
Cold-Sprayed Composite Metal-Fluoropolymer Coatings for Alloy Protection against Corrosion and Wear

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
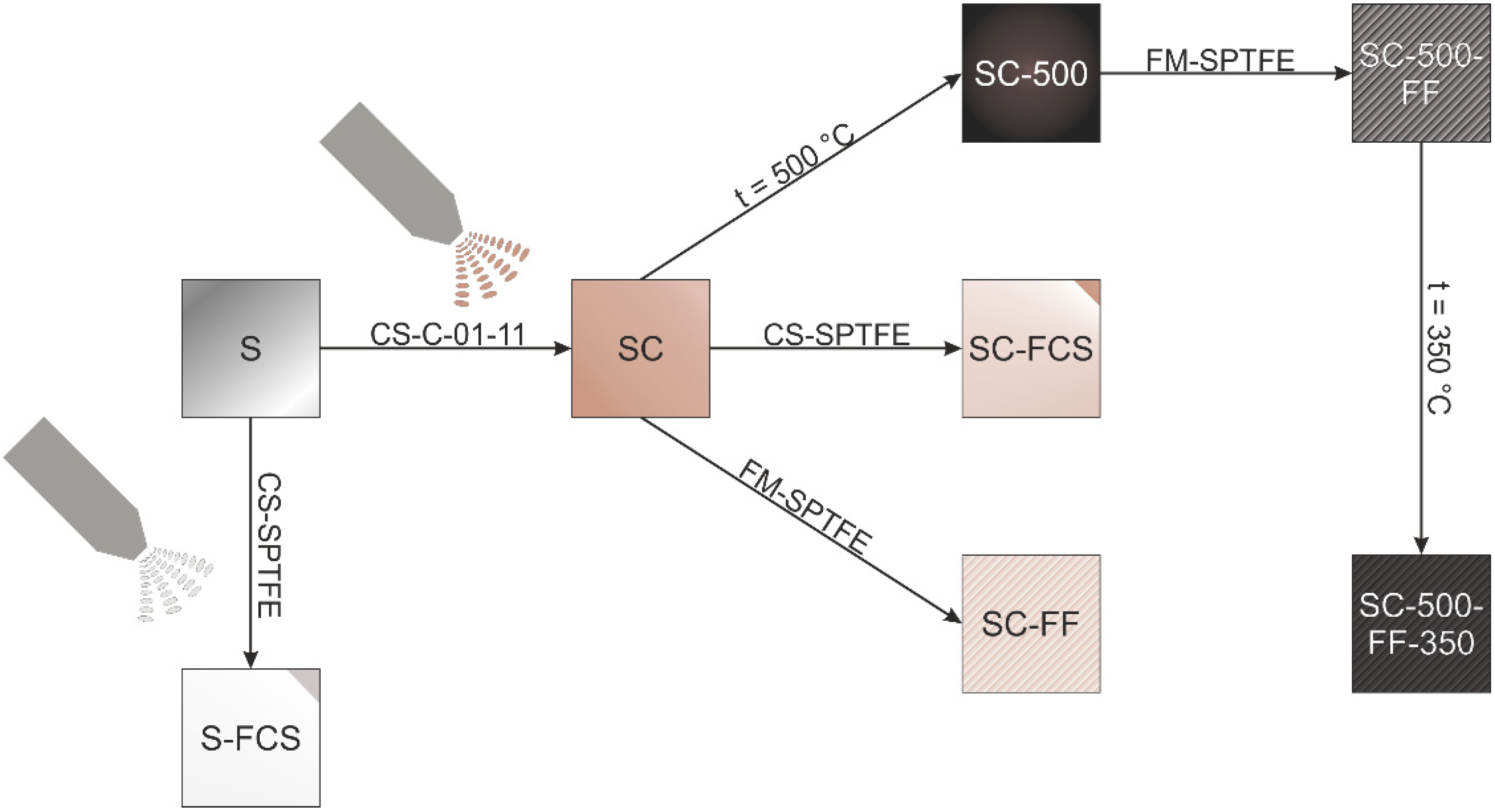
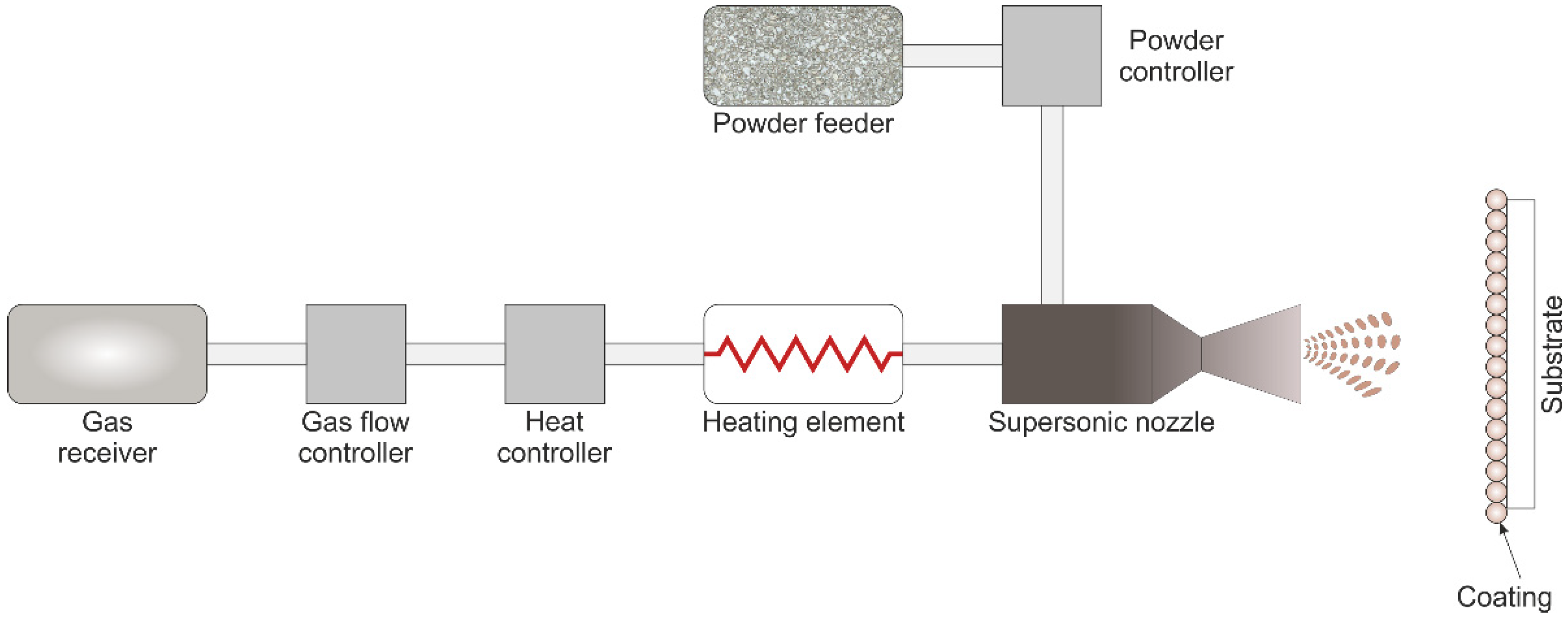
2.1. Preparing Samples
