
Mechanical Properties of Epoxy Compounds Based on Unmodified Epoxy Resin Modified with Boric Acid as an Antiseptic


Abstract
1. Introduction
- (i)
- (ii)
2. Materials and Methods
2.1. Description of Analyzed Epoxy Compounds
- a polyamide curing agent with an amine value of 290–360 mg KOH/g and a viscosity at 25 °C of 10,000–25,000 mPas (trade name: PAC, produced by Sarzyna Resins, Nowa Sarzyna, Poland)—polyaminoamide;
- an amine curing agent with an amine value of 700–900 mg KOH/g and a viscosity at 25 °C of 200–300 mPas (trade name: ET, produced by Sarzyna Resins, Nowa Sarzyna, Poland)—an adduct of aliphatic amine (triethylenetetramine) and aromatic glycidyl ether;
- an amine curing agent with an amine value of 200–350 mg KOH/g and a viscosity at 25 °C of 150–300 mPas (trade name: IDA, produced by Sarzyna Resins, Nowa Sarzyna, Poland)—an adduct of cycloaliphatic amine.
2.2. Preparation of Cured Epoxy Compound Samples
2.3. Statistical Analysis
3. Results
3.1. Strength Test Results
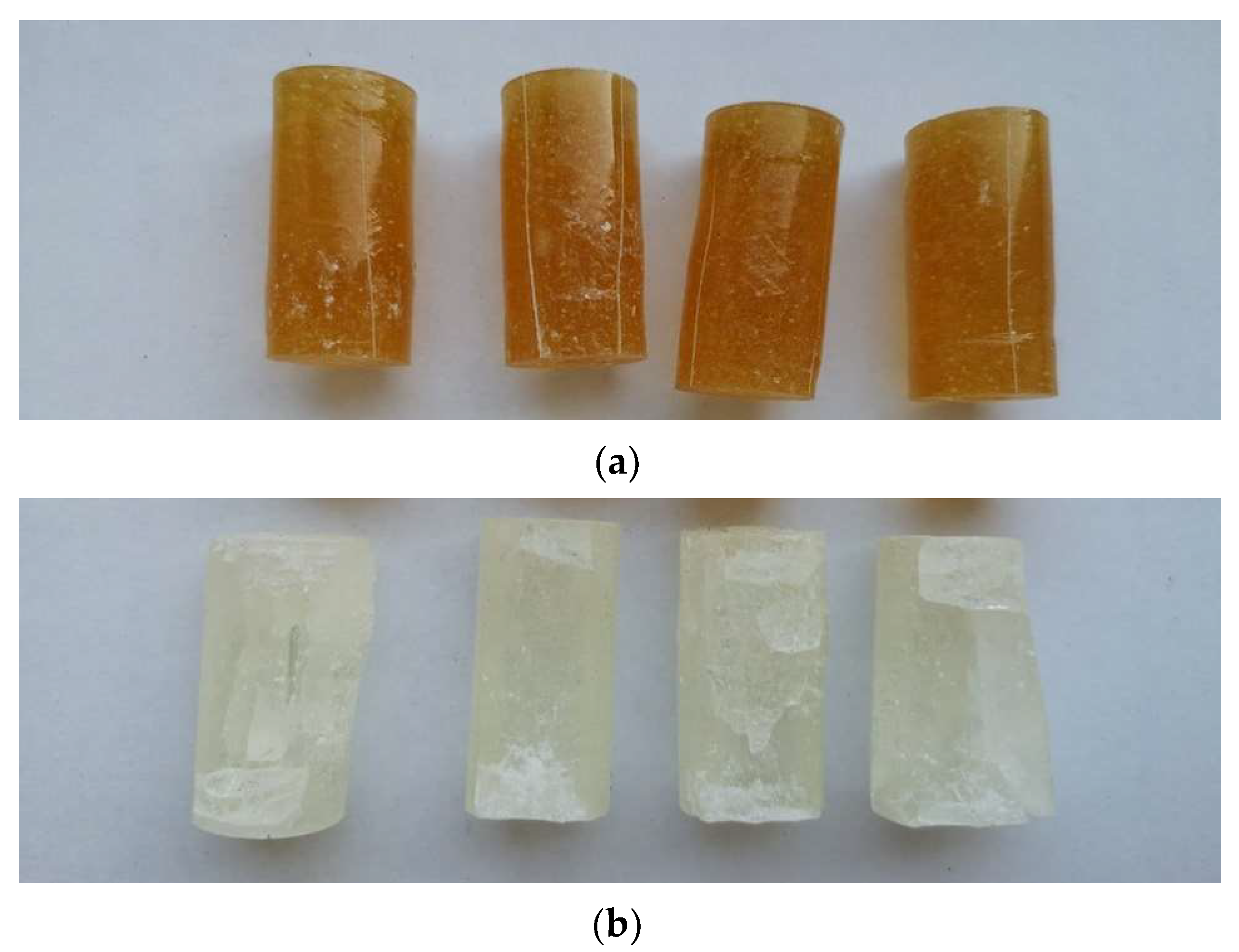
3.2. Failure Modes of Epoxy Compounds
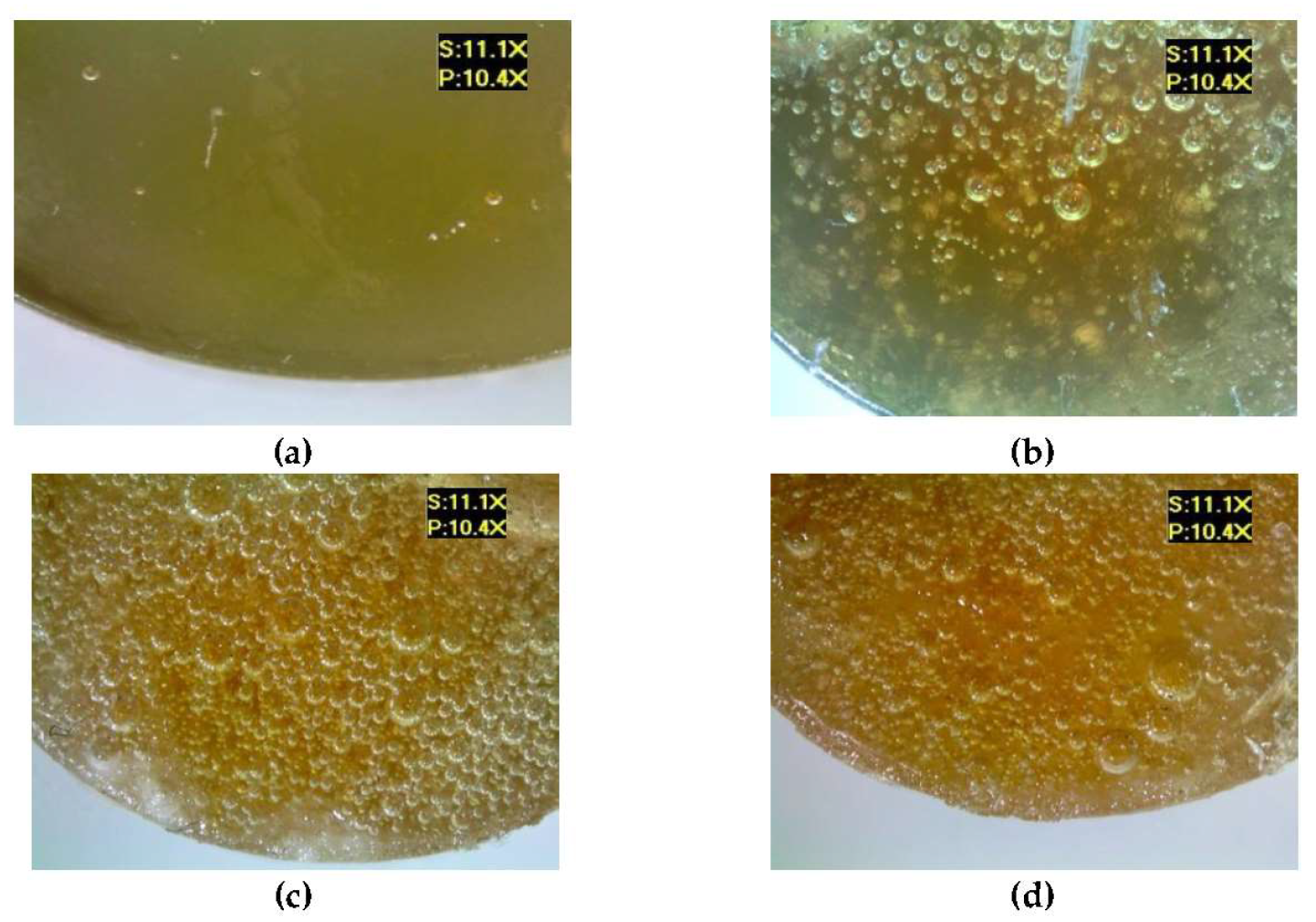
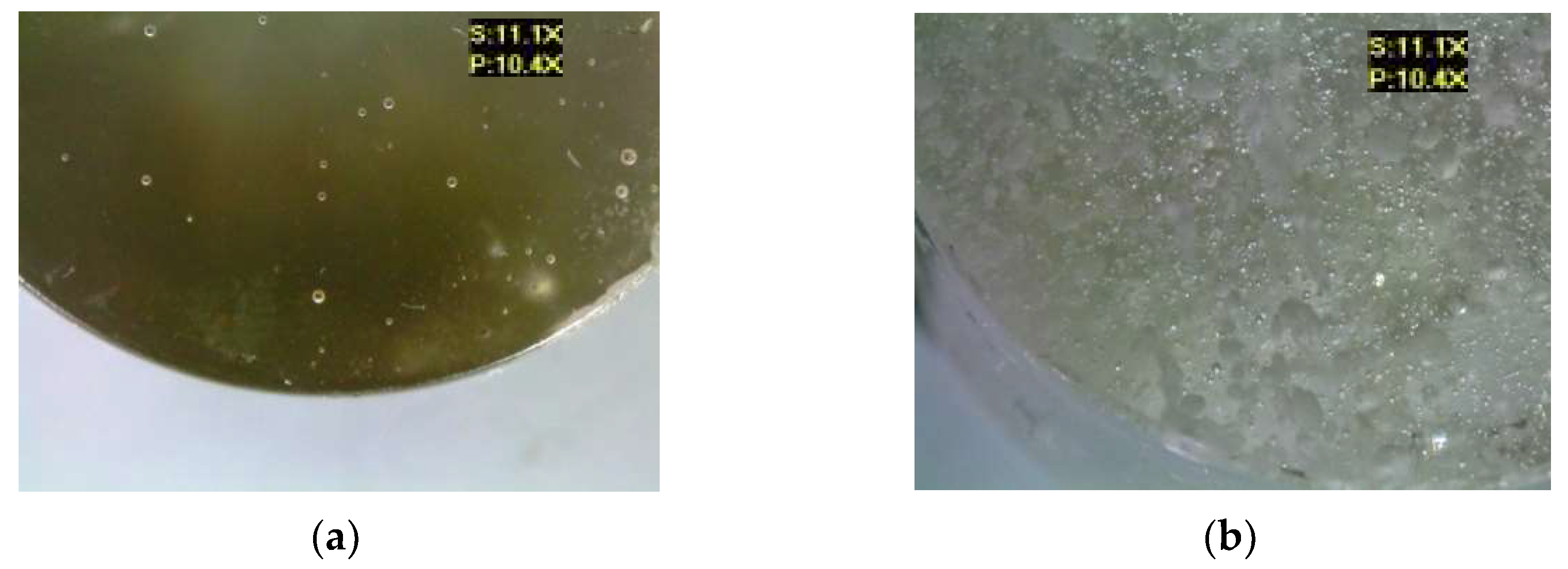
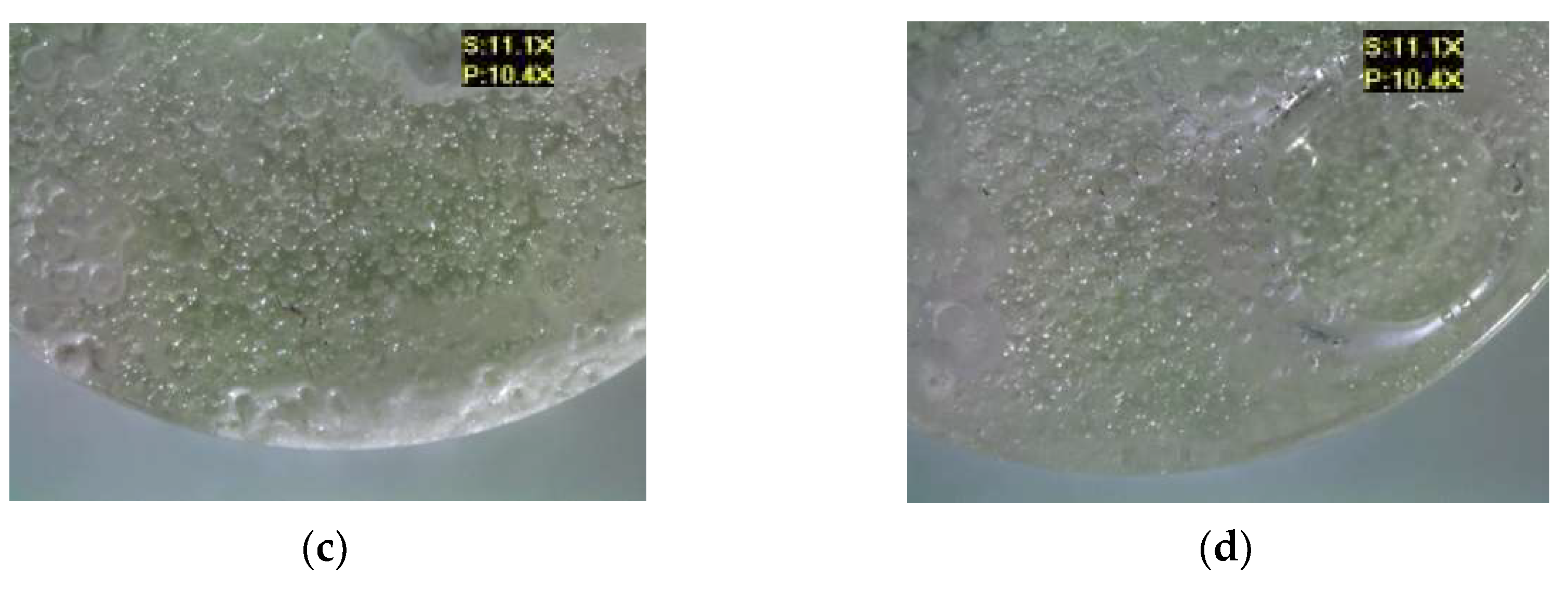
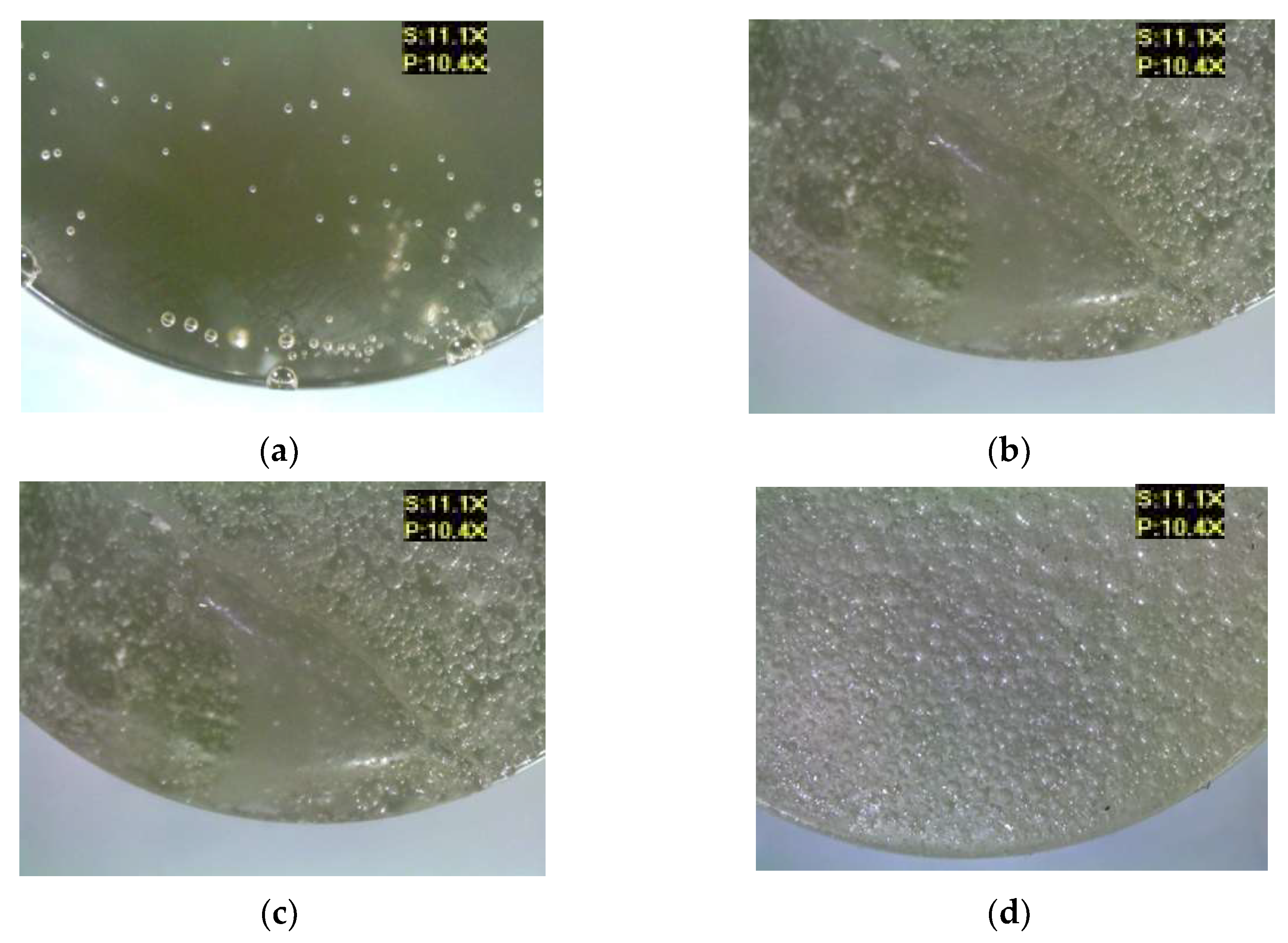
3.3. Optical Microscopy Results
4. Discussion
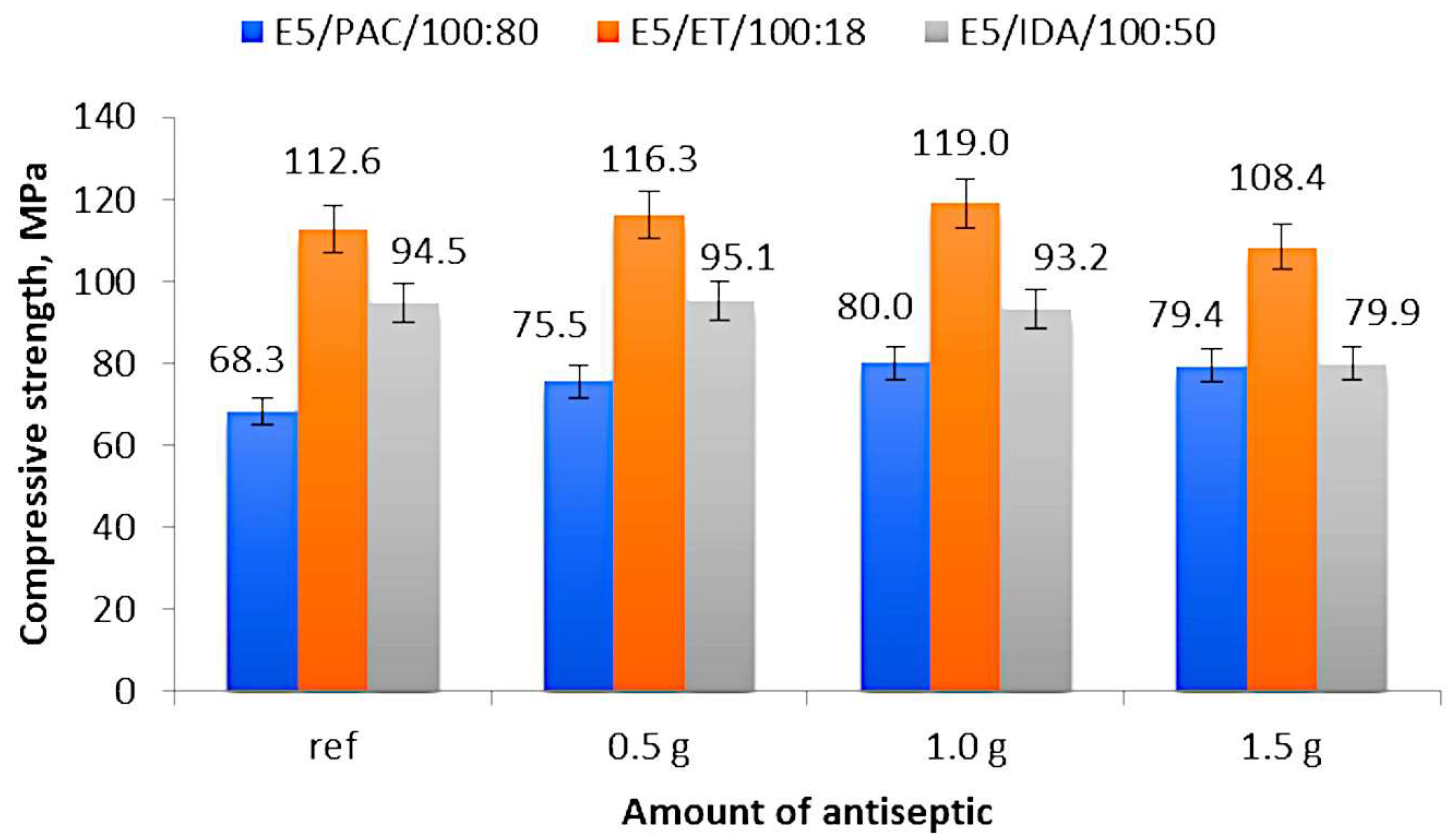
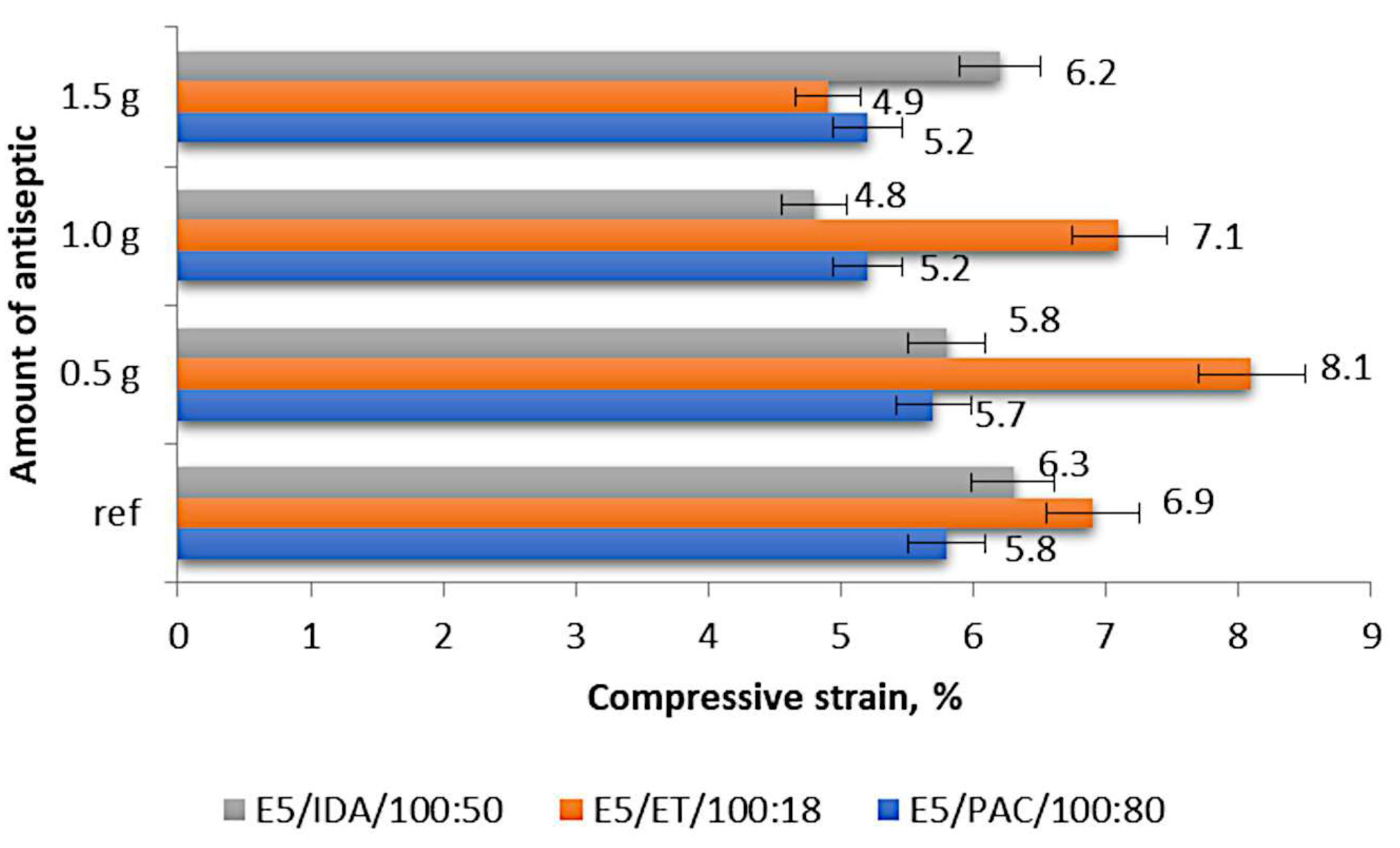
- The epoxy compounds containing the amine curing agent with the amine number ranging 700–900 mg KOH/g are characterized by a higher compressive strength (Figure 3) than the compounds containing the amine curing agent with a much lower amine number (200–350 mg KOH/g) and those containing the polyamide curing agent with a lower amine number (290–360 mg KOH/g). The same trend can also be observed with respect to the compressive strain results (Figure 5);
