
Simulation Study on Residual Stress Distribution of Machined Surface Layer in Two-Step Cutting of Titanium Alloy



Abstract
1. Introduction
2. Materials and Methods
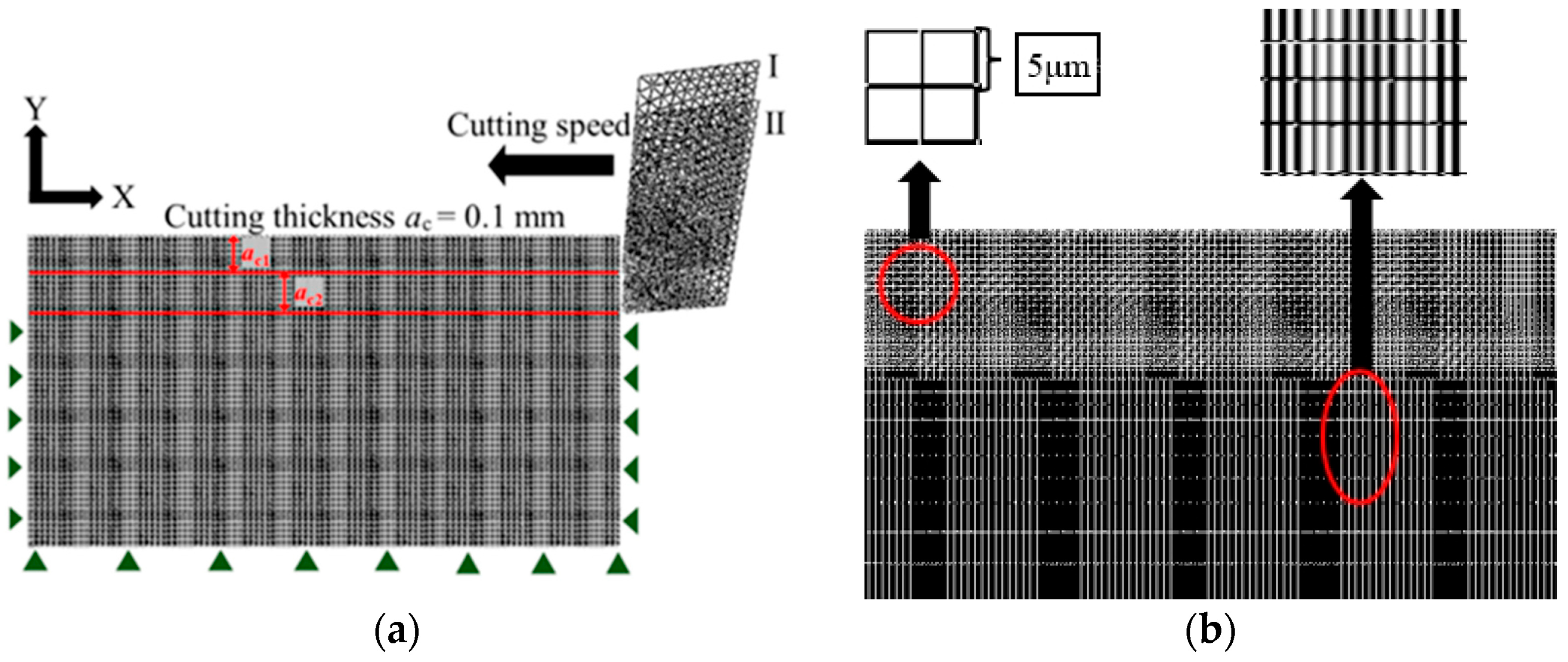
2.1. Simulation Condition Setting
2.2. Constitutive Model and Failure Criteria
2.3. Cutting Contact Model and Heat Transfer Model
2.4. Cooling Phase
2.5. Workpiece Unloading and De-Constraining
2.6. Verification of the Simulation Model
2.6.1. Setting of Verification Experiment
2.6.2. Comparison of Cutting Forces
