




Study on Springback Behavior in Hydroforming of Micro Channels for a Metal Bipolar Plate


 , ,
, , 

Abstract
1. Introduction
2. Materials and Methods
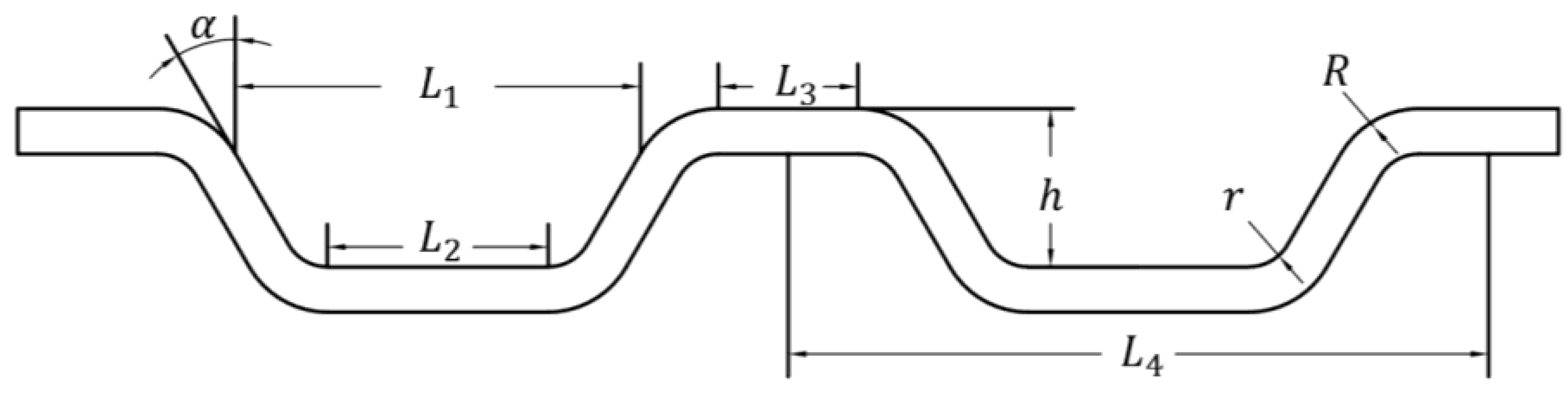
2.1. Research Objectives
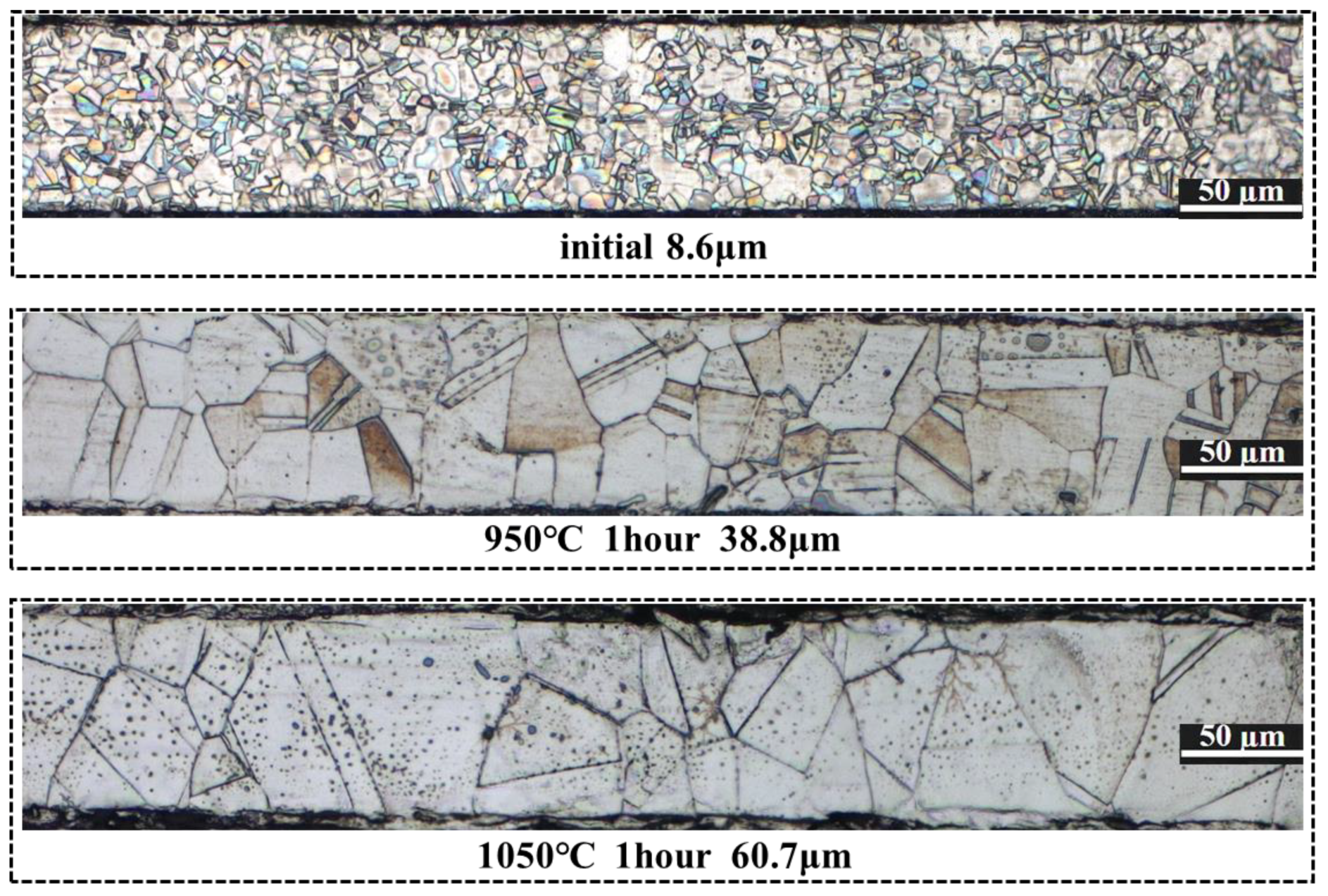
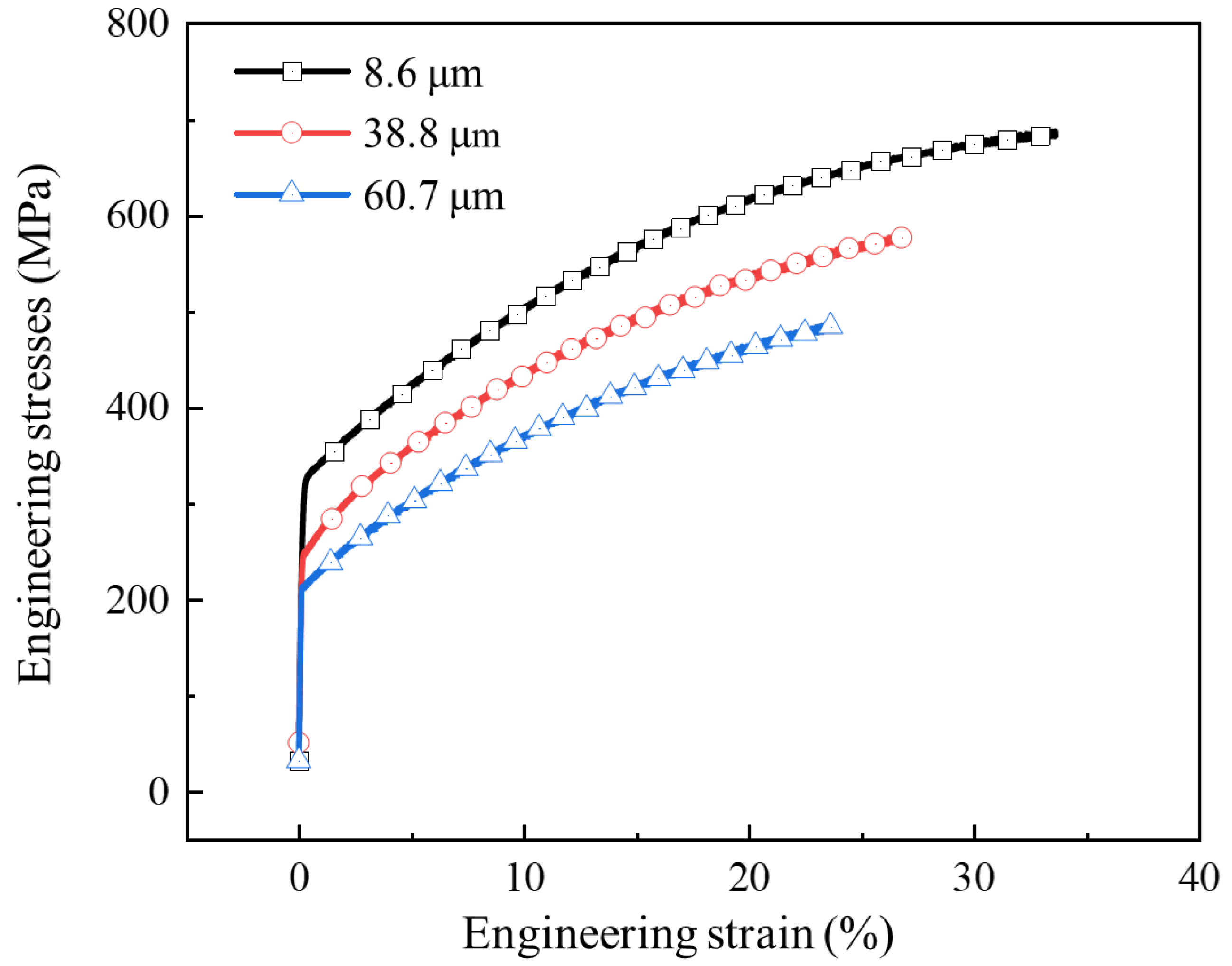
2.2. Experimental Materials
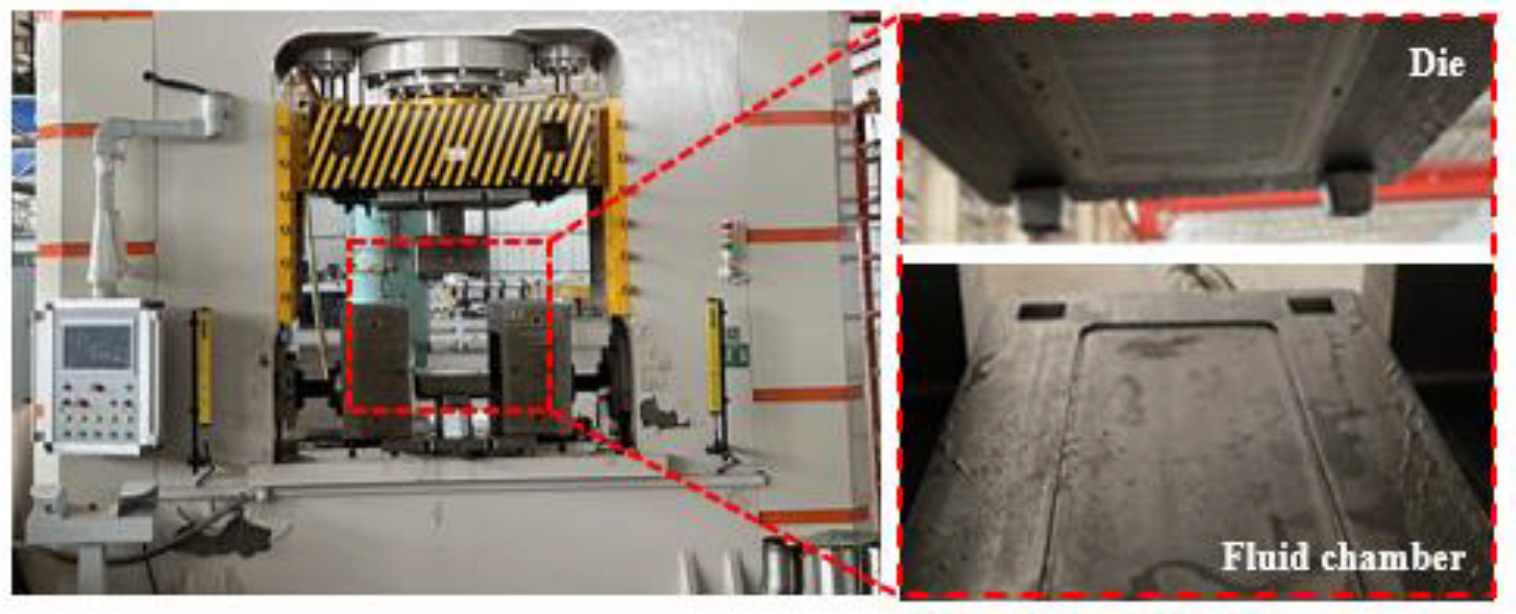
2.3. Experimental Equipment
2.4. Finite Element Model
