
Recent Developments of High-Pressure Spark Plasma Sintering: An Overview of Current Applications, Challenges and Future Directions


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Why Couple SPS with High Pressure?
- The applied pressure has the mechanical effect of reducing the distances between the particles and strengthens the contact between the individual grains. Therefore, the time required for atomic diffusion and mass transfer in the process is reduced when pressure is applied and, therefore, pressure has been shown to drastically decrease the overall sintering time.
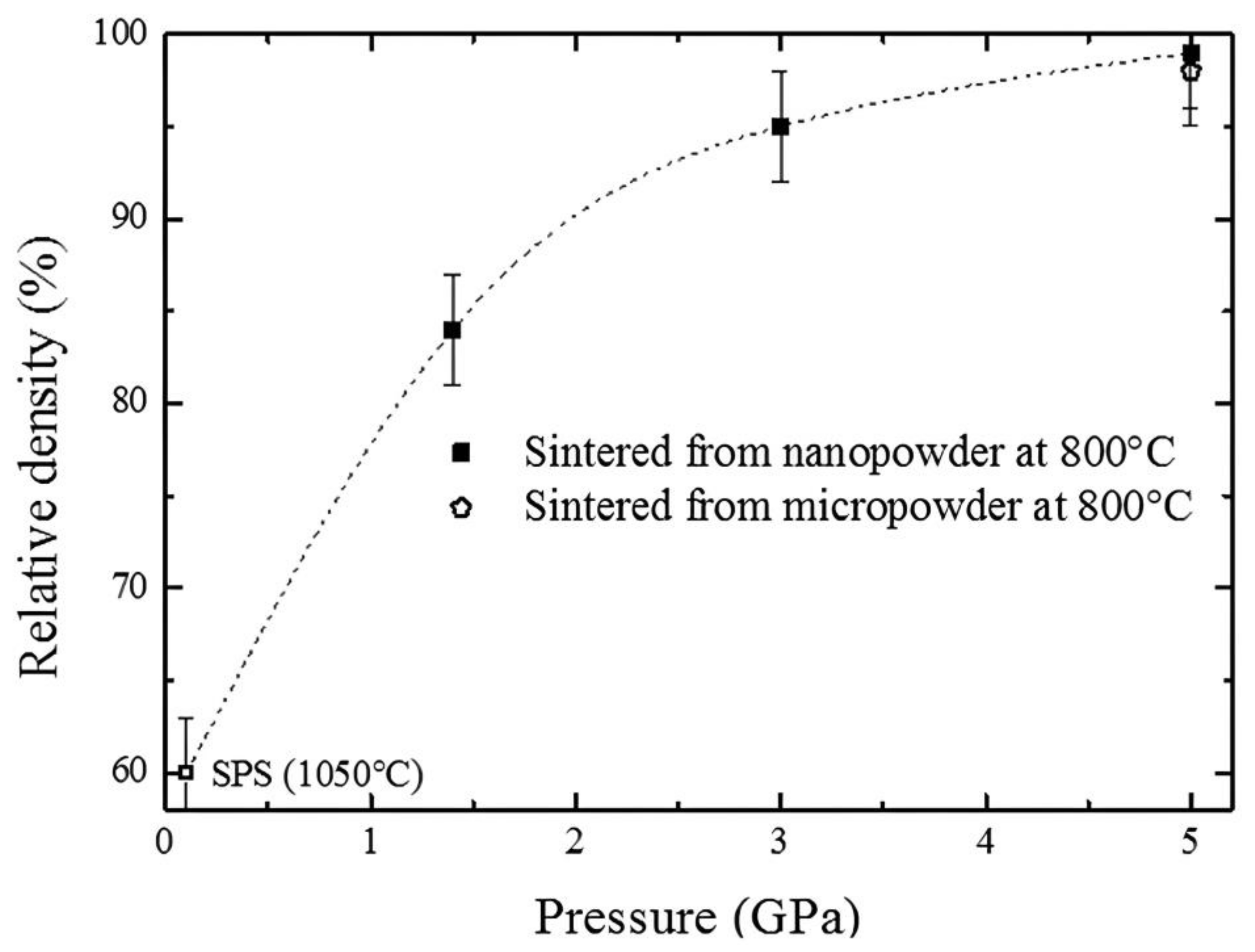
- It has been demonstrated that pressure can greatly reduce the sintering temperature [24]. Pressure actually increases the driving force for densification by modifying diffusion-related mass transport, viscous flow, plastic flow and creep [23]. This effect is crucial, for example to limit the grain growth (which is activated by high temperature). Validation of this important effect has been provided in many recent SPS studies [25,26,27,28]. For example, Figure 1a shows that, with SPS, the growth of alumina crystallites is remarkably inhibited by increasing the applied pressure from 30 MPa to 100 MPa [26]. Similarly, Figure 1b shows the pressure required to obtain nearly fully-dense nanometric zirconia samples (relative density of 95%) using a dwell time of 5 min at the indicated temperature, also with the grain size achieved under the specified conditions. It is demonstrated that, under high pressure, the temperature required to reach 95% of the theoretical density is several hundred degrees below the typical sintering temperatures (1300–1500 °C) required using traditional low-pressure sintering [25].
