
New Strategy for Preparation of Yttria Powders with Atypical Morphologies and Their Sintering Behavior

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
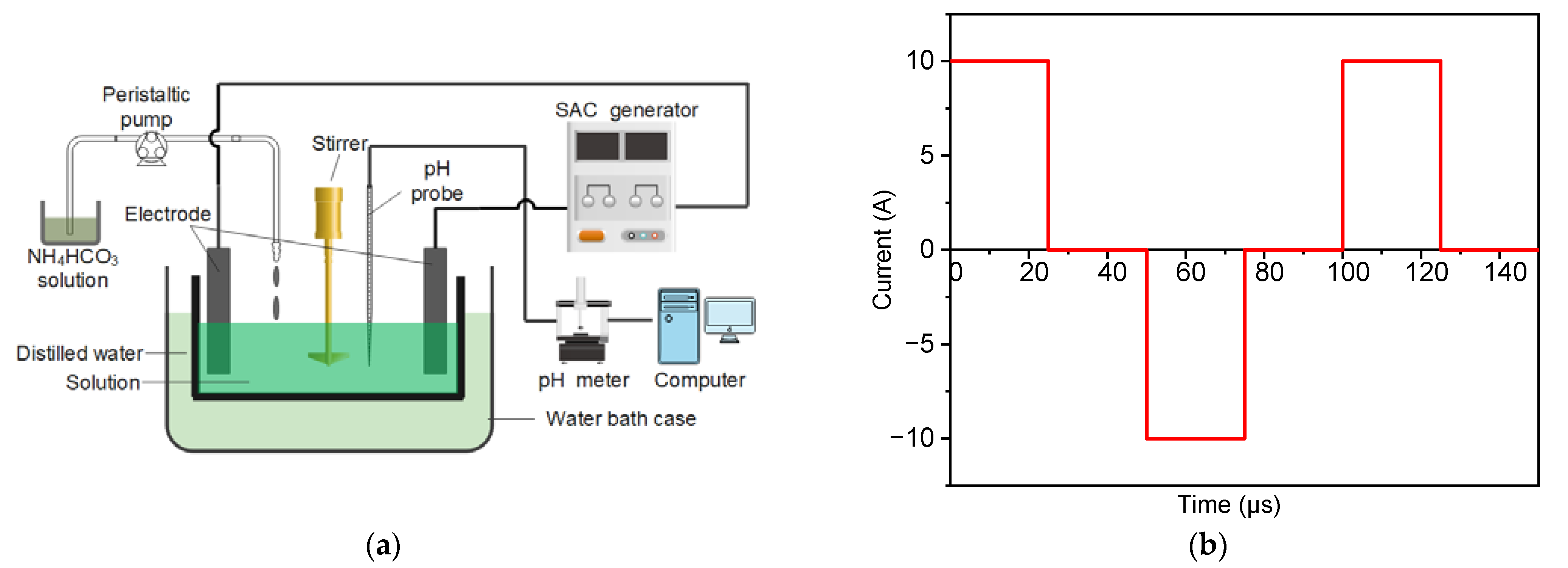
