
Complex Interdependency of Microstructure, Mechanical Properties, Fatigue Resistance, and Residual Stress of Austenitic Stainless Steels AISI 304L

 ,
,  ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Material and Heat Treatment
2.2. Microstructure
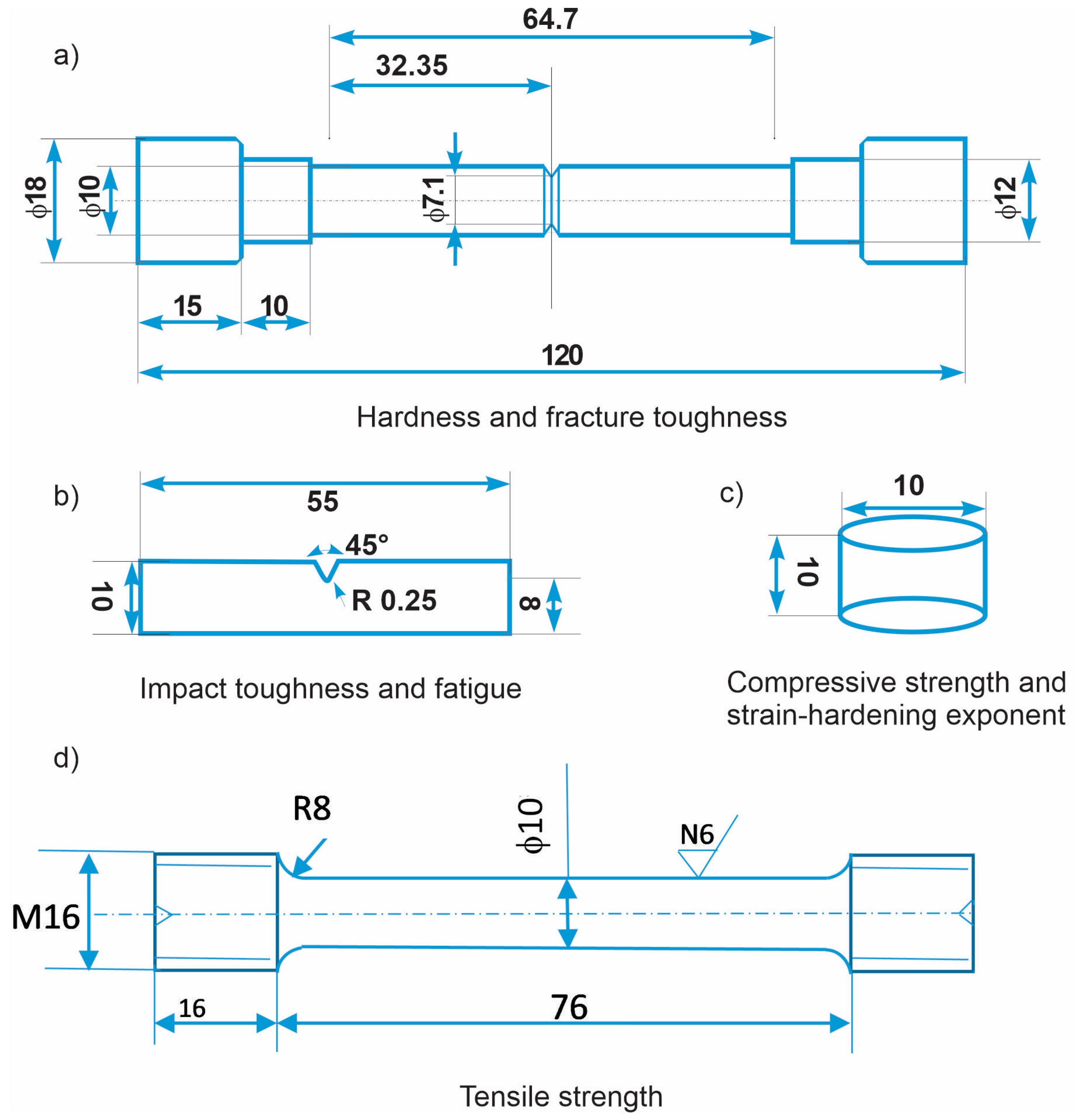