- 3.
- Furthermore, reducing the sintering temperature with pressure can be crucial for keeping a phase which undergoes a phase transition at the low-pressure sintering temperature. Some examples can be found in the literature, for example the densification of alpha-quartz SiO2 [29] or amorphous calcium phosphate [30].
- 4.
- In the same vein, increasing applied pressure becomes essential to allow sintering at temperatures below the decomposition temperature of the compounds (for example MgB2 [31], BP [29], etc.) or to increase the thermal stability of precursors, for example by confining OH, H2O or other volatile elements [29].
- 5.
- Pressure also allows sintering of a metastable phase under ambient conditions in its high-pressure thermodynamic stability domain (for instance, diamond and cubic-boron nitride, etc.) [32].
- 6.
- 7.
- Pressure can induce a phase transition during the process leading to sintering of a denser phase (e.g., synthesis and sintering of diamond from graphite or c-Si3N4 from initial α-Si3N4) [29]. For example, Figure 2 shows the XRD patterns of the SPS-processed silicon carbide at 40 and 80 MPa. At 1900 °C, the high pressure induced a complete phase transition from the initial beta phase to the alpha phase which remains after sintering [35].
- 8.
- 9.
- Finally, extrinsically, through particle packing, sliding, fragmentation and deformation, pressure greatly influences particle reorganization, leading to a better homogeneous densification by the destruction of agglomerates in powders, especially in nanopowders. The crucial role of pressure in the particle rearrangements has been shown for example in the SPS process of Si3N4 ceramic (with LiF) [38] and for the densification of a reactive mixture of ZrO2 and Y2O3 [39].
3. Recent Progress of Various HP-SPS Technologies
3.1. Basic Configuration of SPS Apparatus
3.2. Modification of the Reaction Chamber
3.3. Modification of the Reaction Chamber and the Hydraulic Pressure Device
3.4. Modification of the Entire SPS System
4. Prospects for Technological Breakthroughs
4.1. In Situ X-ray Diffraction and Tomography during the HP-SPS Process
4.2. Extension of the (P,T) Domain Explored
4.2.1. Higher Pressure
4.2.2. Higher Temperature
4.3. Adding Plastic Deformation during HP-SPS Sintering
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suárez, M.; Fernández, A.; Menéndez, J.; Torrecillas, R.; Kessel, H.; Hennicke, J.; Kirchner, R.; Kessel, T. Challenges and opportunities for spark plasma sintering: A key technology for a new generation of materials. Sinter. Appl. 2013, 13, 319–342. [Google Scholar]
- Zhang, Z.-H.; Liu, Z.-F.; Lu, J.-F.; Shen, X.-B.; Wang, F.-C.; Wang, Y.-D. The sintering mechanism in spark plasma sintering–proof of the occurrence of spark discharge. Scr. Mater. 2014, 81, 56–59. [Google Scholar] [CrossRef]
- Sakka, Y.; Grasso, S. Pulsed electrodischarged pressure sintering and flash sintering, a review. Mater. Today Proc. 2019, 16, 14–24. [Google Scholar] [CrossRef]
- Munir, Z.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Chaim, R.; Chevallier, G.; Weibel, A.; Estournès, C. Grain growth during spark plasma and flash sintering of ceramic nanoparticles: A review. J. Mater. Sci. 2018, 53, 3087–3105. [Google Scholar] [CrossRef]
