
Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing




Abstract
1. Introduction
2. Experimental Procedures
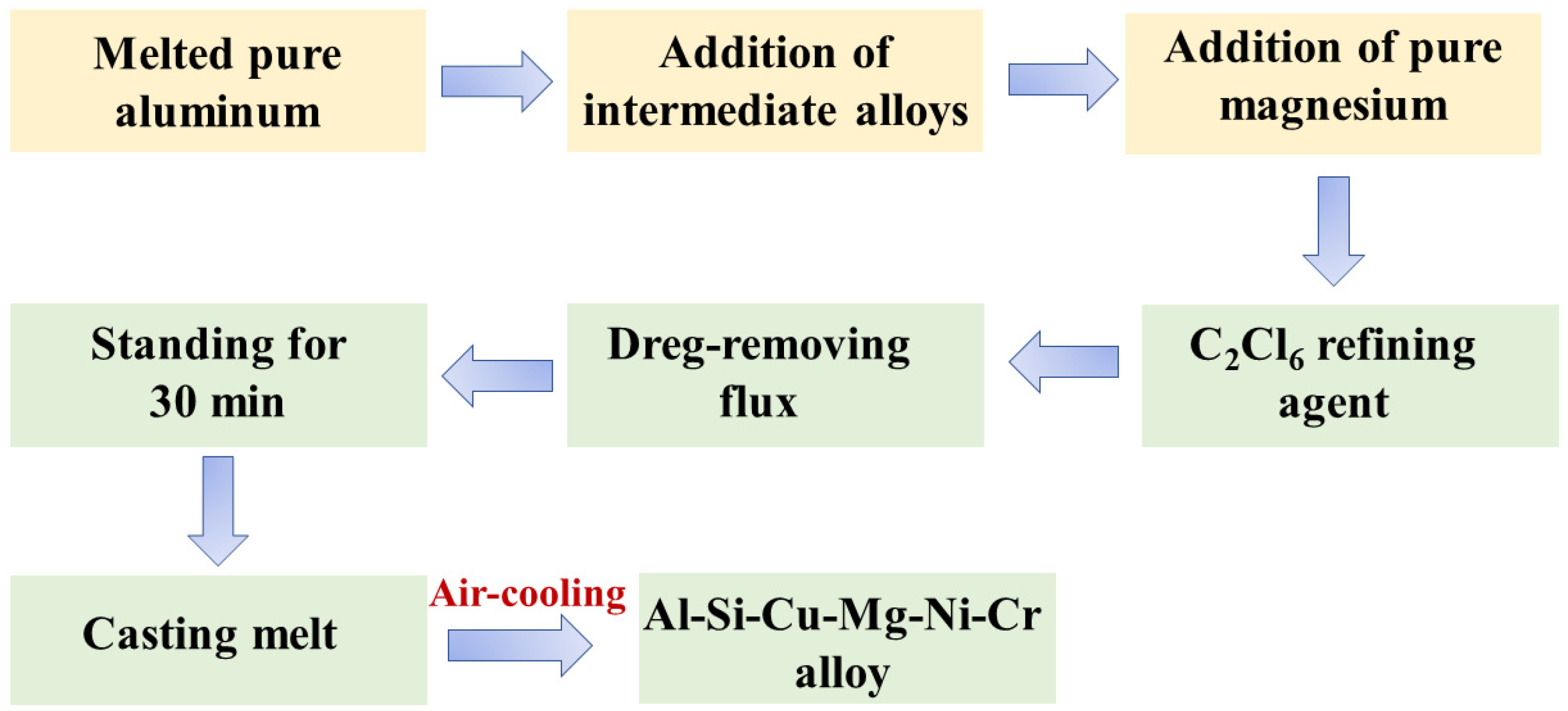
Preparation of Materials
3. Results and Discussion
3.1. Optimization of the Solid Solution Process
