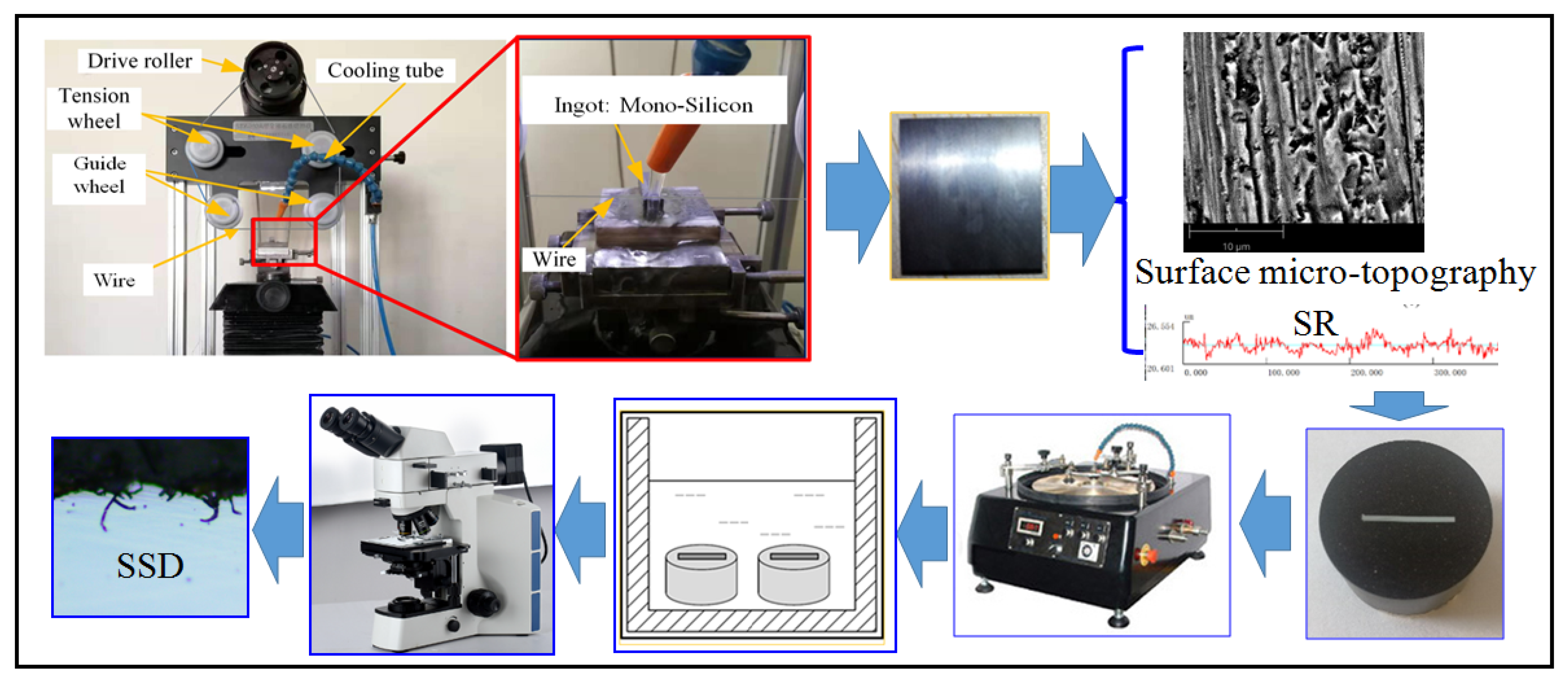
4. Sawing Experiment
5. Results and Discussion
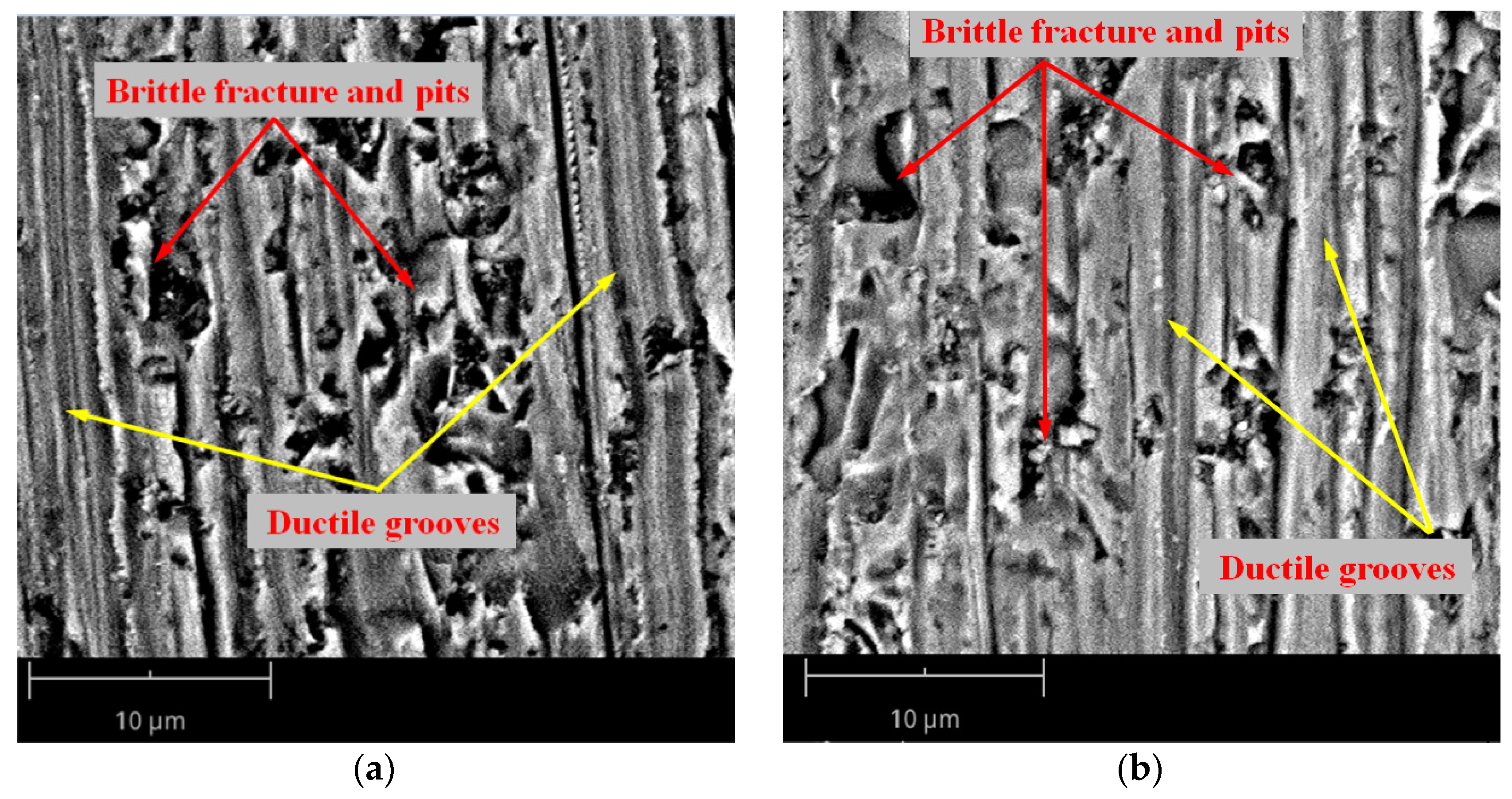
5.1. Surface Micromorphology and SSD of As-Sawn Cut Silicon Wafers
5.2. Prediction of SSD of As-Sawn Cut Silicon Wafers