2.3. Mechanical and Fatigue Testing
2.3.1. Hardness
2.3.2. Impact and Fracture Toughness
2.3.3. Tensile and Compressive Strength
2.3.4. Residual Stress Measurements
2.3.5. Fatigue Properties
3. Results and Discussion
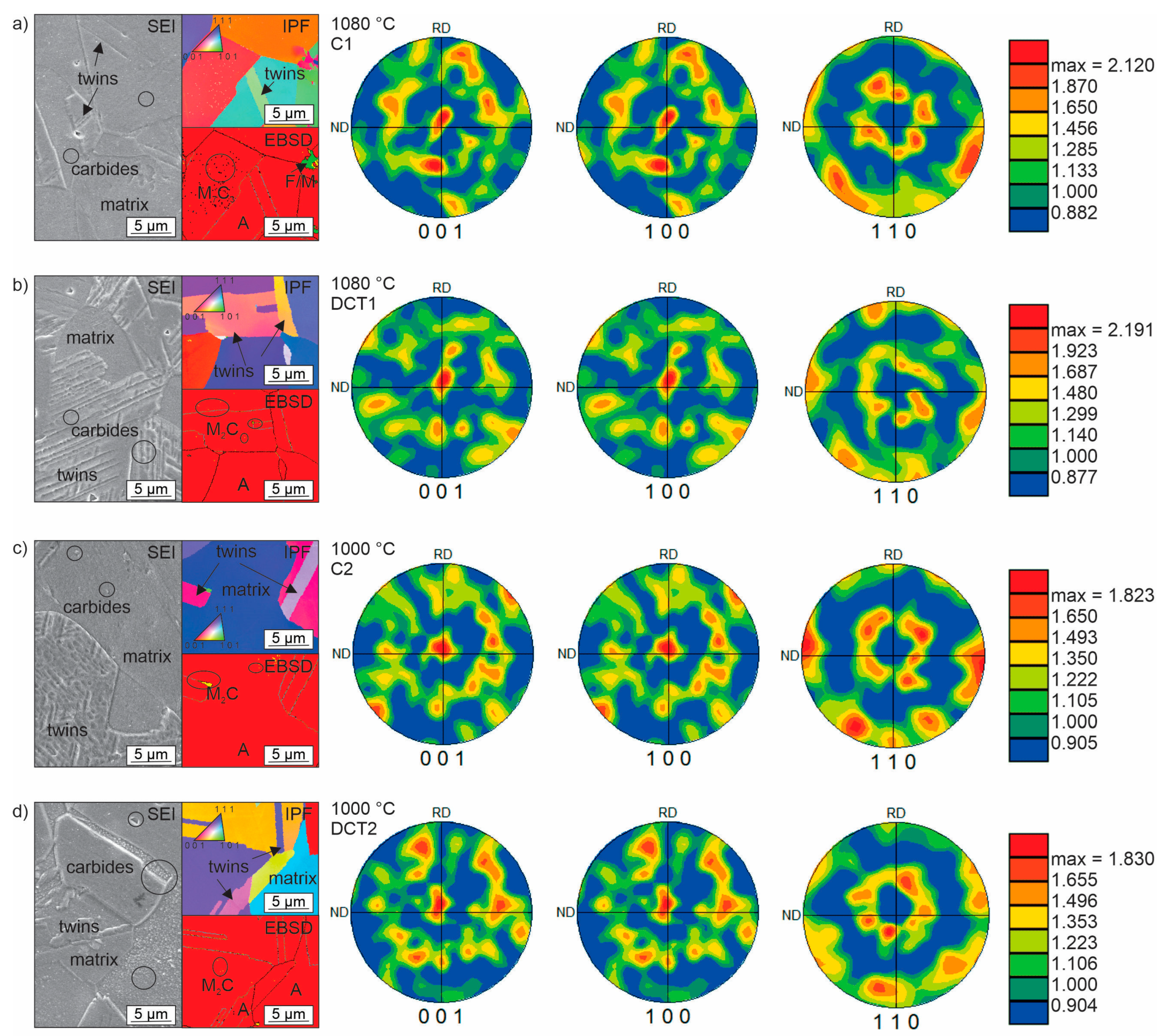
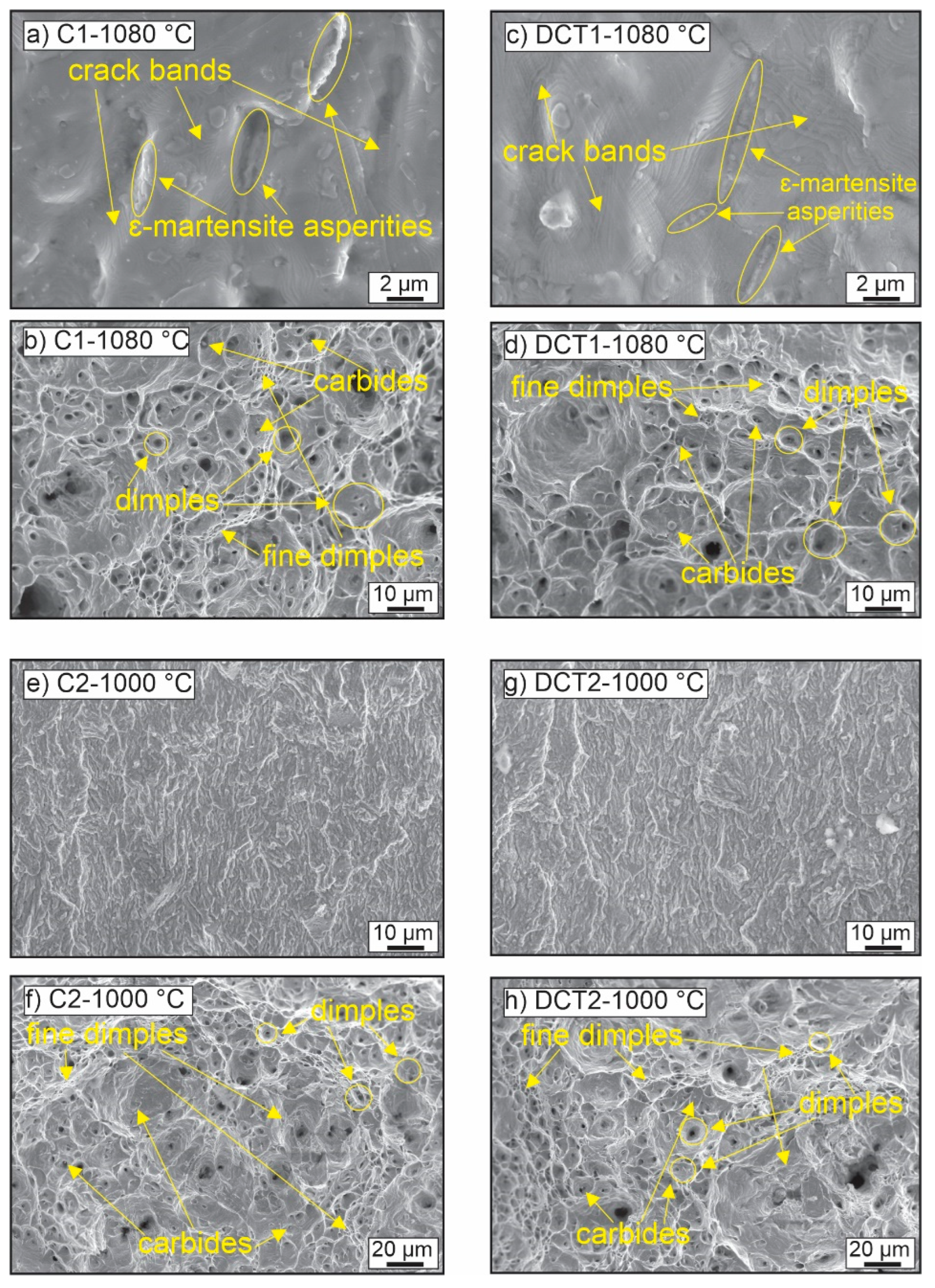
3.1. Microstructure