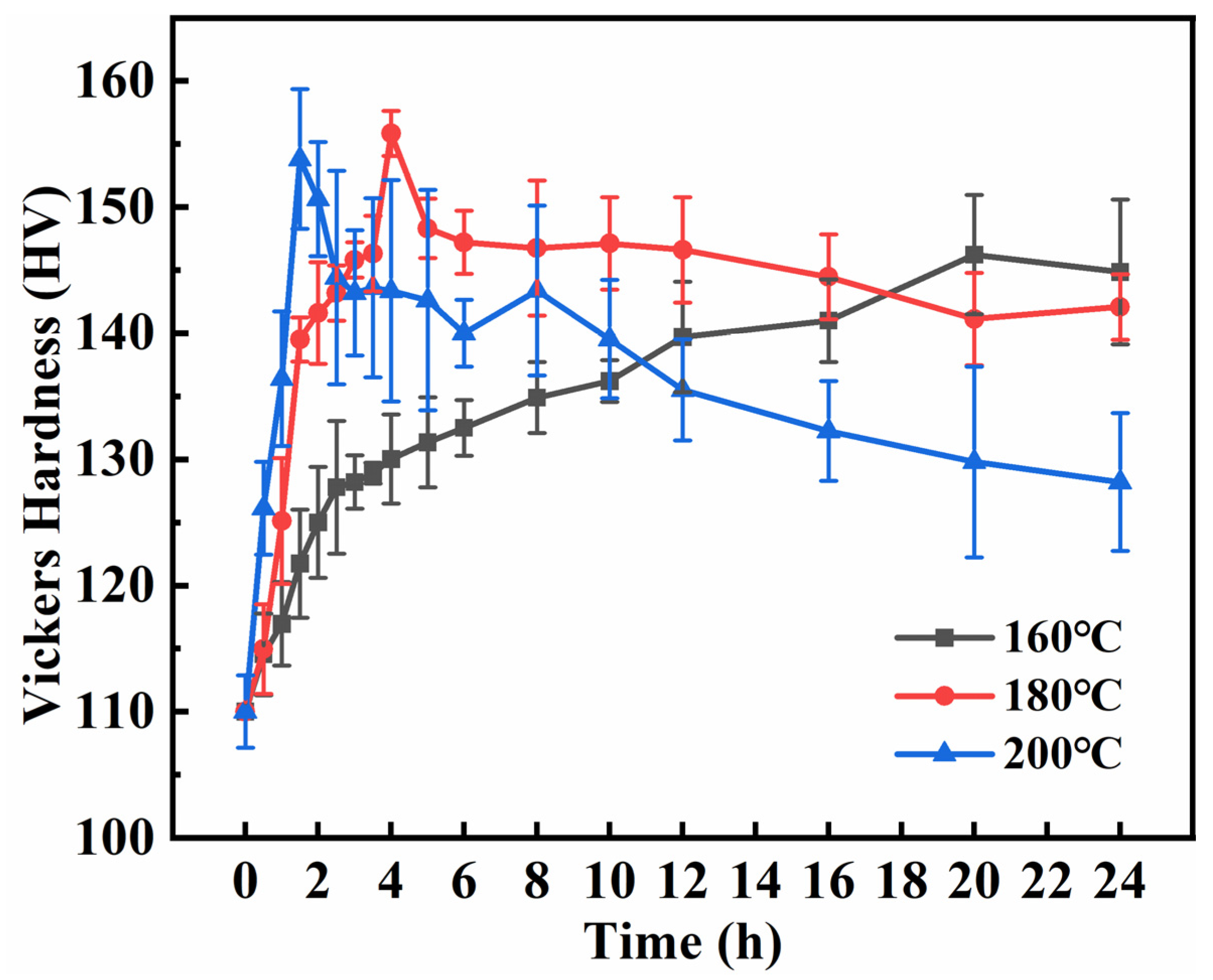
3.2. Optimization of the Ageing Process
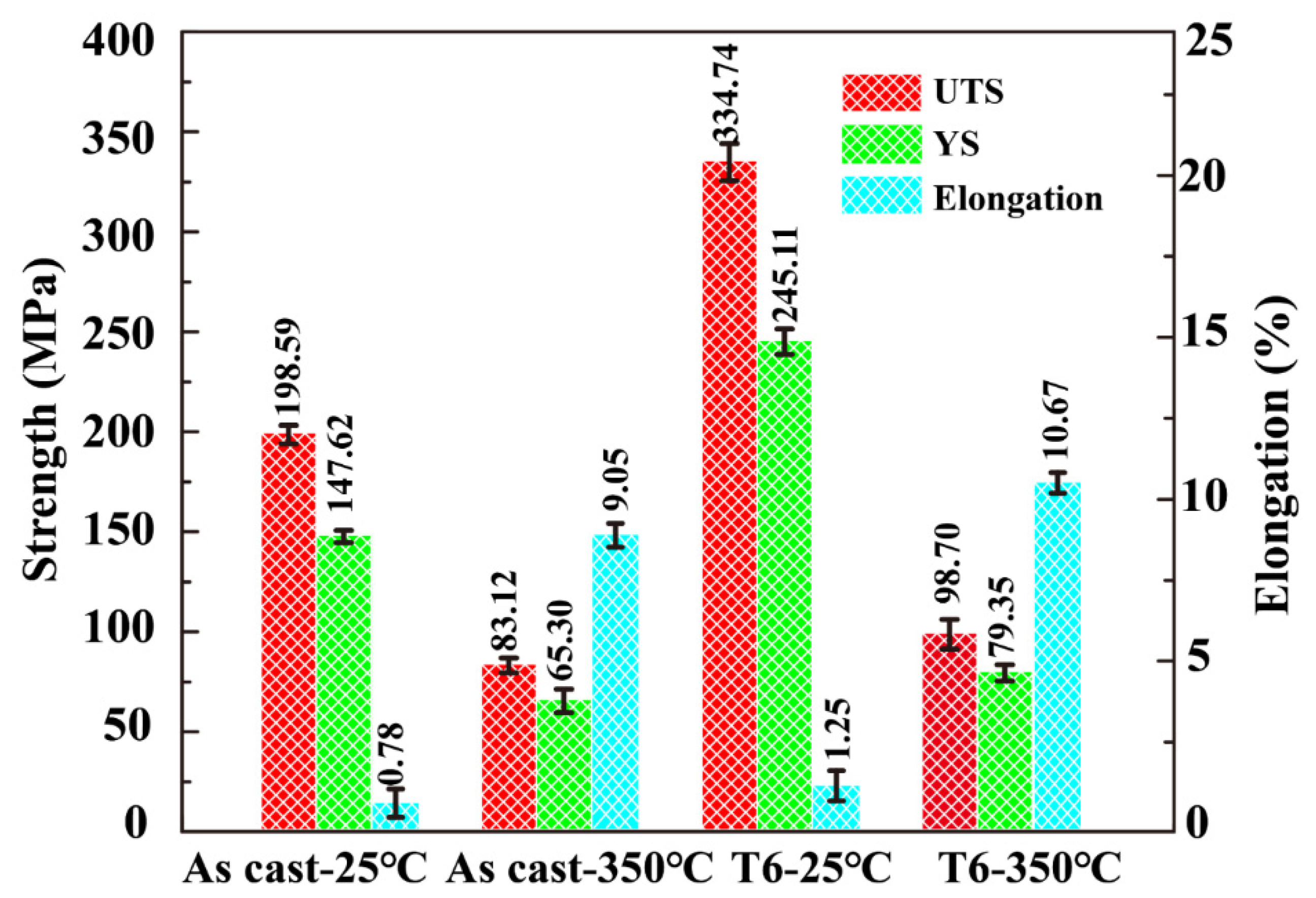
3.3. Mechanical Properties
4. Conclusions
- (1)
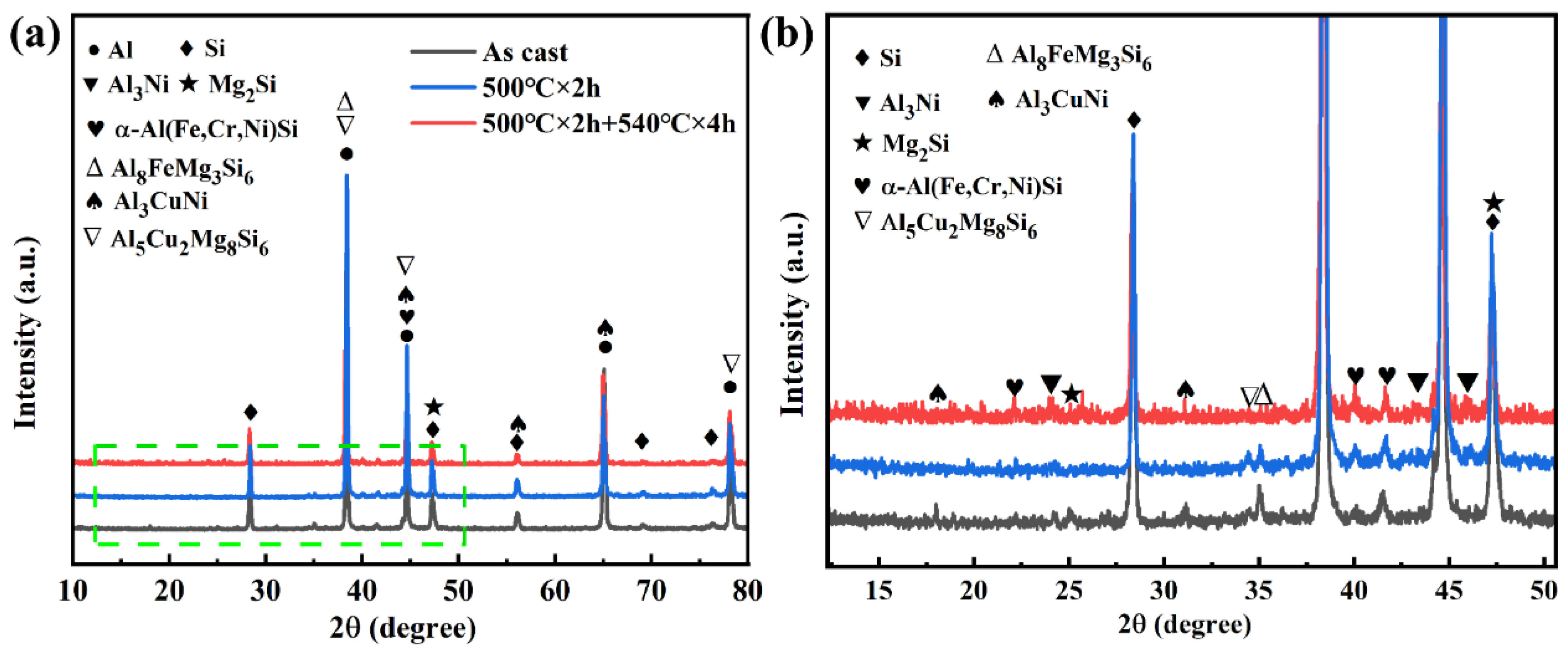
