
The Effects of Lubricooling Ecosustainable Techniques on Tool Wear in Carbon Steel Milling




Abstract
1. Introduction
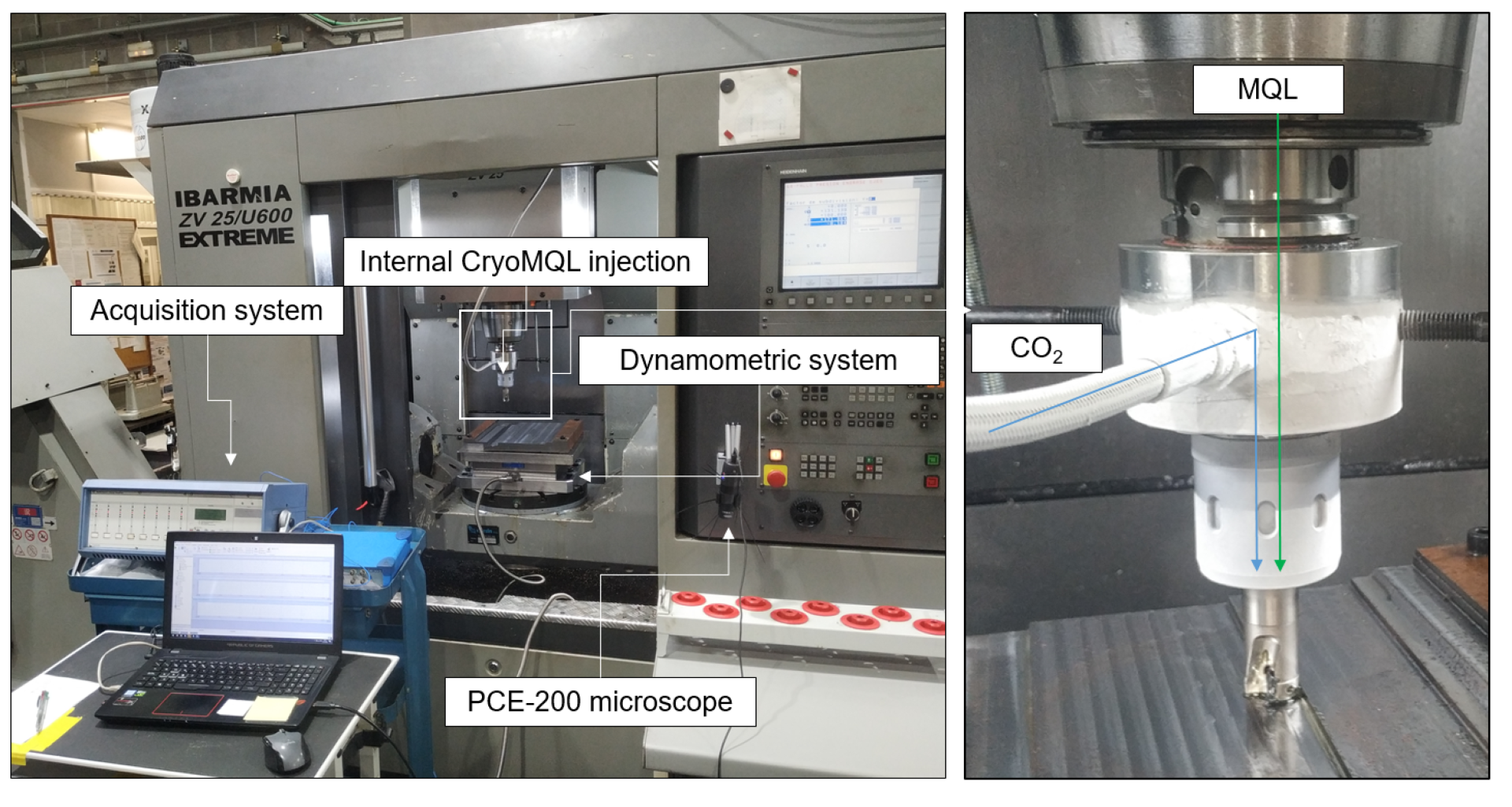
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- The cutting forces are similar in both tests, which means that CryoMQL technology does not increase energy consumption;
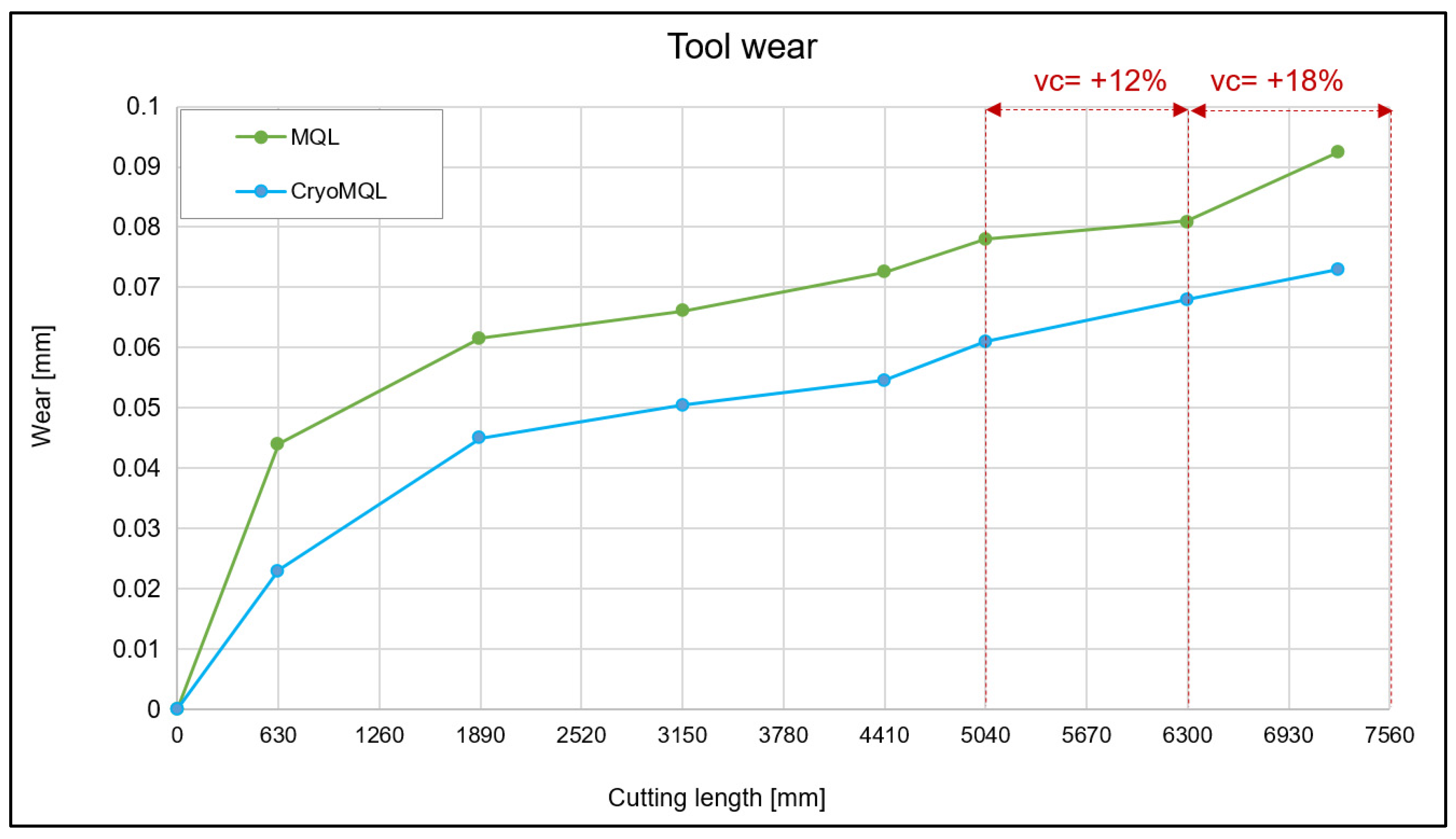
- The results obtained show how the use of CryoMQL technology implies an increase in productivity through an 18% increase in cutting speed, which implies a reduction in manufacturing times;
- Joining the previous advantage with an increase of 30% in the tool life, which is directly related to cost reductions, can be considered a great improvement for the machining sector. By reducing the use of inserts, it is also possible to reduce their environmental footprint during both the machining and production processes;
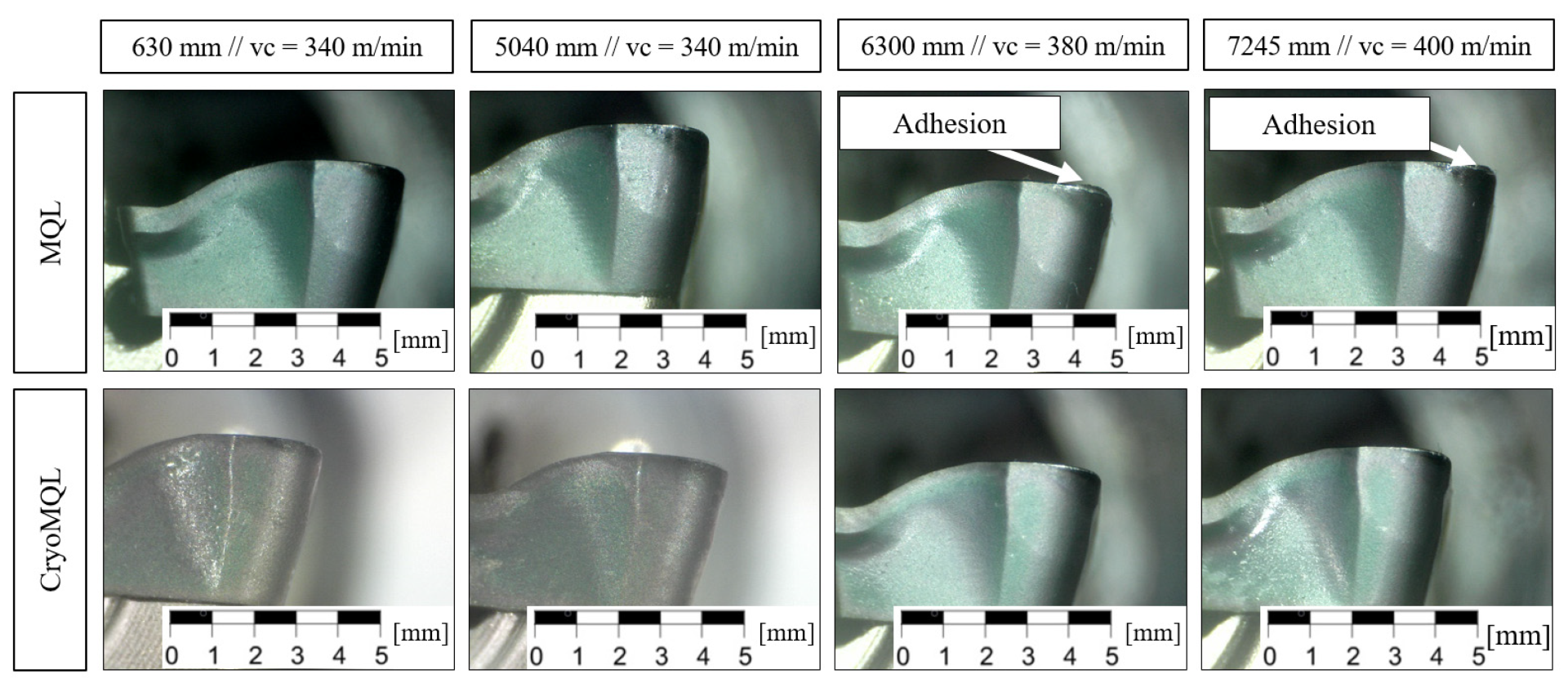
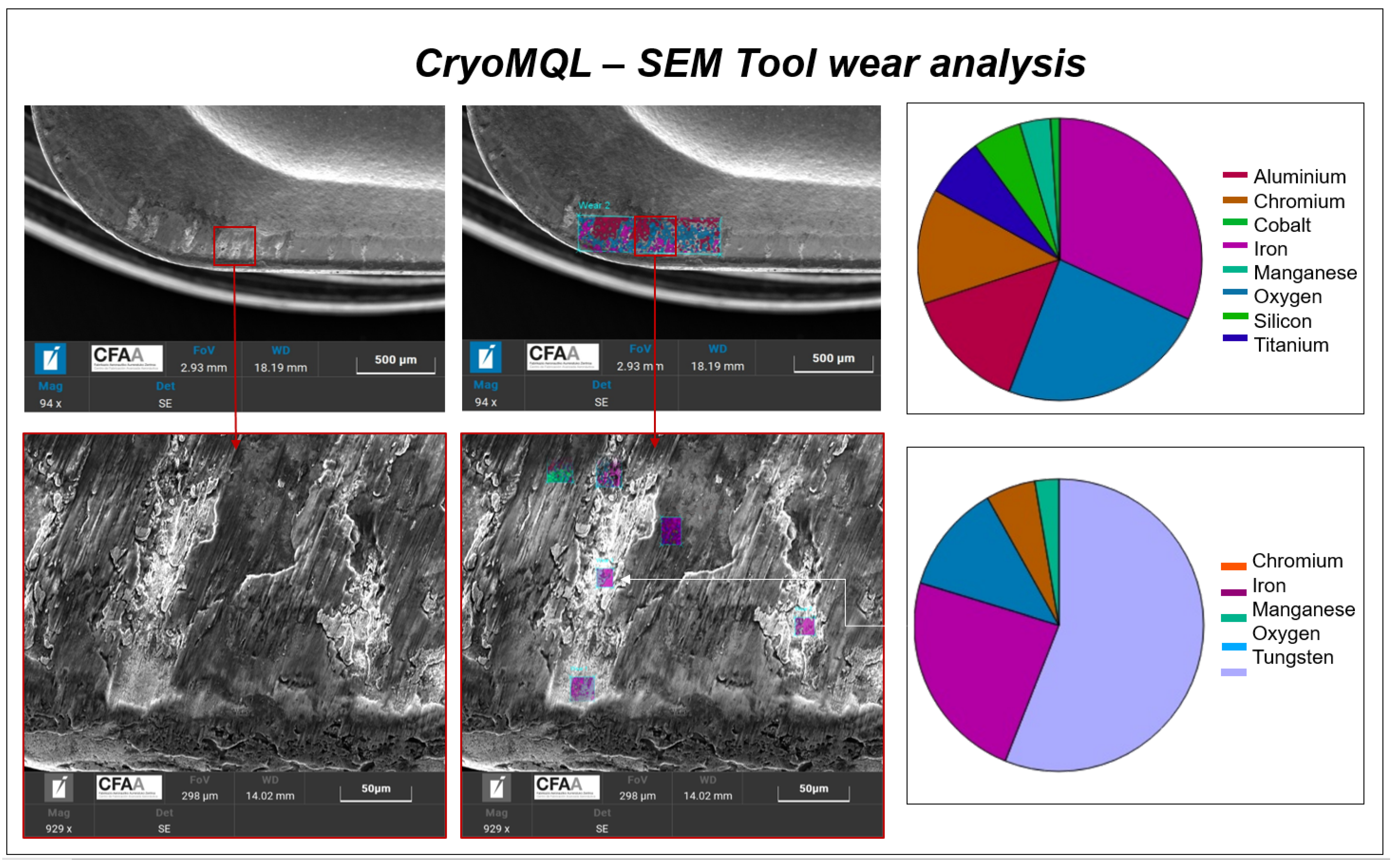
- During the tests, adhesion was obtained on the edge of the tool using MQL, which reduced the tool’s stability. On the other hand, using CryoMQL technology, the wear caused in the cutting edge was more homogeneous;