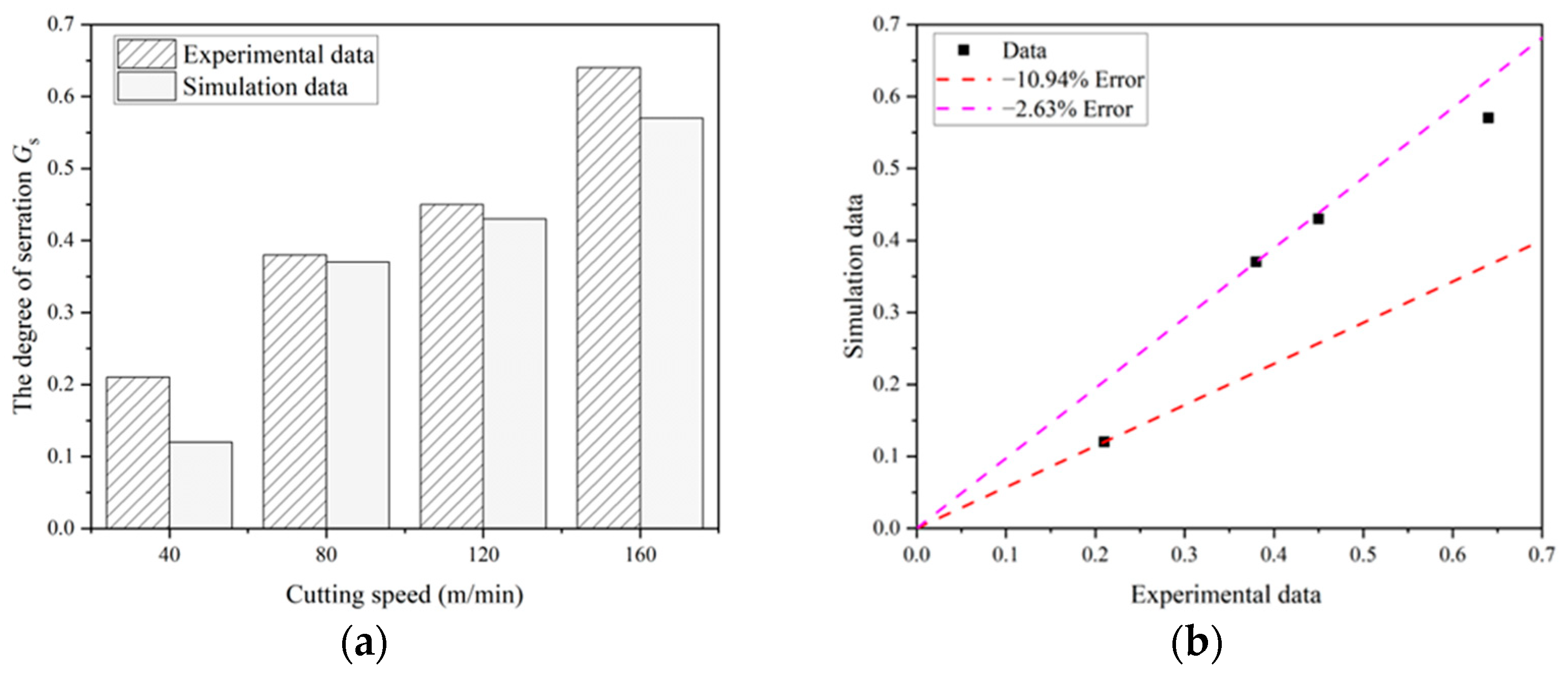
2.6.3. Comparison of Chip Morphology
3. Results and Discussion
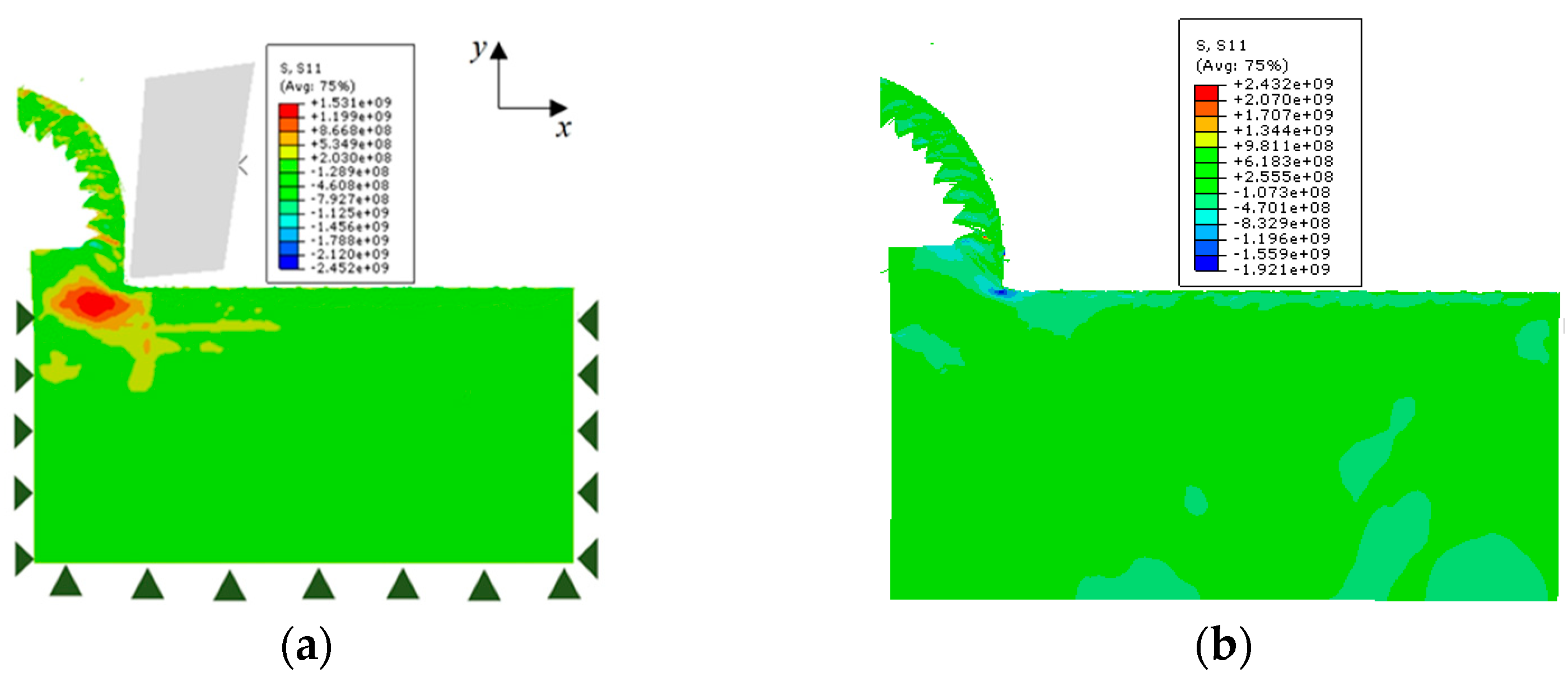
3.1. Selection of Residual Stress Direction
3.2. Effect of Tool Rake Angle on Machining Residual Stress
3.3. Effect of Cutting Speed on Machining Residual Stress and Machined Surface
3.4. Effect of Two-Step Cutting on the Evolution of the Machined Surface Layer State
3.5. Limitations and Outlook
4. Conclusions
- (1)