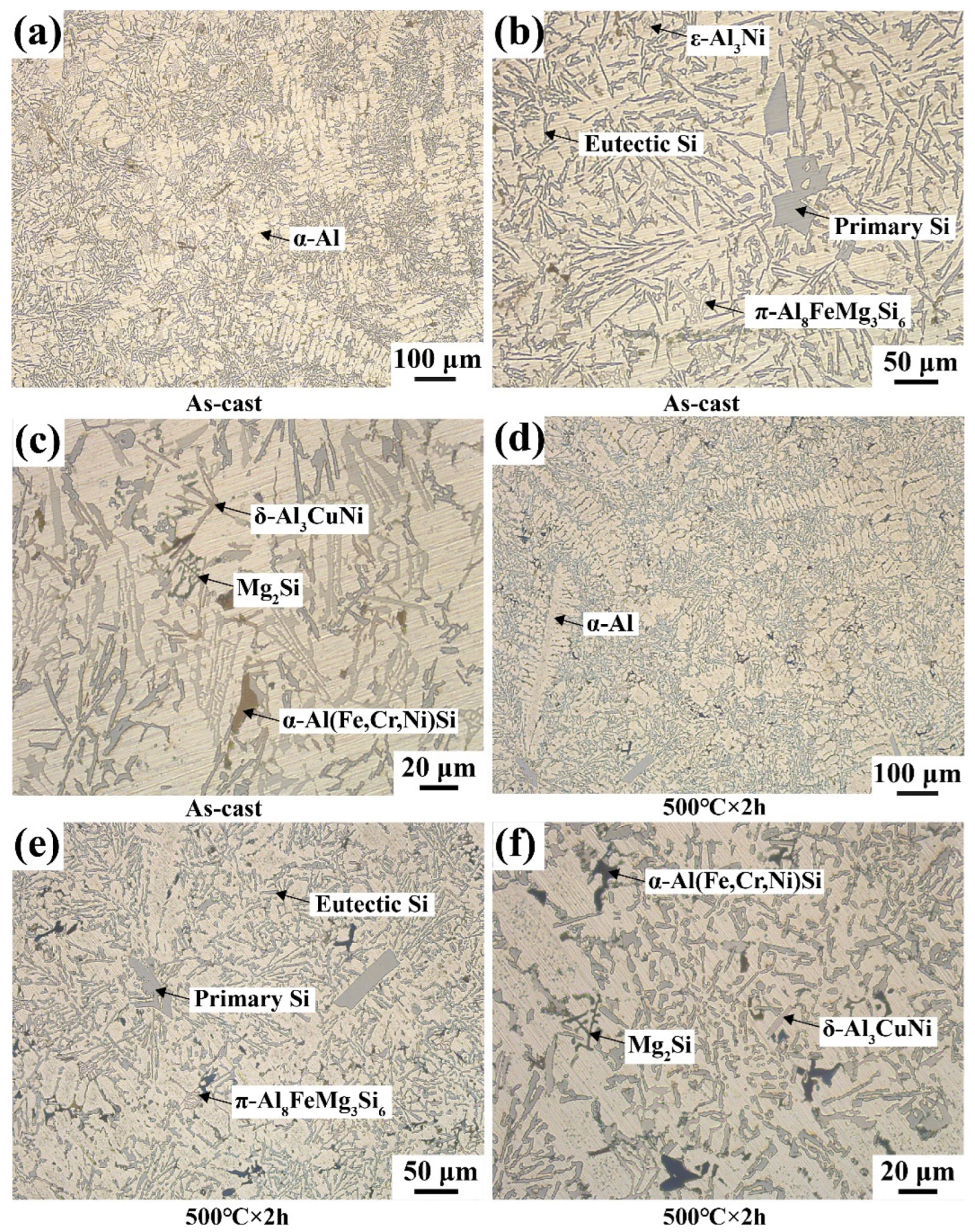
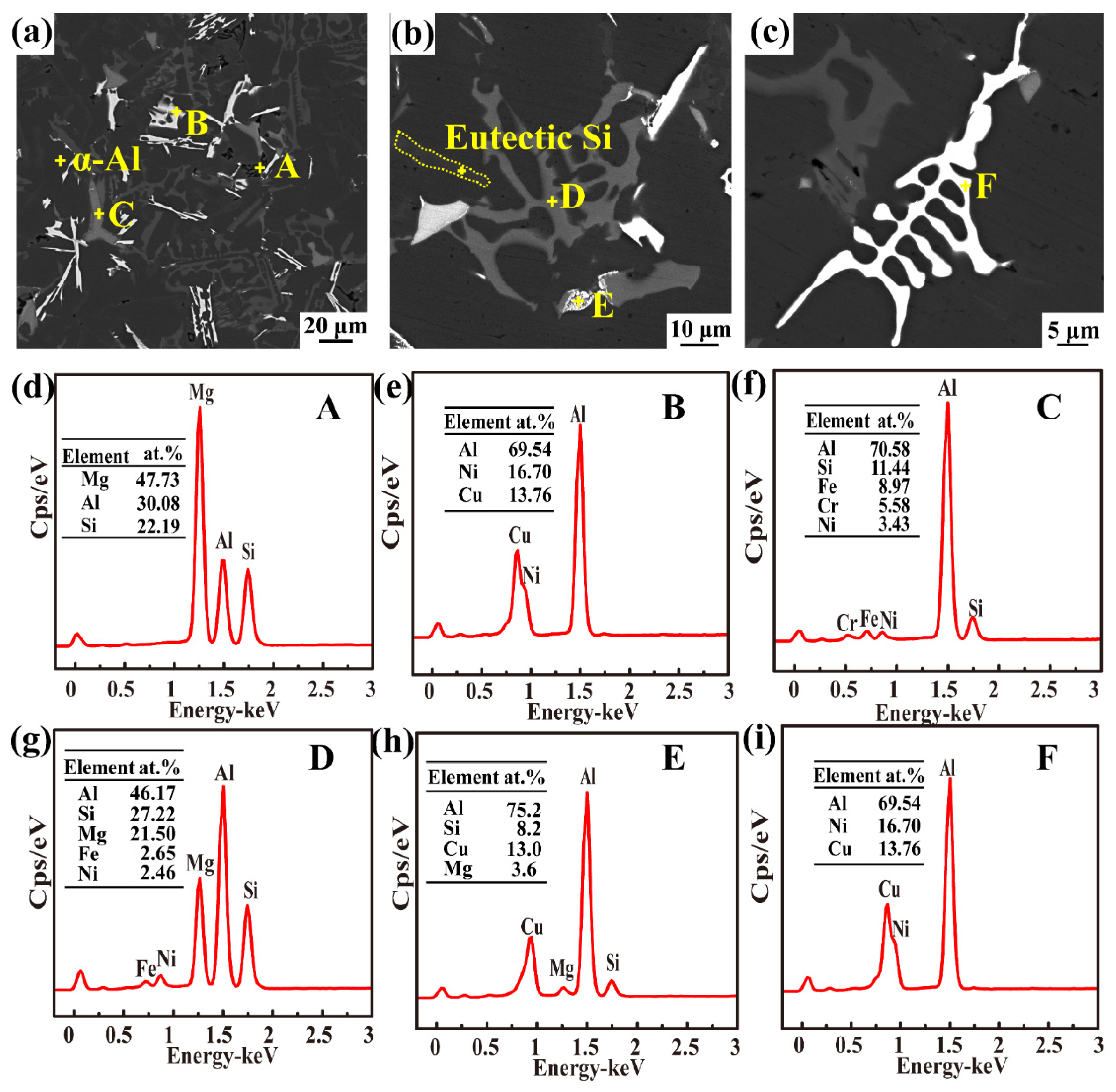
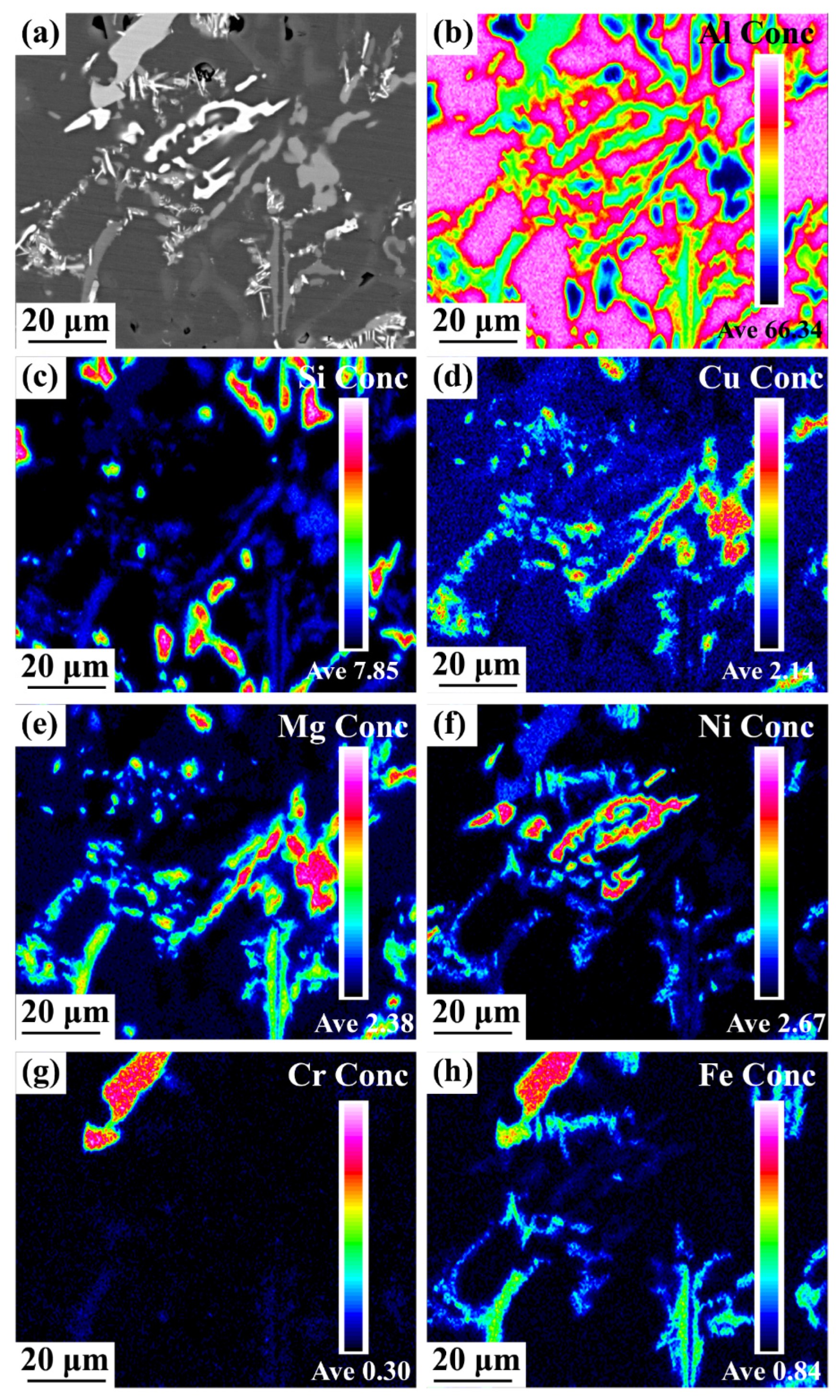
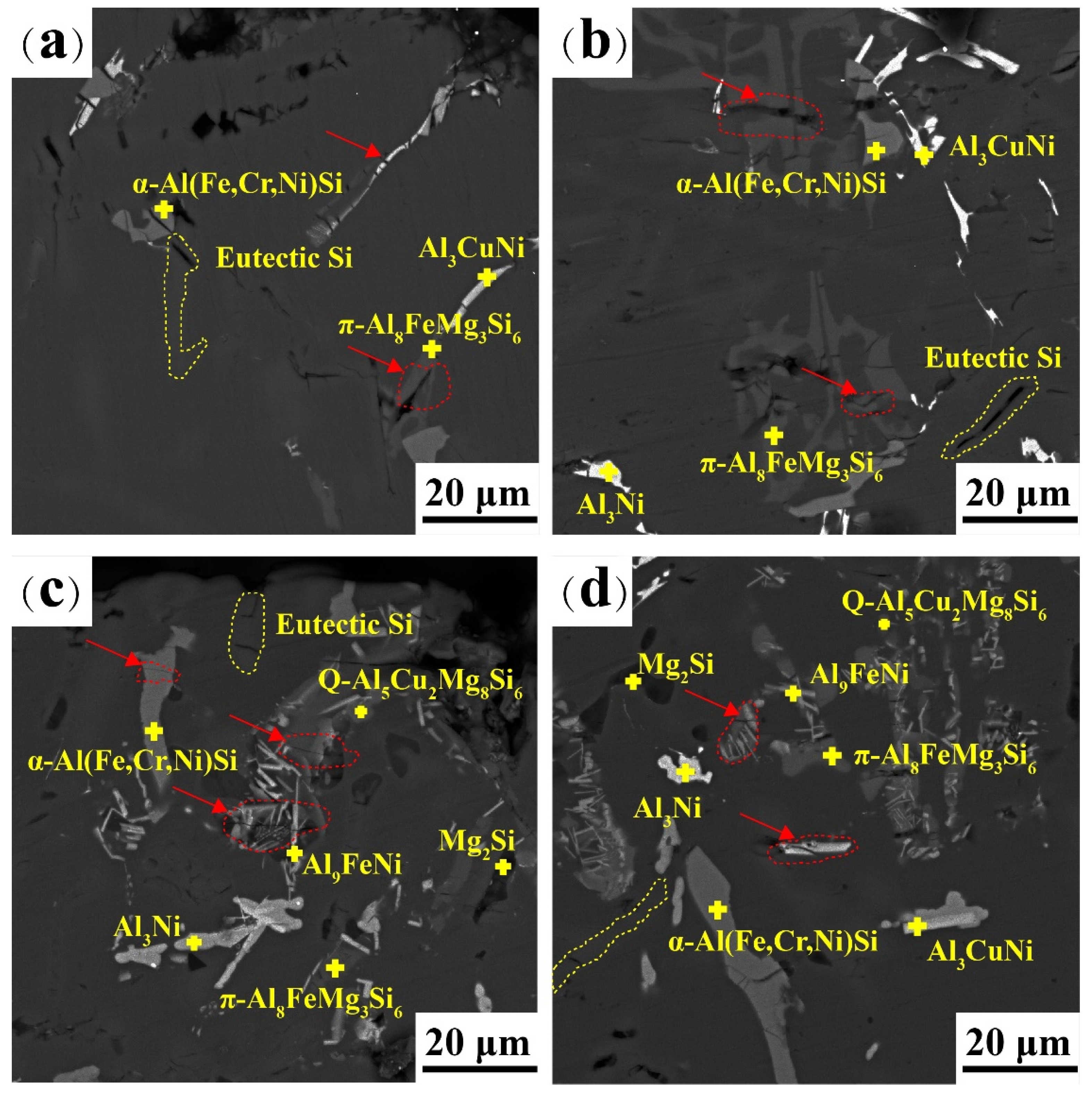
- In the as-cast state, the alloy consists of an α-Al matrix, massive primary Si, needle-like eutectic Si, dark grey Chinese-script π-Al8FeMg3Si, light grey fishbone α-Al (Fe, Cr, Ni) Si, black skeletal Mg2Si, grey–white reticulated phase Q-Al5Cu2Mg8Si6, white needle-like phase δ-Al3CuNi, and white skeletal phase ε-Al3Ni phase.