2.5. Finite Element Model Accuracy Verification
3. Results
3.1. Springback Behaviors Under Different Degrees of Deformation
3.2. Springback Analysis Under Different Degrees of Deformation
3.3. Effect of Grain Size on Forming and Springback
4. Application of Deformation Behavior and Springback Law
5. Conclusions
- (1)
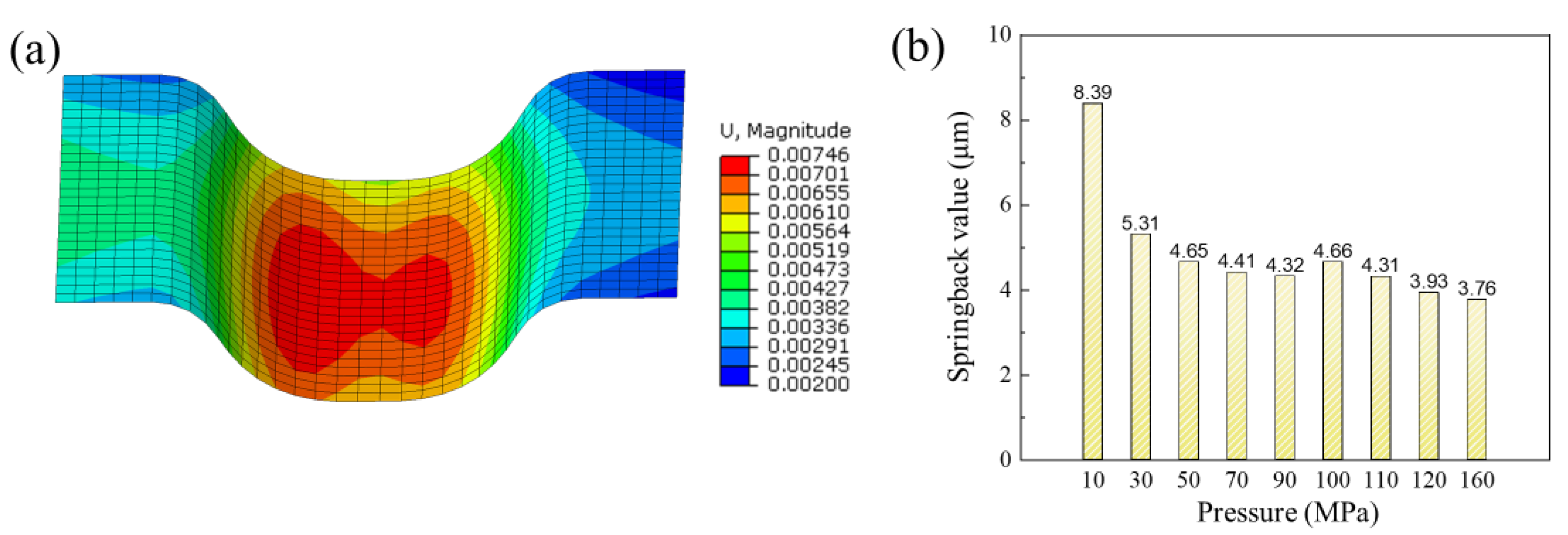
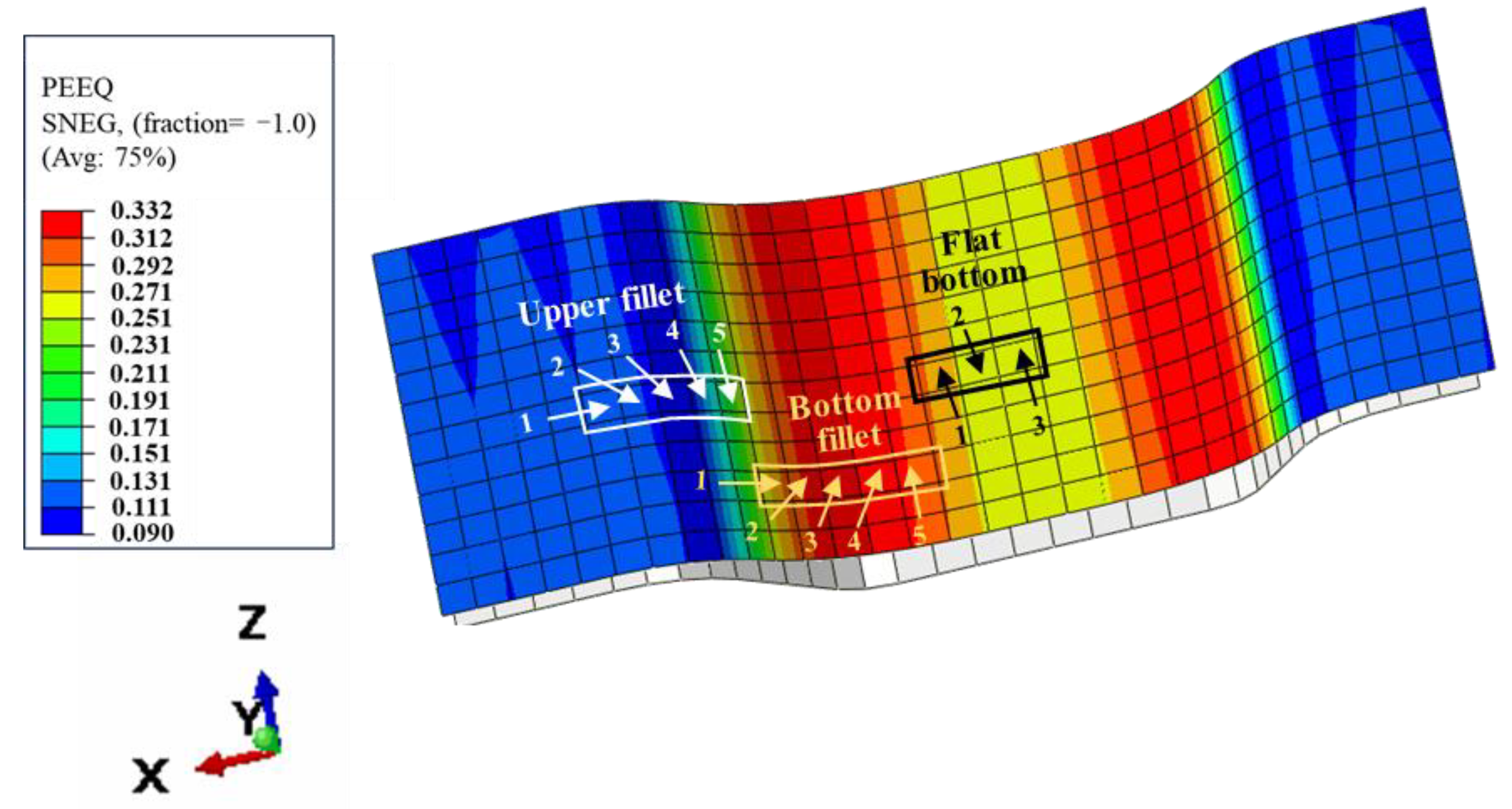
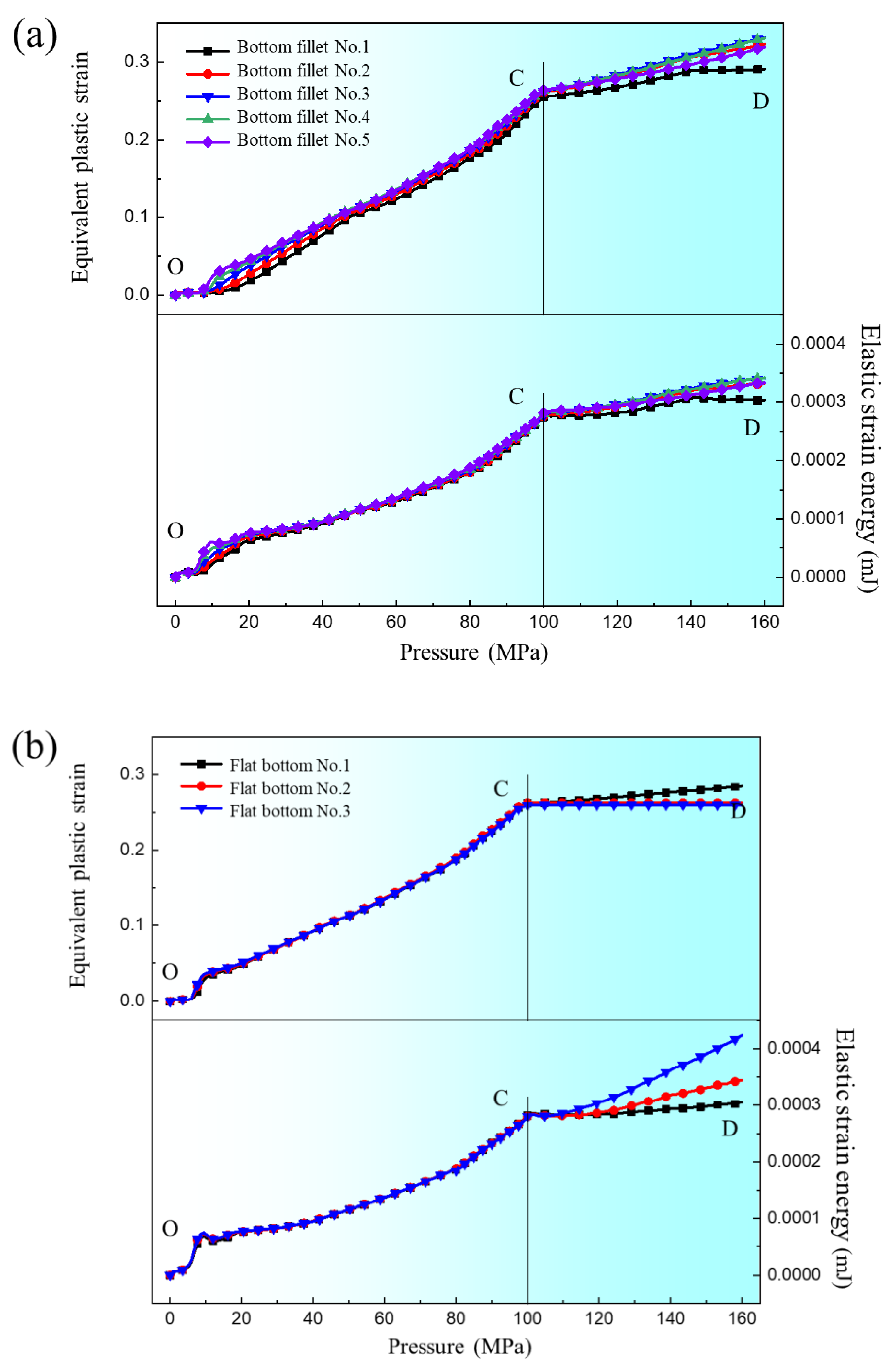