- Antou, G.; Guyot, P.; Pradeilles, N.; Vandenhende, M.; Maître, A. Identification of densification mechanisms of pressure-assisted sintering: Application to hot pressing and spark plasma sintering of alumina. J. Mater. Sci. 2015, 50, 2327–2336. [Google Scholar] [CrossRef]
- Stuer, M.; Bowen, P.; Zhao, Z. Spark plasma sintering of ceramics: From modeling to practice. Ceramics 2020, 3, 476–493. [Google Scholar] [CrossRef]
- Elissalde, C.; Maglione, M.; Estournes, C. Tailoring dielectric properties of multilayer composites using spark plasma sintering. J. Am. Ceram. Soc. 2007, 90, 973–976. [Google Scholar] [CrossRef]
- Hungria, T.; Galy, J.; Castro, A. Spark plasma sintering as a useful technique to the nanostructuration of piezo-ferroelectric materials. Adv. Eng. Mater. 2009, 11, 615–631. [Google Scholar] [CrossRef]
- Tokita, M. Progress of spark plasma sintering (SPS) method, systems, ceramics applications and industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Shen, G.; Mao, H.K. High-pressure studies with X-rays using diamond anvil cells. Rep. Prog. Phys. 2016, 80, 016101. [Google Scholar] [CrossRef]
- Godec, Y.L.; Courac, A.; Solozhenko, V.L. High-pressure synthesis of superhard and ultrahard materials. J. Appl. Phys. 2019, 126, 151102. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Y.; Lv, J.; Ma, Y. Materials discovery at high pressures. Nat. Rev. Mater. 2017, 2, 17005. [Google Scholar] [CrossRef]
- Miao, M.-S.; Hoffmann, R. High pressure electrides: A predictive chemical and physical theory. Acc. Chem. Res. 2014, 47, 1311–1317. [Google Scholar] [CrossRef]
- Yamanaka, S. Silicon clathrates and carbon analogs: High pressure synthesis, structure, and superconductivity. Dalton Transact. 2010, 39, 1901–1915. [Google Scholar] [CrossRef]
- Blase, X.; Bustarret, E.; Chapelier, C.; Klein, T.; Marcenat, C. Superconducting group-IV semiconductors. Nat. Mater. 2009, 8, 375–382. [Google Scholar] [CrossRef]
- Hemley, R.; Jephcoat, A.; Mao, H.K.; Ming, L.; Manghnani, M. Pressure-induced amorphization of crystalline silica. Nature 1988, 334, 52–54. [Google Scholar] [CrossRef]
- Machon, D.; Pischedda, V.; Le Floch, S.; San-Miguel, A. Perspective: High pressure transformations in nanomaterials and opportunities in material design. J. Appl. Phys. 2018, 124, 160902. [Google Scholar] [CrossRef]
- Eremets, M.; Drozdov, A.P. High-temperature conventional superconductivity. Phys.-Uspekhi 2016, 59, 1154. [Google Scholar] [CrossRef]
- Snider, E.; Dasenbrock-Gammon, N.; McBride, R.; Debessai, M.; Vindana, H.; Vencatasamy, K.; Lawler, K.V.; Salamat, A.; Dias, R.P. Room-temperature superconductivity in a carbonaceous sulfur hydride. Nature 2020, 586, 373–377. [Google Scholar] [CrossRef]
- Le Godec, Y.; Courac, A. In situ high-pressure synthesis of new outstanding light-element materials under industrial PT range. Materials 2021, 14, 4245. [Google Scholar] [CrossRef]
- Munir, Z.A.; Quach, D.V.; Ohyanagi, M. Electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2011, 94, 1–19. [Google Scholar] [CrossRef]
- Shen, Z.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark plasma sintering of alumina. J. Am. Ceram. Soc. 2002, 85, 1921–1927. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.; Munir, Z.A. Fast low-temperature consolidation of bulk nanometric ceramic materials. Scr. Mater. 2006, 54, 823–828. [Google Scholar] [CrossRef]