2.1. Preparation of Yttria Powders
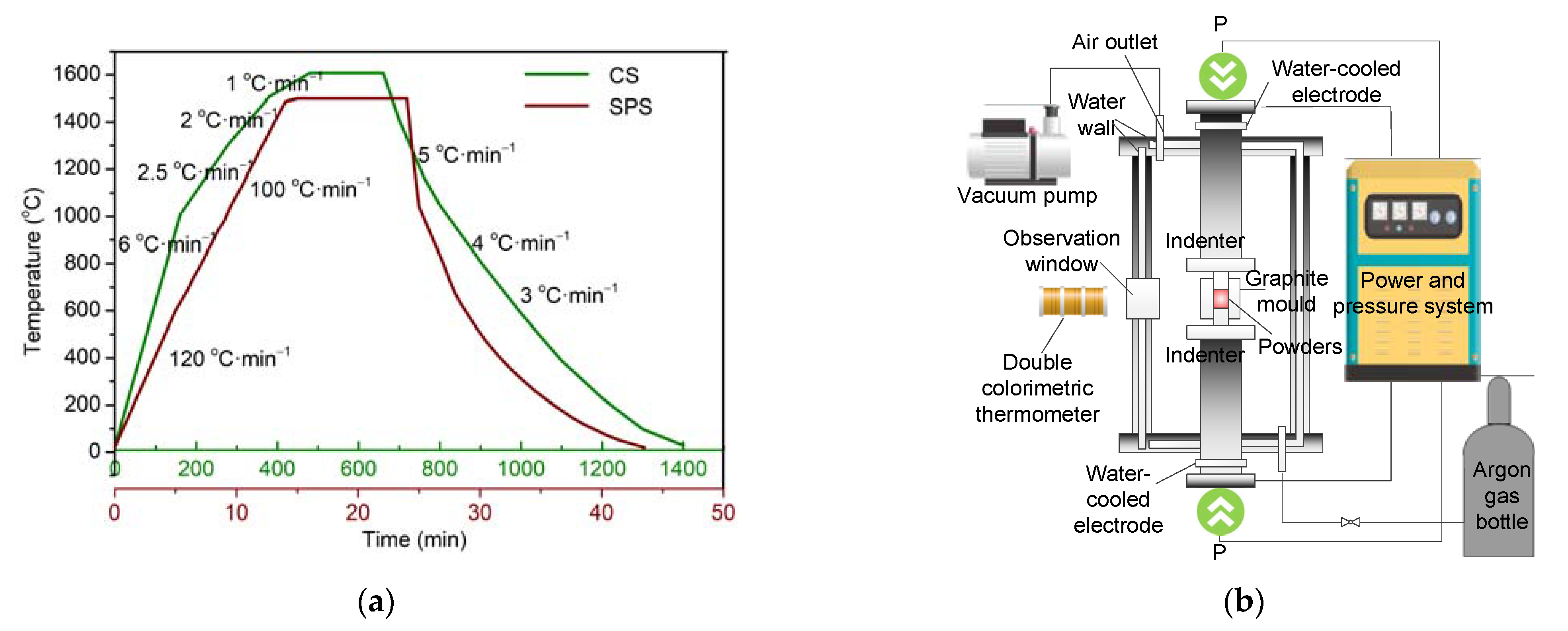
2.2. Sintering of Yttria
2.3. Characterization
3. Results and Discussion
4. Conclusions