- (2)
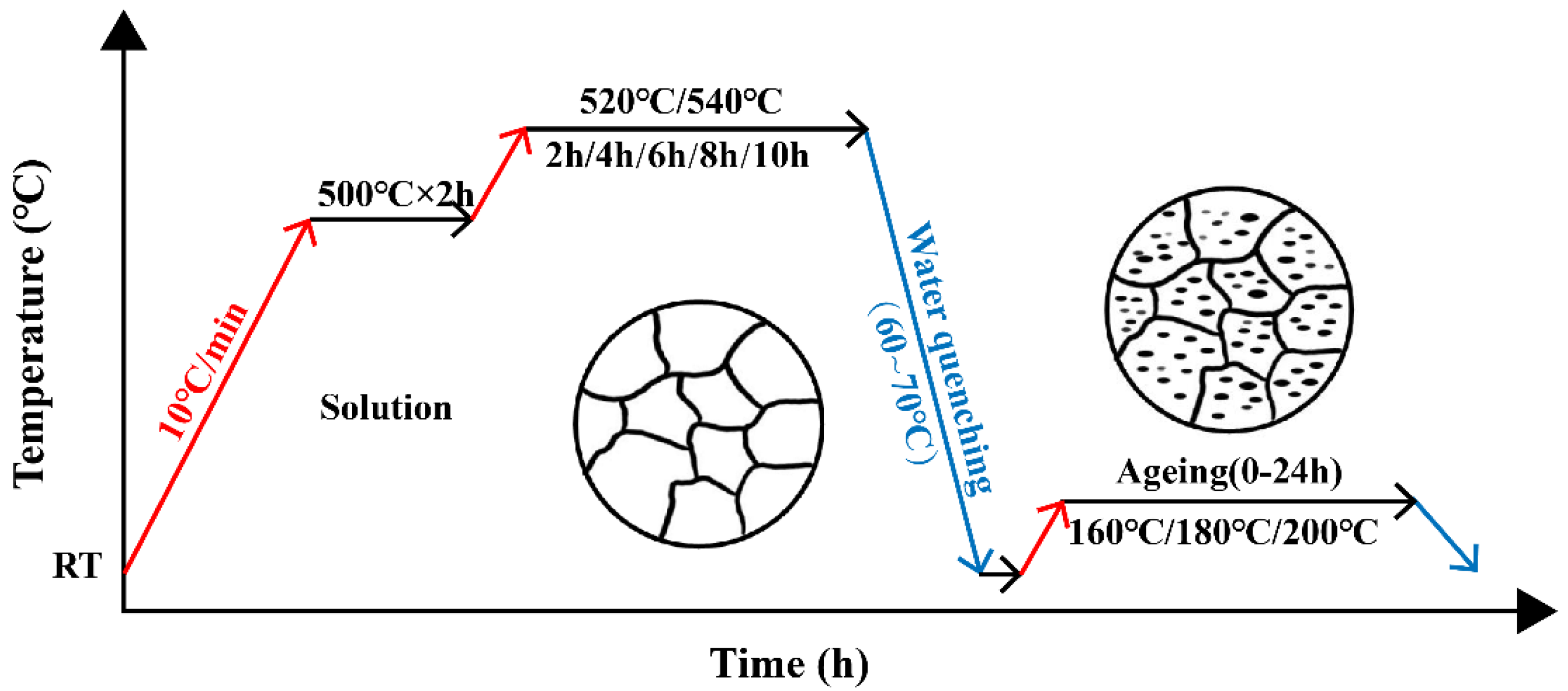
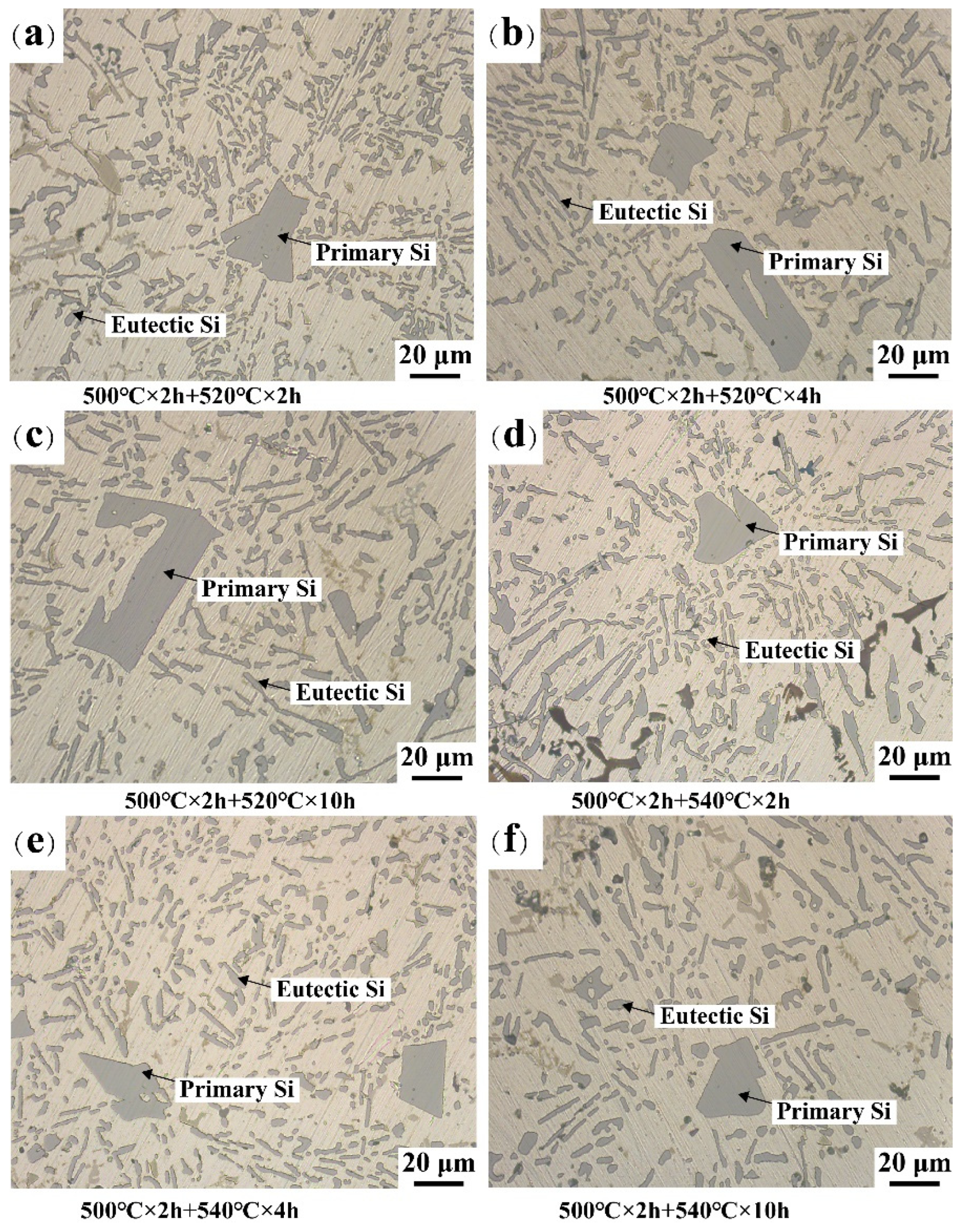
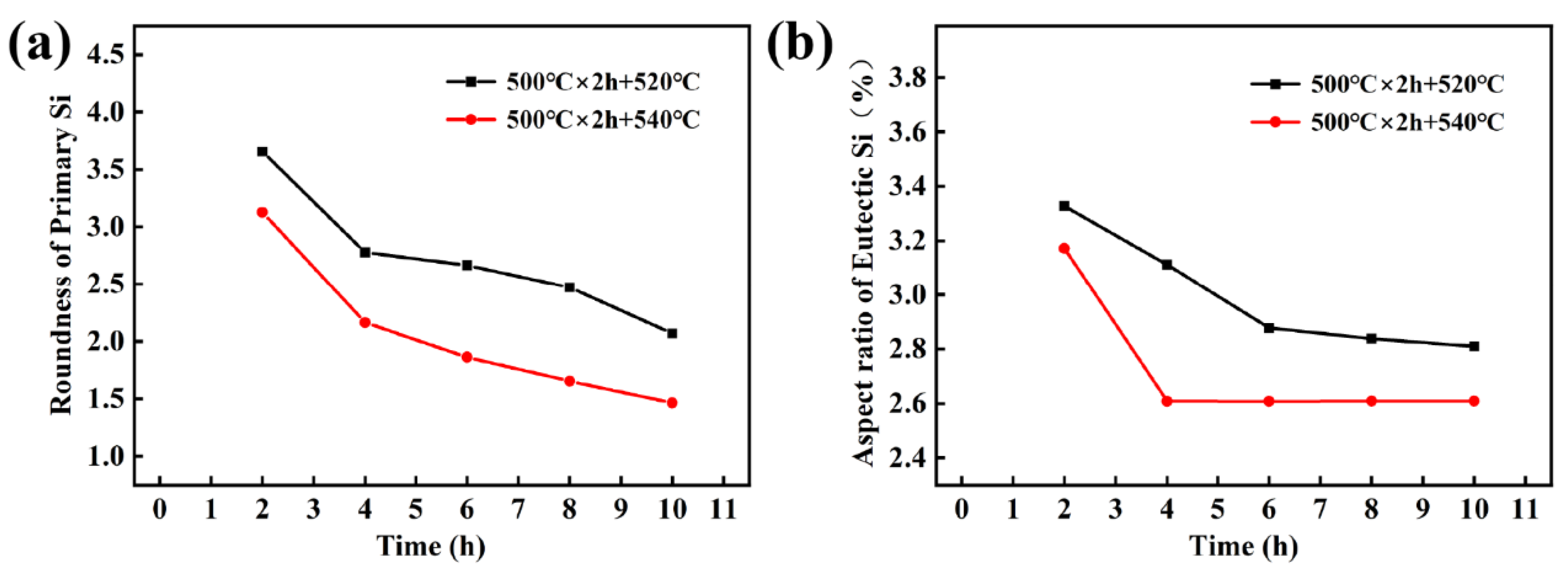
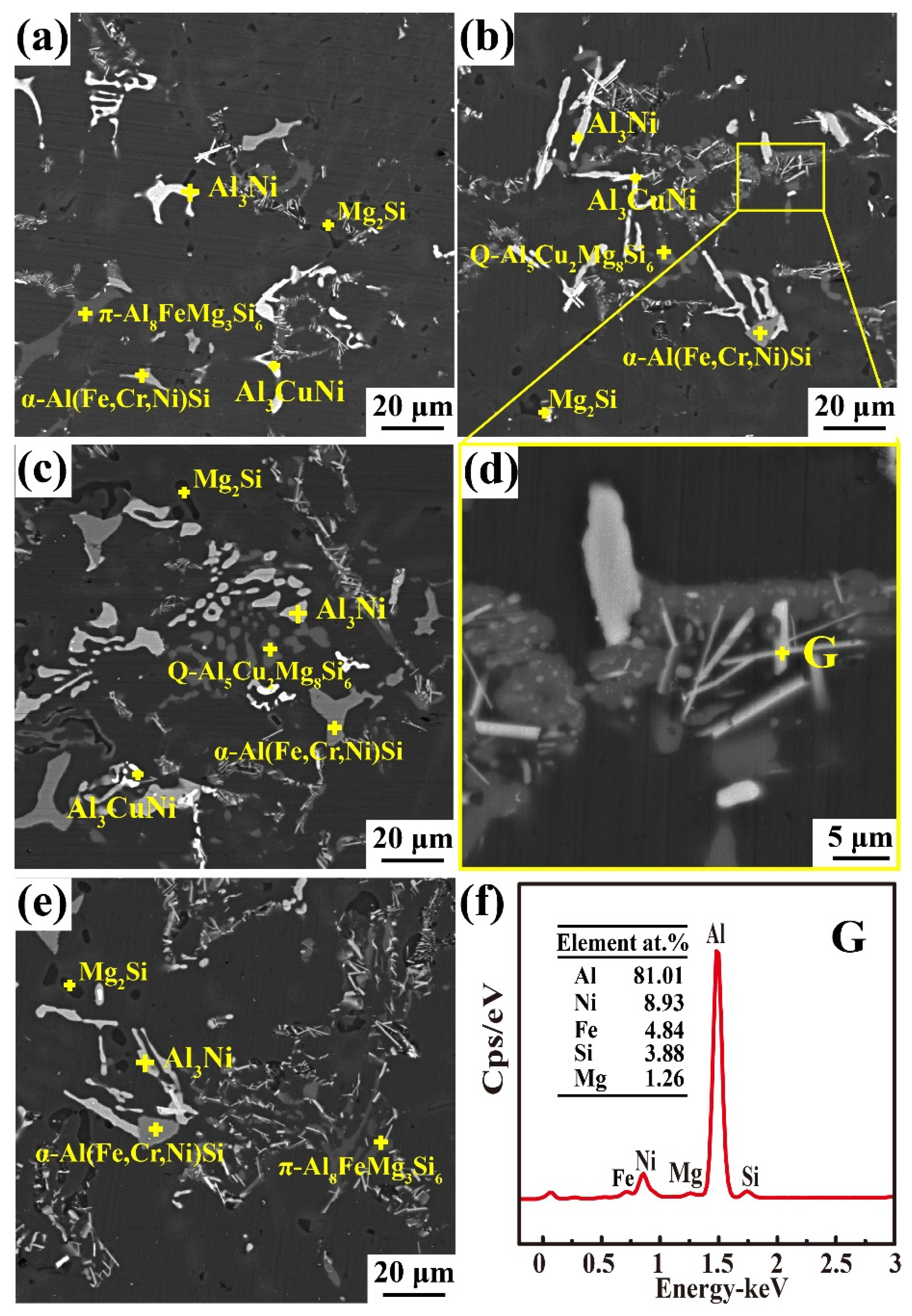
- With an increase in the temperature and time of the second step of SHT, a new white short rod-like Al9FeNi phase is formed in the alloy. Primary Si passivation is evident, and eutectic Si also fuses and spheroids. The second phase of the reticular skeleton gradually fused into short rods; however, the morphology of the π-Fe phase and α-Fe showed no significant change. According to Ra of the primary Si, aspect ratio of the eutectic Si, and microhardness test, the optimum SHT conditions were 500 °C for 2 h and 540 °C for 4 h.
- (3)
- Under the optimised solid-solution process at 500 °C for 2 h and 540 °C for 4 h, the ageing temperature and time were further optimised. The microhardness of the alloy initially increased. After reaching the maximum microhardness, the microhardness decreased with an increase in ageing time. The optimum ageing process was 180 °C for 4 h and the microhardness of the alloy reached a maximum value of 155.82 HV.
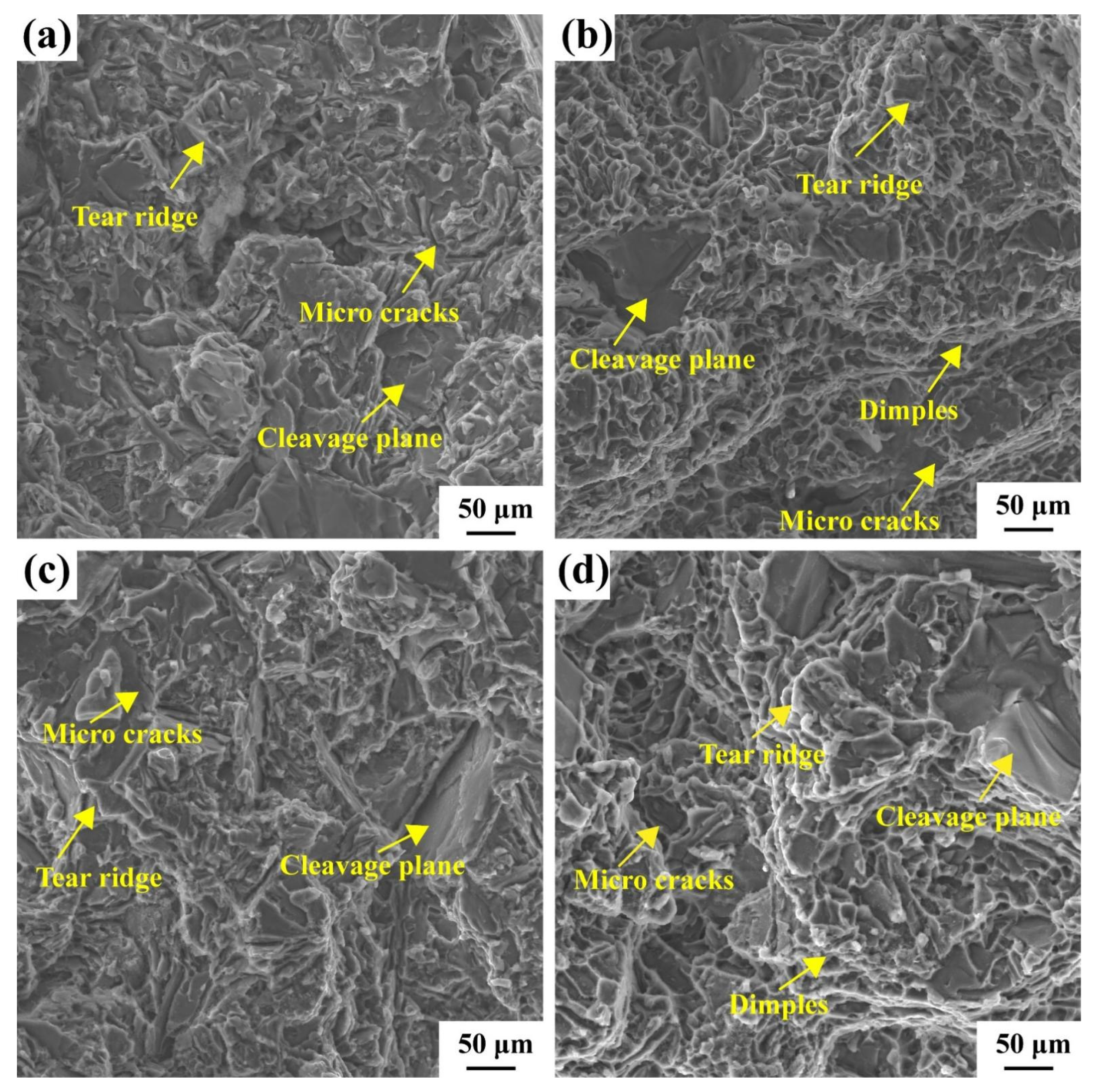
- (4)
- The tensile test results at different temperatures show that the mechanical properties of the alloy were significantly improved after T6 heat treatment. When the heat-treated alloy is stretched at room temperature, the Ni-rich, Q, and Mg2Si phases play a major role in strengthening. The Al3Ni and Al9FeNi phases inhibited cracking at 350 °C. As the temperature increased, the fracture mechanism changed from quasi-cleavage to the coexistence of quasi-cleavage and dimples. At the end, optimizing the high temperature properties of piston materials is an important area of scientific and technical research. Future work could attempt to add rare earth elements to the Al-Si-Cu-Mg-Ni-Cr alloy to further improve the elevated temperature mechanical properties of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zuo, L.J.; Ye, B.; Feng, J.; Zhang, H.X.; Kong, X.Y.; Jiang, H.Y. Effect of ε-Al3Ni phase on mechanical properties of Al-Si-Cu-Mg-Ni alloys at elevated temperature. J. Mater. Sci. A 2020, 772, 138794. [Google Scholar] [CrossRef]
- Liu, G.Y.; Blake, P.; Ji, S.J. Effect of Zr on the high cycle fatigue and mechanical properties of Al-Si-Cu-Mg alloys at elevated temperatures. J. Alloys Compd. 2019, 809, 151795. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Zuo, L.J.; Feng, J.; Ye, B.; Kong, X.Y.; Jiang, H.Y.; Ding, W.J. Effect of thermal exposure on microstructure and mechanical properties of Al-Si-Cu-Ni-Mg alloy produced by different casting technologies. Trans. Nonferrous Met. Soc. China 2020, 30, 1717–1730. [Google Scholar] [CrossRef]
- Liu, H.Q.; Pang, J.C.; Wang, M.; Li, S.X.; Zhang, Z.F. Effect of temperature on the mechanical properties of Al-Si-Cu-Mg-Ni-Ce alloy. J. Mater. Sci. A 2021, 824, 141762. [Google Scholar] [CrossRef]
- Hazra, B.; Baranwal, P.; Bera, S.; Show, B.K. Improvement in dry sliding wear resistance of Al-17Si-5Cu alloy after an enhanced heat treatment process. Trans. Nonferrous Met. Soc. China 2018, 28, 1705–1713. [Google Scholar] [CrossRef]
- Xia, F.; Gao, X.S.; Liang, M.X.; Guo, Y.C.; Li, J.P.; Yang, Z.; Wang, J.L.; Zhang, L.L. Effect of thermal exposure on microstructure and high-temperature fatigue life of Al-Si piston alloys. J. Mater. Res. Technol. 2020, 9, 12926–12935. [Google Scholar] [CrossRef]