- Makino, Y.; Sakaguchi, M.; Terada, J.; Akamatsu, K. Consolidation of ultrafine alumina powders with SPS method. J. Jpn. Soc. Powder Powder Metall. 2007, 54, 219–225. [Google Scholar] [CrossRef]
- Vallauri, D.; DeBenedetti, B.; Jaworska, L.; Klimczyk, P.; Rodriguez, M. Wear-resistant ceramic and metal–ceramic ultrafine composites fabricated from combustion synthesised metastable powders. Int. J. Refract. Met. Hard Mater. 2009, 27, 996–1003. [Google Scholar] [CrossRef]
- Klimczyk, P.; Figiel, P.; Jaworska, L.; Bućko, M. Wysokociśnieniowe spiekanie nanoproszków w układzie Si3N4-SiC. Ceramics 2008, 103, 459–466. [Google Scholar]
- Prakasam, M.; Balima, F.; Cygan, S.; Klimczyk, P.; Jaworska, L.; Largeteau, A. Ultrahigh pressure SPS (HP-SPS) as new syntheses and exploration tool in materials science. In Spark Plasma Sintering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 201–218. [Google Scholar]
- Rubenis, K.; Zemjane, S.; Vecstaudza, J.; Bitenieks, J.; Locs, J. Densification of amorphous calcium phosphate using principles of the cold sintering process. J. Eur. Ceram. Soc. 2021, 41, 912–919. [Google Scholar] [CrossRef]
- Prakasam, M.; Balima, F.; Noudem, J.; Largeteau, A. Dense MgB2 ceramics by ultrahigh pressure field-assisted sintering. Ceramics 2020, 3, 521–532. [Google Scholar] [CrossRef]
- Guignard, J.; Prakasam, M.; Largeteau, A. High pressure (HP) in spark plasma sintering (SPS) processes: Application to the polycrystalline diamond. Materials 2022, 15, 4804. [Google Scholar] [CrossRef]
- Ma, D.; Kou, Z.; Liu, Y.; Wang, Y.; Gao, S.; Luo, X.; Li, W.; Wang, Y.; Du, Y.; Lei, L. Sub-micron binderless tungsten carbide sintering behavior under high pressure and high temperature. Int. J. Refract. Met. Hard Mater. 2016, 54, 427–432. [Google Scholar] [CrossRef]
- Gao, J.; Wang, D.; Lei, L.; Zhang, F.; Zhang, J.; Fu, Z. High-pressure sintering of boron carbide-titanium diboride composites and its densification mechanism. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2020, 35, 356–362. [Google Scholar] [CrossRef]
- Lee, Y.; Lee, J.H.; Shin, D.-G.; Noviyanto, A.; Lee, H.-M.; Nishimura, T.; Jang, B.-K.; Kwon, W.-T.; Kim, Y.; Kim, S. Phase transformation on spark plasma sintered dense polycarbosilane-derived SiC without additive. Scr. Mater. 2018, 143, 188–190. [Google Scholar] [CrossRef]
- Liao, S.-C.; Chen, Y.-J.; Kear, B.; Mayo, W. High pressure/low temperature sintering of nanocrystalline alumina. Nanostruct. Mater. 1998, 10, 1063–1079. [Google Scholar] [CrossRef]
- Liao, S.-C.; Chen, Y.-J.; Mayo, W.; Kear, B. Transformation-assisted consolidation of bulk nanocrystalline TiO2. Nanostruct. Mater. 1999, 11, 553–557. [Google Scholar] [CrossRef]
- Ratzker, B.; Sokol, M.; Kalabukhov, S.; Frage, N. High-pressure spark plasma sintering of silicon nitride with LiF additive. J. Eur. Ceram. Soc. 2018, 38, 1271–1277. [Google Scholar] [CrossRef]
- Van de Graaf, M.; Ter Maat, J.; Burggraaf, A. Microstructure and sintering kinetics of highly reactive ZrO2-Y2O3 ceramics. J. Mater. Sci. 1985, 20, 1407–1418. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng.: R: Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Z.; Cheng, X.; Huo, G.; Zhang, S.; Song, Q. The development and application of spark plasma sintering technique in advanced metal structure materials: A review. Powder Metall. Metal Ceram. 2021, 60, 410–438. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Zhang, Z.-H.; Cheng, X.-W.; Wang, F.-C.; Zhang, Y.-F.; Li, S.-L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar]