3.2. Mechanical Properties
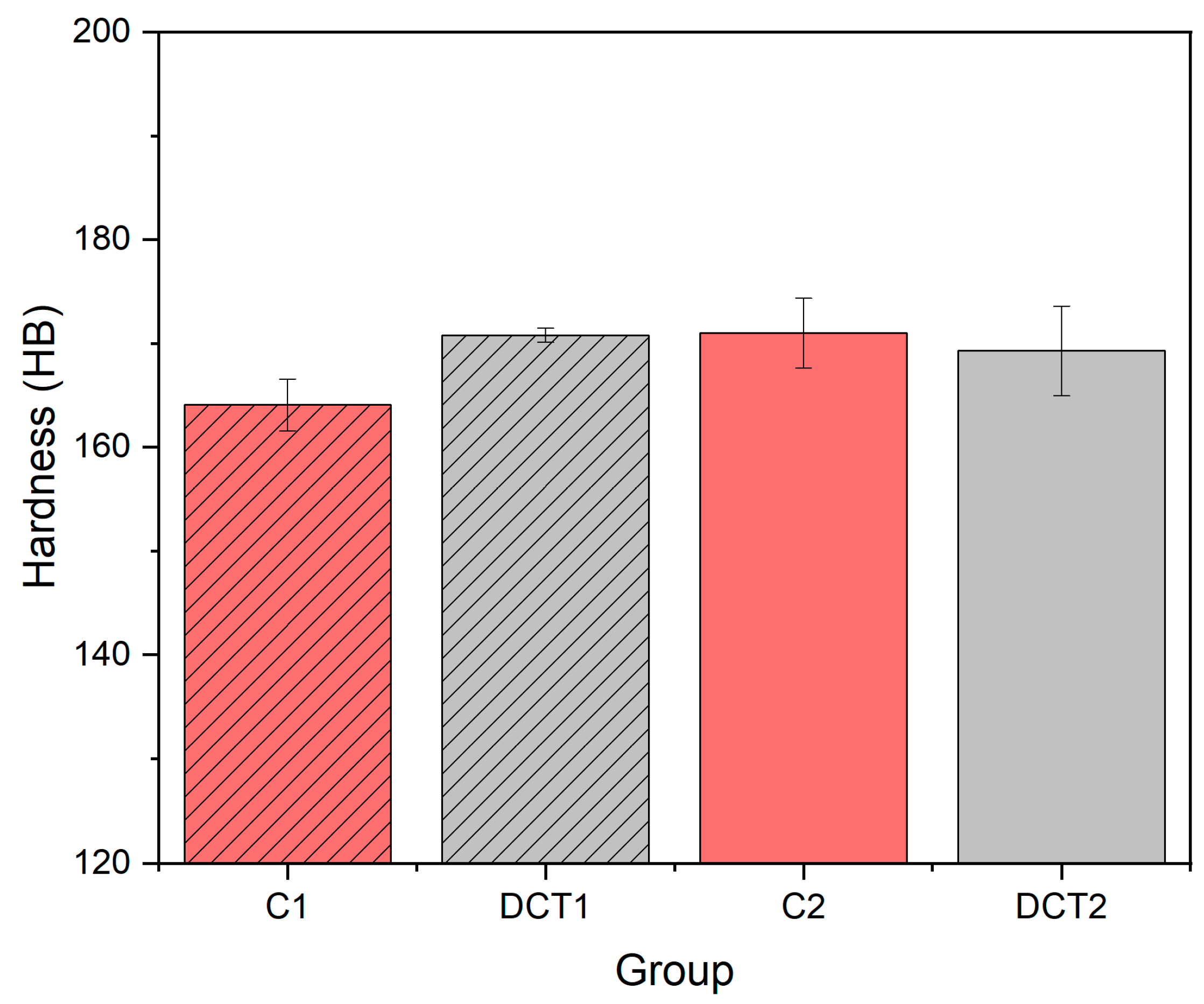
3.2.1. Hardness
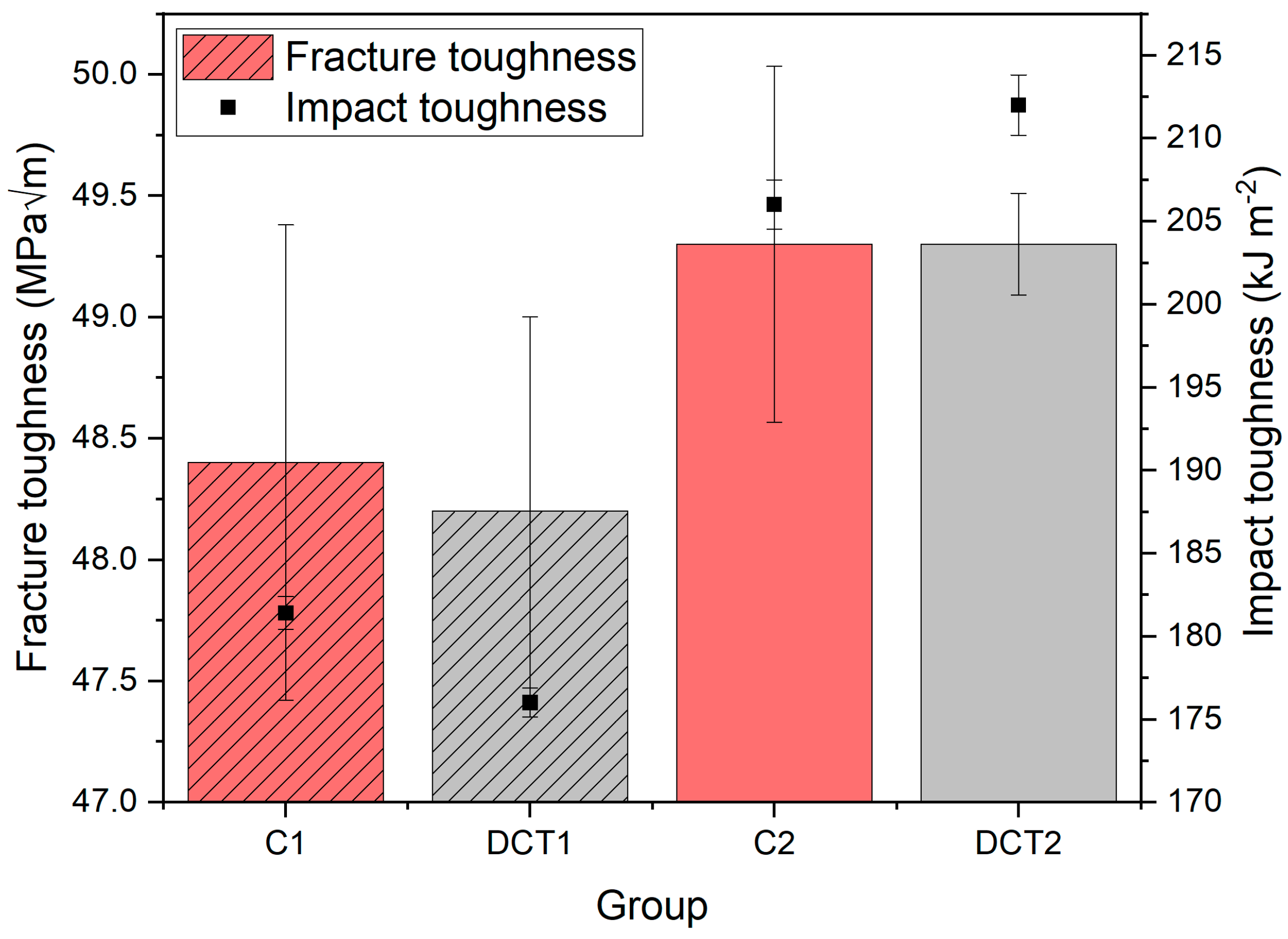
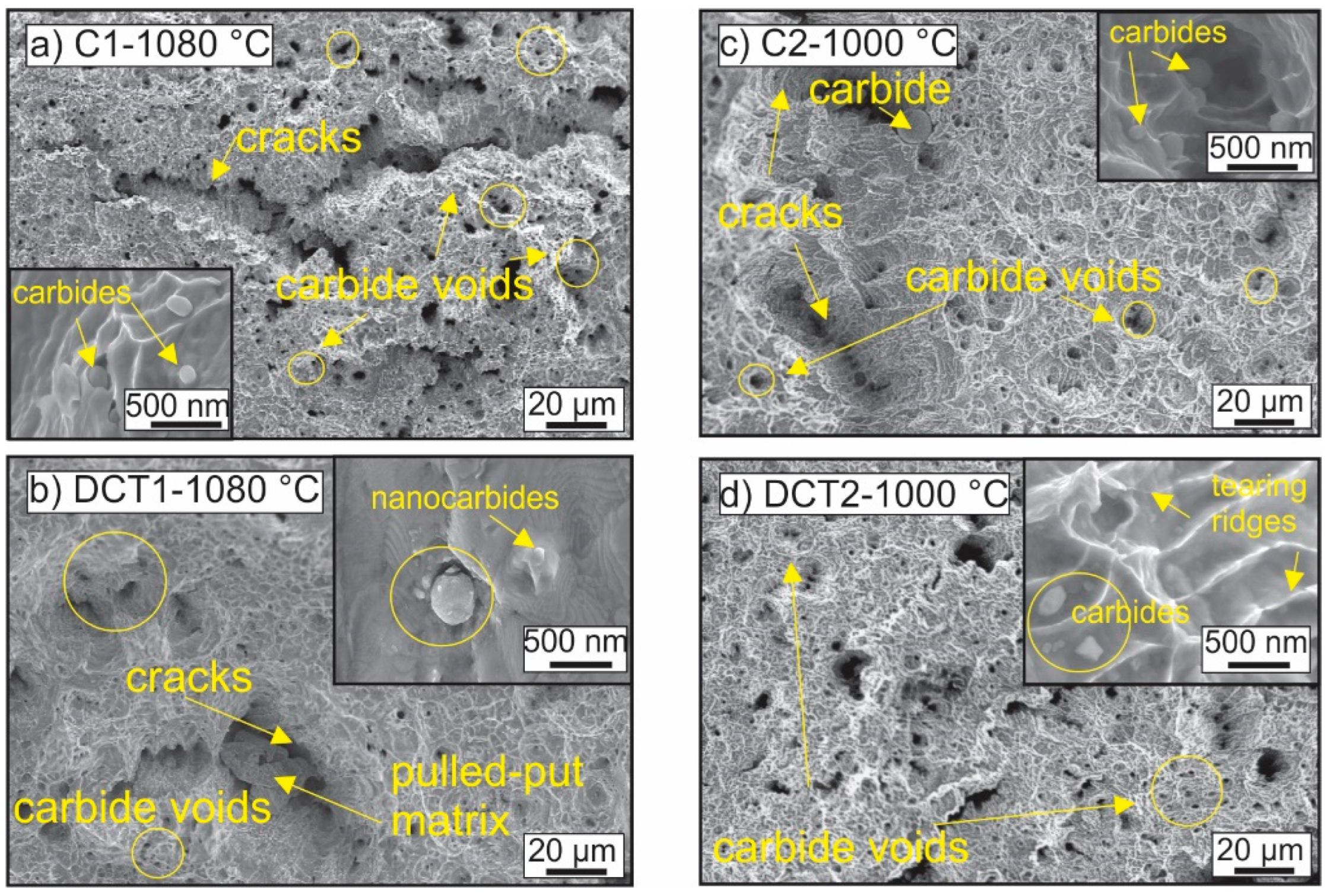
3.2.2. Fracture and Impact Toughness
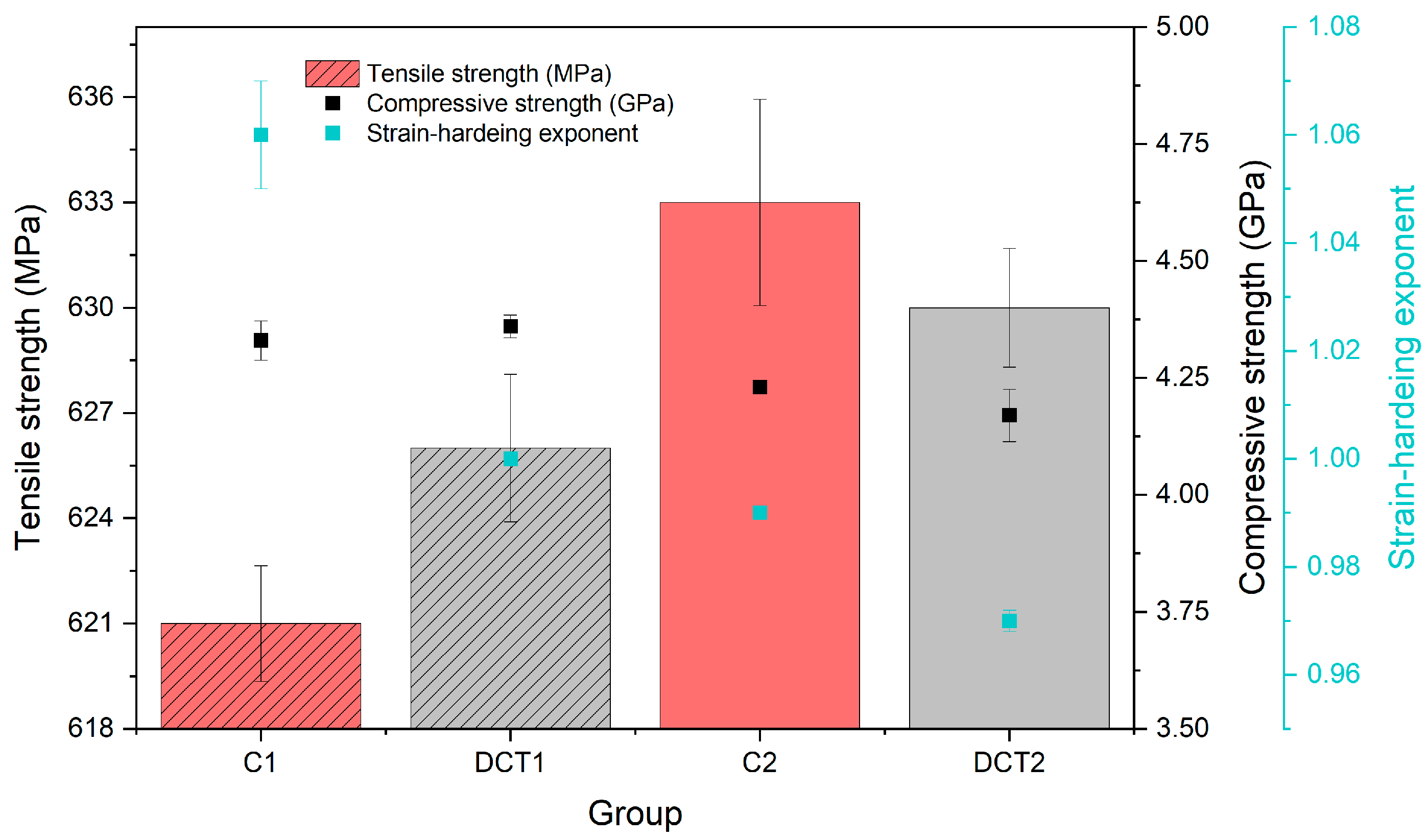
3.2.3. Tensile and Compressive Strength and Strain-hardening Exponent