- The two-dimensional orthogonal cutting model of titanium alloy was carried out using Abaqus. The material cooling phase, unloading, and de-constraints were included to enhance the accuracy of multi-step cutting simulation. The correctness of the simulation model was verified by an orthogonal cutting test on the titanium alloy, and the relative error of cutting force was within 15%. The errors of the degree of serration ranged from −2.63 to −10.94%.
- (2)
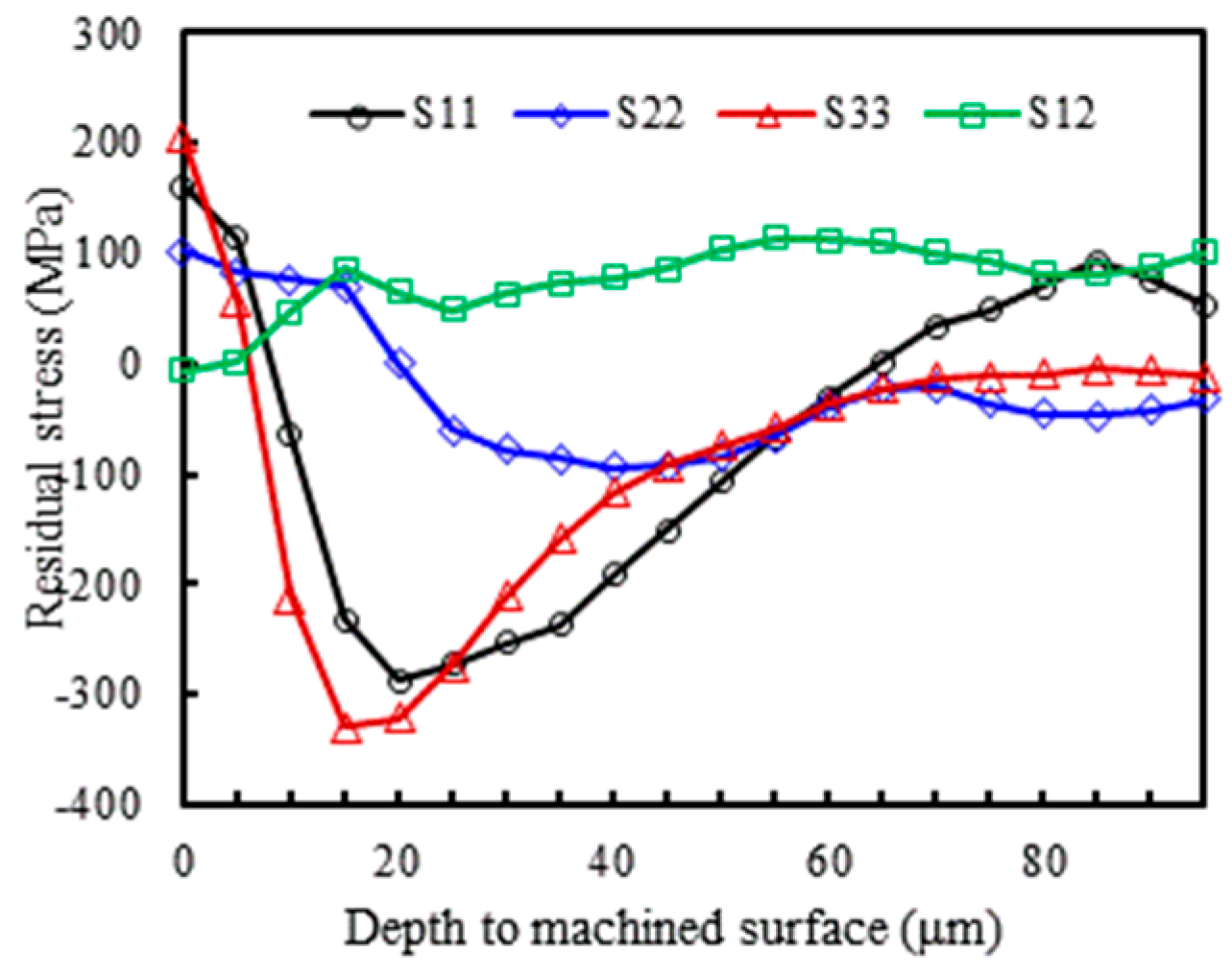
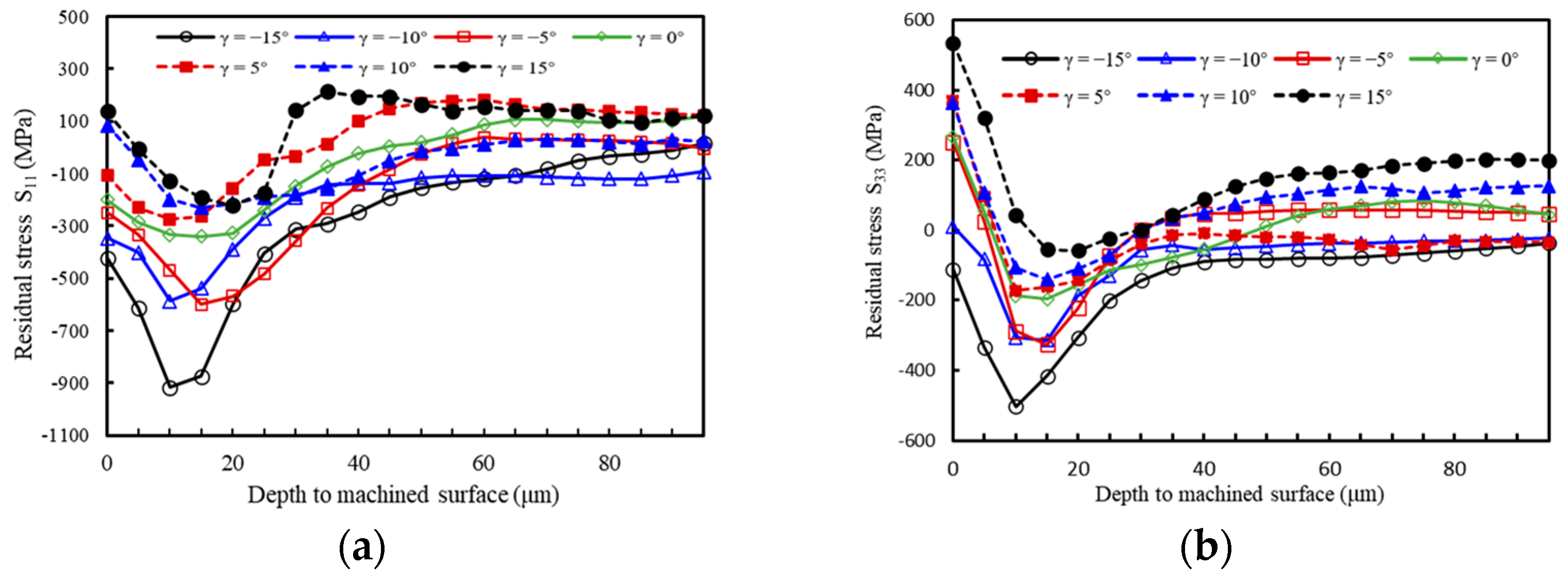
- The effect of different cutting parameters on residual stress was analyzed using simulation models. The results show that the residual compressive stress decreases and the residual tensile stress increases gradually with the increase in tool rake angle. When the tool rake angle is 15°, the tensile stress grows to 137 Mpa. The residual stress with the increase in cutting speed shows a similar trend with the rake angle. With the increase in surface depth, the residual compressive stress first increases and then decreases and gradually disappears beyond a certain depth.