- Noudem, J.G.; Quetel-Weben, S.; Retoux, R.; Chevallier, G.; Estournès, C. Thermoelectric properties of Ca0.9Yb0.1MnO3−x prepared by spark plasma sintering in air atmosphere. Scr. Mater. 2013, 68, 949–952. [Google Scholar] [CrossRef]
- Zhang, H.; Kim, B.-N.; Morita, K.; Yoshida, H.; Lim, J.-H.; Hiraga, K. Optimization of high-pressure sintering of transparent zirconia with nano-sized grains. J. Alloys Compd. 2010, 508, 196–199. [Google Scholar] [CrossRef]
- Grasso, S.; Kim, B.N.; Hu, C.; Maizza, G.; Sakka, Y. Highly transparent pure alumina fabricated by high-pressure spark plasma sintering. J. Am. Ceram. Soc. 2010, 93, 2460–2462. [Google Scholar] [CrossRef]
- Verchère, A.; Cottrino, S.; Fantozzi, G.; Mishra, S.; Gaudisson, T.; Blanchard, N.; Pailhès, S.; Daniele, S.; Le Floch, S. Effect of high pressure spark plasma sintering on the densification of a Nb-doped TiO2 nanopowder. Ceramics 2020, 3, 507–520. [Google Scholar] [CrossRef]
- Sokol, M.; Kalabukhov, S.; Dariel, M.; Frage, N. High-pressure spark plasma sintering (SPS) of transparent polycrystalline magnesium aluminate spinel (PMAS). J. Eur. Ceram. Soc. 2014, 34, 4305–4310. [Google Scholar] [CrossRef]
- Cottrino, S.; Gaudisson, T.; Pailhès, S.; Ferrara, E.A.; Mishra, S.; Daniele, S.; Mézouar, M.; Largeteau, A.; Le Godec, Y.; Le Floch, S. In situ X-ray diffraction study of a TiO2 nanopowder spark plasma sintering under very high pressure. J. Eur. Ceram. Soc. 2022, in press. [CrossRef]
- Ghanizadeh, S.; Grasso, S.; Ramanujam, P.; Vaidhyanathan, B.; Binner, J.; Brown, P.; Goldwasser, J. Improved transparency and hardness in α-alumina ceramics fabricated by high-pressure SPS of nanopowders. Ceram. Int. 2017, 43, 275–281. [Google Scholar] [CrossRef]
- Ratzker, B.; Wagner, A.; Sokol, M.; Kalabukhov, S.; Dariel, M.P.; Frage, N. Optical and mechanical properties of transparent alumina fabricated by high-pressure spark plasma sintering. J. Eur. Ceram. Soc. 2019, 39, 2712–2719. [Google Scholar] [CrossRef]
- Le Godec, Y.; Dove, M.T.; Redfern, S.A.; Tucker, M.G.; Marshall, W.G.; Syfosse, G.; Besson, J.-M. A new high PT cell for neutron diffraction up to 7 GPa and 2000 K with measurement of temperature by neutron radiography. Int. J. High Press. Res. 2001, 21, 263–280. [Google Scholar] [CrossRef]
- Le Godec, Y.; Le Floch, S.; Pailhes, S.; Combes, J.-M. Device for sintering by pulsating current and associated method. U.S. Patent 11,247,267, 15 February 2022. [Google Scholar]
- Le Godec, Y.; Dove, M.; Francis, D.; Kohn, S.; Marshall, W.; Pawley, A.; Price, G.; Redfern, S.; Rhodes, N.; Ross, N. Neutron diffraction at simultaneous high temperatures and pressures, with measurement of temperature by neutron radiography. Mineral. Mag. 2001, 65, 737–748. [Google Scholar] [CrossRef]
- Guodong Zhan, Y.Z.; Shen, Y. Pulsed Electrical Field Assisted or Spark Plasma Sintered Polycrystalline Ultra Hard Material and Thermally Stable Ultra Hard Material Cutting Elements and Compacts and Methods of Forming the Same. U.S. Patent 20100005729, 14 January 2010. [Google Scholar]