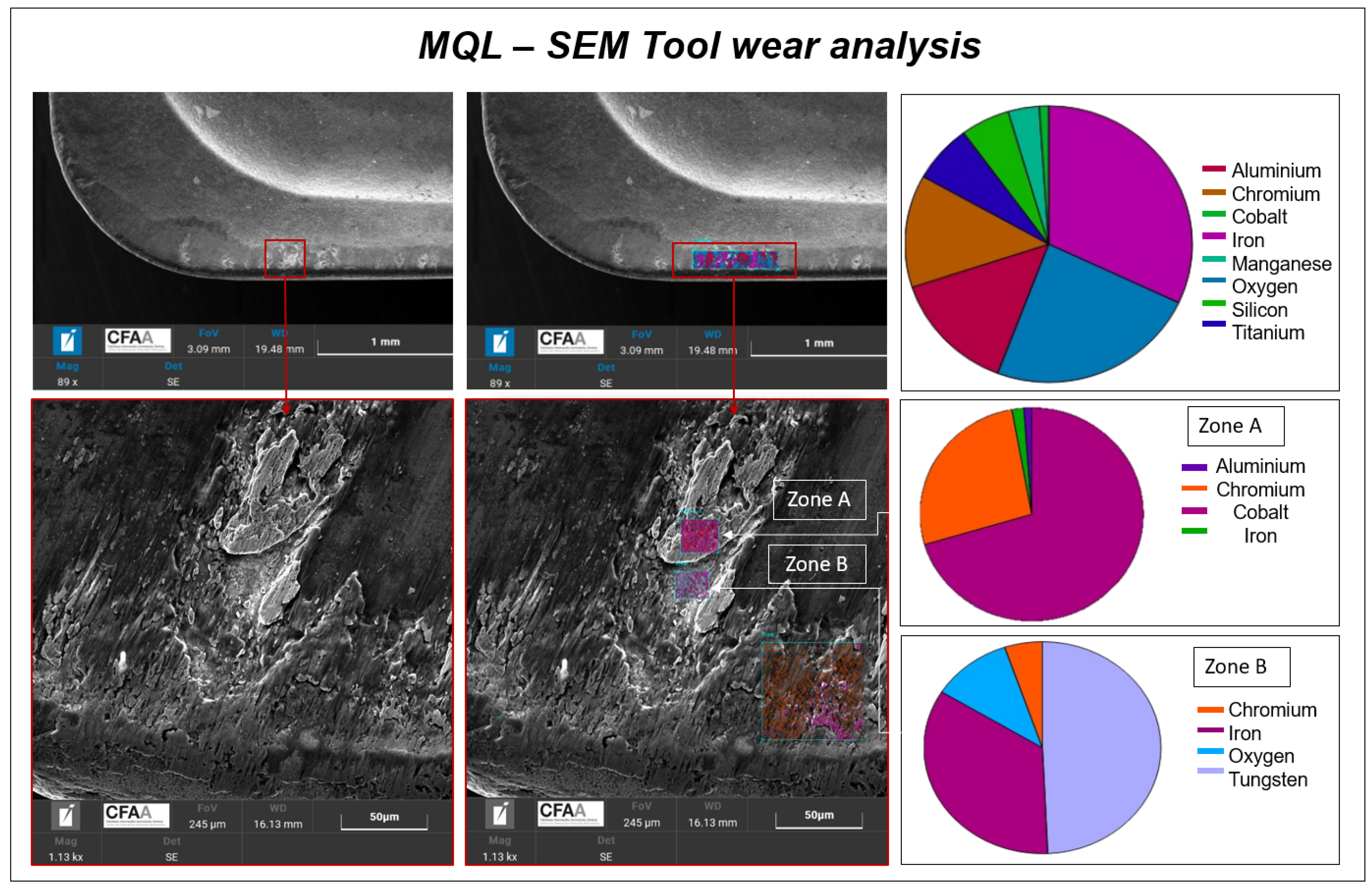
- The adhesion produced during the MQL test was verified with the SEM; when checking the composition in that area, a large increase in iron was observed, whereas in CryoMQL technology a similar increase did not happen. Thus, with the use of CryoMQL technology, adhesion phenomenon was reduced drastically.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klocke, F.A.E.G.; Eisenblätter, G. Dry Cutting. CIRP Ann. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Attanasio, A.; Gelfi, M.; Giardini, C.; Remino, C.A.R.L.O. Minimal quantity lubrication in turning: Effect on tool wear. Wear 2006, 260, 333–338. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- He, T.; Liu, N.; Xia, H.; Wu, L.; Zhang, Y.; Li, D.; Chen, Y. Progress and trend of minimum quantity lubrication (MQL): A comprehensive review. J. Clean. Prod. 2023, 386, 135809. [Google Scholar] [CrossRef]
- Damir, A.; Shi, B.; Attia, M.H. Flow characteristics of optimized hybrid cryogenic-minimum quantity lubrication cooling in machining of aerospace materials. CIRP Ann. 2019, 68, 77–80. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Sarikaya, M.; Pusavec, F. Energy consumption and ecological analysis of sustainable and conventional cutting fluid strategies in machining 15–5 PHSS. Sustain. Mater. Technol. 