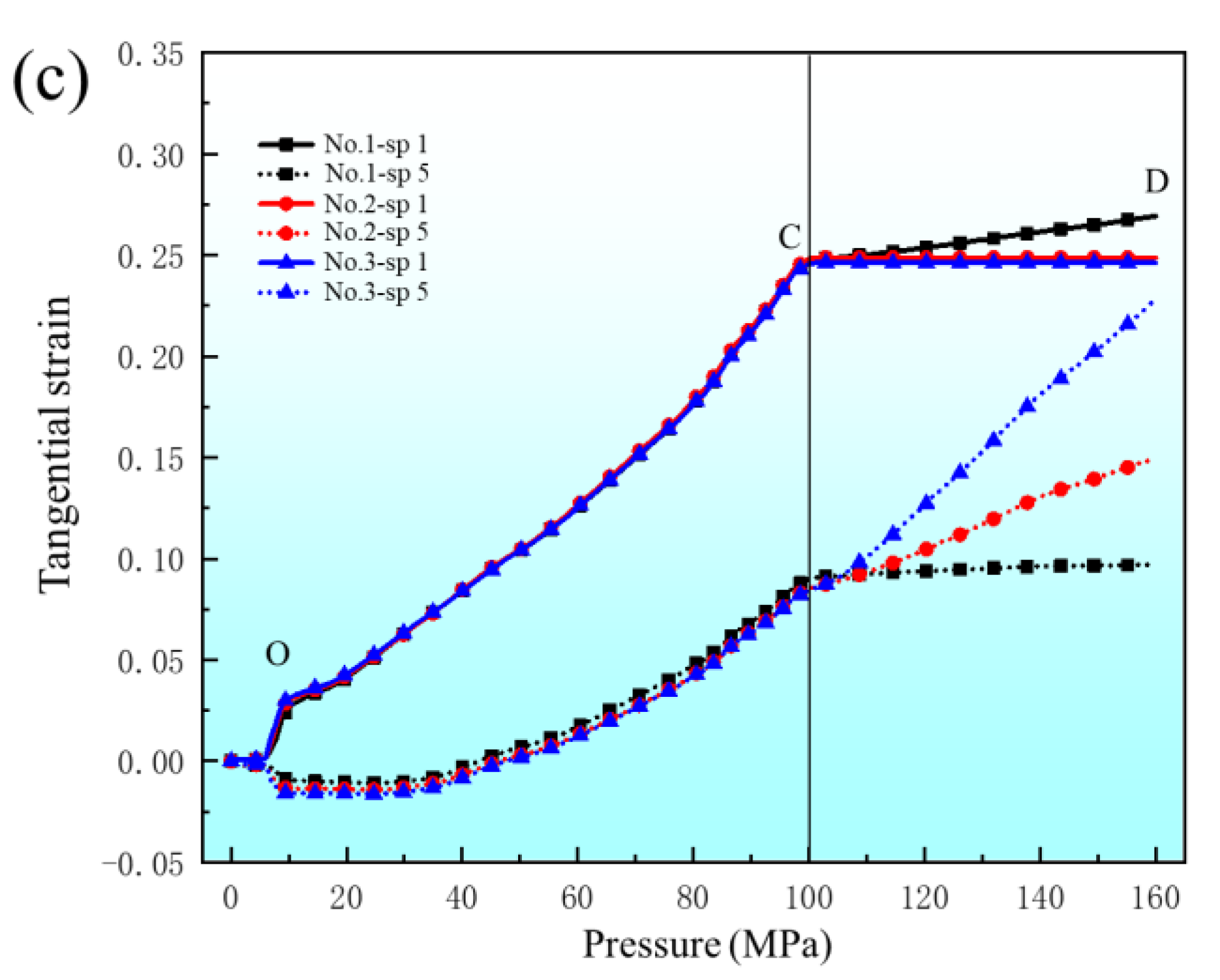
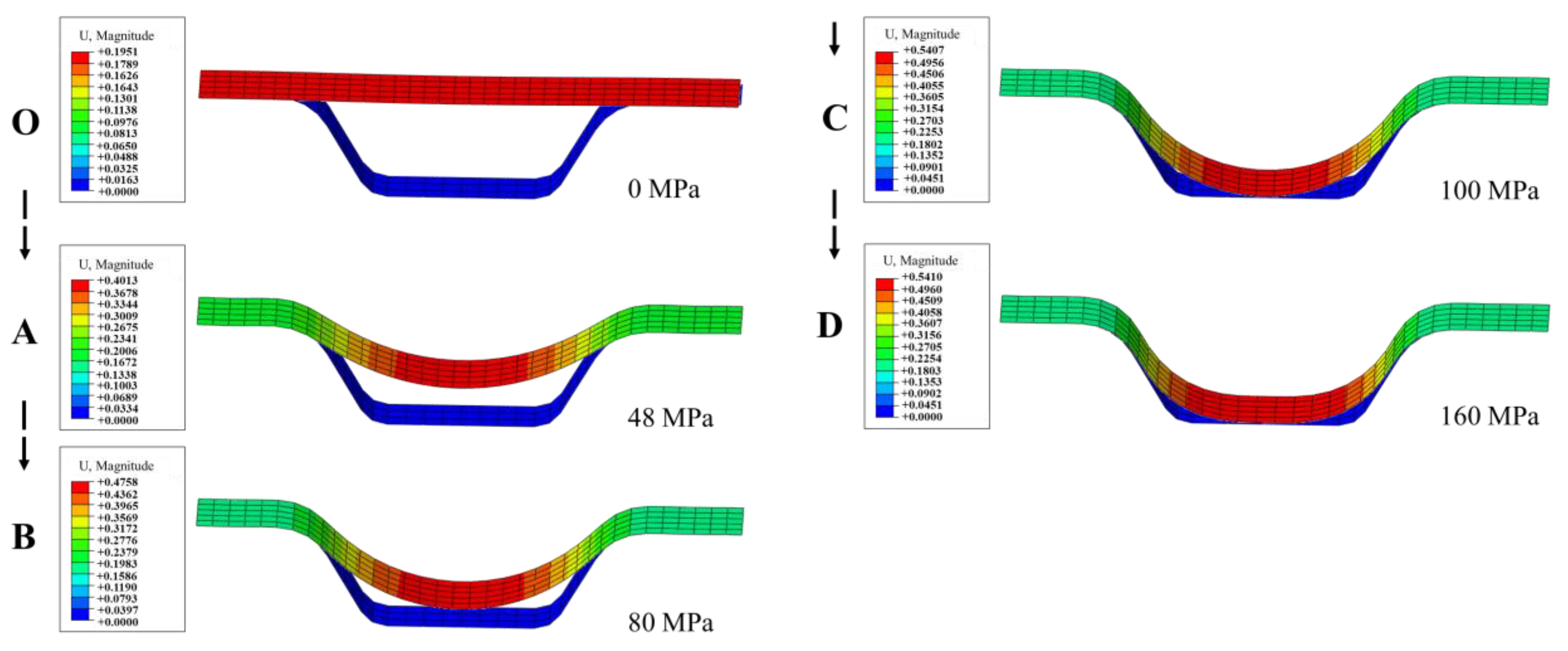
- With increasing forming pressure, the degree of deformation increases, and the springback value initially decreases, followed by an increase, but then again decreases. In the early segment of deformation (pressure < 80 MPa), the plastic deformation of the bipolar plate increases while the proportion of elastic strain decreases; in the middle segment of deformation (80 MPa < pressure < 100 MPa), the deformation of the lower element of the upper fillet is uniform with more elastic regions; in the later segment of deformation (pressure > 100 MPa), the deformation of the upper fillet and the bottom of the channel is basically completed, and the elastic strain proportion of the bottom fillet becomes lower and lower as deformation continues.