- The differences between the compressive strength of the epoxy compounds containing the amine curing agent with a higher amine number (700–900 mg KOH/g) and the epoxy compounds with a lower amine number (200–350 mg KOH/g) depend on the boric acid content in the epoxy compounds and are as follows: 0.5 g H3BO3—18.23%; 1.0 g H3BO3—21.68%; 1.5 g H3BO3—26.29%;
- The differences between the highest compressive strength of the epoxy compounds containing the amine curing agent with a higher amine number (700–900 mg KOH/g) and the lowest compressive strength of the epoxy compounds containing the polyamide curing agent with a lower amine number (290–360 mg KOH/g) are as follows: 0.5 g H3BO3—35.08%; 1.0 g H3BO3—32.77%; 1.5 g H3BO3—26.75%;
- Although the epoxy compounds containing the amine curing agent with a higher amine number (700–900 mg KOH/g) had a higher compressive strength (Figure 3) than the compounds containing the amine curing agent with a much lower amine number (200–350 mg KOH/g), the statistical analysis results for this epoxy compound (E5/ET/100:18) showed a weak correlation between the compressive strength and the boric acid content in the sample;
- The epoxy compounds containing the polyamide curing agent show a strong positive correlation between the boric acid content in the epoxy compound and their strength. An increase in the boric acid content in the epoxy compound samples increases the strength of the epoxy compounds containing the basic epoxy resin based on Bisphenol A (BPA) with its epoxy value ranging from 0.48 to 0.51 mol/100 g.