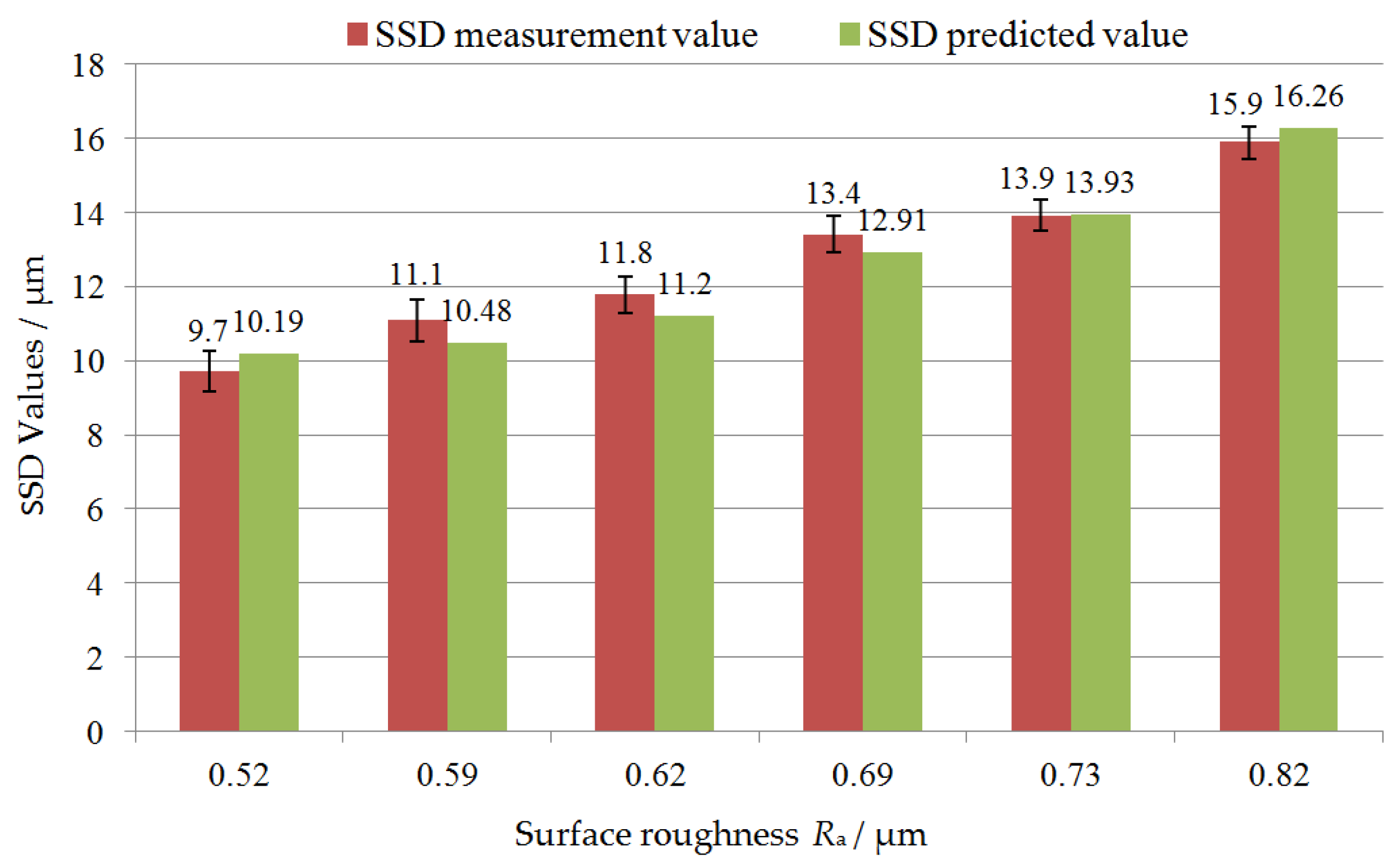
5.3. Experimental Results and Theoretical Model Validation
6. Conclusions
- (1)
- A decrease in wire speed and an increase in feed speed result in an increase in SR and SSD of silicon wafers.
- (2)
- When cutting mono-Si with a diamond wire saw, there is a non-linear increasing relationship between the SSD and the SR of the silicon wafer, and the larger the SR value, the deeper the SSD.