2022, 32, e00416. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Kaynak, Y.; Lu, T.; Jawahir, I.S. Cryogenic Machining-Induced Surface Integrity: A Review and Comparison with Dry, MQL, and Flood-Cooled Machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Identifying the effectiveness of manner of cryogenic coolant supply in different cryogenic cooling techniques in turning process—A review. Mach. Sci. Technol. 2020, 24, 948–999. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Multi performance characteristics optimization in cryogenic turning of 17-4 PH stainless steel using Taguchi coupled grey relational analysis. Adv. Mater. Process. Technol. 2018, 4, 431–447. [Google Scholar] [CrossRef]
- Lai, Z.; Wang, C.; Zheng, L.; Lin, H.; Yuan, Y.; Yang, J.; Xiong, W. Effect of cryogenic oils-on-water compared with cryogenic minimum quantity lubrication in finishing turning of 17-4PH stainless steel. Mach. Sci. Technol. 2020, 24, 1016–1036. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Calleja-Ochoa, A.; Celaya, A.; de Lacalle, L.L.; Fernández-Valdivielso, A.; González, H. Simulation of Cryo-cooling to Improve Super Alloys Cutting Tools. Int. J. Precis. Eng. Manuf.-Green Technol. 2022, 9, 73–82. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; de Lacalle LN, L.; Rodríguez, A.; Pereira, O. In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain. Mater. Technol. 2021, 29, e00301. [Google Scholar] [CrossRef]
- Shokrani, A.; Al-Samarrai, I.; Newman, S.T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2019, 43, 229–243. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; de Lacalle, L.L.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Process. 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Pereira, O.; Urbikain, G.; Rodríguez, A.; Fernández-Valdivielso, A.; Calleja, A.; Ayesta, I.; de Lacalle, L.L. Internal cryolubrication approach for Inconel 718 milling. Procedia Manuf. 2017, 13, 89–93. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 23. [Google Scholar] [CrossRef] [PubMed]
- Sivaiah, P.; Chakradhar, D. Influence of cryogenic coolant on turning performance characteristics: A comparison with wet machining. Mater. Manuf. Process. 2017, 32, 1475–1485. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Kovalev, A.I.; Aguirre, M.H.; Beake, B.D.; Yamamoto, K.; Veldhuis, S.C.; Endrino, J.L.; Wainstein, D.L.; Rashkovskiy, A.Y. Design and performance of AlTiN and TiAlCrN PVD coatings for machining of hard to cut materials. Surf. Coat. Technol. 2009, 204, 489–496. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; De Lacalle, L.L. Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process. J. Mater. Process. Technol. 2012, 212, 516–522. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition % | C | Mn | Si | P | S |
|---|---|---|---|---|---|
| AISI 1045 | 0.40–0.50 | 0.50–0.80 | 0.15–0.40 | <0.035 | <0.035 |
| Tests Carried Out | |||
|---|---|---|---|
| Length cut stage | 0–5040 mm | 5040–6300 mm | 6300–7245 mm |
| Cutting speed (vc) | 340 m/min (6000 rpm) | 380 m/min (6700 rpm) | 400 m/min (7000 rpm) |
| Feed per tooth (fz) | 0.15 mm/tooth | 0.15 mm/tooth | 0.15 mm/tooth |
| Axial depth (ap) | 3 mm | 3 mm | 3 mm |
| Radial depth (ae) | 9 mm | 9 mm | 9 mm |
| Cutting length (Lc) | 315 mm | 315 mm | 315 mm |
| RMS Cutting Forces [N] | 630 mm vc = 340 m/min | 5040 mm vc = 340 m/min | 6300 mm vc = 380 m/min | 7245 mm vc = 400 m/min |
|---|---|---|---|---|
| MQL | 178,837 | 188,341 | 189,532 | 192,127 |