5. Conclusions
- The influence of the antiseptic content on the strength properties of the modified epoxy compounds depends on the type of a curing agent, i.e., the epoxy compound type;
- The curing agent type affects the mechanical properties of modified epoxy compounds. It is also worth paying attention to the differences between the tested amine curing agents, because the epoxy compounds containing the amine curing agent with a higher amine number had a higher compressive strength and strain than the compounds containing the amine curing agent with a much lower amine number. This is an interesting topic for future research;
- The compressive strength of the modified epoxy compounds did not decrease compared to that of the unmodified (reference) samples; what is more, for many cases, it even slightly increased;
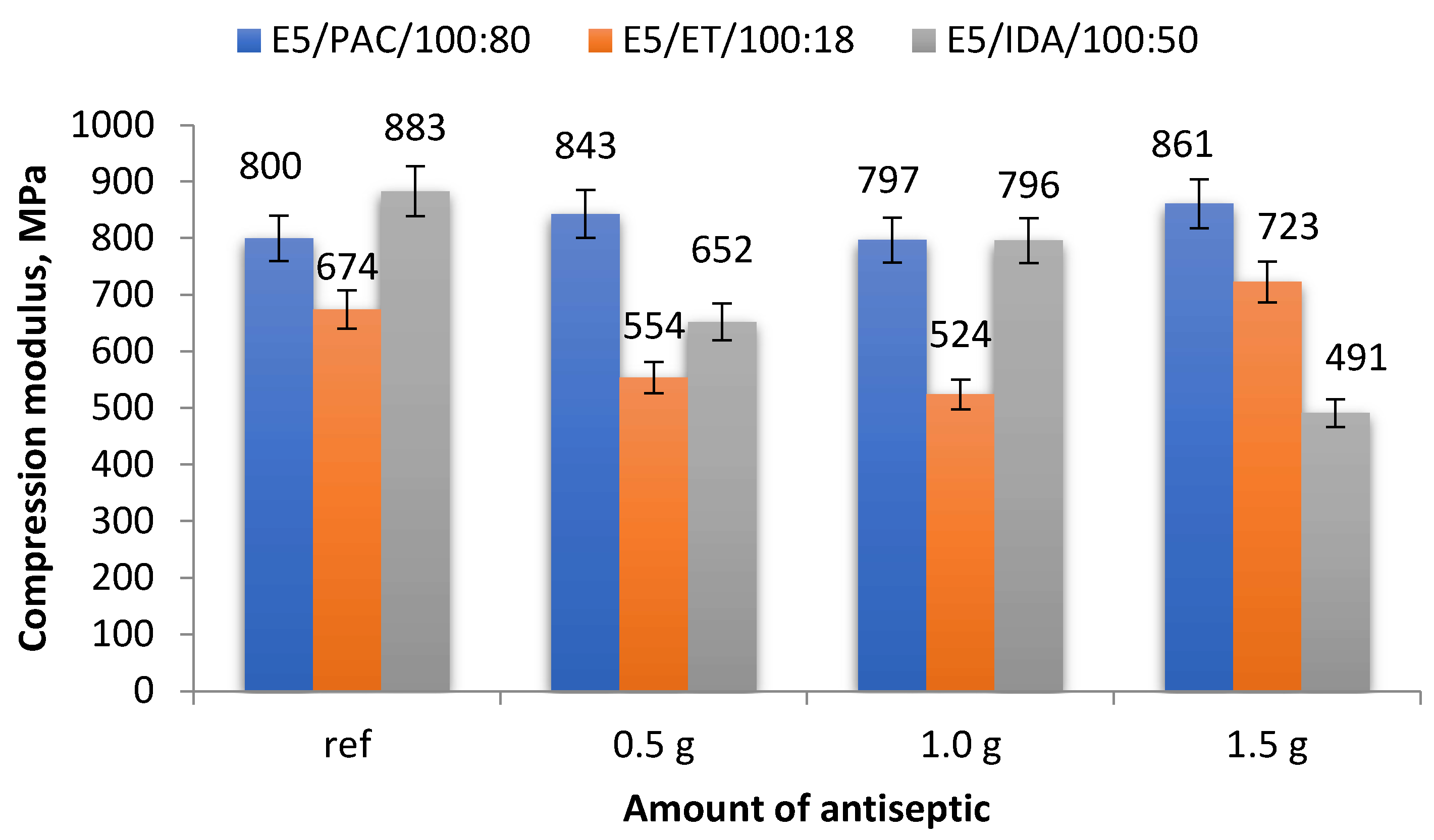
- The addition of a modifier in the form of boric acid did not increase the compression modulus of the modified epoxy compounds, when compared to that of the unmodified epoxy compounds.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, H.L.; Neville, H. Handbook of Epoxy Resins; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Rudawska, A. Epoxy Adhesives. In Handbook of Adhesive Technology; Pizzi, A., Mittal, K.Z., Eds.; CRS Press Taylor & Frances Group: Boca Raton, FL, USA, 2018; pp. 415–442. [Google Scholar]
- Pertie, E.M. Epoxy Adhesive Formulation; McGraw-Hill: New York, NY, USA, 2006; pp. 3–19, 26–41, 43–53, 71–82, 85–98, 207–225, 229–236. [Google Scholar]
- Yoon, I.-N.; Lee, Y.; Kang, D.; Min, J.; Won, J.; Kim, M.; Kang, Y.S.; Kim, S.-H.; Kim, J.-J. Modification of hydrogenated Bisphenol A epoxy adhesives using nanomaterials. Int. J. Adhes. Adhes. 2011, 31, 119–125. [Google Scholar] [CrossRef]
- Rudawska, A.; Worzakowska, M.; Bociąga, E.; Olewnik-Kruszkowska, E. Investigation of selected properties of adhesive compositions based on epoxy resins. Int. J. Adhes. Adhes. 2019, 92, 23–36. [Google Scholar] [CrossRef]
- Ellis, B. (Ed.) Chemistry and Technology of Epoxy Resins, 1st ed.; Springer Science+Business Media: Dordrecht, The Netherlands, 1993. [Google Scholar]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J.; Kaavesina, M. Epoxy resins thermosetting for mechanical engineering. Open Eng. 2021, 11, 797–814. [Google Scholar] [CrossRef]
- Jojibabu, P.; Zhang, Y.X.; Gangadhara Prusty, B. A review of research advances in epoxy-based nanocomposites as adhesive materials. Int. J. Adhes. Adhes. 2020, 96, 102454. [Google Scholar] [CrossRef]
- Bartolozzi, A.; Bertani, R.; Burigo, E.; Fabrizi, A.; Panozzo, F.; Quaresimin, M.; Simionato, F.; Sgarbossa, P.; Tamburini, S.; Zappalorto, M.; et al. Multifunctional Cu2+-montmorillonite/epoxy resin nanocomposites with antibacterial activity. J. Appl. Polym. Sci. 2017, 134, 44733. [Google Scholar] [CrossRef]
- Rudawska, A.; Frigione, M. Cold-cured bisphenolic epoxy adhesive filled with low amounts of CaCO3: Effect of the filler on the durability to aqueous environments. Materials 2021, 14, 1324. [Google Scholar] [CrossRef] [PubMed]
- Rudawska, A. Experimental study of mechanical properties of epoxy compounds modified with calcium carbonate and carbon after hygrothermal exposure. Materials 2020, 13, 5439. [Google Scholar] [CrossRef]
- Jin, Z.; Liu, H.; Wang, Z.; Zhang, W.; Chen, Y.; Zhao, T.; Meng, G.; Liu, H.; Liu, H. Enhancement of anticorrosion and antibiofouling performance of self-healing epoxy coating using nano-hydrotalcite materials and bifunctional biocide sodium pyrithione. Prog. Org. Coat. 2022, 172, 107141. [Google Scholar] [CrossRef]
- Li, W.; Song, B.; Zhang, S.; Zhang, F.; Liu, C.; Zhang, N.; Yao, H.; Shi, Y. Using 3-isocyanatopropyltrimethoxysilane to decorate graphene oxide with nano-titanium dioxide for enhancing the anti-corrosion properties of epoxy coating. Polymers 2020, 12, 837. [Google Scholar] [CrossRef]
- Dagdag, O.; Hamed, O.; Erramli, H.; El Harfi, A. Anticorrosive Performance Approach Combining an Epoxy Polyaminoamide–Zinc Phosphate Coatings Applied on Sulfo-tartaric Anodized Aluminum Alloy 5086. J. Bio. Tribo. Corros. 2018, 4, 52. [Google Scholar] [CrossRef]
- Tambe, S.P.; Jagtap, S.D.; Chaurasiya, A.K.; Joshi, K.K. Evaluation of microbial corrosion of epoxy coating by using sulphate reducing bacteria. Prog. Org. Coat. 2016, 94, 49–55. [Google Scholar] [CrossRef]