- Wang, M.; Pang, J.C.; Zhang, M.X.; Liu, H.Q.; Li, S.X.; Zhang, Z.F. Thermo-mechanical fatigue behavior and life prediction of the Al-Si piston alloy. J. Mater. Sci. A 2018, 715, 62–72. [Google Scholar] [CrossRef]
- Mao, H.K.; Bai, X.Y.; Song, F.; Song, Y.W.; Jia, Z.; Xu, H.; Wang, Y. Effect of Cd on mechanical properties of Al-Si-Cu-Mg alloys under different multi-stage solution heat treatment. Materials 2022, 15, 5101. [Google Scholar] [CrossRef]
- Cai, Q.; Mendis, C.L.; Wang, S.H.; Chang, I.T.H.; Fan, Z.Y. Effect of heat treatment on microstructure and tensile properties of die-cast Al-Cu-Si-Mg alloys. J. Alloys Compd. 2021, 881, 160559. [Google Scholar] [CrossRef]
- Kang, H.J.; Jang, H.S.; Oh, S.H.; Yoon, P.-H.; Lee, G.-H.; Park, J.-Y.; Kim, E.-S.; Choi, Y.-S. Effects of solution treatment temperature and time on the porosities and mechanical properties of vacuum die-casted and T6 heat-treated Al-Si-Mg alloy. Vacuum 2021, 193, 110536. [Google Scholar] [CrossRef]
- Zou, X.-L.; Yan, H.; Chen, X.-H. Evolution of second phases and mechanical properties of 7075 Al alloy processed by solution heat treatment. Trans. Nonferrous Met. Soc. China 2017, 27, 2146–2155. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, E.; Zedan, Y.; Samuel, A.M.; Doty, H.W.; Samuel, E.H. Intermetallics formation during solidification of Al-Si-Cu-Mg cast alloys. Materials 2022, 15, 1335. [Google Scholar] [CrossRef] [PubMed]
- Song, D.F.; Jia, Y.W.; Li, Q.; Zhao, Y.L.; Zhang, W.W. Effect of initial Fe content on microstructure and mechanical properties of recycled Al-7.0Si-Fe-Mn alloys with constant Mn/Fe ratio. Materials 2022, 15, 1618. [Google Scholar] [CrossRef] [PubMed]
- Han, L.N.; Sui, Y.D.; Wang, Q.D.; Wang, K.; Jiang, Y.H. Effects of Nd on microstructure and mechanical properties of cast Al-Si-Cu-Ni-Mg piston alloys. J. Alloys Compd. 2017, 695, 1566–1572. [Google Scholar] [CrossRef]
- Gan, Z.H.; Ni, Q.; Huang, Y.Y.; Su, Y.; Lu, Y.H.; Wu, C.D.; Liu, J. Influence of annealing time on microstructure and mechanical properties of Al-14.5Si alloy prepared by super-gravity solidification and cold-rolling. Materials 2022, 15, 5475. [Google Scholar] [CrossRef]
- Belov, N.A.; Eskin, D.G.; Avxentieva, N.N. Constituent phase diagrams of the Al-Cu-Fe-Mg-Ni-Si system and their application to the analysis of aluminum piston alloys. Acta Mater. 2005, 53, 4709–4722. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. The heat treatment of Al-Si-Cu-Mg casting alloys. J. Mater. Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Ageing characteristics and high-temperature tensile properties of Al-Si-Cu-Mg alloys with micro-additions of Cr, Ti, V and Zr. J. Mater. Sci. A 2016, 652, 353–364. [Google Scholar] [CrossRef]
- Feng, J.; Ye, B.; Zuo, L.J.; Qi, R.J.; Wang, Q.D.; Jiang, H.Y.; Huang, R.; Ding, W.J. Effects of Ni content on low cycle fatigue and mechanical properties of Al-12Si-0.9Cu-0.8Mg-xNi at 350 °C. J. Mater. Sci. A 2017, 706, 27–37. [Google Scholar] [CrossRef]
- Zuo, L.J.; Ye, B.; Feng, J.; Kong, X.Y.; Jiang, H.Y.; Ding, W.J. Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature. J. Mater. Sci. A 2017, 693, 26–32. [Google Scholar] [CrossRef]