- (3)
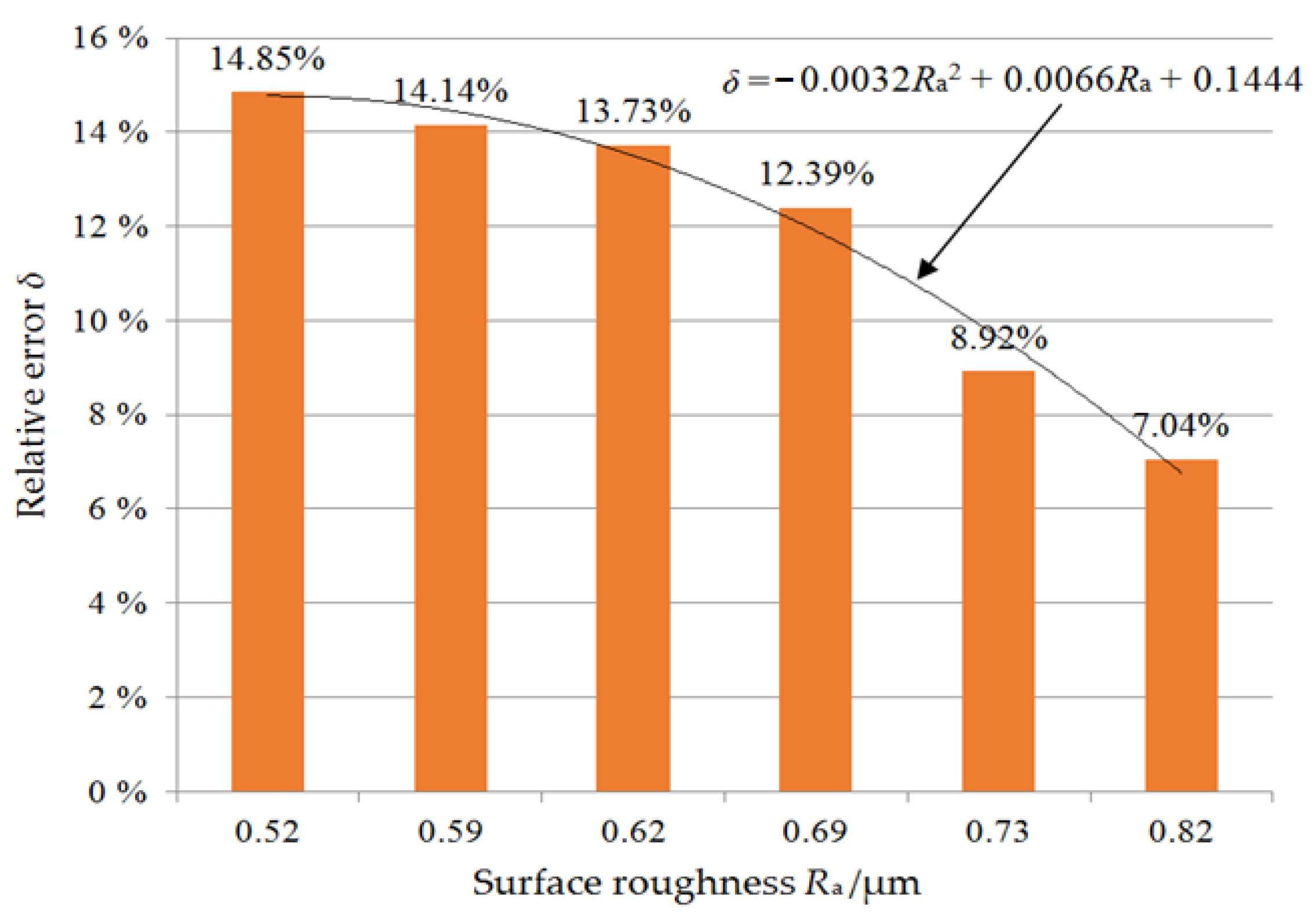
- The theoretical prediction value of SSD is in good agreement with the experimental measurement results. The larger the SR value of the as-sawn silicon wafer, the smaller the relative error of the SSD. The relationship between SSD and Ra has been further refined by adding a coefficient considering the influence of material ductile regime removal on Ra values when cutting mono-Si along the (111) crystal plane, so the improved relationship is SSD = 21.179 Ra4/3. Then the predicted SSD value is closer to the experimental measurement value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sefene, E.; Chen, C. Multi-Objective Optimization of Energy Consumption, Surface Roughness, and Material Removal Rate in Diamond Wire Sawing for Monocrystalline Silicon Wafer. Int. J. Adv. Manuf. Technol. 2023, 129, 2563–2576. [Google Scholar] [CrossRef]
- Sekhar, H.; Fukuda, T.; Tanahashi, K.; Shirasawa, K.; Takato, H.; Ohkubo, K.; Ono, H.; Sampei, Y.; Kobayashi, T. The impact of subsurface damage on the fracture strength of diamond-wire-sawn monocrystalline silicon wafers. Jpn. J. Appl. Phys. 2018, 57, 08RB08. [Google Scholar] [CrossRef]
- Gao, Y.; Chen, Y.; Ge, P.; Zhang, L.; Bi, W. Study on the Subsurface Microcrack Damage Depth in Electroplated Diamond Wire Saw Slicing Sic Crystal. Ceram. Int. 2018, 44, 22927–22934. [Google Scholar] [CrossRef]
- Zhu, Z.; Gao, Y.; Zhang, X. Study on Subsurface Microcrack Damage Depth of Diamond Wire As-Sawn Sapphire Crystal Wafers. Eng. Fract. Mech. 2023, 28, 109347. [Google Scholar] [CrossRef]
- Kim, D.; Kim, H.; Lee, S.; Jeong, H. Effect of Initial Deflection of Diamond Wire on Thickness Variation of Sapphire Wafer in Multi-Wire Saw. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 117–121. [Google Scholar] [CrossRef]
- Amirsharafi, A.; Noroozi, M.; Sereshki, F. Investigation of Cutting Rate of Diamond Wire Saw Machine Using Numerical Modeling. Rock. Mech. Rock. Eng. 2023, 56, 7301–7314. [Google Scholar] [CrossRef]
- Chung, C.; Tsay, G.; Tsai, M. Distribution of Diamond Grains in Fixed Abrasive Wire Sawing Process. Int. J. Adv. Manuf. Technol. 2014, 73, 1485–1494. [Google Scholar] [CrossRef]