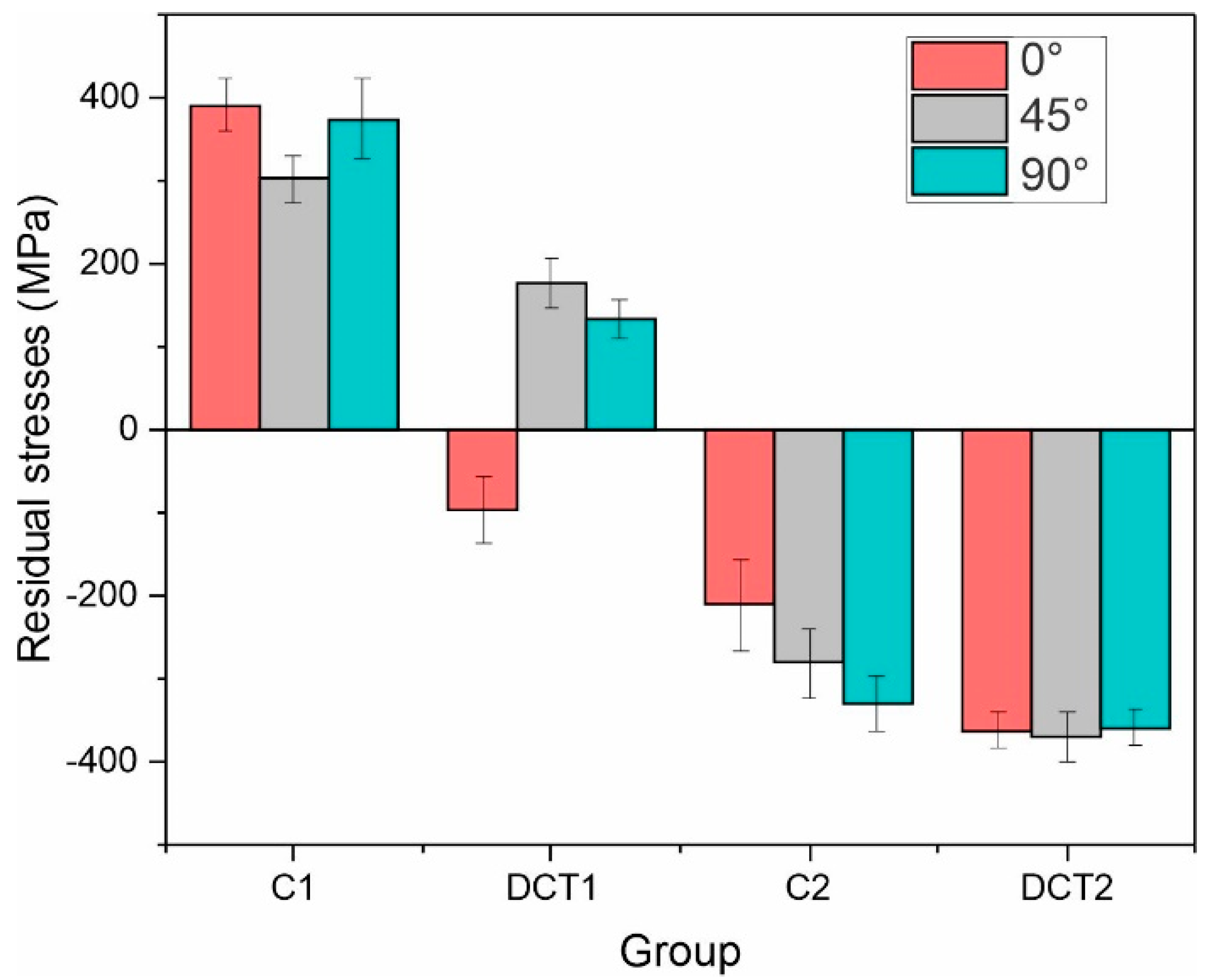
3.3. Residual Stress
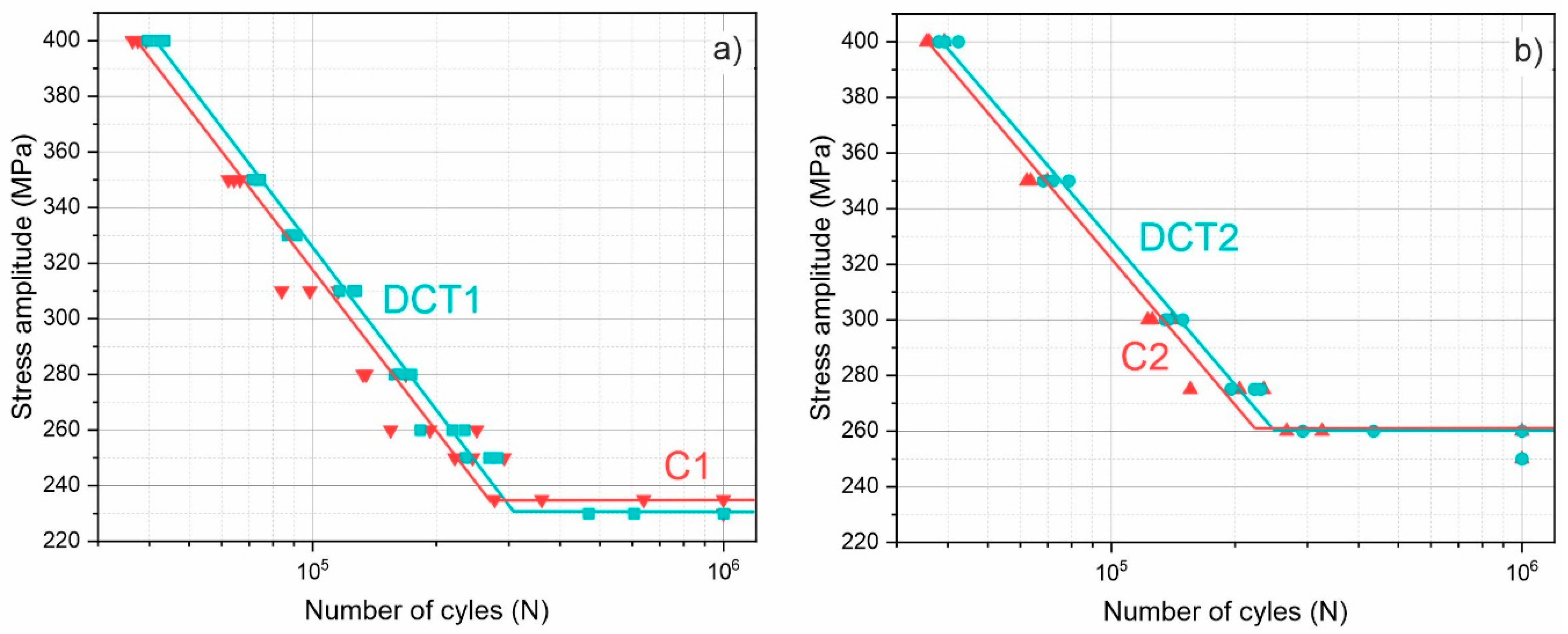
3.4. Fatigue Resistance
3.5. Complex Interdependency of Microstructure, Improved Mechanical Properties, and Residual Stresses for Possible Application of DCT for Additive Manufacturing (AM)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McGuire, M.F. Stainless Steels for Design Engineers; ASM International: Almere, The Netherlands, 2008. [Google Scholar]
- Baddoo, N.R. Stainless steel in construction: A review of research, applications, challenges and opportunities. J. Constr. Steel Res. 2008, 64, 1199–1206. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng.: R: Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- di Schino, A. (Ed.) Manufacturing and Application of Stainless Steels; MDPI: Basel, Switzerland, 2020; Available online: https://www.mdpi.com/books/pdfdownload/book/2192 (accessed on 13 December 2022).