- Yang, Y.; Zhong, S.-Y.; Chen, Z.; Wang, M.L.; Ma, N.H.; Wang, H.W. Effect of Cr content and heat treatment on the high-temperature strength of eutectic Al-Si alloys. J. Alloys Compd. 2015, 647, 63–69. [Google Scholar] [CrossRef]
- Zhan, H.; Hu, B. Analyzing the microstructural evolution and hardening response of an Al-Si-Mg casting alloy with Cr addition. Mater. Charact. 2018, 142, 602–612. [Google Scholar] [CrossRef]
- Li, Y.G.; Yang, Y.; Wu, Y.Y.; Wei, Z.S.; Liu, X.F. Supportive strengthening role of Cr-rich phase on Al-Si multicomponent piston alloy at elevated temperature. Mater. Sci. A 2011, 528, 4427–4430. [Google Scholar] [CrossRef]
- Khisheh, S.; Azadi, M.; Hendoabadi, V.Z.; Aghareb Parast, M.S.; Winter, G.; Seisenbacher, B.; Gruen, F.; Khalili, K. Influence of T6 heat-treating and over-ageing on out-of-phase thermo-mechanical fatigue behaviors of Al-Si-Cu alloy. Mater. Today Commun. 2022, 33, 104803. [Google Scholar] [CrossRef]
- Aguilera Luna, I.; Mancha Molinar, H.; Castro Román, M.J.; Escobedo Bocardo, J.C.; Herrera Trejo, M. Improvement of the tensile properties of an Al-Si-Cu-Mg aluminum industrial alloy by using multi-stage solution heat treatments. J. Mater. Sci. A 2013, 561, 1–6. [Google Scholar] [CrossRef]
- Sun, Y.L.; Hu, M.; Li, M.R.; Li, C.; Zhu, X.Z.; Xia, X.C.; Yu, L.M.; Liu, Y.C. The effect of solution temperature on the precipitates evolution and ageing hardening response of Al-15%Mg2Si(-1%Cu) alloys. J. Mater. Res. Technol. 2022, 17, 1330–1337. [Google Scholar] [CrossRef]
- Nový, F.; Janeček, M.; Král, R. Microstructure changes in a 2618 aluminium alloy during ageing and creep. J. Alloys Compd. 2009, 487, 146–151. [Google Scholar] [CrossRef]
- Li, K.; Zhang, J.; Chen, X.L.; Yin, Y.H.; He, Y.; Zhou, Z.Q.; Guan, R.G. Microstructure evolution of eutectic Si in Al-7Si binary alloy by heat treatment and its effect on enhancing thermal conductivity. J. Mater. Res. Technol. 2020, 9, 8780–8786. [Google Scholar] [CrossRef]
- An, H.W.; Geng, J.W.; Bian, Z.Y.; Liu, G.; Wang, M.L.; Chen, D.; Wang, H.W. Morphological evolutions of Ni-Rich phases in Al-Si piston alloys during 250–400 °C thermal exposure processes. Materials 2020, 13, 5212. [Google Scholar] [CrossRef]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Samuel, F.H. Effect of morphological changes of eutectic Si particles on the ambient and high-temperature tensile properties of Zr containing Al-Si alloys. J. Mater. Res. Technol. 2020, 9, 5962–5981. [Google Scholar] [CrossRef]
- Yang, X.F.; Xu, C.; Lu, G.X.; Guan, S.K. Towards strength-ductility synergy through an optimized two-stage solution treatment in Al-7Si-3Cu-0.5Mg alloys. J. Mater. Sci. A 2022, 849, 143504. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Y.; Wu, Y.Y.; Wang, L.Y.; Liu, A.F. Quantitative comparison of three Ni-containing phases to the elevated-temperature properties of Al-Si piston alloys. J. Mater. Sci. A 2010, 527, 7132–7137. [Google Scholar] [CrossRef]
- Medrano-Prieto, H.M.; Garay-Reyes, C.G.; Gómez-Esparza, C.D.; Estrada-Guel, I.; Aguilar-Santillan, J.; Maldonado-Orozco, M.C.; Martínez-Sánchez, R. Effect of Nickel addition and solution treatment time on microstructure and microhardness of Al-Si-Cu aged alloys. Mater. Charact. 2016, 120, 168–174. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Javidani, M.; Hoseini, M.; Larouche, D.; Pekguleryuz, M. Phase formation in as-solidified and heat-treated Al-Si-Cu-Mg-Ni alloys: Thermodynamic assessment and experimental investigation for alloy design. J. Mater. Sci. A 2013, 551, 596–606. [Google Scholar] [CrossRef]