- (2)
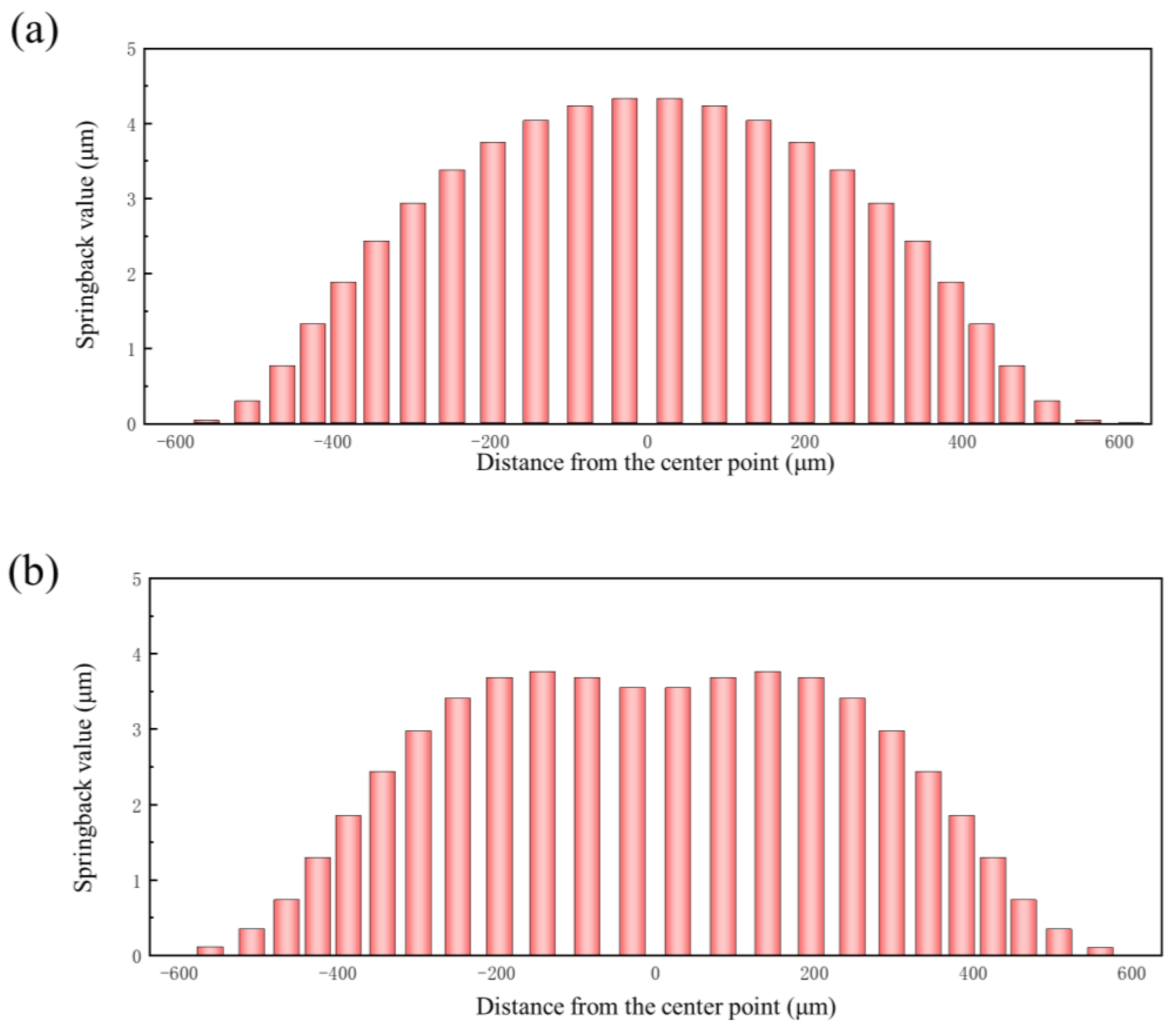
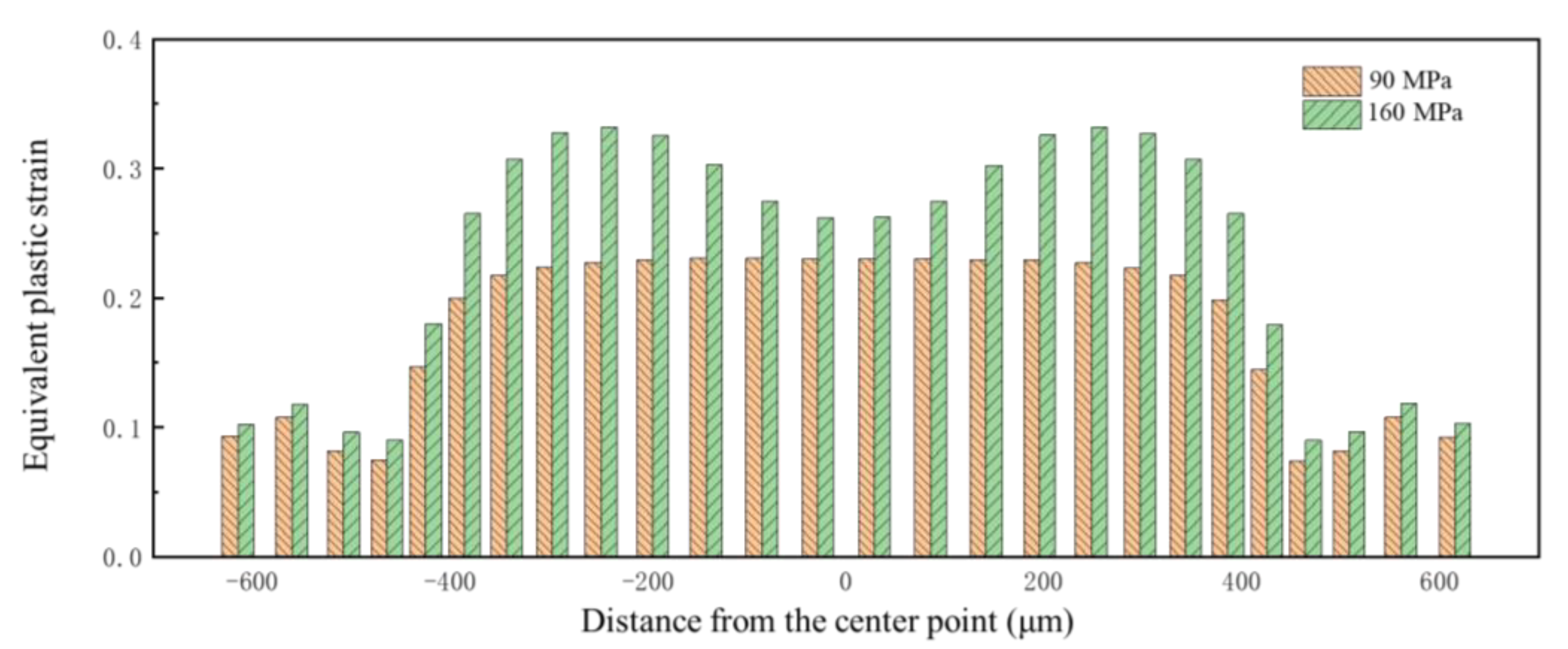
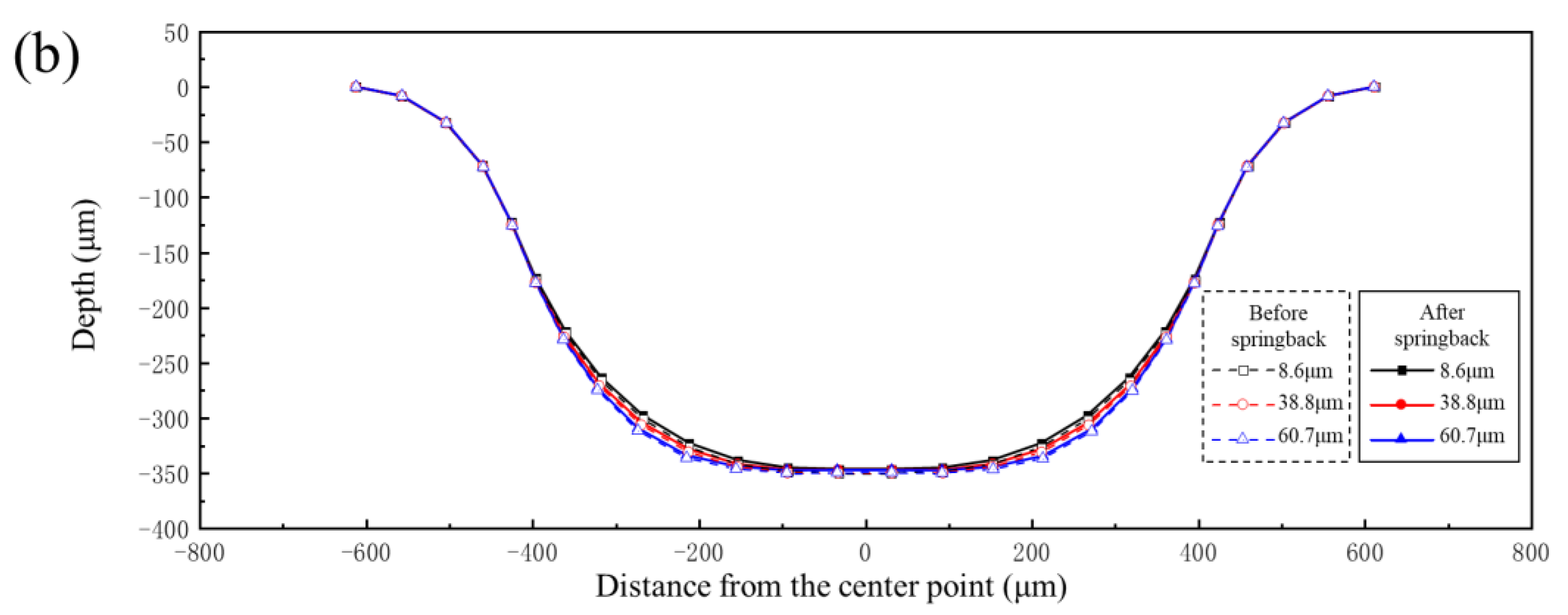
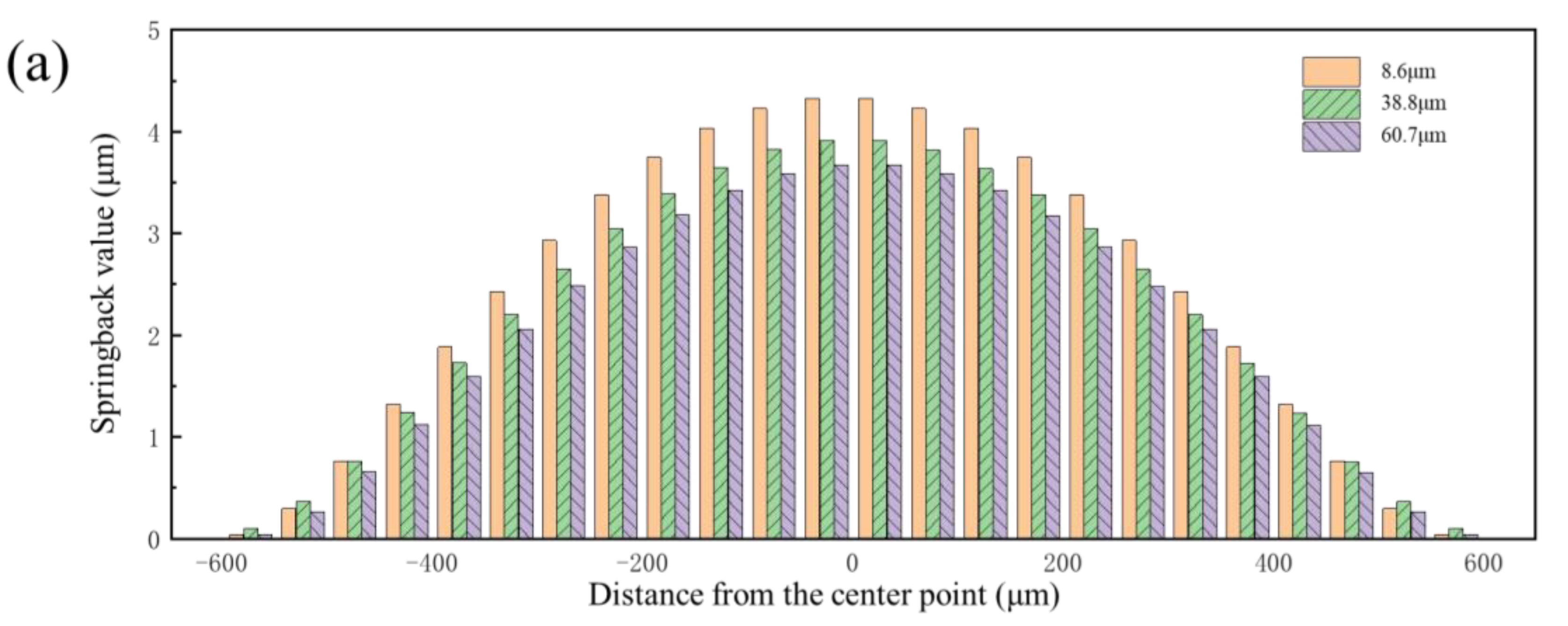
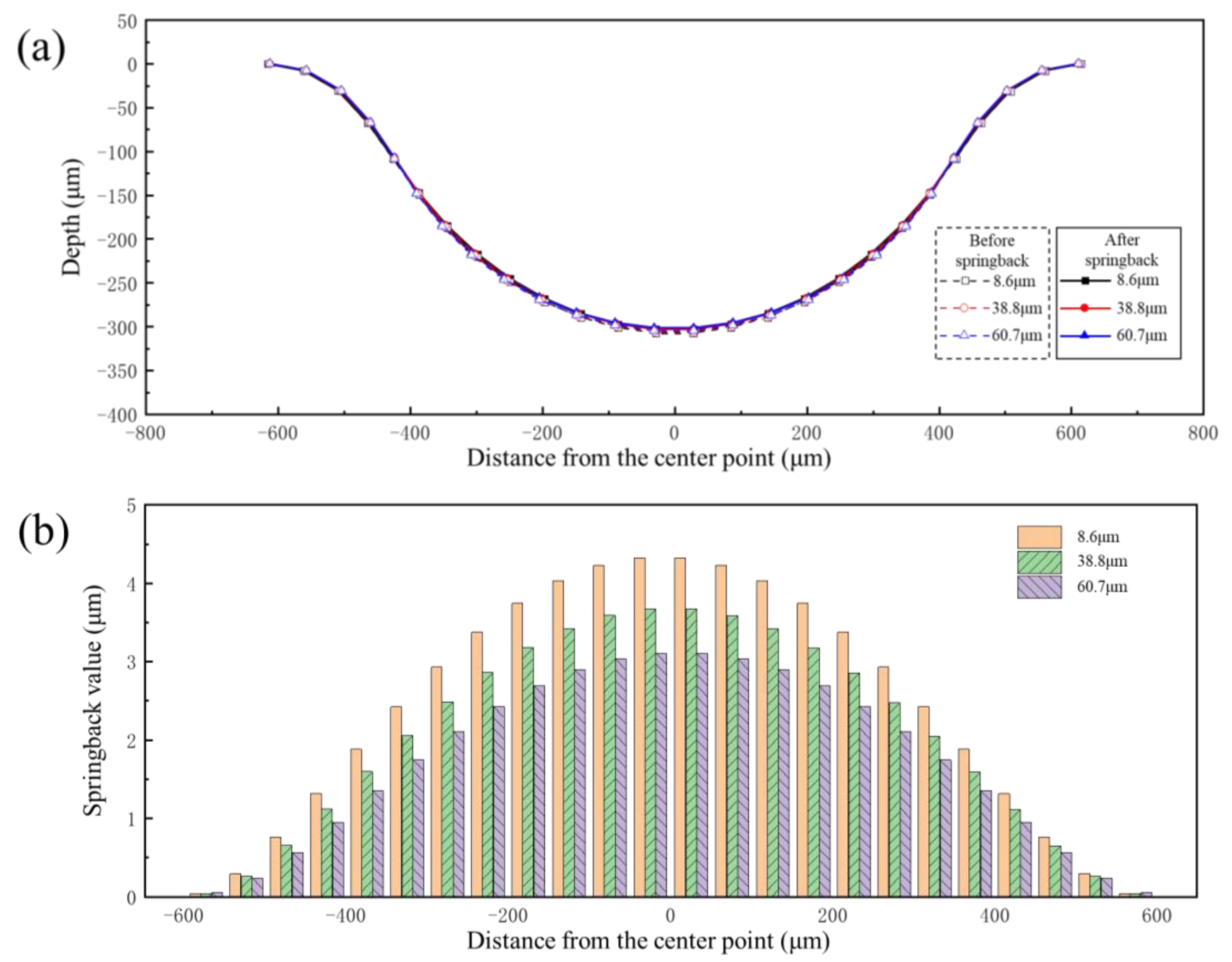
- The location of maximum springback is different when the bottom of the bipolar plate is attached to the die or not attached to the die. When the deformation of the bipolar plate does not reach the extent of attaching to the bottom of the die, the springback value gradually decreases from the center of the bottom towards the sides; when the deformation of the bipolar plate is enough for the bottom of the bipolar plate to attach to the die, the springback value distribution along the cross-section becomes “M”-shaped.
