
Reducing Water Absorption and Improving Flexural Strength of Aluminosilicate Ceramics by MnO2 Doping
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of MnO2-Doped Aluminosilicate Ceramic
2.3. Measurements and Characterization
2.3.1. Water Absorption Measurement
2.3.2. Flexural Strength Measurement
2.3.3. Characterization
3. Results and Discussion
3.1. Phase Analysis
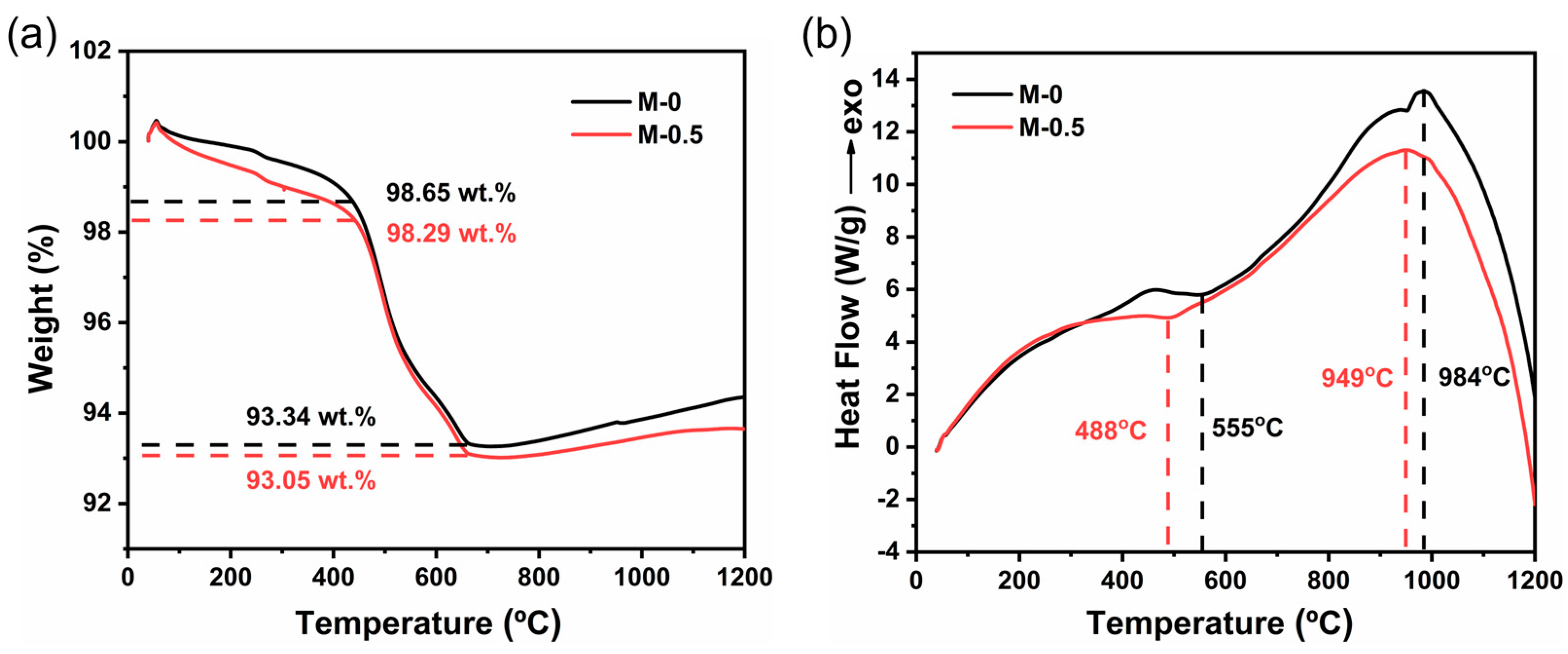
3.2. Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC)
3.3. Composition Analysis
3.4. Effect of MnO2 on Ceramic Macroscopic Properties
3.5. Surface Chemical Species and Morphology Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
References
- Li, H.; Liu, Y.; Colombo, P.; Li, W.; Liu, Y.; Hu, K.; Lu, Z. The Influence of Sintering Procedure and Porosity on the Properties of 3D Printed Alumina Ceramic Cores. Ceram. Int. 2021, 47, 27668–27676. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, T.; He, X.; Shao, H.; Zheng, J.; Qu, X. Microstructure and Properties of TiC-high Manganese Steel Cermet Prepared by Different Sintering Processes. J. Alloys Compd. 2015, 650, 918–924. [Google Scholar] [CrossRef]
- Kreisberg, V.A.; Ivakin, Y.D.; Danchevskaya, M.N. Content and Diffusion of Water and Gases in MgAl2O4 Spinel Crystals Synthesized to Produce Ceramics. J. Eur. Ceram. Soc. 2019, 39, 508–513. [Google Scholar] [CrossRef]
- Michálek, M.; Michálková, M.; Blugan, G.; Kuebler, J. Effect of Carbon Contamination on the Sintering of Alumina Ceramics. J. Eur. Ceram. Soc. 2018, 38, 193–199. [Google Scholar] [CrossRef]
- Vukšić, M.; Žmak, I.; Ćurković, L.; Kocjan, A. Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder. Materials 2022, 15, 7840. [Google Scholar] [CrossRef]
- Yang, R.; Qi, Z.; Gao, Y.; Yang, J.; Zhou, Y.; Liu, H.; Peng, L.; Jiao, J. Effects of Alumina Sols on the Sintering of α-alumina Ceramics. Ceram. Int. 2020, 46, 20865–20870. [Google Scholar] [CrossRef]
- Adhvaryu, A.; Kala, N.; Nyshadham, A. The Light and the Heat: Productivity Co-Benefits of Energy-Saving Technology. Rev. Econ. Stat. 2020, 102, 779–792. [Google Scholar] [CrossRef]
- Patwa, D.; Bordoloi, U.; Dubey, A.A.; Ravi, K.; Sekharan, S.; Kalita, P. Energy-efficient Biochar Production for Thermal Backfill Applications. Sci. Total Environ. 2022, 833, 155253. [Google Scholar] [CrossRef]
- Wang, H.; Zhong, R.Y.; Liu, G.; Mu, W.; Tian, X.; Leng, D. An Optimization Model for Energy-efficient Machining for Sustainable Production. J. Clean. Prod. 2019, 232, 1121–1133. [Google Scholar] [CrossRef]
- Huang, J.; Chen, H.; Yang, J.; Zhou, T.; Zhang, H. Effects of Particle Size on Microstructure and Mechanical Strength of a Fly Ash Based Ceramic Membrane. Ceram. Int. 2023, 49, 15655–15664. [Google Scholar] [CrossRef]
- Qian, S.; Liu, F.; Ma, M.; Chen, G.; Liu, Z.; Li, Y. Mechanical Strength Enhancement of Low Temperature Co-fired Multilayer Ceramic Substrates by Introducing Residual Stress. Ceram. Int. 2019, 45, 10982–10990. [Google Scholar] [CrossRef]