- Hodul, J.; Hodná, J.; Drochytka, R. Antibacterial properties, shore hardness and chemical resistance of epoxy coatings containing finely ground secondary raw materials for hygienic plants. Appl. Mech. Mat. 2018, 876, 97–102. [Google Scholar] [CrossRef]
- Ullah, S.; Ahmad, F.; Shariff, A.M.; Bustam, M.A.; Gonfa, G.; Gilani, Q.F.; Gillani, F. Effects of ammonium polyphosphate and boric acid on the thermal degradation of an intumescent fire retardant coating. Prog. Org. Coat. 2017, 109, 70–82. [Google Scholar] [CrossRef]
- Chen, Z.-x.; Zhang, Z.-f.; Aqma, W.S. Mechanical characteristics of antibacterial epoxy resin adhesive wood biocomposites against skin disease. S J. Biolog Sci. 2016, 23, S126–S136. [Google Scholar] [CrossRef]
- Shuxia, R.; Huifang, Y.; Iushy, T.; Yanfang, L. Preparation and properties of composite antibacterial agent. Adv. Mat. Res. 2009, 79–82, 965–968. [Google Scholar]
- Brezhnev, A.; Neelakantan, P.; Tanaka, R.; Brezhnev, S.; Fokas, G.; Matinlinna, J.K. Antibacterial additives in epoxy resin-based root canal sealers: A focused review. Dent. J. 2019, 7, 72. [Google Scholar] [CrossRef] [PubMed]
- Mori, Y.; Shirokawa, M.; Sasaki, S. Antibacterial activity of epoxy resins mixed with polyelectrolyte/silver nanoparticle composite filler. Biocontrol Sci. 2018, 23, 129–132. [Google Scholar] [CrossRef] [PubMed]
- Rudawska, A. The influence of curing conditions on the strength of adhesive joints. J. Adhes. 2020, 96, 402–422. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Freuli, F.; Frigione, M. Cold-curing structural epoxy resins: Analysis of the curing reaction as a function of curing time and thickness. Materials 2014, 7, 6832–6842. [Google Scholar] [CrossRef]
- Prolongo, S.G.; del Rosario, G.; Urena, A. Comparative study on the adhesive properties of different epoxy resins. Int. J. Adhes. Adhes. 2005, 26, 125–132. [Google Scholar] [CrossRef]
- Mohan, P. A critical review: The modification, properties and applications of epoxy resin. Polym.-Plast. Technol. Eng. 2013, 52, 107–125. [Google Scholar] [CrossRef]
- Kocaman, S.; Ahmetli, G. A study of coating properties of biobased modified epoxy resin with different hardeners. Prog. Org. Coat. 2016, 97, 53–64. [Google Scholar] [CrossRef]
- Grillet, A.C.; Galy, J.; Gérard, J.F.; Pascault, J.P. Mechanical and viscoelastic properties of epoxy networks cured with aromatic diamines. Polymer 1991, 32, 1885–1891. [Google Scholar] [CrossRef]
- Ferdosian, F.; Yuan, Z.; Anderson, M.; Xu, C.C. Sustainable lignin-based epoxy resins cured with aromatic and aliphatic amine curing agents: Curing kinetics and thermal properties. Thermochim. Acta 2015, 618, 48–55. [Google Scholar] [CrossRef]
- Ignatenko, V.Y.; Ilyin, S.O.; Kostyuk, A.V.; Bondarenko, G.N.; Antonov, S.V. Acceleration of epoxy resin curing by using a combination of aliphatic and aromatic amines. Polym. Bull. 2020, 77, 1519–1540. [Google Scholar] [CrossRef]
- Brantseva, T.V.; Solodilov, V.I.; Antonov, S.V.; Gorbunova, I.Y.; Korohin, R.A.; Shapagin, A.V.; Smirnova, N.M. Epoxy modification with poly (vinyl acetate) and poly (vinyl butyral). I. Structure, thermal, and mechanical characteristics. J. Appl. Polym. Sci. 2016, 133, 44081–44094. [Google Scholar] [CrossRef]
- Shaw, S.J. Additives and Modifiers for Epoxy Resins. In Chemistry and Technology of Epoxy Resins; Ellis, B., Ed.; Springer Science + Business Media: Dordrecht, The Netherlands, 1993; pp. 117–143. [Google Scholar]
- Yang, X.; Zhang, Y.; Chen, Z.; Yang, Y.; Jing, H.; Sun, Z.; Wang, H. Preparation of epoxypropyl functionalized graphene oxide and its anticorrosion properties complexed with epoxy resin. Korean J. Chem. Eng. 2020, 37, 2340–2350. [Google Scholar] [CrossRef]
- McDonnell, G.; Russell, A.D. Antiseptics and disinfectants: Activity, action, and resistance. Clin. Microbiol. Rev. 1999, 12, 147–179. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Luo, W.; Lv, J.; Lin, S.; Zheng, B.; Zhang, Z.; Chen, M. A universal strategy toward flame retardant epoxy resin with ultra-tough and transparent properties. Polym. Degrad. Stab. 2022, 205, 110132. [Google Scholar] [CrossRef]
- Hobbs, C.E. Recent Advances in Bio-Based Flame Retardant Additives for Synthetic Polymeric Materials. Polymers 2019, 11, 224. [Google Scholar] [CrossRef]
- Murat Unlu, S.; Tayfun, U.; Yildirim, B.; Dogan, M. Effect of boron compounds on fire protection properties of epoxy based intumescent coating. Fire Mater. 2017, 41, 17–28. [Google Scholar] [CrossRef]