- Yung, D.-L.; Cygan, S.; Antonov, M.; Jaworska, L.; Hussainova, I. Ultra high-pressure spark plasma sintered ZrC-Mo and ZrC-TiC composites. Int. J. Refract. Metals Hard Mater. 2016, 61, 201–206. [Google Scholar] [CrossRef]
- Khvostantsev, L.; Slesarev, V.; Brazhkin, V. Toroid type high-pressure device: History and prospects. High Press. Res. 2004, 24, 371–383. [Google Scholar] [CrossRef]
- Knaislová, A.; Novák, P.; Cygan, S.; Jaworska, L.; Cabibbo, M. High-pressure spark plasma sintering (HP SPS): A promising and reliable method for preparing Ti–Al–Si alloys. Materials 2017, 10, 465. [Google Scholar] [CrossRef]
- Jaworska, L.; Karolus, M.; Cygan, S.; Morgiel, J.; Cyboroń, J.; Łukasik, J.L.; Putyra, P. Influence of pulsed current during high pressure sintering on crystallite size and phase composition of diamond with TiB bonding phase. Int. J. Refract. Met. Hard Mater. 2018, 70, 101–106. [Google Scholar] [CrossRef]
- Balima, F.; Bellin, F.; Michau, D.; Viraphong, O.; Poulon-Quintin, A.; Chung, U.-C.; Dourfaye, A.; Largeteau, A. High pressure pulsed electric current activated equipment (HP-SPS) for material processing. Mater. Des. 2018, 139, 541–548. [Google Scholar] [CrossRef]
- Hall, H.T. Ultra-high-pressure, high-temperature apparatus: The “Belt”. Rev. Sci. Instrum. 1960, 31, 125–131. [Google Scholar] [CrossRef]
- Balima, F.; Largeteau, A. Phase transformation of alumina induced by high pressure spark plasma sintering (HP-SPS). Scr. Mater. 2019, 158, 20–23. [Google Scholar] [CrossRef]
- Irifune, T. A Brief History of Nano-Polycrystalline Diamond; Taylor & Francis: Abingdon, UK, 2020; pp. 1–2. [Google Scholar]
- Guignard, J.; Prakasam, M.; Largeteau, A. A review of binderless polycrystalline diamonds: Focus on the high-pressure–high-temperature sintering process. Materials 2022, 15, 2198. [Google Scholar] [CrossRef]
- Cabouro, G.; Reinfried, N.; Gaffet, E.; Grin, Y.; Chevalier, S.; Bernard, F. Spark plasma sintering à partir de poudres mécaniquement activées: Compréhension des transitions de phase au cours d’un frittage réactif. Matér. Tech. 2007, 95, 269–280. [Google Scholar] [CrossRef]
- Perez-Maqueda, L.A.; Gil-Gonzalez, E.; Wassel, M.A.; Jha, S.K.; Perejon, A.; Charalambous, H.; Okasinski, J.; Sanchez-Jimenez, P.E.; Tsakalakos, T. Insight into the BiFeO3 flash sintering process by in-situ energy dispersive X-ray diffraction (ED-XRD). Ceram. Int. 2019, 45, 2828–2834. [Google Scholar] [CrossRef]
- Mezouar, M.; Le Bihan, T.; Libotte, H.; Le Godec, Y.; Häusermann, D. Paris–Edinburgh large-volume cell coupled with a fast imaging-plate system for structural investigation at high pressure and high temperature. J. Synchrotron Radiat. 1999, 6, 1115–1119. [Google Scholar] [CrossRef]
- King, A.; Guignot, N.; Deslandes, J.-P.; Pelerin, M.; Joosten, I.; De Looff, D.; Li, J.; Bertrand, L.; Rosenberg, E.; Dewaele, A. Recent tomographic imaging developments at the PSICHE beamline. Integr. Mater. Manuf. Innov. 2019, 8, 551–558. [Google Scholar] [CrossRef]
- Boulard, E.; King, A.; Guignot, N.; Deslandes, J.-P.; Le Godec, Y.; Perrillat, J.-P.; Clark, A.; Morard, G.; Itié, J.-P. High-speed tomography under extreme conditions at the PSICHE beamline of the SOLEIL Synchrotron. J. Synchrotron Radiat. 2018, 25, 818–825. [Google Scholar] [CrossRef]