- Aguiar, M.C.; Gadioli, M.C.; Sant’Ana, M.A.; Almeida, K.M.; Vidal, F.W.; Vieira, C.M. Red Ceramics Produced with Primary Processing Fine Waste of Ornamental Stones according to the Circular Economy Model. Sustainability 2022, 14, 12887. [Google Scholar] [CrossRef]
- Guerrero-Gómez, G.; Acevedo-Peñaloza, C.H.; Noriega-Sánchez, C.J. Influence of the Firing Process on Water Absorption and Compressive Strength in Ceramic Samples. J. Phys. Conf. Ser. 2019, 1388, 012023. [Google Scholar] [CrossRef]
- Linda Bih, N.; Aboubakar Mahamat, A.; Bidossèssi Hounkpè, J.; Azikiwe Onwualu, P.; Boakye, E.E. The Effect of Polymer Waste Addition on the Compressive Strength and Water Absorption of Geopolymer Ceramics. Appl. Sci. 2021, 11, 3540. [Google Scholar] [CrossRef]
- Hofer, A.-K.; Kraleva, I.; Prötsch, T.; Vratanar, A.; Wratschko, M.; Bermejo, R. Effect of Second Phase Addition of Zirconia on the Mechanical Response of Textured Alumina Ceramics. J. Eur. Ceram. Soc. 2023, 43, 2935–2942. [Google Scholar] [CrossRef]
- Qian, C.; Hu, K.; Shen, Z.; Wang, Q.; Li, P.; Lu, Z. Effect of Sintering Aids on Mechanical Properties and Microstructure of Alumina Ceramic Via Stereolithography. Ceram. Int. 2023, 49, 17506–17523. [Google Scholar] [CrossRef]
- Tovar-Vargas, D.; Roitero, E.; Anglada, M.; Jiménez-Piqué, E.; Reveron, H. Mechanical Properties of Ceria-calcia Stabilized Zirconia Ceramics with Alumina Additions. J. Eur. Ceram. Soc. 2021, 41, 5602–5612. [Google Scholar] [CrossRef]
- Wang, W.; Chen, J.; Sun, X.; Sun, G.; Liang, Y.; Bi, J. Influence of Additives on Microstructure and Mechanical Properties of Alumina Ceramics. Materials 2022, 15, 2956. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.M.; Chan, H.M.; Harmer, M.P. Effect of Nd2O3 Doping on the Densification and Abnormal Grain Growth Behavior of High-purity Alumina. J. Am. Ceram. Soc. 2004, 87, 378–383. [Google Scholar] [CrossRef]
- Hassan, A.M.; Naga, S.M.; Awaad, M. Toughening and Strengthening of Nb2O5 Doped Zirconia/alumina (ZTA) Composites. Int. J. Refract. Met. Hard Mater. 2015, 48, 338–345. [Google Scholar] [CrossRef]
- Li, H; Elsayed, H; Colombo, H. Enhanced Mechanical Properties of 3D Printed Alumina Ceramics by Using Sintering Aids. Aids. Ceram. Int. 2023, 49, 24960–24971. [Google Scholar] [CrossRef]
- Wahsh, M.M.S.; Khattab, R.M.; Khattab, R.M. Thermo-mechanical Properties of Mullite/Zirconia Reinforced Alumina Ceramic Composites. Mater. Des. 2012, 41, 31–36. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H.; Domínguez-Rios, C.; Garcia-Reyes, A.; Aguilar-Elguezabal, A.; Echeberria, J.; Nevarez-Rascon, A. Fracture Toughness of an α-Al2O3 Ceramic for Joint Prostheses under Sinter and Sinter-HIP Conditions. Int. J. Refract. Met. Hard Mater. 2009, 27, 722–728. [Google Scholar] [CrossRef]