- Yin, S.; Xiao, H.; Wu, H.; Wang, C.; Cheung, C. Image-processing-based Model for the Characterization of Surface Roughness and Subsurface Damage of Silicon Wafer in Diamond Wire Sawing. Precis. Eng. 2022, 77, 263–274. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y. Experiment and Theoretical Prediction for Subsurface Microcracks and Damage Depth of Multi-Crystalline Silicon Wafer in Diamond Wire Sawing. Eng. Fract. Mech. 2022, 266, 108391–108412. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Esmaeilzare, A. Experimentally Validated Finite Element Analysis for Evaluating Subsurface Damage Depth in Glass Grinding Using Johnson-Holmquist Model. Int. J. Precis. Eng. Manuf. 2017, 18, 1841–1847. [Google Scholar] [CrossRef]
- Florian, W.; Meinhard, K.; Michael, B.; Stephan, S. Experimental and Numerical Analysis of Scratching Induced Damage during Diamond Wire Sawing of Silicon. Wear 2020, 454–455, 203328. [Google Scholar] [CrossRef]
- Florian, W.; Meinhard, K.; Michael, B.; Stephan, S. A Material Removal Coefficient for Diamond Wire Sawing of Silicon. Wear 2022, 504–505, 204400. [Google Scholar] [CrossRef]
- Li, S.; Wang, Z.; Wu, Y. Relationship between Subsurface Damage and Surface Roughness of Optical Materials in Grinding and Lapping Processes. J. Mater. Process. Tech. 2008, 205, 34–41. [Google Scholar] [CrossRef]
- Esmaeilzare, A.; Rahimi, A.; Rezaei, S. Investigation of Subsurface Damages and Surface Roughness in Grinding Process of Zerodur Glass–Ceramic. Appl. Surf. Sci. 2014, 313, 67–75. [Google Scholar] [CrossRef]
- Leys, A.; Hull, T.; Carré, A.; Westerhoff, T. Correlation of Subsurface Damage and Surface Roughness on Zerodur Ground Surfaces by Using Rotation Table Peripheral Grinding Process. In Proceedings of the International Conference on Space Optics-ICSO, Online, 30 March–2 April 2020. [Google Scholar] [CrossRef]
- Blaineau, P.; Laheurte, R.; Darnis, P.; Darbois, N.; Cahuc, O.; Neauport, J. Relationships between Subsurface Damage Depth and Surface Roughness of Grinded Glass Optics. In Proceedings of the SPIE Conference on Optifab, Rochester, NY, USA, 14–17 October 2013. [Google Scholar] [CrossRef]
- Jiang, C.; Cheng, J.; Wu, T. Theoretical Model of Brittle Material Removal Fraction Related to Surface Roughness and Subsurface Damage Depth of Optical Glass during Precision Grinding. Precis. Eng. 2017, 49, 421–427. [Google Scholar] [CrossRef]
- Blaineau, P.; Laheurte, R.; Darnis, P.; Darbois, N.; Cahuc, O.; Neauport, J. Relations between Subsurface Damage Depth and Surface Roughness of Grinded Fused Silica. Opt. Express 2013, 21, 30433. [Google Scholar] [CrossRef] [PubMed]
- Xiao, H.; Chen, Z.; Wang, H.; Wang, J.; Hu, N. Effect of Grinding Parameters on Surface Roughness and Subsurface Damage and Their Evaluation in Fused Silica. Opt. Express 2018, 26, 4638. [Google Scholar] [CrossRef]