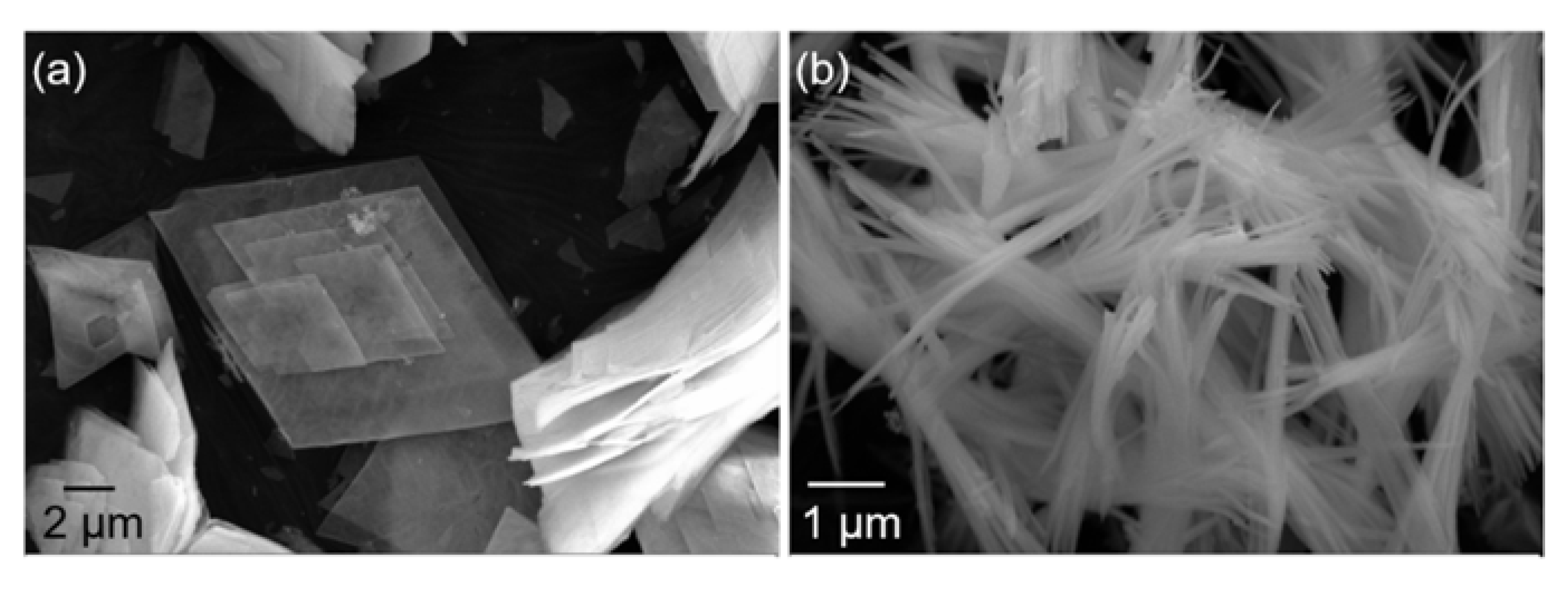
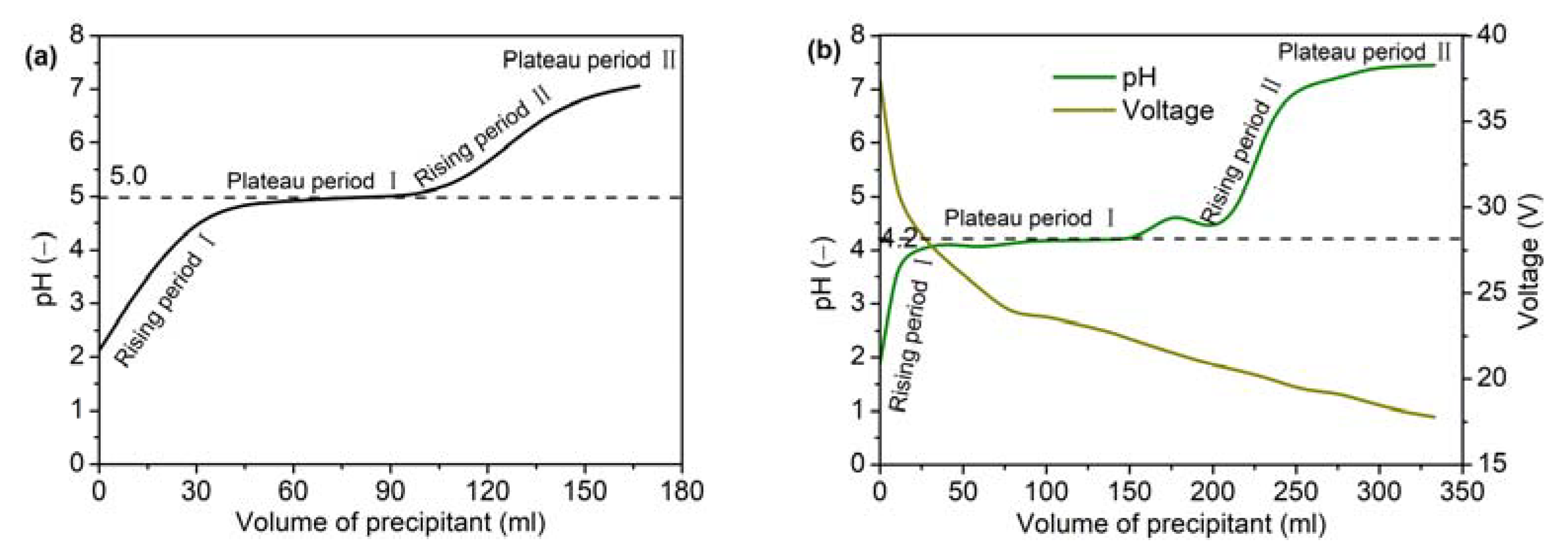
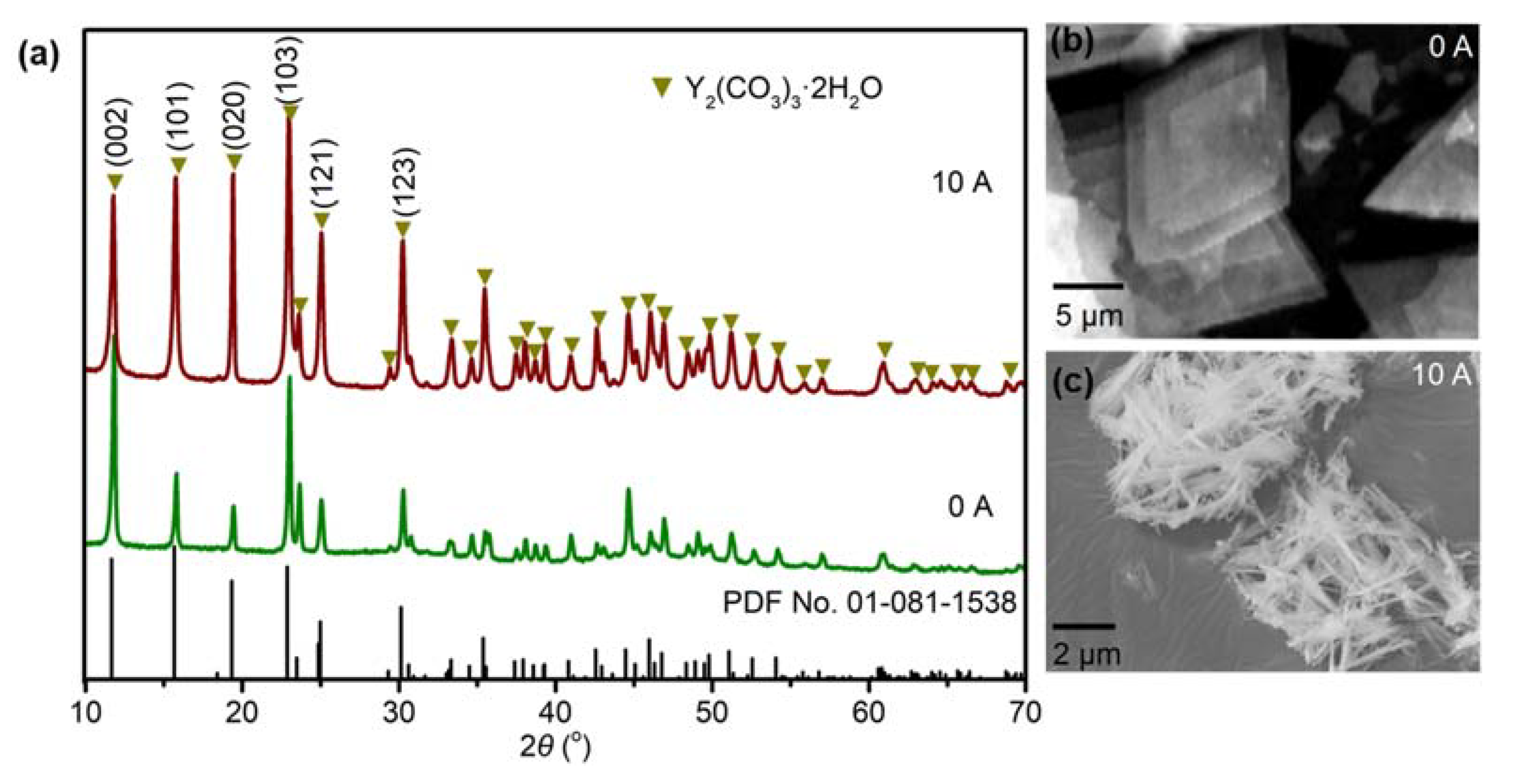
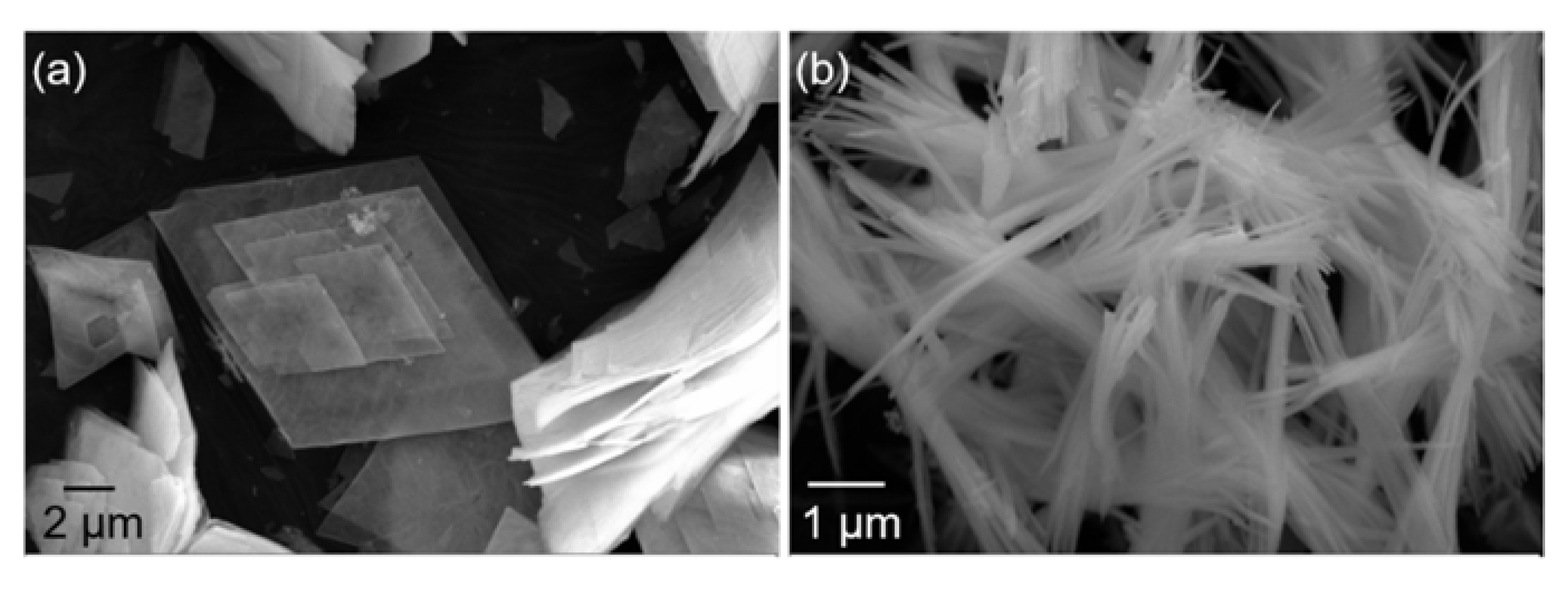
- The application of an electric field during the precipitation process promoted the nucleation of yttria precursors at a lower pH, resulting in a morphological transformation from flake to needle-like.
