
Prediction of the Interface Behavior of a Steel/CFRP Hybrid Part Manufactured by Stamping



Abstract
1. Introduction
2. Materials and Methods
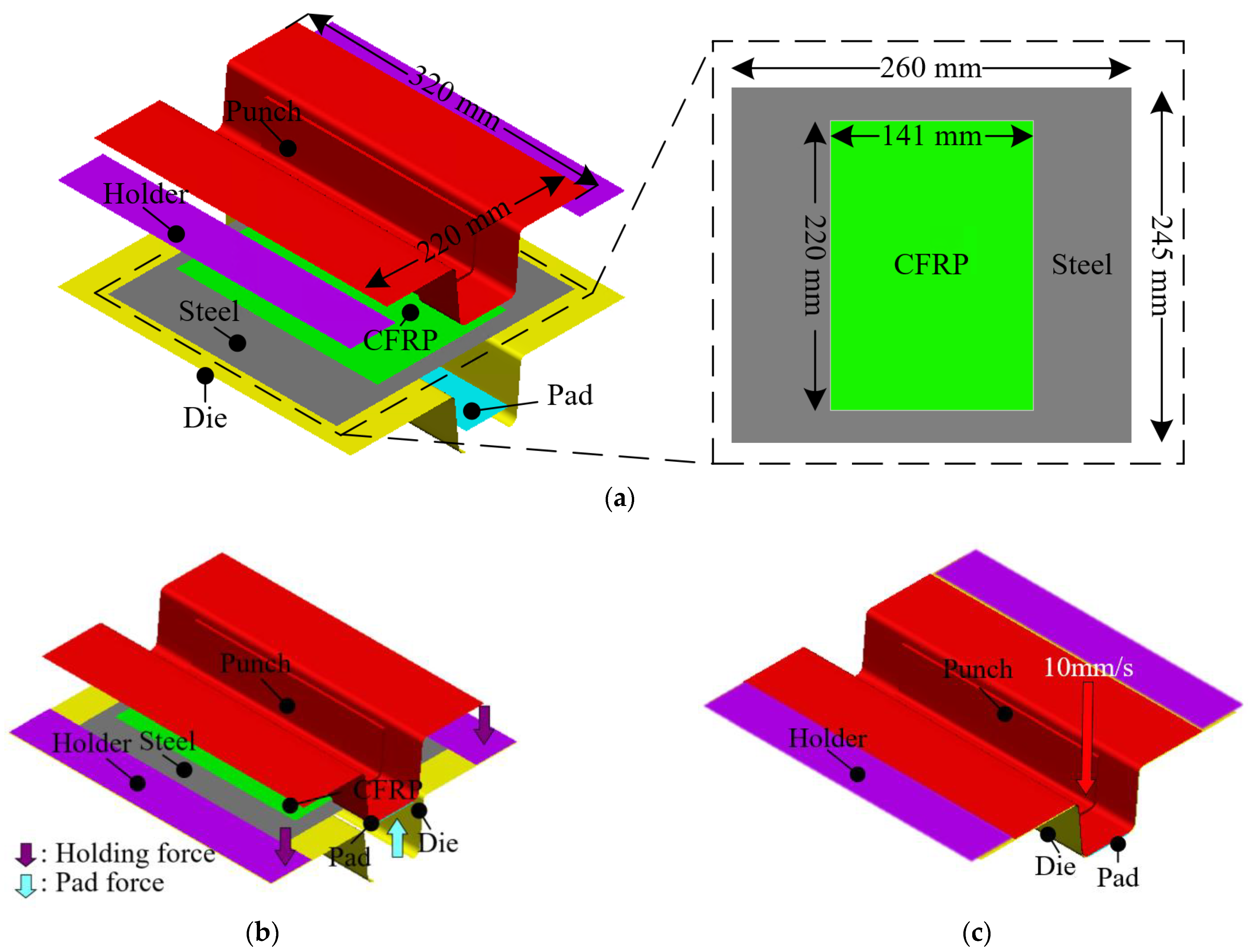
2.1. Stamping Process for Manufacturing the Steel/CFRP Hybrid Part
2.2. Evaluation of the Cohesive Properties at the Bonding Area
3. Prediction of the Interface Behavior of the Steel/CFRP Hybrid Part by Stamping
3.1. Verification of Cohesive Properties by FE Simulation
3.2. Forming Simulation of the Steel/CFRP Hybrid Part
3.3. Spring-Back Simulation of the Hybrid Part
4. Experimental Verifications
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Osama, M.; Waddah, H.; Mohammad, K. Durability and mechanical properties of concrete reinforced with basalt fiber-reinforced polymer (BFRP) bars: Towards sustainable infrastructure. Polymers 2021, 13, 1402. [Google Scholar] [CrossRef]
- Pan, F.; Zhu, P.; Zhang, Y. MetaModel-based lightweight design of B-pillar with TWB structure via support vector regression. Comput. Struct. 2010, 88, 36–44. [Google Scholar] [CrossRef]
- Liu, Q.; Lin, Y.; Zong, Z.; Sun, G.; Li, Q. Lightweight design of carbon twill weave fabric composite body structure for electric vehicle. Compos. Struct. 2013, 97, 231–238. [Google Scholar] [CrossRef]
- Kim, K.S.; Bae, S.Y.; Oh, S.Y.; Seo, M.K.; Kang, C.G.; Park, S.J. Trend of carbon fiber reinforced composites for lightweight vehicles. Elastom. Compos. 2012, 47, 65–74. [Google Scholar] [CrossRef]
- Bastovansky, R.; Smetanka, L.; Kohar, R.; Mishra, R.K.; Petru, M. Comparison of mechanical property simulations with results of limited flexural tests of different multi-layer carbon fiber reinforced polymer composites. Polymers 2024, 16, 1588. [Google Scholar] [CrossRef] [PubMed]
- Ma, Q.; Sun, J.; Gan, X.; Sun, Z. Experiment and modified model for CFRP/steel hybrid tubes under quasi-static transverse loading. Int. J. Crashworthiness 2021, 26, 343–353. [Google Scholar] [CrossRef]
- Kim, D.J.; Lim, J.Y.; Nam, B.G.; Kim, H.J.; Kim, H.S. Design and manufacture of automotive hybrid Steel/Carbon Fiber composite b-pillar component with high crashworthiness. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 8, 547–559. [Google Scholar] [CrossRef]
- Taylor, T.; Penney, D.; Yanagimoto, J. One-step process for press hardened Steel-Carbon Fiber Reinforced Thermoset Polymer hybrid parts. Steel Res. Int. 2020, 91, 2000085. [Google Scholar] [CrossRef]