- Boulard, E.; Denoual, C.; Dewaele, A.s.; King, A.; Le Godec, Y.; Guignot, N. Following the phase transitions of iron in 3D with X-ray tomography and diffraction under extreme conditions. Acta Mater. 2020, 192, 30–39. [Google Scholar] [CrossRef]
- Giovenco, E.; Perrillat, J.-P.; Boulard, E.; King, A.; Guignot, N.; Le Godec, Y. Quantitative 4D X-ray microtomography under extreme conditions: A case study on magma migration. J. Synchrotron Radiat. 2021, 28, 1598–1609. [Google Scholar] [CrossRef] [PubMed]
- Irifune, T.; Isobe, F.; Shinmei, T. A novel large-volume Kawai-type apparatus and its application to the synthesis of sintered bodies of nano-polycrystalline diamond. Phys. Earth Planet. Inter. 2014, 228, 255–261. [Google Scholar] [CrossRef]
- Morard, G.; Mezouar, M.; Rey, N.; Poloni, R.; Merlen, A.; Le Floch, S.; Toulemonde, P.; Pascarelli, S.; San-Miguel, A.; Sanloup, C. Optimization of Paris–Edinburgh press cell assemblies for in situ monochromatic X-ray diffraction and X-ray absorption. High Press. Res. 2007, 27, 223–233. [Google Scholar] [CrossRef]
- Zhou, X.; Ma, D.; Wang, L.; Zhao, Y.; Wang, S. Large-volume cubic press produces high temperatures above 4000 Kelvin for study of the refractory materials at pressures. Rev. Sci. Instrum. 2020, 91, 015118. [Google Scholar] [CrossRef]
- Taniguchi, T.; Akaishi, M.; Kanke, Y.; Yamaoka, S. TiC–diamond composite disk-heater cell assembly to generate temperature of 2000 C in a large-volume belt-type high-pressure apparatus at 10 GPa. Rev. Sci. Instrum. 2004, 75, 1959–1962. [Google Scholar] [CrossRef]
- Ekimov, E.; Sadykov, R.; Gierlotka, S.; Presz, A.; Tatyanin, E.; Slesarev, V.; Kuzin, N. A high-pressure cell for high-temperature experiments in a toroid-type chamber. Instrum. Exp. Tech. 2004, 47, 276–278. [Google Scholar] [CrossRef]
- Ito, E.; Katsura, T. Melting of ferromagnesian silicates under the lower mantle conditions. In High-Pressure Research: Applications to Earth and Planetary Sciences; American Geophysical Union: Washington, DC, USA, 1992; pp. 315–322. [Google Scholar]
- Zhang, J.; Liebermann, R.C.; Gasparik, T.; Herzberg, C.T.; Fei, Y. Melting and subsolidus relations of SiO2 at 9–14 GPa. J. Geophys. Res.: Solid Earth 1993, 98, 19785–19793. [Google Scholar] [CrossRef]
- Antou, G.; Mathieu, G.; Trolliard, G.; Maître, A. Spark plasma sintering of zirconium carbide and oxycarbide: Finite element modeling of current density, temperature, and stress distributions. J. Mater. Res. 2009, 24, 404–412. [Google Scholar] [CrossRef]
- Pavia, A.; Durand, L.; Ajustron, F.; Bley, V.; Chevallier, G.; Peigney, A.; Estournès, C. Electro-thermal measurements and finite element method simulations of a spark plasma sintering device. J. Mater. Process. Technol. 2013, 213, 1327–1336. [Google Scholar] [CrossRef]
- Achenani, Y.; Saâdaoui, M.; Cheddadi, A.; Bonnefont, G.; Fantozzi, G. Finite element modeling of spark plasma sintering: Application to the reduction of temperature inhomogeneities, case of alumina. Mater. Des. 2017, 116, 504–514. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing bulk ultrafine-grained materials by severe plastic deformation: Ten years later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Advances in ultrafine-grained materials. Mater. Today 2013, 16, 85–93. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng.: A 2016, 652, 325–352. [Google Scholar] [CrossRef]