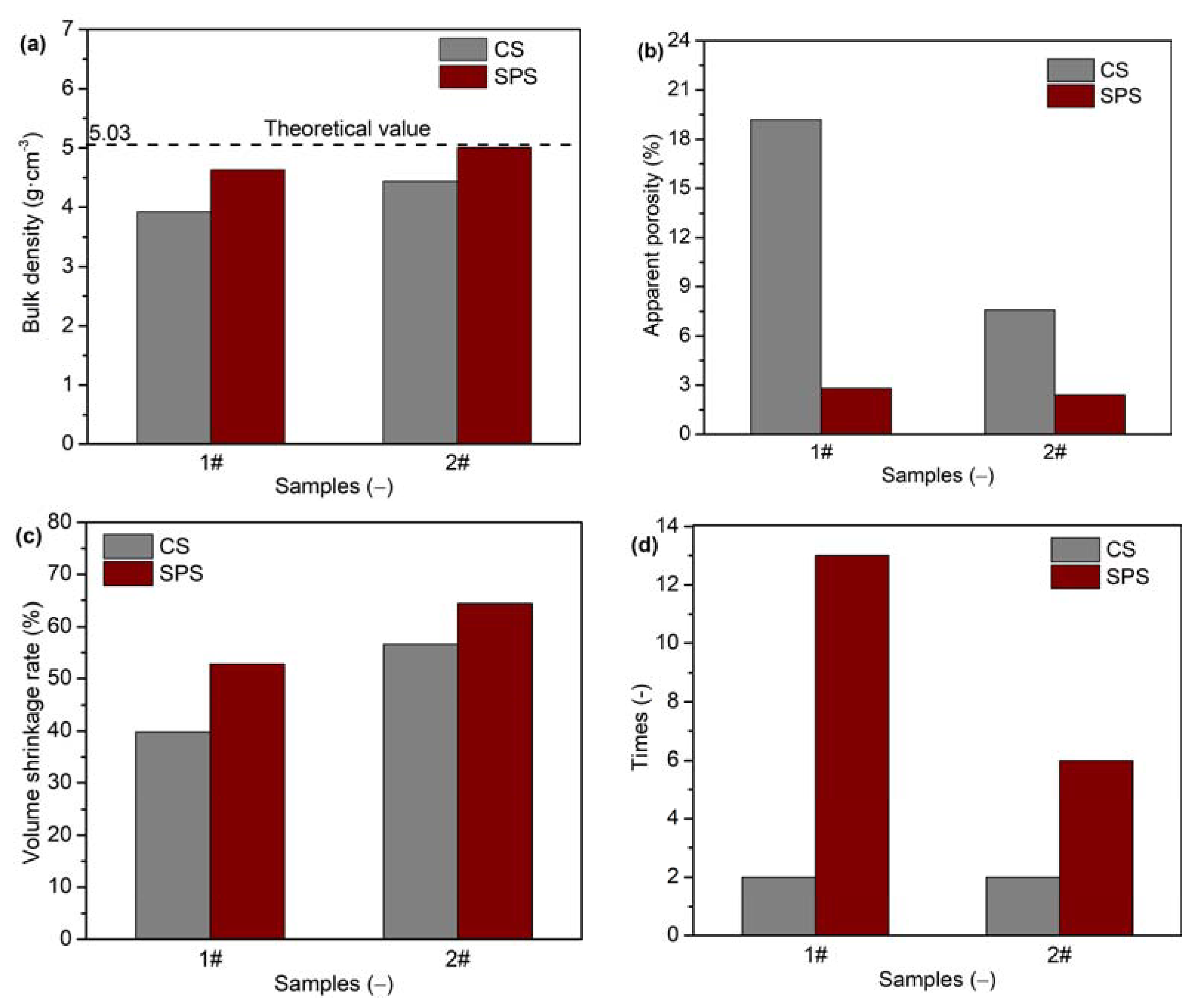
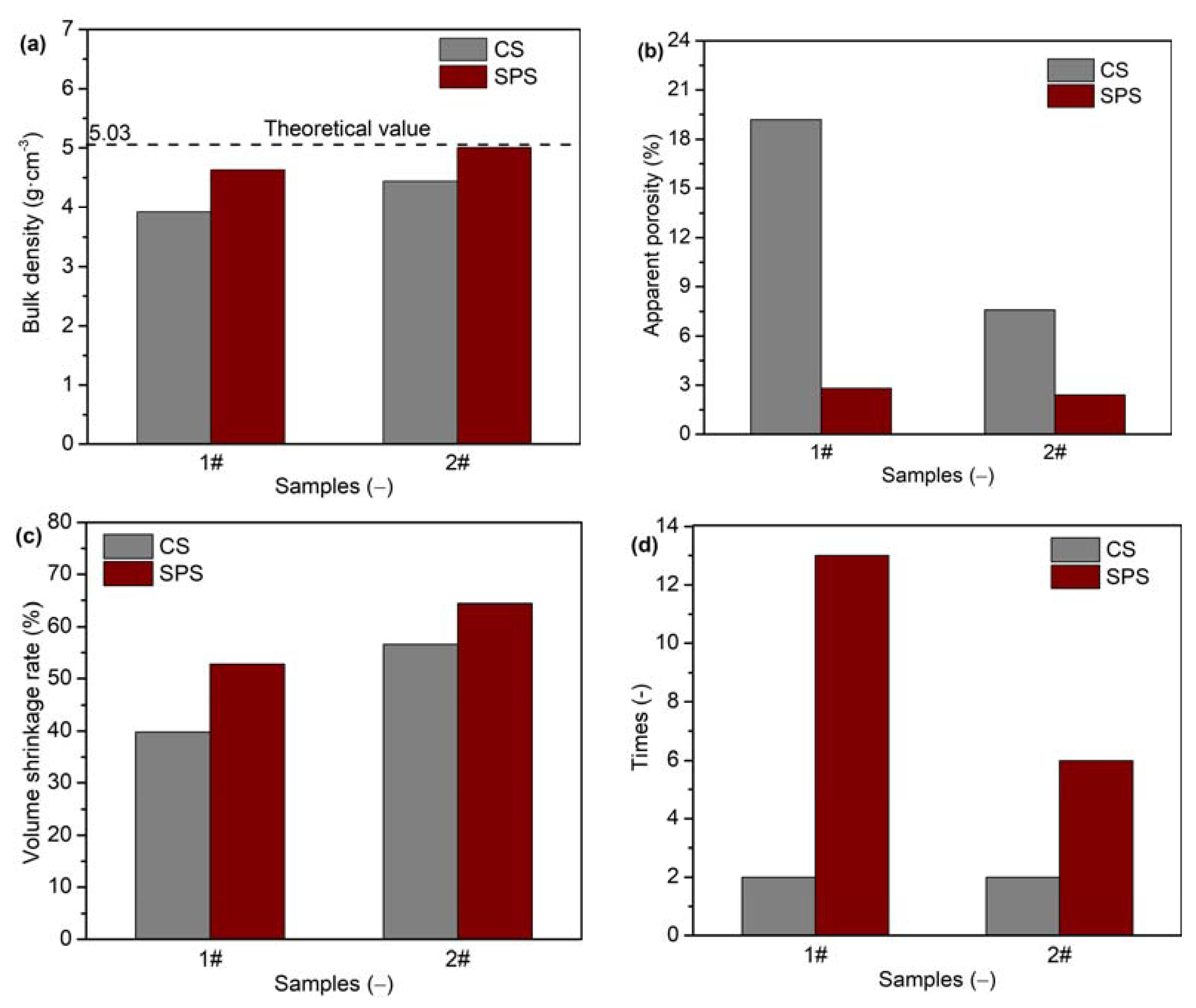
- Compared to yttria ceramics prepared via CS, yttria ceramics prepared via SPS had higher density and lower porosity. This was true for both the flake and needle-like morphologies. The relative density of the yttria ceramic sample 2# reached 99.60% after sintering via SPS.
- The number of thermal shock cycles increased from two to six in sample 2# when the sintering method changed from CS to SPS. This is mainly attributed to the transformation of the fracture mode from intergranular to transgranular.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Zhang, F.; Chen, F.; Zhang, J.; Zhang, H.L.; Tian, R.; Wang, Z.J.; Liu, J.; Zhang, Z.; Chen, S.; et al. Effect of Y2O3 and La2O3 on the sinterability of γ-AlON transparent ceramics. J. Eur. Ceram. Soc. 2015, 35, 23–28. [Google Scholar]
- Wang, X.Z.; Che, J.W.; Liu, X.Y. Effect of yttria on thermal transport and vibrational modes in yttria-stabilized hafnia. Ceram. Int. 2021, 48, 31705–31713. [Google Scholar]
- Sepideh, K.; Abolghasem, N.; Mostafa, M. Influence of process parameters in gel casting of a pure yttria nanopowder to fabricate transparent ceramics. Ceram. Int. 2021, 47, 29977–29987. [Google Scholar]
- Ning, K.J.; Wang, J.; Ma, J.; Dong, Z.L.; Kong, L.B.; Tang, D.Y. Fabrication of laser grade Yb: Y2O3 transparent ceramics with ZrO2 additive through hot isostatic pressing. Mater. Today Commun. 2020, 24, 101185. [Google Scholar]
- Zheng, Z.; Kong, F.; Chen, Y.; Wang, X.P. Effect of nano–Y2O3 addition on the creep behavior of an as–cast near–α titanium alloy. Mater. Charact. 2021, 178, 111249. [Google Scholar]
- Ni, M.; Wang, J.; Ma, J.; Yao, B.Q.; Ong, B.C.; Dong, Z.L.; Tang, D.Y. Synthesis of yttria nanopowder with poly acrylic acid as dispersant for highly transparent yttria ceramics. J. Am. Ceram. Soc. 2022, 105, 2029–2037. [Google Scholar]
- Li, X.W.; Fan, X.H.; Ni, N.; Zhao, X.F.; Li, C.W.; Xiao, P. Continuous alumina fiber–reinforced yttria–stabilized zirconia composites with high density and toughness. J. Eur. Ceram. Soc. 2020, 40, 1539–1548. [Google Scholar]
- Yang, Y.G.; Kwak, J.Y.; Kong, H.; Lee, S.J. Sintering behavior of nano yttria powder compacts fabricated by various forming processes. J. Ceram. Process. Res. 2020, 21, 450–455. [Google Scholar]
- Lu, T.; Wang, T.; Jia, Y.F.; Ding, M.M.; Shi, Y.; Xie, J.J.; Lei, F.; Zhang, L.; Fan, L.C. Fabrication of high thermal conductivity silicon nitride ceramics by pressureless sintering with MgO and Y2O3 as sintering additives. Ceram. Int. 2020, 46, 27175–27183. [Google Scholar]