- Kim, J.H.; Jung, Y.H.; Lambiase, F.; Moon, Y.H.; Ko, D.C. Novel approach toward the forming process of CFRP reinforcement with a hot stamped part by prepreg compression molding. Materials 2022, 15, 4743. [Google Scholar] [CrossRef]
- Lee, M.S.; Kang, C.G. Determination of forming procedure by numerical analysis and investigation of mechanical properties of steel/CFRP hybrid composites with complicated shapes. Compos. Struct. 2017, 164, 118–129. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L.; Polini, W.; Corrado, A. A spring-in analysis of CFRP thin laminates: Numerical and experimental results. Compos. Struct. 2017, 179, 17–24. [Google Scholar] [CrossRef]
- Groh, F.; Kappel, E.; Hühne, C.; Brymerski, W. Investigation of fast curing epoxy resins regarding process induced distortions of fibre reinforced composites. Compos. Struct. 2019, 207, 923–934. [Google Scholar] [CrossRef]
- Calabrese, A.S.; Colombi, P.; D’Antino, T. Analytical solution of the full-range behavior of adhesively bonded FRP-steel joints made with toughened adhesives. Eng. Fract. Mech. 2023, 292, 109569–109590. [Google Scholar] [CrossRef]
- Teng, J.G.; Yu, T.; Fernando, D. Strengtheing of steel structures with fiber-reinforced polymer composites. J. Constr. Steel Res. 2012, 78, 131–143. [Google Scholar] [CrossRef]
- Pang, Y.; Wu, G.; Wang, H.; Gao, D.; Zhang, P. Bond-slip model of the CFRP-steel interface with the CFRP delamination failure. Compos. Struct. 2021, 256, 113015–113027. [Google Scholar] [CrossRef]
- Djerrad, A.; Fan, F.; Zhi, X.; Wu, Q. Experimental and FEM analysis of AFRP strengthened short and long steel tube under axial compression. Thin-Walled Struct. 2019, 139, 9–23. [Google Scholar] [CrossRef]
- Wang, Z.; Xian, G. Cohesive zone model prediction of debonding failure in CFRP-to-steel bonded interface with a ductile adhesive. Compos. Sci. Technol. 2022, 230, 109315–109323. [Google Scholar] [CrossRef]
- Minnicino, M.A.; Santare, M.H. Modeling the progressive damage of the microdroplet test using contact surfaces with cohesive behavior. Compos. Sci. Technol. 2012, 72, 2024–2031. [Google Scholar] [CrossRef]
- Hwang, J.H.; Jin, C.K.; Lee, M.S.; Choi, S.W.; Kang, C.G. Effect of surface roughness on the bonding strength and spring-back of a CFRP/CR980 hybrid composite. Materials 2018, 8, 716. [Google Scholar] [CrossRef]