- Li, J.; Ye, Y. Densification and Grain Growth of Al2O3 Nanoceramics During Pressureless Sintering. J. Am. Ceram. Soc. 2005, 89, 139–143. [Google Scholar] [CrossRef]
- YT, O.; Koo, J.B.; Hong, K.J.; Park, J.S.; Shin, D.C. Effect of Grain Size on Transmittance and Mechanical Strength of Sintered Alumina. Mater. Sci. Eng. A 2004, 374, 191–195. [Google Scholar] [CrossRef]
- Biswal, B.; Mishra, D.K. Dielectric Properties of Alumino-silicate Ceramics Synthesized by Plasma Sintering. Ceram. Int. 2022, 48, 9765–9780. [Google Scholar] [CrossRef]
- Biswal, B.; Mishra, D.K.; Das, S.N.; Bhuyan, S. Structural, Micro-structural, Optical and Dielectric Behavior of Mullite Ceramics. Ceram. Int. 2021, 47, 32252–32263. [Google Scholar] [CrossRef]
- Li, L.; Xu, Z.; Li, H.; Li, J.; Hu, D.; Xiang, Y.; Han, L.; Peng, X. Immobilization of Strontium and Cesium by Aluminosilicate Ceramics Derived from Metakaolin Geopolymer-zeolite A Composites via 1100 °C Heating Treatment. Ceram. Int. 2022, 48, 15236–15242. [Google Scholar] [CrossRef]
- Mendes, J.P.; Elyseu, F.; Nieves, L.J.J.; Zaccaron, A.; Bernardin, A.M.; Angioletto, E. Synthesis and Characterization of Geopolymers Using Clay Ceramic Waste as Source of Aluminosilicate. Sustain. Mater. Technol. 2021, 28, e00264. [Google Scholar] [CrossRef]
- Tahwia, A.M.; Ellatief, M.A.; Bassioni, G.; Heniegal, A.M.; Elrahman, M.A. Influence of High Temperature Exposure on Compressive Strength and Microstructure of Ultra-high Performance Geopolymer Concrete with Waste glass and Ceramic. J. Mater. Res. Technol. 2023, 23, 5681–5697. [Google Scholar] [CrossRef]
- Suvorova, O.; Kumarova, V.; Nekipelov, D.; Selivanova, E.; Makarov, D.; Masloboev, V. Construction Ceramics from Ore Dressing Waste in Murmansk Region, Russia. Constr. Build. Mater. 2017, 153, 783–789. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, Z.; Qi, J.; Wei, N.; Wu, D.; Zhang, Q.; Wang, S.; Feng, Z.; Lu, T. Densification and Grain Growth of Gd2Zr2O7 Nanoceramics During Pressureless Sintering. J. Eur. Ceram. Soc. 2017, 37, 1059–1065. [Google Scholar] [CrossRef]
- Oliveira, M.; Ferreira, J.M.F. Structural and Mechanical Characterisation of MgO-, CaO- and BaO-doped Aluminosilicate Ceramics. Mater. Sci. Eng. A 2003, 344, 35–44. [Google Scholar] [CrossRef]
- Lasheen, E.S.R.; Rashwan, M.A.; Azer, M.K. Effect of Mineralogical Variations on Physico-mechanical and Thermal Properties of Granitic Rocks. Sci. Rep. 2023, 13, 10320. [Google Scholar] [CrossRef] [PubMed]
- Turlybekuly, A.; Pogrebnjak, A.D.; Sukhodubb, L.F.; Sukhodubb, L.F.; Kistaubayeva, A.S.; Savitskaya, I.S.; Shokatayeva, D.H.; Shokatayeva, D.H.; Shaimardanov, Z.K.; Plotnikov, S.V.; et al. Synthesis, Characterization, In Vitro BioCompatibility and Antibacterial Properties Study of Nanocomposite Materials Based on Hydroxyapatite-Biphasic ZnO Micro- and Nanoparticles Embedded in Alginate Matrix. Mater. Sci. Eng. C 2019, 104, 109965. [Google Scholar] [CrossRef] [PubMed]