- (3)
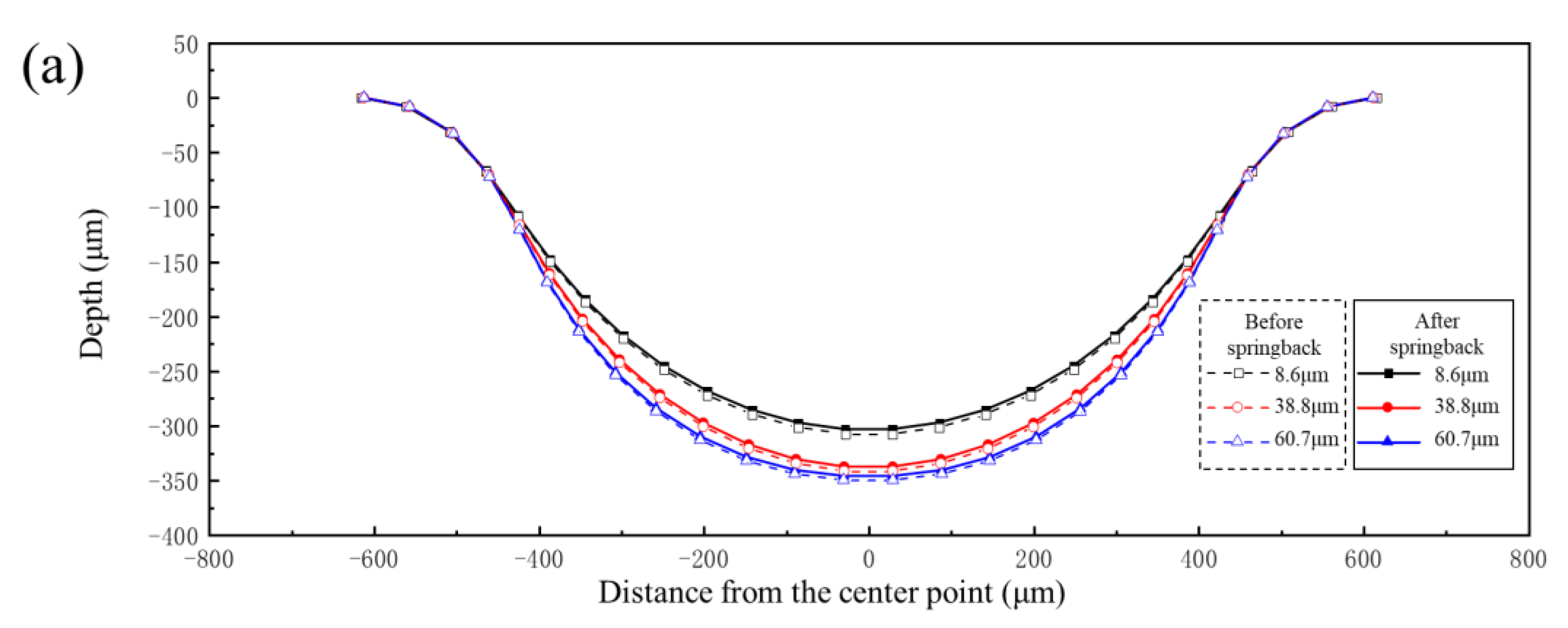
- Under the same loading conditions, sheets with larger grain sizes exhibit better forming performance. The forming depth of the bipolar plates was 303 μm, 337 μm and 347 μm for grain sizes of 8.6 μm, 38.8 μm and 60.7 μm, respectively, under pressures of 90 MPa. Sheets with smaller grain sizes exhibit greater resistance to deformation and are less conducive to plastic deformation.
- (4)
- Under the same degree of deformation, the springback value decreases with increasing grain size. The reason for this phenomenon is that sheets with larger grain sizes have fewer grain boundaries and dislocations, which means reduced stress concentration within the grains and thus a decreased tendency for springback.
- (5)
- The grain size has great influence on the forming quality of the bipolar plate. In future work, the springback behavior, thickness distribution, surface roughness and corrosion resistance of plates with different grain sizes should be the focus of research, and it is also necessary to study the deformation behavior of different materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hassan, Q.; Sameen, A.Z.; Olapade, O.; Alghoul, M.; Salman, H.M.; Jaszczur, M. Hydrogen fuel as an important element of the energy storage needs for future smart cities. Int. J. Hydrogen Energy 2023, 48, 30247–30262. [Google Scholar] [CrossRef]
- Aminudin, M.A.; Kamarudin, S.K.; Lim, B.H.; Majilan, E.; Masdar, M.; Shaari, N. An overview: Current progress on hydrogen fuel cell vehicles. Int. J. Hydrogen Energy 2023, 48, 4371–4388. [Google Scholar] [CrossRef]
- Fan, L.; Tu, Z.; Chan, S.H. Recent development of hydrogen and fuel cell technologies: A review. Energy Rep. 2021, 7, 8421–8446. [Google Scholar] [CrossRef]
- Celik, S.; Timurkutluk, B.; Aydin, U.; Yagiz, M. Development of titanium bipolar plates fabricated by additive manufacturing for PEM fuel cells in electric vehicles. Int. J. Hydrogen Energy 2022, 47, 37956–37966. [Google Scholar] [CrossRef]
- Wu, S.; Yang, W.; Yan, H.; Zuo, X.; Cao, Z.; Li, H.; Shi, M.; Chen, H. A review of modified metal bipolar plates for proton exchange membrane fuel cells. Int. J. Hydrogen Energy 2021, 46, 8672–8701. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, C.; Ling, C.Y.; Han, M.; Yong, R.-Y.; Sun, D.; Chen, J. Review on current research of materials, fabrication and application for bipolar plate in proton exchange membrane fuel cell. Int. J. Hydrogen Energy 2020, 45, 29832–29847. [Google Scholar] [CrossRef]
- Gautam, R.K.; Banerjee, S.; Kar, K.K. Bipolar plate materials for proton exchange membrane fuel cell application. Recent Pat. Mater. Sci. 2015, 8, 15–45. [Google Scholar] [CrossRef]
- Weng, F.B.; Dlamini, M.M.; Chen, C.H. Review on Proton Exchange Membrane Fuel Cell’s Metallic Bipolar Plate Fabrication Challenges. Int. J. Electrochem. Sci. 2022, 17, 22052. [Google Scholar] [CrossRef]
- Wilberforce, T.; Ijaodola, O.; Baroutaji, A.; Ogungbemi, E.; Olabi, A.G. Effect of bipolar plate material on proton exchange membrane fuel cell performance. Energies 2022, 15, 1886. [Google Scholar] [CrossRef]
- Xiong, K.; Wu, W.; Wang, S.; Zhang, L. Modeling, design, materials and fabrication of bipolar plates for proton exchange membrane fuel cell: A review. Appl. Energy 2021, 301, 117443. [Google Scholar] [CrossRef]
- Xu, Z.; Qiu, D.; Yi, P.; Peng, L.; Lai, X. Towards mass applications: A review on the challenges and developments in metallic bipolar plates for PEMFC. Prog. Nat. Sci. Mater. Int. 2020, 30, 815–824. [Google Scholar] [CrossRef]
- Park, W.T.; Jin, C.K.; Kang, C.G. Improving channel depth of stainless steel bipolar plate in fuel cell using process parameters of stamping. Int. J. Adv. Manuf. Technol. 2016, 87, 1677–1684. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Peng, L.; Zhang, R.; Jiang, T. Fabrication of micro channels for titanium PEMFC bipolar plates by multistage forming process. Int. J. Hydrogen Energy 2021, 46, 11092–11103. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, D.; Fu, H.; Huang, K. Investigation of stamping process of metallic bipolar plates in PEM fuel cell-Numerical simulation and experiments. Int. J. Hydrogen Energy 2014, 39, 13770–13776. [Google Scholar] [CrossRef]
- Lan, S.; Xu, Z.; Jiang, T.; Peng, L. Thin metallic wave-like channel bipolar plates for proton exchange membrane fuel cells: Deformation behavior, formability analysis and process design. J. Power Sources 2019, 444, 227217. [Google Scholar]
- Zhu, C.; Xu, J.; Yu, H.; Shan, D.; Guo, B. Hybrid forming process combining electromagnetic and quasi-static forming of ultra-thin titanium sheets: Formability and mechanism. Int. J. Mach. Tools Manuf. 2022, 180, 10392. [Google Scholar] [CrossRef]
- Kolahdooz, R.; Asghari, S.; Rashid-Nadimi, S.; Amirfazli, A. Integration of finite element analysis and design of experiment for the investigation of critical factors in rubber pad forming of metallic bipolar plates for PEM fuel cells. Int. J. Hydrogen Energy 2017, 42, 575–589. [Google Scholar] [CrossRef]
- Wang, C.; Xue, S.; Chen, G.; Cui, L.; Zhang, P. Investigation on formability of bipolar plates during flexible micro forming of Cu/Ni clad foils. J. Manuf. Process. 2020, 53, 293–303. [Google Scholar] [CrossRef]
- Jin, C.K.; Lee, K.H.; Kang, C.G. Performance and characteristics of titanium nitride, chromium nitride, multi-coated stainless steel 304 bipolar plates fabricated through a rubber forming process. Int. J. Hydrogen Energy 2015, 40, 6681–6688. [Google Scholar] [CrossRef]