- Liu, Z.; Picken, S.J.; Besseling, N.A. Polyborosiloxanes (PBSs), synthetic kinetics, and characterization. Macromolecules 2014, 47, 4531–4537. [Google Scholar] [CrossRef]
- Zhang, D.; Jiang, N.; Chen, X.; He, B. Rheology of crosslinked entangled polymers: Shear stiffening in oscillatory shear. J. Appl. Polym. Sci. 2020, 137, 48421. [Google Scholar] [CrossRef]
- Wang, S.; Li, Q.; Wang, S.; Zhang, W.; Lu, C.; He, X. A mechanically adaptive polymer based triboelectric nanogenerator for long-life self-powered wearable electronics. Eur. Polymer J. 2023, 188, 111937. [Google Scholar] [CrossRef]
- Bagci, M.; Imrek, H. Solid particle erosion behaviour of glass fibre reinforced boric acid filled epoxy resin composites. Tribology Int. 2011, 44, 1704–1710. [Google Scholar] [CrossRef]
- Jeencham, R.; Suppakarn, N.; Jarukumjorn, K. Effect of flame retardants on flame retardant, mechanical, and thermal properties of sisal fiber/polypropylene composites. Compos. Part B Eng. 2014, 56, 249–253. [Google Scholar] [CrossRef]
- Visakh, P.M.; Nazarenko, O.B.; Amelkovich, Y.A.; Melnikova, T.V. Thermal properties of epoxy composites filled with boric acid. IOP Conf. Ser. Mater. Sci. Eng. 2015, 81, 012095. [Google Scholar] [CrossRef]
- Nazarenko, O.B.; Bukhareva, P.B.; Melnikova, T.V.; Visakh, P.M. Effect of Boric Acid on Volatile Products of Thermooxidative Degradation of Epoxy Polymers. J. Phys. Conf. Ser. 2016, 671, 012041. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Czupryński, B.; Liszkowska, J. New polyol for production of rigid polyurethane-polyisocyanurate foams, Part 2: Preparation of rigid polyurethane-polyisocyanurate foams with the new polyol. J. Appl. Polym. Sci. 2010, 118, 2250–2256. [Google Scholar] [CrossRef]
- Shen, K.K. Recent Advances in Boron-Based Flame Retardants. In Flame Retardant Polymeric Materials; Hu, Y., Wang, X., Eds.; CRC Press: London, UK, 2019; Volume 6, pp. 97–119. [Google Scholar]
- Shen, J.; Liang, J.; Lin, X.; Lin, H.; Yu, J.; Wang, S. The Flame-Retardant Mechanisms and Preparation of Polymer Composites and Their Potential Application in Construction Engineering. Polymers 2022, 14, 82. [Google Scholar] [CrossRef]
- Sain, M.; Park, S.H.; Suhara, F.; Law, S. Flame retardant and mechanical properties of natural fibre—PP composites containing magnesium hydroxide. Polym. Degrad. Stab. 2004, 83, 363–367. [Google Scholar] [CrossRef]
- Coskun, H.S.; Kehribar, L.; Surucu, S.; Aydin, M.; Mahirogullari, M. Antibacterial Effects of Sodium Borate and Calcium Borate Based Polymeric Coatings for Orthopedic Implants. Cureus 2022, 14, e22173. [Google Scholar] [CrossRef] [PubMed]
- Sasany, R.; Eyüboğlu, T.F.; Özcan, M. Long-Term Effect of Nanosized Boric Acid Powder on Optical Properties of Polymer Infiltrated Ceramic CAD-CAM Material. Coatings 2023, 13, 483. [Google Scholar] [CrossRef]
- Türkaslan, B.E.; Dalbeyler, A. An Alternative Pre-Treatment Sterilization Solution Synthesis Utilizing Boric Acid Doped Graphene Oxide. Iran. J. Chem. Chem. Eng. 2022, 41, 3718. [Google Scholar]
- Sun, S.; Yu, Q.; Yu, B.; Zhou, F. New Progress in the Application of Flame-Retardant Modified Epoxy Resins and Fire-Retardant Coatings. Coatings 2023, 13, 1663. [Google Scholar] [CrossRef]
- Nagieb, Z.A.; Nassar, M.A.; El-Meligy, M.G. Effect of Addition of Boric Acid and Borax on Fire-Retardant and Mechanical Properties of Urea Formaldehyde Saw Dust Composites. Int. J. Carbohydr. Chem. 2011, 2011, 146763. [Google Scholar] [CrossRef]
- Hamciuc, C.; Vlad-Bubulac, T.; Serbezeanu, D.; Macsim, A.-M.; Lisa, G.; Anghel, I.; Şofran, I.-E. Effects of Phosphorus and Boron Compounds on Thermal Stability and Flame Retardancy Properties of Epoxy Composites. Polymers 2022, 14, 4005. [Google Scholar] [CrossRef]
- Hong, S.G.; Tsai, J.S. The efect of metal surfaces on the adsorption and degradation behavior of an epoxy/amidoamine system. Macromol. Mater. Eng. 2000, 276, 59–65. [Google Scholar] [CrossRef]
- Qaderi, S.B.A.; Peck, M.C.; Bauer, D.R. Characterization of solutions and aqueous dispersions of epoxy/amidoamine resins. J. Appl. Polym. Sci. 1987, 34, 2313–2323. [Google Scholar] [CrossRef]
- Rudawska, A. The impact of seasoning conditions on mechanical properties of modified and unmodified epoxy adhesive compounds. Polymers 2019, 11, 804. [Google Scholar] [CrossRef]
- Ciech Sarzyna Catalogue. Available online: https://sarzynachemical.pl/ (accessed on 28 February 2023).