- Park, J.S.; Kim, J.H.; Park, J.H.; Ko, D.C. Prediction of the delamination at the steel and CFRP interface of hybrid composite part. Materials 2021, 14, 6285. [Google Scholar] [CrossRef]
- Ryu, J.C.; Kim, J.H.; Kam, D.H.; Ko, D.C. Feasibility of one-shot forming for manufacturing of steel/CFRP hybrid b-pillar. Mater. Manuf. Process. 2022, 37, 1664–1678. [Google Scholar] [CrossRef]
- ASTM D5528-13; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D7905; Standard Test Method for Determination of the Mode II interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2014.
- Qi, C.; Sun, Y.; Yang, S. A comparative study on empty and foam-filled hybrid material double-hat beams under lateral impact. Thin-Walled Struct. 2018, 129, 327–341. [Google Scholar] [CrossRef]
- Golewski, P.; Nowicki, M.; Sadowski, T.; Pietras, D. Bending degradation of thin-walled box beams made of aluminum omega profile and GFRP panel connected by mechanical fasteners. Compos. Struct. 2022, 282, 115111–115123. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | |
|---|---|---|
| CFRP | Elastic modulus in 0° direction | 65.01 GPa |
| Elastic modulus in 90° direction | 65.01 GPa | |
| Shear modulus in 1–2 plane | 12.69 GPa | |
| Shear modulus in 2–3 plane | 1.38 GPa | |
| Shear modulus in 1–3 plane | 1.38 GPa | |
| Poisson’s ratio | 0.13 | |
| Bonding area | Energy release rate of mode I | 0.13 N/mm |
| Energy release rate of mode II | 4.96 N/mm |
| DP590 | DP780 | |
|---|---|---|
| Elastic modulus | 210 GPa | |
| Yield strength | 390 MPa | 527 MPa |
| Tensile strength | 679 MPa | 957 MPa |
| Blank thickness | 1.2 mm | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryu, J.-C.; Lee, C.-J.; Shin, D.-H.; Ko, D.-C. Prediction of the Interface Behavior of a Steel/CFRP Hybrid Part Manufactured by Stamping. Materials 2024, 17, 4291. https://doi.org/10.3390/ma17174291
Ryu J-C, Lee C-J, Shin D-H, Ko D-C. Prediction of the Interface Behavior of a Steel/CFRP Hybrid Part Manufactured by Stamping. Materials. 2024; 17(17):4291. https://doi.org/10.3390/ma17174291
Chicago/Turabian StyleRyu, Jae-Chang, Chan-Joo Lee, Do-Hoon Shin, and Dae-Cheol Ko. 2024. "Prediction of the Interface Behavior of a Steel/CFRP Hybrid Part Manufactured by Stamping" Materials 17, no. 17: 4291. https://doi.org/10.3390/ma17174291
APA StyleRyu, J.-C., Lee, C.-J., Shin, D.-H., & Ko, D.-C. (2024). Prediction of the Interface Behavior of a Steel/CFRP Hybrid Part Manufactured by Stamping. Materials, 17(17), 4291. https://doi.org/10.3390/ma17174291