- (3)
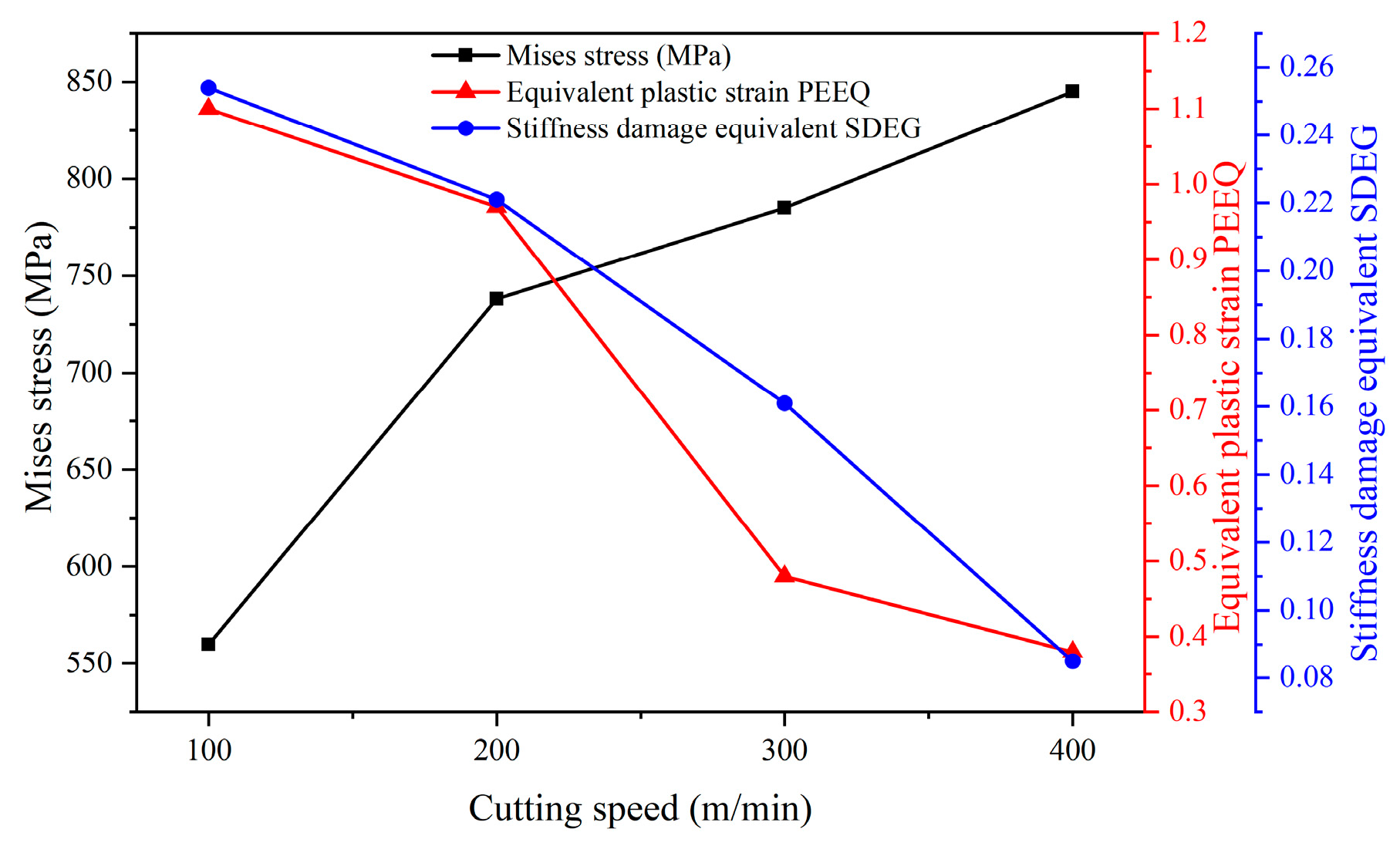
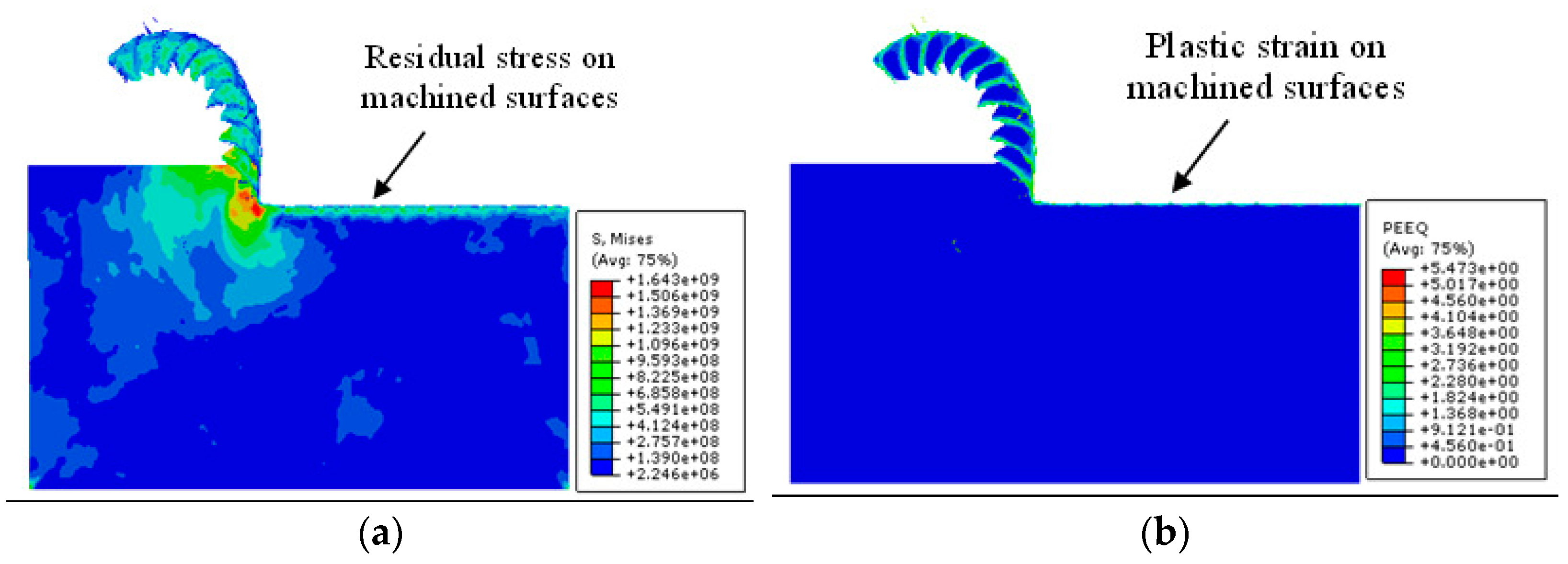
- By extracting data from the reference unit of the simulation model, the change in Mises stress, equivalent plastic strain, and stiffness damage equivalent was analyzed during two cutting steps. The initial values of Mises stress, PEEQ, and SDEG for the first cutting step are 0, while for the second cutting step, the initial Mises stress is 738 MPa, the PEEQ is 0.97, and the SDEG is 0.221. Under the same conditions, the first cutting step affects the initial values of indicators of the second cutting step, as well as the evolution time of them. As the cutting speed of the first cutting step increases, the Mises stress gradually increases, while the PEEQ and SDEG of the machined surface unit gradually decrease.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| γ | Tool rake angle |
| v1 | Cutting speed of the first step |
| v2 | Cutting speed of the second step |
| ac | Cutting thickness |
| σ | Flow stress of the workpiece material |
| Equivalent plastic strain of the workpiece material | |
| Plastic strain rate | |
| Reference strain rate | |
| Tr | Room temperature (20 °C) |
| Tm | Melting temperature of the material |
| A | Yield strength |
| B | Hardening modulus |
| n | Strain hardening exponent |
| C | Strain rate sensitivity coefficient |
| m | Thermal softening coefficient |
| ρ | Density |
| E | Elastic Modulus |
| μ | Poisson Ratio |
| λ | Thermal conductivity |
| Cp | Specific Heat |
| Workpiece material damage parameter | |
| Increment of equivalent strain of workpiece material | |
| Equivalent strain of workpiece material | |
| P | Average value of the three principal stress |
| Equivalent stress | |
| D1~D5 | Material failure parameters |
| Yield stress | |
| Material experiences shear stress | |
| Material shear yield strength | |
| Normal stress | |
| μ | Friction factor |
| T | Temperature |
| Heat flow per unit volume | |
| Transfer velocity of the moving heat source in the x direction | |
| Transfer velocity of the moving heat sourcein the y direction | |
| Volumetric heat flow rate from plastic deformation | |
| Plastic deformation work conversion coefficient | |
| J | Thermal work equivalence coefficient |
| Equivalent strain of the material in the cutting process | |
| Volumetric heat flow rate from friction | |
| Tool-chip relative rate | |
| Friction work conversion coefficient | |
| f | Feed |
| Gs | The degree of serration |
| H | Height of top of tooth |
| C | Height of tooth valley |
| S11 | Stress along the X direction |
| S22 | Stress along the Y direction |
| S33 | Stress along the Z direction |
| S12 | Shear stress along the Y direction on the XY plane |
| FEM | Finite element method |
| PEEQ | Equivalent plastic strain |
| SDEG | Stiffness damage equivalent |
References
- Hai, N.A.N.; Cheng-mu, X.I.E.; Jia-qi, Z. Development and application of titanium alloy casting technology in China. China Foundry 2005, 2, 239–245. [Google Scholar]