- Elyasi, M.; Khatir, F.A.; Hosseinzadeh, M. Manufacturing metallic bipolar plate fuel cells through rubber pad forming process. Int. J. Adv. Manuf. Technol. 2017, 89, 3257–3269. [Google Scholar] [CrossRef]
- Peng, L.; Hu, P.; Lai, X.; Mei, D.; Ni, J. Investigation of micro/meso sheet soft punch stamping process-simulation and experiments. Mater. Des. 2009, 30, 783–790. [Google Scholar] [CrossRef]
- Liu, Y.; Hua, L. Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by rubber pad forming. J. Power Sources 2010, 195, 3529–3535. [Google Scholar] [CrossRef]
- Abeyrathna, B.; Zhang, P.; Pereira, M.P.; Wilkosz, D.; Weiss, M. Micro-roll forming of stainless steel bipolar plates for fuel cells. Int. J. Hydrogen Energy 2019, 44, 3861–3875. [Google Scholar] [CrossRef]
- Bauer, A.; Härtel, S.; Awiszus, B. Manufacturing of metallic bipolar plate channels by rolling. J. Manuf. Mater. Process. 2019, 3, 48. [Google Scholar] [CrossRef]
- Zhang, P.; Pereira, M.; Rolfe, B.; Daniel, W.; Weiss, M. Deformation in micro roll forming of bipolar plate. In Proceedings of the 36th IDDRG Conference—Materials Modelling and Testing for Sheet Metal Forming, Munich, Germany, 2–6 July 2017; Journal of Physics: Conference Series. IOP Publishing: Bristol, UK, 2017; Volume 896, p. 012115. [Google Scholar]
- Mohammadtabar, N.; Bakhshi-Jooybari, M.; Hosseinipour, S.J.; Gorji, A.H. Feasibility study of a double-step hydroforming process for fabrication of fuel cell bipolar plates with slotted interdigitated serpentine flow field. Int. J. Adv. Manuf. Technol. 2016, 85, 765–777. [Google Scholar] [CrossRef]
- Xu, Z.; Peng, L.; Yi, P.; Lai, X. An investigation on the formability of sheet metals in the micro/meso scale hydroforming process. Int. J. Mech. Sci. 2019, 150, 265–276. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, R.; Zeng, Y. Hydroforming rules and quality control parameters analysis for metal bipolar plate. Eng. Fail. Anal. 2022, 132, 105919. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, J.; Li, Y.; Zhang, Y.; Zheng, S.; Zhao, L.; Hu, N. Deformation behavior and scale effects in microchannel hydroforming in ultra-thin TA1/CFRP fuel cell bipolar plates. Compos. Struct. 2024, 339, 118164. [Google Scholar] [CrossRef]
- Belali Owsia, M.; Jamal Hosseinipour, S.; Bakhshi Jooybari, M.; Gorji, A. Forming of metallic bipolar plate with pin-type pattern by using hydroforming process in convex die. Modares Mech. Eng. 2015, 14. [Google Scholar]
- Zhang, P.; Pereira, M.P.; Rolfe, B.F.; Wilkosz, D.E.; Hodgson, P.; Weiss, M. Investigation of material failure in micro-stamping of metallic bipolar plates. J. Manuf. Process. 2022, 73, 54–66. [Google Scholar] [CrossRef]
- Peng, L.; Lai, X. Effect of assembly error of bipolar plate on the contact pressure distribution and stress failure of membrane electrode assembly in proton exchange membrane fuel cell. J. Power Sources 2010, 195, 4213–4221. [Google Scholar]
- Neto, D.M.; Oliveira, M.C.; Santos, A.D.; Alves, J.; Menezes, L. Influence of boundary conditions on the prediction of springback and wrinkling in sheet metal forming. Int. J. Mech. Sci. 2017, 122, 244–254. [Google Scholar] [CrossRef]
- Li, C.; Xu, Z.; Peng, L.; Lai, X. An electric-pulse-assisted stamping process towards springback suppression and precision fabrication of micro channels. Int. J. Mech. Sci. 2022, 218, 107081. [Google Scholar] [CrossRef]
- Wang, J.; Fu, M.; Ran, J. Analysis of the size effect on springback behavior in micro-scaled u-bending process of sheet metals. Adv. Eng. Mater. 2014, 16, 421–432. [Google Scholar] [CrossRef]
- Xu, S.; Li, K.; Wei, Y.; Jiang, W. Numerical investigation of formed residual stresses and the thickness of stainless steel bipolar plate in PEMFC. Int. J. Hydrogen Energy 2016, 41, 6855–6863. [Google Scholar] [CrossRef]
- Chen, T.; Gu, Y.F.; Li, C.P.; Qiao, Y. Stamping and springback of PEMFC metal bipolar plate. Adv. Mater. Res. 2011, 215, 1–4. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | α | h | r | R | ||||
|---|---|---|---|---|---|---|---|---|
| Values | 8.99 | 0.49 | 0.31 | 60 | 0.35 | 0.1 | 0.2 | 1.55 |
| C | Cr | Ni | Mn | Si | Mo | P | S |
|---|---|---|---|---|---|---|---|
| 0.026 | 16.68 | 10.10 | 1.32 | 0.50 | 2.02 | 0.028 | 0.0017 |
| Grain Size (μm) | E (GPa) | v | (MPa) | K (MPa) | n | |
|---|---|---|---|---|---|---|
| 8.6 | 196 | 0.3 | 323 | 1776 | 0.62 | 0.06 |
| 38.8 | 196 | 0.3 | 247 | 1661 | 0.67 | 0.06 |
| 60.7 | 196 | 0.3 | 213 | 1487 | 0.70 | 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, Z.; Xie, W.; Xu, Y.; Li, C.; Xia, L.; Yang, B.; Gao, M.; Song, H.; Zhang, S. Study on Springback Behavior in Hydroforming of Micro Channels for a Metal Bipolar Plate. Materials 2024, 17, 5386. https://doi.org/10.3390/ma17215386
Su Z, Xie W, Xu Y, Li C, Xia L, Yang B, Gao M, Song H, Zhang S. Study on Springback Behavior in Hydroforming of Micro Channels for a Metal Bipolar Plate. Materials. 2024; 17(21):5386. https://doi.org/10.3390/ma17215386
Chicago/Turabian StyleSu, Zonghui, Wenlong Xie, Yong Xu, Changsheng Li, Liangliang Xia, Baocheng Yang, Mingyu Gao, Hongwu Song, and Shihong Zhang. 2024. "Study on Springback Behavior in Hydroforming of Micro Channels for a Metal Bipolar Plate" Materials 17, no. 21: 5386. https://doi.org/10.3390/ma17215386
APA StyleSu, Z., Xie, W., Xu, Y., Li, C., Xia, L., Yang, B., Gao, M., Song, H., & Zhang, S. (2024). Study on Springback Behavior in Hydroforming of Micro Channels for a Metal Bipolar Plate. Materials, 17(21), 5386. https://doi.org/10.3390/ma17215386