- Chalouati, Y.; Mannai, F.; Bennour, A.; Srasra, E. Firing Behavior of Argillites from Northern Tunisia as Raw Materials for Ceramic Applications. Int. J. Appl. Ceram. Technol. 2021, 18, 2323–2335. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | SiO2 | Al2O3 | MnO2 | K2O | Fe2O3 | CaO | Other |
|---|---|---|---|---|---|---|---|
| Content (wt.%) | 60~65 | 20~25 | 0~0.1 | 2~4 | 1~2 | 0.5~1 | 2.9~16.5 |
| Samples | M-0-1200 | M-0-1150 | M-0.5-1150 | |
|---|---|---|---|---|
| Phase 1 | Quartz (wt.%) | 56.61 | 58.55 | 55.60 |
| Space Group | P3121 | P3121 | P3121 | |
| Cell Parameters | a (Å) | 4.9318 (61) | 4.9417 (67) | 4.9421(13) |
| b (Å) | 4.9318 (61) | 4.9417 (67) | 4.9421(13) | |
| c (Å) | 5.4216 (84) | 5.4368 (10) | 5.4239 (19) | |
| V (Å3) | 114.1990 (33) | 114.9780 (38) | 114.7280 (73) | |
| Phase 2 | Mullite (wt.%) | 43.39 | 41.45 | 44.40 |
| Space Group | Pbam | Pbam | Pbam | |
| Cell Parameters | a (Å) | 7.5652 (12) | 7.5840 (15) | 7.5674 (23) |
| b (Å) | 7.7073 (12) | 7.7279 (16) | 7.7158 (25) | |
| c (Å) | 2.8906 (43) | 2.8970 (50) | 2.8935 (10) | |
| V (Å3) | 168.5400 (45) | 169.7880 (57) | 168.9500 (95) |
| Sample | Al2O3 (wt.%) | SiO2 (wt.%) | MnO2 (wt.%) | Others (wt.%) |
|---|---|---|---|---|
| M-0-1200 | 25.41 | 66.00 | 0.07 | 8.53 |
| M-0-1150 | 25.38 | 63.39 | 0.09 | 11.14 |
| M-0.05-1150 | 26.43 | 64.44 | 0.18 | 8.96 |
| M-0.1-1150 | 23.31 | 63.39 | 0.54 | 12.77 |
| M-0.3-1150 | 24.32 | 64.15 | 0.84 | 10.69 |
| M-0.5-1150 | 26.33 | 64.14 | 0.89 | 8.64 |
| Sample | Apparent Density (g/mL) | Pore Volume (mL/g) |
|---|---|---|
| M-0-1200 | 2.4799 | 0.0378 |
| M-0-1150 | 2.5442 | 0.0774 |
| M-0.05-1150 | 2.4931 | 0.0583 |
| M-0.1-1150 | 2.5054 | 0.0625 |
| M-0.3-1150 | 2.4978 | 0.0617 |
| M-0.5-1150 | 2.4205 | 0.0223 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Lu, S.; Li, C.; Fang, C.; Wan, Y.; Lin, Y. Reducing Water Absorption and Improving Flexural Strength of Aluminosilicate Ceramics by MnO2 Doping. Materials 2024, 17, 2557. https://doi.org/10.3390/ma17112557
Yang B, Lu S, Li C, Fang C, Wan Y, Lin Y. Reducing Water Absorption and Improving Flexural Strength of Aluminosilicate Ceramics by MnO2 Doping. Materials. 2024; 17(11):2557. https://doi.org/10.3390/ma17112557
Chicago/Turabian StyleYang, Bingxin, Shaojun Lu, Caihong Li, Chen Fang, Yan Wan, and Yangming Lin. 2024. "Reducing Water Absorption and Improving Flexural Strength of Aluminosilicate Ceramics by MnO2 Doping" Materials 17, no. 11: 2557. https://doi.org/10.3390/ma17112557
APA StyleYang, B., Lu, S., Li, C., Fang, C., Wan, Y., & Lin, Y. (2024). Reducing Water Absorption and Improving Flexural Strength of Aluminosilicate Ceramics by MnO2 Doping. Materials, 17(11), 2557. https://doi.org/10.3390/ma17112557