- Venkata Sivareddy, D.; Krishna, P.V.; Venu Gopal, A. Effect of Thermo-Mechanical Loading on Machining Induced Residual Stresses in Ultrasonic Vibration Assisted Turning of Ti6Al4V Alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 1793–1806. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, J.; Ren, J.; Shu, A. Predicting Surface Residual Stress for Multi-Axis Milling of Ti-6Al-4V Titanium Alloy in Combined Simulation and Experiments. Materials 2022, 15, 6471. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.B.; Zhang, S.J. 3D FEM Simulation of Milling Process for Titanium Alloy Ti6Al4V. Int. J. Adv. Manuf. Technol. 2014, 71, 1319–1326. [Google Scholar] [CrossRef]
- Dong, P.; Peng, H.; Cheng, X.; Xing, Y.; Tang, W.; Zhou, X. Semi-Empirical Prediction of Residual Stress Profiles in Machining IN718 Alloy Using Bimodal Gaussian Curve. Materials 2019, 12, 3864. [Google Scholar] [CrossRef]
- Ren, Z.; Zhang, X.; Wang, Y.; Li, Z.; Liu, Z. Finite Element Analysis of the Milling of Ti6Al4V Titanium Alloy Laser Additive Manufacturing Parts. Appl. Sci. 2021, 11, 4813. [Google Scholar] [CrossRef]
- Li, S.; Han, J.; Yu, H.; Wang, J.; Lu, M.; Tian, Y.; Lin, J. Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V. Micromachines 2022, 13, 1278. [Google Scholar] [CrossRef]
- Outeiro, J.; Cheng, W.; Chinesta, F.; Ammar, A. Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods. JMMP 2022, 6, 58. [Google Scholar] [CrossRef]
- Yao, C.F.; Yang, Z.C.; Huang, X.C.; Ren, J.X.; Zhang, D.H. The Study of Residual Stresses in High-Speed Milling of Titanium Alloy TC11. AMR 2012, 443–444, 160–165. [Google Scholar] [CrossRef]
- Dehmani, H.; Salvatore, F.; Hamdi, H. Numerical Study of Residual Stress Induced by Multi-Steps Orthogonal Cutting. Procedia CIRP 2013, 8, 299–304. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y. A comprehensive experimental study on surface integrity by end milling Ti–6Al–4V. J. Mech. Work. Technol. 2008, 209, 4036–4042. [Google Scholar] [CrossRef]
- Matuszak, J.; Zaleski, K.; Zyśko, A. Investigation of the Impact of High-Speed Machining in the Milling Process of Titanium Alloy on Tool Wear, Surface Layer Properties, and Fatigue Life of the Machined Object. Materials 2023, 16, 5361. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Li, A.; Song, X. Surface Quality Adjustment and Controlling Mechanism of Machined Surface Layer in Two-Step Milling of Titanium Alloy. Int. J. Adv. Manuf. Technol. 2022, 119, 2691–2707. [Google Scholar] [CrossRef]
- Song, X.; Li, A.; Lv, M.; Lv, H.; Zhao, J. Finite Element Simulation Study on Pre-Stress Multi-Step Cutting of Ti-6Al-4V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2019, 104, 2761–2771. [Google Scholar] [CrossRef]
- Liu, C.R.; Guo, Y.B. Finite Element Analysis of the Effect of Sequential Cuts and Tool–Chip Friction on Residual Stresses in a Machined Layer. Int. J. Mech. Sci. 2000, 42, 1069–1086. [Google Scholar] [CrossRef]
- Aassif, E.; Salvatore, F.; Hamdi, H. Multistep Hybrid Approach Applied to Material Removal Operation Using Cutting Tool. In Proceedings of the 21st French Congress of Mechanics, Bordeaux, France, 26–30 August 2013. [Google Scholar]