- Edalati, K.; Toh, S.; Ikoma, Y.; Horita, Z. Plastic deformation and allotropic phase transformations in zirconia ceramics during high-pressure torsion. Scr. Mater. 2011, 65, 974–977. [Google Scholar] [CrossRef]
- Edalati, K.; Arimura, M.; Ikoma, Y.; Daio, T.; Miyata, M.; Smith, D.J.; Horita, Z. Plastic deformation of BaTiO3 ceramics by high-pressure torsion and changes in phase transformations, optical and dielectric properties. Mater. Res. Lett. 2015, 3, 216–221. [Google Scholar] [CrossRef]
- Razavi-Khosroshahi, H.; Edalati, K.; Arita, M.; Horita, Z.; Fuji, M. Plastic strain and grain size effect on high-pressure phase transformations in nanostructured TiO2 ceramics. Scr. Mater. 2016, 124, 59–62. [Google Scholar] [CrossRef]
- Razavi-Khosroshahi, H.; Edalati, K.; Emami, H.; Akiba, E.; Horita, Z.; Fuji, M. Optical properties of nanocrystalline monoclinic Y2O3 stabilized by grain size and plastic strain effects via high-pressure torsion. Inorg. Chem. 2017, 56, 2576–2580. [Google Scholar] [CrossRef] [PubMed]
- Razavi-Khosroshahi, H.; Edalati, K.; Wu, J.; Nakashima, Y.; Arita, M.; Ikoma, Y.; Sadakiyo, M.; Inagaki, Y.; Staykov, A.; Yamauchi, M.; et al. High-pressure zinc oxide phase as visible-light-active photocatalyst with narrow band gap. J. Mater. Chem. A 2017, 5, 20298–20303. [Google Scholar] [CrossRef]
- Muche, D.N.F.; Drazin, J.W.; Mardinly, J.; Dey, S.; Castro, R.H.R. Colossal grain boundary strengthening in ultrafine nanocrystalline oxides. Mater. Lett. 2017, 186, 298–300. [Google Scholar] [CrossRef]
- Noudem, J.G.; Xing, Y. Overview of spark plasma texturing of functional ceramics. Ceramics 2021, 4, 97–107. [Google Scholar] [CrossRef]
- Yoo, S.H.; Sethuram, K.M.; Sudarshan, T.S. Apparatus for Bonding a Particle Material to Near Theoretical Density. U.S. Patent 005989487A, 23 November 1999. [Google Scholar]
- Philippe, J.; Le Godec, Y.; Mezouar, M.; Berg, M.; Bromiley, G.; Bergame, F.; Perrillat, J.; Alvarez-Murga, M.; Morand, M.; Atwood, R. Rotating tomography Paris–Edinburgh cell: A novel portable press for micro-tomographic 4-D imaging at extreme pressure/temperature/stress conditions. High Press. Res. 2016, 36, 512–532. [Google Scholar] [CrossRef]





















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le Godec, Y.; Le Floch, S. Recent Developments of High-Pressure Spark Plasma Sintering: An Overview of Current Applications, Challenges and Future Directions. Materials 2023, 16, 997. https://doi.org/10.3390/ma16030997
Le Godec Y, Le Floch S. Recent Developments of High-Pressure Spark Plasma Sintering: An Overview of Current Applications, Challenges and Future Directions. Materials. 2023; 16(3):997. https://doi.org/10.3390/ma16030997
Chicago/Turabian StyleLe Godec, Yann, and Sylvie Le Floch. 2023. "Recent Developments of High-Pressure Spark Plasma Sintering: An Overview of Current Applications, Challenges and Future Directions" Materials 16, no. 3: 997. https://doi.org/10.3390/ma16030997
APA StyleLe Godec, Y., & Le Floch, S. (2023). Recent Developments of High-Pressure Spark Plasma Sintering: An Overview of Current Applications, Challenges and Future Directions. Materials, 16(3), 997. https://doi.org/10.3390/ma16030997