- Dong, Y.H.; Liu, Z.Y.; Pang, L.P.; Han, Y.; Yao, S.Y.; Wang, X.N. Preparation of Y2O3–ZrO2–CeO2 solid solution by co–precipitation and its electrical property. Phys. B Condens. Matter 2021, 612, 412972. [Google Scholar]
- Lee, D.S.; Kong, H.; Lee, S.J. A study on particle morphology and sintering behavior of yttria nano powder according to PVA mixing ratio in polymer solution synthesis route. J. Ceram. Process. Res. 2022, 23, 137–144. [Google Scholar]
- Oh, B.H.; Lee, S.J. Control of particle morphology and size of yttria powder prepared by hydro(solvo)thermal synthesis. J. Korean Ceram. Soc. 2022, 59, 436–443. [Google Scholar]
- Shen, X.Y.; Zhai, Y.C. Preparation and optical properties of Y2O3/SiO2 powder. Rare Metals 2011, 30, 33–38. [Google Scholar]
- Jeong, K.J.; Bae, D.S. Synthesis and characterization of Y2O3 powders by a modified solvothermal process. Korean J. Mater. Res. 2012, 22, 78–81. [Google Scholar]
- Carda, M.; Adamova, N.; Buda, D.; Reckova, V.; Paidar, M.; Bouzek, K. Impact of preparation method and Y2O3 content on the properties of the YSZ electrolyte. Energies 2022, 15, 2565. [Google Scholar]
- Jia, D.B.; Zhong, L.C.; Yu, J.K.; Liu, Z.Y.; Yuan, L.; Tian, C.; Dai, W.B. Effect of Electropulsing Treatment on the Formation of MnS Inclusions in SUS303. Metall. Mater. Trans. B 2021, 52, 3756–3766. [Google Scholar]
- Edry, I.; Shoihet, A.; Hayun, S. On the effects of electric current intensity and pulse frequency on the solidified structure of pure aluminum subjected to pulse magneto–oscillation treatment. J. Mater. Process. Technol. 2021, 288, 116844. [Google Scholar]
- Shan, Y.C.; Xu, J.X.; Wang, G.; Sun, X.N.; Liu, G.H.; Xu, J.J.; Li, J.T. A fast pressureless sintering method for transparent AlON ceramics by using a bimodal particle size distribution powder. Ceram. Int. 2015, 41, 3992–3998. [Google Scholar]
- Huang, Z.L.; Sun, W.Y.; Wang, C.C.; Chen, C.L.; Huang, J.S.; Chen, S.; Hu, P. Recrystallization sintering and characterization of composite powders composed of two types of SiC with dissimilar particle sizes. Int. J. Appl. Ceram. Technol. 2022, 4, 1929–1938. [Google Scholar]
- Shashanka, R.; Chaira, D. Effects of Nano–Y2O3 and Sintering parameters on the fabrication of PM duplex and ferritic stainless steels. Acta Metal. Sin. Engl. 2016, 29, 58–71. [Google Scholar]
- Gan, L.; Park, Y.J.; Kim, H.; Kim, J.M.; Ko, J.W.; Lee, J.W. The effects of the temperature and pressure on ZrO2–doped transparent yttria ceramics fabricated by a hot–pressing method. Opt. Mater. 2017, 71, 109–116. [Google Scholar]