- Wu, H.; To, S. Serrated Chip Formation and Their Adiabatic Analysis by Using the Constitutive Model of Titanium Alloy in High Speed Cutting. J. Alloys Compd. 2015, 629, 368–373. [Google Scholar] [CrossRef]
- Zhang, Y.; Mabrouki, T.; Nelias, D.; Gong, Y. FE-Model for Titanium Alloy (Ti-6Al-4V) Cutting Based on the Identification of Limiting Shear Stress at Tool-Chip Interface. Int. J. Mater. Form. 2011, 4, 11–23. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, X.; Srivastava, A.K. Rapid Finite Element Prediction on Machining Process. In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference collocated with the 41st North American Manufacturing Research Conference, Madison, WI, USA, 10–14 June 2013; Volume 1, p. V001T01A020. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures. Eng. Fract. Mech. 1983, 21, 541–548. [Google Scholar]
- Lee, W.-S.; Lin, C.-F. High-Temperature Deformation Behaviour of Ti6Al4V Alloy Evaluated by High Strain-Rate Compression Tests. J. Mater. Process. Technol. 1998, 75, 127–136. [Google Scholar] [CrossRef]
- Schulz, H.; Abele, E.; Sahm, A. Material aspects of chip formation in HSC machining. CIRP Ann. 2001, 50, 45–48. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, Z.; Wang, B.; Song, Q.; Wan, Y. Evolutions of Grain Size and Micro-Hardness during Chip Formation and Machined Surface Generation for Ti-6Al-4V in High-Speed Machining. Int. J. Adv. Manuf. Technol. 2016, 82, 1725–1736. [Google Scholar] [CrossRef]
- Zorev, N.N. Inter-Relationship between Shear Processes Occurring along Tool Face and Shear Plane in Metal Cutting. In Proceedings of the International Production Engineering Research Conference, Pittsburgh, PA, USA, 9–12 September 1963; Volume 49. [Google Scholar]
- Wang, B.; Liu, Z. Shear Localization Sensitivity Analysis for Johnson–Cook Constitutive Parameters on Serrated Chips in High Speed Machining of Ti6Al4V. Simul. Model. Pract. Theory 2015, 55, 63–76. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Y.; Zhang, Y.; Tang, Z.; Ji, R.; Zheng, C. Compound Machining of Titanium Alloy by Super High Speed EDM Milling and Arc Machining. J. Mater. Process. Technol. 2014, 214, 531–538. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, J.; Li, A.; Zhu, N.; Zhao, J. Three-Dimensional Finite Element Modeling of High-Speed End Milling Operations of Ti-6Al-4V. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 893–902. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting, 4th ed.; Butterworth-Heinemann: Woburn, MA, USA, 2000. [Google Scholar]
- Soo, S.L.; Dewes, R.C.; Aspinwall, D.K. 3D FE Modelling of High-Speed Ball Nose End Milling. Int. J. Adv. Manuf. Technol. 2010, 50, 871–882. [Google Scholar] [CrossRef]
- Wang, F. Research on Cutting Mechanism and Numerical Analysis of Micro-Structured Functional Surface Driven by Information Storage; Shandong University: Jinan, China, 2013. [Google Scholar]
- Meng-Yang, Q.; Bang-Yan, Y.; Xiong, J.; Ai-Dong, H. Experimental investigation of residual stress distribution in pre-stress cutting. Int. J. Adv. Manuf. Technol. 2012, 65, 355–361. [Google Scholar] [CrossRef]