- Baldissera, P.; Delprete, C. Deep Cryogenic Treatment: Effects on Mechanical Properties of AISI 302 Stainless Steel and 18NiCrMo5 Carburized Steel. Key Eng. Mater. 2009, 417-418, 793–796. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Podgornik, B. Review on the Effect of Deep Cryogenic Treatment of Metallic Materials in Automotive Applications. Metals 2020, 10, 434. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep Cryogenic Treatment: A Bibliographic Review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Sonar, T.; Lomte, S.; Gogte, C. Cryogenic Treatment of Metal—A Review. In Master Today Proceedings; Elsevier Ltd.: Hoboken, NJ, USA, 2018; pp. 25219–25228. [Google Scholar] [CrossRef]
- Baldissera, P. Deep cryogenic treatment of AISI 302 stainless steel: Part I—Hardness and tensile properties. Mater. Des. 2010, 31, 4725–4730. [Google Scholar] [CrossRef]
- Cui, C.; Gu, K.; Qiu, Y.; Weng, Z.; Zhang, M.; Wang, J. The effects of post-weld aging and cryogenic treatment on self-fusion welded austenitic stainless steel. J. Mater. Res. Technol. 2022, 21, 648–661. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çİçek, A.; Gülesİn, M.; Özbek, O. Application of Deep Cryogenic Treatment to Uncoated Tungsten Carbide Inserts in the Turning of AISI 304 Stainless Steel. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2016, 47, 6270–6280. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Lipovšek, N.; Jovičević-Klug, M.; Mrak, M.; Ekar, J.; Ambrožič, B.; Dražić, G.; Kovač, J.; Podgornik, B. Assessment of deep cryogenic heat-treatment impact on the microstructure and surface chemistry of austenitic stainless steel. Surf. Interfaces 2022, 35, 102456. [Google Scholar] [CrossRef]
- Darwin, J.D.; Lal, D.M.; Nagarajan, G. Optimization of cryogenic treatment to maximize the wear resistance of 18% Cr martensitic stainless steel by Taguchi method. J. Mater. Process. Technol. 2008, 195, 241–247. [Google Scholar] [CrossRef]
- Prieto, G.; Ipiña, J.E.P.; Tuckart, W.R. Cryogenic treatments on AISI 420 stainless steel: Microstructure and mechanical properties. Mater. Sci. Eng. A. 2014, 605, 236–243. [Google Scholar] [CrossRef]
- Prieto, G.; Tuckart, W.R.; Ipiña, J.E.P. Influence of a cryogenic treatment on the fracture toughness of an AISI 420 martensitic stainless steel. Mater. Tehnol. 2017, 51, 591–596. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Sever, T.; Feizpour, D.; Podgornik, B. Impact of Steel Type, Composition and Heat Treatment Parameters on Effectiveness of Deep Cryogenic Treatment. J. Mater. Res. Technol. 2021, 14, 1007–1020. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Z.; Liang, J.; Yang, Z.; Sheng, G. Elucidating the role of secondary cryogenic treatment on mechanical properties of a martensitic ultra-high strength stainless steel. Mater. Charact. 2021, 178, 111277. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment of AISI 302 stainless steel: Part II—Fatigue and corrosion. Mater. Des. 2010, 31, 4731–4737. [Google Scholar] [CrossRef]
- Singh, P.J.; Guha, B.; Achar, D.R.G. Fatigue life improvement of AISI 304L cruciform welded joints by cryogenic treatment. Eng. Fail. Anal. 2003, 10, 1–12. [Google Scholar] [CrossRef]
- Singh, P.J.; Mannan, S.L.; Jayakumar, T.; Achar, D.R.G. Fatigue life extension of notches in AISI 304L weldments using deep cryogenic treatment. Eng. Fail. Anal. 2005, 12, 263–271. [Google Scholar] [CrossRef]
- Toth, L. Cryogenic treatment against retained austenite. In Mérnöki Szimpózium a Bánkiban; Obuda University: Budapest, Hungary, 2021; pp. 181–186. [Google Scholar]
- Villa, M.; Pantleon, K.; Somers, M.A.J. Evolution of compressive strains in retained austenite during sub-zero Celsius martensite formation and tempering. Acta Mater. 2014, 65, 383–392. [Google Scholar] [CrossRef]
- Kozłowska, A.; Janik, A.; Radwański, K.; Grajcar, A. Microstructure evolution and mechanical stability of retained austenite in medium-Mn steel deformed at different temperatures. Materials 2019, 12, 3042. [Google Scholar] [CrossRef]
- Myeong, T.H.; Yamabayashi, Y.; Shimojo, M.; Higo, Y. A new life extension method for high cycle fatigue using micro-martensitic transformation in an austenitic stainless steel. Int. J. Fatigue 1997, 19, 69–73. [Google Scholar] [CrossRef]
- Ko, G.; Kim, W.; Kwon, K.; Lee, T.K. The Corrosion of Stainless Steel Made by Additive Manufacturing: A Review. Metals 2021, 11, 516. [Google Scholar] [CrossRef]
- Sadaf, M.; Bragaglia, M.; Nanni, F. A simple route for additive manufacturing of 316L stainless steel via Fused Filament Fabrication. J. Manuf. Process. 2021, 67, 141–150. [Google Scholar] [CrossRef]
- Wagner, M.A.; Engel, J.; Hadian, A.; Clemens, F.; Rodriguez-Arbaizar, M.; Carreño-Morelli, E.; Wheeler, J.M.; Spolenak, R. Filament extrusion-based additive manufacturing of 316L stainless steel: Effects of sintering conditions on the microstructure and mechanical properties. Addit. Manuf. 2022, 59, 103147. [Google Scholar] [CrossRef]
- Genna, S.; Giannini, O.; Guarino, S.; Ponticelli, G.S.; Tagliaferri, F. Laser texturing of AISI 304 stainless steel: Experimental analysis and genetic algorithm optimisation to control the surface wettability. Int. J. Adv. Manuf. Technol. 2020, 110, 3005–3022. [Google Scholar] [CrossRef]
- Astafurov, S.; Astafurova, E. Phase Composition of Austenitic Stainless Steels in Additive Manufacturing: A Review. Metals 2021, 11, 1052. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Lipovšek, N.; Jovičević-Klug, M.; Podgornik, B. Optimized preparation of deep cryogenic treated steel and Al-alloy samples for optimal microstructure imaging results. Mater. Today Commun. 2021, 27, 102211. [Google Scholar] [CrossRef]
- Podgornik, B.; Žužek, B.; Leskovšek, V. Experimental Evaluation of Tool Steel Fracture Toughness Using Circumferentially Notched and Precracked Tension Bar Specimen. Mater. Perform. Charact. 2014, 3, 87–103. [Google Scholar] [CrossRef]