- Lambropoulos, J.; Jacobs, S.; Ruchman, J. Material Removal Mechanisms from Grinding to Polishing. Ceram. Trans. 1999, 102, 113–128. [Google Scholar]
- Marshall, D.; Lawn, B.; Evans, G. Elastic/Plastic Indentation Damage in Ceramics: The Lateral Crack System. J. Am. Ceram. Soc. 1982, 65, 561–566. [Google Scholar] [CrossRef]
- Conway, C.; Kirchner, H. The Mechanics of Crack Initiation and Propagation beneath a Moving Sharp Indentor. J. Mater. Sci. 1980, 15, 2879–2883. [Google Scholar] [CrossRef]
- Mahmoud, T.; Tamaki, J.; Yan, J. Three-Dimensional Shape Modeling of Diamond Abrasive Grains Measured by a Scanning Laser Microscope. Key Eng. Mater. 2003, 238–239, 131–136. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Wire Speed vs. (m/min) | Feed Speed Vw (mm/min) |
|---|---|---|
| 1 | 78 | 0.18 |
| 2 | 78 | 0.36 |
| 3 | 78 | 0.54 |
| 4 | 48 | 0.18 |
| 5 | 48 | 0.36 |
| 6 | 48 | 0.54 |
| No. | Wire Speed Vs (m/min) | Feed Speed Vw (mm/min) | SR Ra (μm) | SSD (μm) | Relative Error between Predicted and Experimental Values | |
|---|---|---|---|---|---|---|
| Measured Values | Predicted Values | (%) | ||||
| 1 | 78 | 0.18 | 0.53 | 9.7 | 8.26 | 14.85% |
| 2 | 78 | 0.36 | 0.62 | 11.8 | 10.18 | 13.73% |
| 3 | 78 | 0.54 | 0.69 | 13.4 | 11.74 | 12.39% |
| 4 | 48 | 0.18 | 0.59 | 11.1 | 9.53 | 14.14% |
| 5 | 48 | 0.36 | 0.73 | 13.9 | 12.66 | 8.92% |
| 6 | 48 | 0.54 | 0.82 | 15.9 | 14.78 | 7.04% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Gao, Y.; Yang, C. Prediction of Subsurface Microcrack Damage Depth Based on Surface Roughness in Diamond Wire Sawing of Monocrystalline Silicon. Materials 2024, 17, 553. https://doi.org/10.3390/ma17030553
Wang K, Gao Y, Yang C. Prediction of Subsurface Microcrack Damage Depth Based on Surface Roughness in Diamond Wire Sawing of Monocrystalline Silicon. Materials. 2024; 17(3):553. https://doi.org/10.3390/ma17030553
Chicago/Turabian StyleWang, Keying, Yufei Gao, and Chunfeng Yang. 2024. "Prediction of Subsurface Microcrack Damage Depth Based on Surface Roughness in Diamond Wire Sawing of Monocrystalline Silicon" Materials 17, no. 3: 553. https://doi.org/10.3390/ma17030553
APA StyleWang, K., Gao, Y., & Yang, C. (2024). Prediction of Subsurface Microcrack Damage Depth Based on Surface Roughness in Diamond Wire Sawing of Monocrystalline Silicon. Materials, 17(3), 553. https://doi.org/10.3390/ma17030553