- Yang, D.; Liu, Z.; Ren, X.; Zhuang, P. Hybrid Modeling with Finite Element and Statistical Methods for Residual Stress Pre-diction in Peripheral Milling of Titanium Alloy Ti-6Al-4V. Int. J. Mech. Sci. 2016, 108–109, 29–38. [Google Scholar] [CrossRef]
- Wang, S.; Ai, X.; Zhao, J.; Li, Z.; Meng, H. Effect of Cutting Speed on Residual Stress of Workpiece by Using FEM. Tool Eng. 2005, 9, 33–36. [Google Scholar] [CrossRef]
- Guo, P.; Wang, S.; Li, M.; Zhang, Z. Finite Element Solution for Residual Stress in Machined Layerafter Cutting Process. Manuf. Technol. Mach. Tool 2007, 1, 38–40. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sim. No. | Tool Rake Angle γ (°) | Cutting Speed of the First Step v1 (m/min) | Cutting Speed of the Second Step v2 (m/min) | Cutting Thickness ac (mm) |
|---|---|---|---|---|
| 1 | 0 | 40 | / | 0.1 |
| 2 | 0 | 80 | ||
| 3 | 0 | 120 | ||
| 4 | 0 | 160 | ||
| 5 | −15 | 200 | ||
| 6 | −10 | 200 | ||
| 7 | −5 | 200 | ||
| 8 | 0 | 200 | ||
| 9 | 5 | 200 | ||
| 10 | 10 | 200 | ||
| 11 | 15 | 200 | ||
| 12 | 5 | 100 | ||
| 13 | 5 | 300 | ||
| 14 | 5 | 400 | ||
| 15 | 5 | 100 | 200 | |
| 16 | 5 | 200 | 200 | |
| 17 | 5 | 300 | 200 | |
| 18 | 5 | 400 | 200 |
| A (MPa) | B (MPa) | n | C | m |
|---|---|---|---|---|
| 782 | 498 | 0.28 | 0.028 | 1 |
| Density ρ (kg/m3) | Elastic Modulus E (GPa) | Poisson Ratio μ | Thermal Conductivity λ (W/m·K) | Specific Heat Cp (J/kg·K) |
|---|---|---|---|---|
| 4430 | 109 (50 °C) 91 (250 °C) 75 (750 °C) | 0.34 | 6.8 (20 °C) 7.4 (100 °C) 9.8 (300 °C) 11.8 (500 °C) | 611 (20 °C) 624 (100 °C) 674 (300 °C) 703 (500 °C) |
| Elements | Ti | Al | V | Fe | Si | C | N | H | O |
|---|---|---|---|---|---|---|---|---|---|
| wt. % | Base | 5.6 | 3.86 | 0.18 | <0.01 | 0.02 | 0.023 | <0.01 | 0.17 |
| D1 | D2 | D3 | D4 | D5 |
|---|---|---|---|---|
| −0.09 | 0.25 | −0.5 | 0.014 | 3.87 |
| Cutting Parameters | Value |
|---|---|
| Cutting width (mm) | 2 |
| Cutting speed v (m/min) | 40, 80, 120, 160 |
| Feed f (mm/r) | 0.05, 0.10, 0.15, 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Kong, B.; Wei, S.; Zang, J.; Li, A. Simulation Study on Residual Stress Distribution of Machined Surface Layer in Two-Step Cutting of Titanium Alloy. Materials 2024, 17, 4283. https://doi.org/10.3390/ma17174283
Wang J, Kong B, Wei S, Zang J, Li A. Simulation Study on Residual Stress Distribution of Machined Surface Layer in Two-Step Cutting of Titanium Alloy. Materials. 2024; 17(17):4283. https://doi.org/10.3390/ma17174283
Chicago/Turabian StyleWang, Jingyi, Bo Kong, Shulei Wei, Jian Zang, and Anhai Li. 2024. "Simulation Study on Residual Stress Distribution of Machined Surface Layer in Two-Step Cutting of Titanium Alloy" Materials 17, no. 17: 4283. https://doi.org/10.3390/ma17174283
APA StyleWang, J., Kong, B., Wei, S., Zang, J., & Li, A. (2024). Simulation Study on Residual Stress Distribution of Machined Surface Layer in Two-Step Cutting of Titanium Alloy. Materials, 17(17), 4283. https://doi.org/10.3390/ma17174283