| CryoMQL | 179,325 | 185,394 | 192,346 | 195,338 |
| Base Material | Weight % |  |
| Aluminium | 33.5% | |
| Chromium | 26% | |
| Iron | 5% | |
| Nitrogen | 20.5% | |
| Titanium | 15% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Villarrazo, N.; Caneda, S.; Pereira, O.; Rodríguez, A.; López de Lacalle, L.N. The Effects of Lubricooling Ecosustainable Techniques on Tool Wear in Carbon Steel Milling. Materials 2023, 16, 2936. https://doi.org/10.3390/ma16072936
Villarrazo N, Caneda S, Pereira O, Rodríguez A, López de Lacalle LN. The Effects of Lubricooling Ecosustainable Techniques on Tool Wear in Carbon Steel Milling. Materials. 2023; 16(7):2936. https://doi.org/10.3390/ma16072936
Chicago/Turabian StyleVillarrazo, Nagore, Soraya Caneda, Octavio Pereira, Adrian Rodríguez, and Luis Norberto López de Lacalle. 2023. "The Effects of Lubricooling Ecosustainable Techniques on Tool Wear in Carbon Steel Milling" Materials 16, no. 7: 2936. https://doi.org/10.3390/ma16072936
APA StyleVillarrazo, N., Caneda, S., Pereira, O., Rodríguez, A., & López de Lacalle, L. N. (2023). The Effects of Lubricooling Ecosustainable Techniques on Tool Wear in Carbon Steel Milling. Materials, 16(7), 2936. https://doi.org/10.3390/ma16072936