- He, H.; Li, K.; Wang, J.; Sun, G.; Li, Y.; Wang, J. Study on thermal and mechanical properties of nano-calcium carbonate/epoxy composites. Mat. Des. 2011, 32, 4521–4527. [Google Scholar] [CrossRef]
- ASTM D695-15; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, USA, PA, 2015.
- PN-EN ISO 604; Plastics—Determination of Compressive Properties. Polish Committee for Standardization: Warsaw, Poland, 2006.
- Rabiej, M. Statistics with the Statistica Program (Statystyka z Programem Statistica); Helion: Gliwice, Poland, 2012. (In Polish) [Google Scholar]
- Doğan, M.; Yilmaz, A.; Bayraml, E. Synergistic effect of boron containing substances on flame retardancy and thermal stability of intumescent polypropylene composites. Polym. Degrad. Stab. 2010, 85, 2584–2588. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physico-Chemical Properties | |
|---|---|
| Epoxide number [mol/100 g] | 0.49–0.52 |
| Density at 20 °C [g/cm3] | 1.17 |
| Viscosity at 25 °C [mPas] | 20,000–30,000 |
| Epoxy equivalent weight [q/eq] | 196–208 |
| Full curing [days] | 7 |
| Physico-Chemical Properties | Curing Agent | ||
|---|---|---|---|
| Polyamide: Polyaminoamide | Amine: Adduct of Aliphatic Amine (Triethylenetetramine) and Aromatic Glycidyl Ether | Amine: Adduct of Cycloaliphatic Amine | |
| Amine number [mg KOH/g] | 290–360 | 700–900 | 200–350 |
| Density at 20 °C [g/cm3] | 1.10–1.20 | 1.02–1.05 | 1.01–1.03 |
| Viscosity at 25 °C [m·Pas] | 10,000–25,000 | 200–300 | 150–300 |
| Gelation time with Epidian 5 epoxy resin (100 g sample) at 20 °C [min] | 180 | 30 | 40 |
| No. | Epoxy Resin/Content | Curing Agent/Content | Modifier/Content | Denotation of Epoxy Compound | |
|---|---|---|---|---|---|
| g | % | ||||
| 1 | Epidian 5/100 g | PAC/80 g | - | - | E5/PAC/100:80 |
| 2 | 0.5 g | 0.28 | E5/PAC/H3BO3/100:80:0.5 | ||
| 3 | 1.0 g | 0.55 | E5/PAC/H3BO3/100:80:1.0 | ||
| 4 | 1.5 g | 0.83 | E5/PAC/H3BO3/100:80:1.5 | ||
| 5 | ET/18 g | - | - | E5/ET/100:18 | |
| 6 | 0.5 g | 0.42 | E5/ET/H3BO3/100:18:0.5 | ||
| 7 | 1.0 g | 0.84 | E5/ET/H3BO3/100:18:1.0 | ||
| 8 | 1.5 g | 1.26 | E5/ET/H3BO3/100:18:1.5 | ||
| 9 | IDA/50 g | - | - | E5/IDA/100:50 | |
| 10 | 0.5 g | 0.33 | E5/IDA/H3BO3/100:50:0.5 | ||
| 11 | 1.0 g | 0.66 | E5/IDA/H3BO3/100:50:1.0 | ||
| 12 | 1.5 g | 0.99 | E5/IDA/H3BO3/100:50:1.5 | ||
| Variables X and Y * | r(X,Y) | r2 | t | p | Regression Coefficient Y to X | Regression Coefficient X to Y |
|---|---|---|---|---|---|---|
| X—Content of antiseptic agent [g],Y—compressive strength of E5/PAC/100:80 epoxy compound [MPa] | 0.906 | 0.822 | 3.036 | 0.009 | 7.560 | 0.190 |
| X—Content of antiseptic agent [g],Y—compressive strength of E5/ET/100:18 epoxy compound [MPa] | −0.278 | 0.077 | −0.409 | 0.007 | −1.980 | −0.039 |
| X—Content of antiseptic agent [g],Y—compressive strength of E5/IDA/100:50 epoxy compound [MPa] | −0.816 | 0.666 | −1.999 | 0.019 | −9.140 | −0.073 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rudawska, A. Mechanical Properties of Epoxy Compounds Based on Unmodified Epoxy Resin Modified with Boric Acid as an Antiseptic. Materials 2024, 17, 259. https://doi.org/10.3390/ma17010259
Rudawska A. Mechanical Properties of Epoxy Compounds Based on Unmodified Epoxy Resin Modified with Boric Acid as an Antiseptic. Materials. 2024; 17(1):259. https://doi.org/10.3390/ma17010259
Chicago/Turabian StyleRudawska, Anna. 2024. "Mechanical Properties of Epoxy Compounds Based on Unmodified Epoxy Resin Modified with Boric Acid as an Antiseptic" Materials 17, no. 1: 259. https://doi.org/10.3390/ma17010259
APA StyleRudawska, A. (2024). Mechanical Properties of Epoxy Compounds Based on Unmodified Epoxy Resin Modified with Boric Acid as an Antiseptic. Materials, 17(1), 259. https://doi.org/10.3390/ma17010259