- Einbock, S. Statistics of Metal Fatigue in Engineering: Planning and Analysis of Metal Fatigue Tests; Books on Demand: Paris, France, 2018. [Google Scholar]
- Kannan, R.; Nandwana, P. Texture evolution during processing and post-processing of maraging steel fabricated by laser powder bed fusion. Sci. Rep. 2022, 12, 1–17. [Google Scholar] [CrossRef]
- Chintha, A.R.; Sharma, V.; Kundu, S. Analysis of martensite pole figure from crystallographic view point. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2013, 44, 4861–4865. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Puš, G.; Jovičević-Klug, M.; Žužek, B.; Podgornik, B. Influence of heat treatment parameters on effectiveness of deep cryogenic treatment on properties of high-speed steels. Mater. Sci. Eng.: A. 2022, 829, 142157. [Google Scholar] [CrossRef]
- Veerababu, R.; Prasad, K.S.; Phani, S.K.; Balamuralikrishnan, R.; Karthikeyan, S. Austenite stability and M2C carbide decomposition in experimental secondary hardening ultra-high strength steels during high temperature austenitizing treatments. Mater. Charact. 2018, 144, 191–204. [Google Scholar] [CrossRef]
- Zhou, X.; Fang, F.; Gang, L.I.; Jiang, J. Morphology and Properties of M2C Eutectic Carbides in AISI M2 Steel. ISIJ Int. 2010, 50, 1151–1157. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Tegg, L.; Seidler, D.; Thormahlen, L.; Parmar, R.; Amati, M.; Gregoratti, L.; Cairney, J.M.; McCord, J.; et al. Correlative surface and bulk analysis of deep cryogenic treatment influence on high-alloyed ferrous alloy. J. Mater. Res. Technol. 2022, 21, 4799–4810. [Google Scholar] [CrossRef]
- Malone, T.; Torres, P.; Chen, P.; Malone, T.; Torres, P.; Bond, R. Effects of Cryogenic Treatment on the Residual Stress; Nasa: Washington, DC, USA, 2001; pp. 1–4. [Google Scholar]
- Senthilkumar, D. Effect of deep cryogenic treatment on residual stress and mechanical behaviour of induction hardened En 8 steel. Adv. Mater. Process. Technol. 2016, 2, 427–436. [Google Scholar] [CrossRef]
- Bensely, A.; Venkatesh, S.; Lal, D.M.; Nagarajan, G.; Rajadurai, A.; Junik, K. Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel. Mater. Sci. Eng. A. 2008, 479, 229–235. [Google Scholar] [CrossRef]
- Wei, L.; Wang, D.; Li, H.; Xie, D.; Ye, F.; Song, R.; Zheng, G.; Wu, S. Effects of Cryogenic Treatment on the Microstructure and Residual Stress of 7075 Aluminum Alloy. Metals 2018, 8, 273. [Google Scholar] [CrossRef]
- Demir, E.; Toktas, I. Effects of cryogenic treatment on residual stresses of AISI D2 tool steel. Kov. Mater. 2018, 56, 153–161. [Google Scholar] [CrossRef]
- Jovicevic-Klug, M.; Jovicevic-Klug, P.; McCord, J.; Podgornik, B. Investigation of microstructural attributes of steel surfaces through magneto-optical Kerr effect. J. Mater. Res. Technol. 2021, 11, 1245–1259. [Google Scholar] [CrossRef]
- Lü, X.Y.; Wu, Z.W.; He, X.; Li, J.; Li, S.H.; Yang, M.S.; Zhao, K.Y. Effect of deep cryogenic treatment on martensitic lath refinement and nano-twins formation of low carbon bearing steel. J. Iron Steel Res. Int. 2020, 27, 105–113. [Google Scholar] [CrossRef]
- Lai, Q.; Song, P.; Zhou, H.; Xiao, L.; Feng, T.; Li, C. Deformation-induced martensitic transformation and strain hardening in a nanocrystalline FeMn alloy processed by severe austenite pre-deformation. Materialia 2020, 13, 100832. [Google Scholar] [CrossRef]
- Lee, Y.K.; Baik, S.H.; Kim, J.C.; Choi, C.S. Effects of amount of ε martensite, carbon content and cold working on damping capacity of an Fe–17% Mn martensitic alloy. J. Alloy Compd. 2003, 355, 10–16. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Ishimoto, T.; Wu, S.; Ito, Y.; Sun, S.H.; Amano, H.; Nakano, T. Crystallographic Orientation Control of 316L Austenitic Stainless Steel via Selective Laser Melting. ISIJ Int. 2020, 60, 1758–1764. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition in wt.% | Solution Annealing 1 (+DCT) | Solution Annealing 2 (+DCT) | |
|---|---|---|---|
| AISI 304L | 0.02 C, 1.71 Mn, 0.03 S, 18.22 Cr, 8.23 Ni, 0.48 Cu, 0.30 Mo, Fe base | Ta = 1080 °C/30 min, N2 cooling (5 bars) DCT = −196 °C/24 h | Ta = 1000 °C/30 min, N2 cooling (5 bars) DCT = −196 °C/24 h |
| AISI 304L Subgroup | Matrix | Carbide Type | ||||
|---|---|---|---|---|---|---|
| Austenite | α-Martensite | ε-Martensite | δ-Ferrite | M(Cr)2C | M(Cr/Fe)7C3 | |
| Temperature 1080 °C | ||||||
| C1 | 84.9 | 0.7 | 5.1 | 1.3 | 2.0 | 6.0 |
| DCT1 | 85.0 | 0.6 | 5.2 | 1.2 | 2.2 | 5.8 |
| Temperature 1000 °C | ||||||
| C2 | 86.4 | 0.6 | 5.7 | 1.3 | 3.2 | 2.8 |
| DCT2 | 85.2 | 1.9 | 5.9 | 1.1 | 2.1 | 4.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jovičević-Klug, P.; Jovičević-Klug, M.; Rohwerder, M.; Godec, M.; Podgornik, B. Complex Interdependency of Microstructure, Mechanical Properties, Fatigue Resistance, and Residual Stress of Austenitic Stainless Steels AISI 304L. Materials 2023, 16, 2638. https://doi.org/10.3390/ma16072638
Jovičević-Klug P, Jovičević-Klug M, Rohwerder M, Godec M, Podgornik B. Complex Interdependency of Microstructure, Mechanical Properties, Fatigue Resistance, and Residual Stress of Austenitic Stainless Steels AISI 304L. Materials. 2023; 16(7):2638. https://doi.org/10.3390/ma16072638
Chicago/Turabian StyleJovičević-Klug, Patricia, Matic Jovičević-Klug, Michael Rohwerder, Matjaž Godec, and Bojan Podgornik. 2023. "Complex Interdependency of Microstructure, Mechanical Properties, Fatigue Resistance, and Residual Stress of Austenitic Stainless Steels AISI 304L" Materials 16, no. 7: 2638. https://doi.org/10.3390/ma16072638
APA StyleJovičević-Klug, P., Jovičević-Klug, M., Rohwerder, M., Godec, M., & Podgornik, B. (2023). Complex Interdependency of Microstructure, Mechanical Properties, Fatigue Resistance, and Residual Stress of Austenitic Stainless Steels AISI 304L. Materials, 16(7), 2638. https://doi.org/10.3390/ma16072638