- Mathew, C.T.; Solomon, S.; Koshy, J.; Thomas, J.K. Infrared transmittance of hybrid microwave sintered yttria. Ceram. Int. 2015, 41, 10070–10078. [Google Scholar]
- Zhang, H.B.; Kim, B.N.; Morita, K.; Yoshida, H.; Hiraga, K.; Sakka, Y. Fabrication of transparent yttria by high–pressure spark plasma sintering. J. Am. Ceram. Soc. 2011, 94, 3206–3210. [Google Scholar]
- An, L.Q.; Ito, A.; Goto, T. Transparent yttria produced by spark plasma sintering at moderate temperature and pressure profiles. J. Euro. Ceram. Soc. 2012, 32, 1035–1040. [Google Scholar]
- He, M.S.; Li, J.B.; Lin, H.; Guo, G.R.; Liang, L. Fabrication of transparent polycrystalline yttria ceramics by combination of SPS and HIP. J. Rare Earths 2006, 24, 222–224. [Google Scholar]
- Gan, L.; Park, Y.J.; Zhu, L.L.; Kim, H.N.; Ko, J.W.; Kim, H.D. Optical and thermo–mechanical properties of fine–grained transparent yttria ceramics fabricated by hot–press sintering for infrared window applications. J. Eur. Ceram. Soc. 2018, 38, 4064–4069. [Google Scholar]
- Safronova, N.A.; Kryzhanovska, O.S.; Dobrotvorska, M.V.; Balabanov, A.E.; Yavetskiy, R.P.; Parkhomenko, S.V.; Brodskii, R.Y.; Baumer, V.N.; Kosyanov, D.Y.; Shichalin, O.O.; et al. Influence of sintering temperature on structural and optical properties of Y2O3–MgO composite SPS ceramics. Ceram. Int. 2020, 46, 6537–6543. [Google Scholar]
- Xu, C.Z.; Dai, W.B.; Jia, D.B.; Yu, J.K.; Liu, Z.Y.; Tang, G.P. Effect of electric current pulse on preparation of nano Y2O3. Mater. Sci. Technol. 2017, 33, 1428–1431. [Google Scholar]
- Zhang, Y.J.; Gao, M.R.; Han, K.D.; Fang, Z.Y.; Yin, X.B.; Xu, Z.Y. Synthesis, characterization and formation mechanism of dumbbell-like YOHCO3 and rod-like Y2(CO3)3·2. 5H2O. J. Alloys Compd. 2009, 474, 598–604. [Google Scholar]
- Chen, S.F.; Yu, S.H.; Yu, B.; Ren, L.; Yao, W.T.; Colfen, H. Solvent effect on mineral modification: Selective synthesis of cerium compounds by a facile solution route. Chem. Eur. J. 2004, 10, 3050–3058. [Google Scholar]
- Jeong, J.Y.; Park, S.W.; Moon, D.K.; Kim, W.J. Synthesis of Y2O3 nano-powders by precipitation method using various precipitants and preparation of high stability dispersion for backlight unit (BLU). J. Ind. Eng. Chem. 2010, 16, 243–250. [Google Scholar]
- Zhang, Y.C.; Chen, S.O.; Luan, W.N.; Shao, W.Q.; Li, D.; Jing, Y.L. Research on the preparation and formation process of rhombic platelet Y2O3. Mater. Rep. 2007, 21, 182–183. (In Chinese) [Google Scholar]