- Li, Y.B.; Yang, M.J.; Li, K.; Ma, C.D.; Yang, T.; Wang, J.C.; Lu, Q.; Zhang, Y.; Li, G.N.; Zhang, S.Y.; et al. In-situ study of effects of heat treatments and loading methods on fracture behaviors of a cast Al-Si alloy. Mater. Today Commun. 2021, 28, 102680. [Google Scholar] [CrossRef]
- Yang, Y.; Yu, K.; Li, Y.; Zhao, D.G.; Liu, X.F. Evolution of nickel-rich phases in Al-Si-Cu-Ni-Mg piston alloys with different Cu additions. Mater. Des. 2012, 33, 220–225. [Google Scholar] [CrossRef]
- An, Z.H.; Yang, W.H.; Zhan, H.Y.; Hu, B.; Wang, Q.G.; Matsumura, S.; Sha, G. On the strengthening effect of Al-Cr-Si dispersoid in an Al-Si-Mg-Cu casting alloy with Cr addition. Mater. Charact. 2020, 166, 110457. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. The effects of manganese on the Τ-phase and creep resistance in Al-Si-Cu-Mg-Ni alloys. J. Mater. Sci. A 2013, 582, 248–256. [Google Scholar] [CrossRef]
- Pezda, J. Optimization of heat treatment parameters of AlSi7Mg alloy. Materials 2022, 15, 1163. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Ni | Fe | Ti | Cr | Al | |
|---|---|---|---|---|---|---|---|---|
| Alloy | 12.5 | 1.14 | 1.29 | 1.15 | 0.39 | 0.13 | 0.18 | Bal. |
| Alloy | Heat Treatment | UTS at 350 °C/MPa |
|---|---|---|
| Al-12.5Si-5Cu-2.0Ni-0.84Mg-0.24Cr [21] | 480 °C × 3 h + 200 °C × 8 h | 77.20 |
| Al-13.0Si-3.7Cu-3.2Ni-1.1Mg-0.5Cr [23] | 490 °C × 3 h + 200 °C × 8 h | 98.61 |
| Al-13.1Si-1.08Cu-1.0Ni-1.05Mg [33] | 490 °C × 3 h + 200 °C × 8 h | 61.63 |
| Al-12.5Si-1.14Cu-1.29Mg-1.15Ni-0.18Cr | 500 °C × 2 h + 540 °C × 4 h + 180 °C × 4 h | 98.70 |
| Alloy Variations | Ra of | Aspect Ratio | Micro-Hardness | Tensile Properties at 25 °C | Tensile Properties at 350 °C | ||||
|---|---|---|---|---|---|---|---|---|---|
| Primary Si | of Eutectic Si | UTS/ MPa | YS/ MPa | Elongation/% | UTS/ MPa | YS/ MPa | Elongation/% | ||
| As cast | 4.3 | 3.73 | 85.93 | 198.59 | 147.62 | 0.78 | 83.12 | 65.30 | 9.05 |
| T6 | 1.46 | 2.56 | 155.82 | 334.74 | 245.11 | 1.25 | 98.70 | 79.35 | 10.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, L.; Yu, H.; Qin, Y.; Liu, G.; Peng, Z.; Tu, X.; Su, H.; Xiao, Y.; Zhong, Q.; Wang, S.; et al. Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing. Materials 2023, 16, 2675. https://doi.org/10.3390/ma16072675
Xiao L, Yu H, Qin Y, Liu G, Peng Z, Tu X, Su H, Xiao Y, Zhong Q, Wang S, et al. Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing. Materials. 2023; 16(7):2675. https://doi.org/10.3390/ma16072675
Chicago/Turabian StyleXiao, Lairong, Huali Yu, Yiwei Qin, Guanqun Liu, Zhenwu Peng, Xiaoxuan Tu, Heng Su, Yuxiang Xiao, Qi Zhong, Sen Wang, and et al. 2023. "Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing" Materials 16, no. 7: 2675. https://doi.org/10.3390/ma16072675
APA StyleXiao, L., Yu, H., Qin, Y., Liu, G., Peng, Z., Tu, X., Su, H., Xiao, Y., Zhong, Q., Wang, S., Cai, Z., & Zhao, X. (2023). Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing. Materials, 16(7), 2675. https://doi.org/10.3390/ma16072675