- Kim, J.I.; Kim, J.; Lee, S.M.; Jeong, H.; Ryu, S.S. Low-temperature hot-press sintering of AlN ceramics with MgO–CaO–Al2O3–SiO2 glass additives for ceramic heater applications. Ceram. Int. 2022, 48, 26022–26027. [Google Scholar]
- Liu, Y.H.; Cheng, C.B.; Sun, W.J.; Zhang, Z.M.; Ma, R.W.; Zhou, J.X.; Wang, J.; Wang, T.L.; Zheng, Q.J.; Du, Y.; et al. Negative permittivity behavior of carbon fibre/alumina ceramic composites prepared by hot-press sintering. Ceram. Int. 2022, 48, 10031–10038. [Google Scholar]
- Kingery, W.D.; Berg, M. Study of the Initial Stages of Sintering Solids by Viscous Flow, Evaporation Condensation, and Self Diffusion; Sintering Key Papers; Springer: Berlin/Heidelberg, Germany, 1990. [Google Scholar]
- Cai, D.; Jia, D.; Yang, Z.; Zhu, Q.; Ocelik, V.; Vainchtein, I.D.; Hosson, J.T.M.; Zhou, Y. Effect of magnesium aluminum silicate glass on the thermal shock resistance of BN matrix composite ceramics. J. Am. Ceram. Soc. 2017, 100, 2669–2678. [Google Scholar]
- Hasselman, D.P.H. Unified theory of thermal shock fracture initiation and crack propagation in brittle ceramics. J. Am. Ceram. Soc. 1969, 52, 600–604. [Google Scholar]
- Zeng, S.; Zhu, D.B.; Zhang, X.X.; Liang, J.S. Enhanced thermal shock resistance of zirconia ceramics with multi-component rare earth and tourmaline addition. Ceram. Int. 2023, in press. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, M.; Liu, H.; Zheng, W.; Ye, C.S.; Wen, S.F.; Yan, C.Z.; Shi, Y.S. Microstructure and properties of silica-based ceramic cores by laser powder bed fusion combined with vacuum infiltration. J. Mater. Sci. Technol. 2023, in press. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, S.; Li, J.; Liu, Z. New Strategy for Preparation of Yttria Powders with Atypical Morphologies and Their Sintering Behavior. Materials 2023, 16, 2854. https://doi.org/10.3390/ma16072854
Qu S, Li J, Liu Z. New Strategy for Preparation of Yttria Powders with Atypical Morphologies and Their Sintering Behavior. Materials. 2023; 16(7):2854. https://doi.org/10.3390/ma16072854
Chicago/Turabian StyleQu, Sheng, Jinlian Li, and Zhaoyang Liu. 2023. "New Strategy for Preparation of Yttria Powders with Atypical Morphologies and Their Sintering Behavior" Materials 16, no. 7: 2854. https://doi.org/10.3390/ma16072854
APA StyleQu, S., Li, J., & Liu, Z. (2023). New Strategy for Preparation of Yttria Powders with Atypical Morphologies and Their Sintering Behavior. Materials, 16(7), 2854. https://doi.org/10.3390/ma16072854