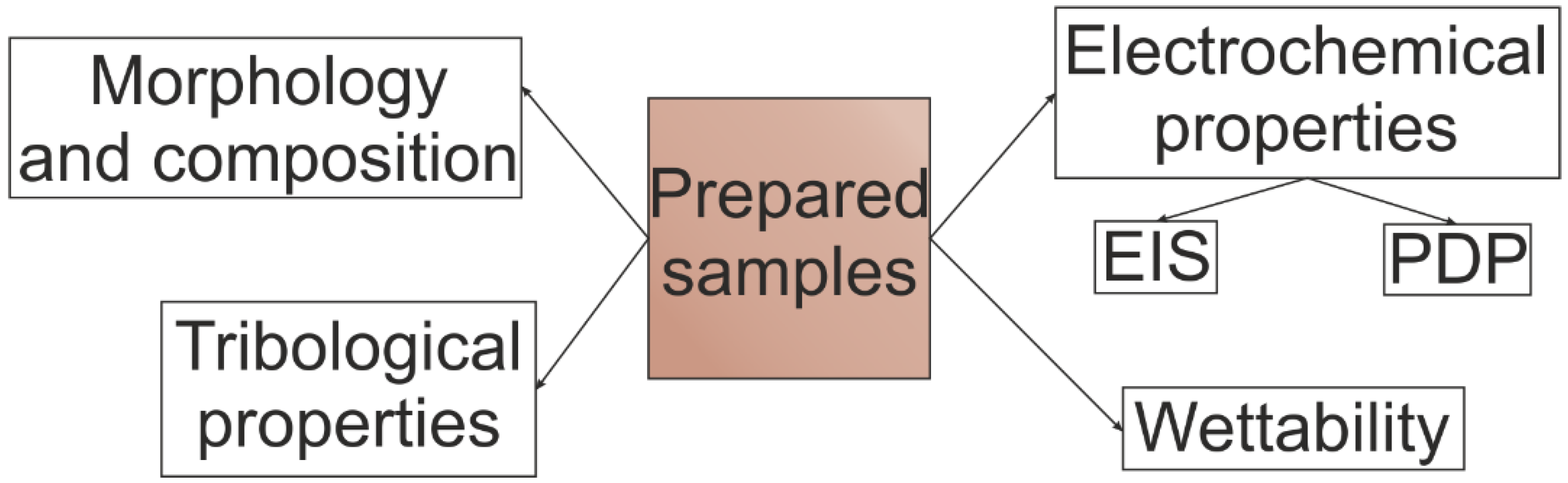
2.2. Analysis of Coatings
3. Results and Discussion
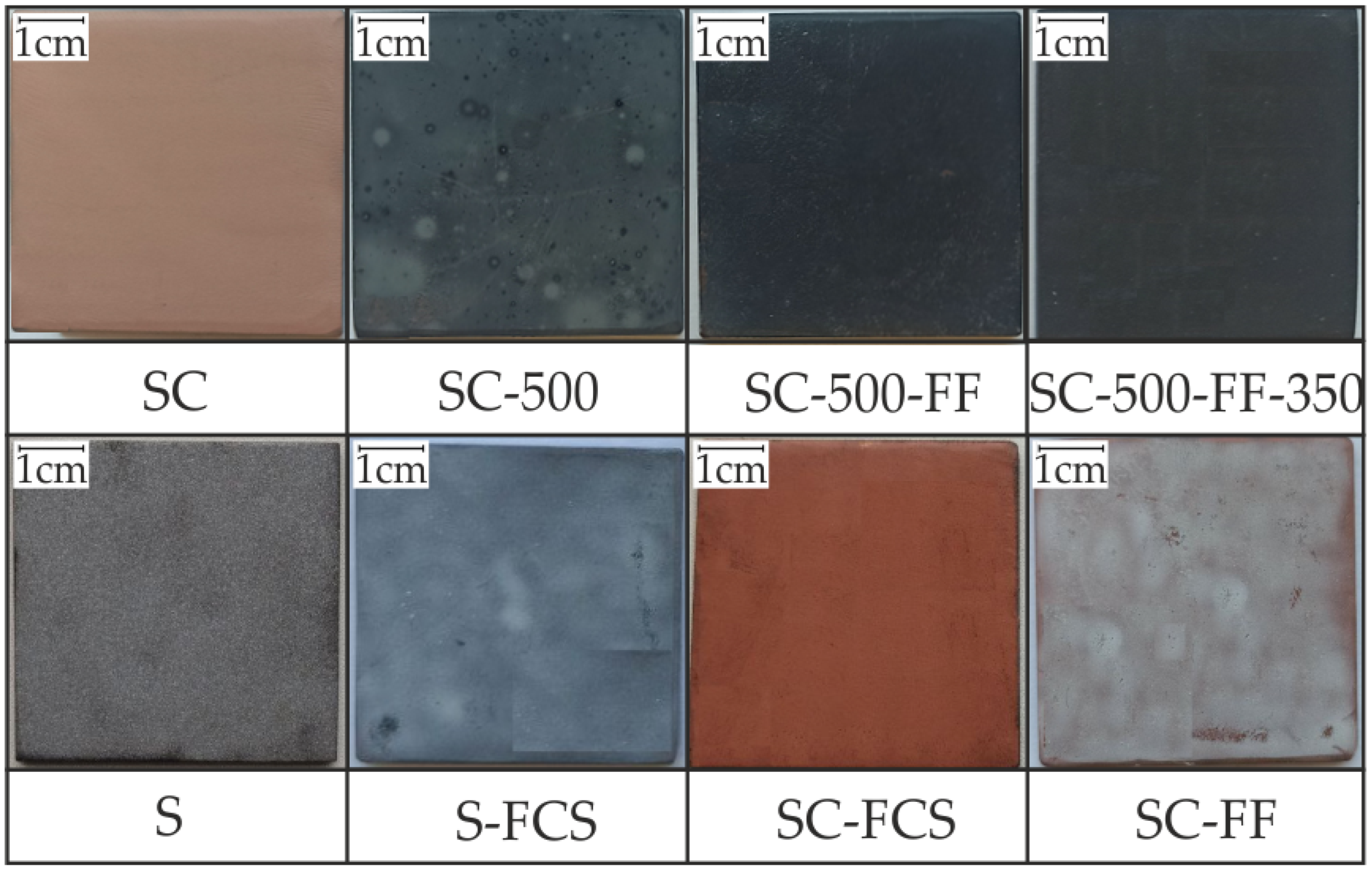
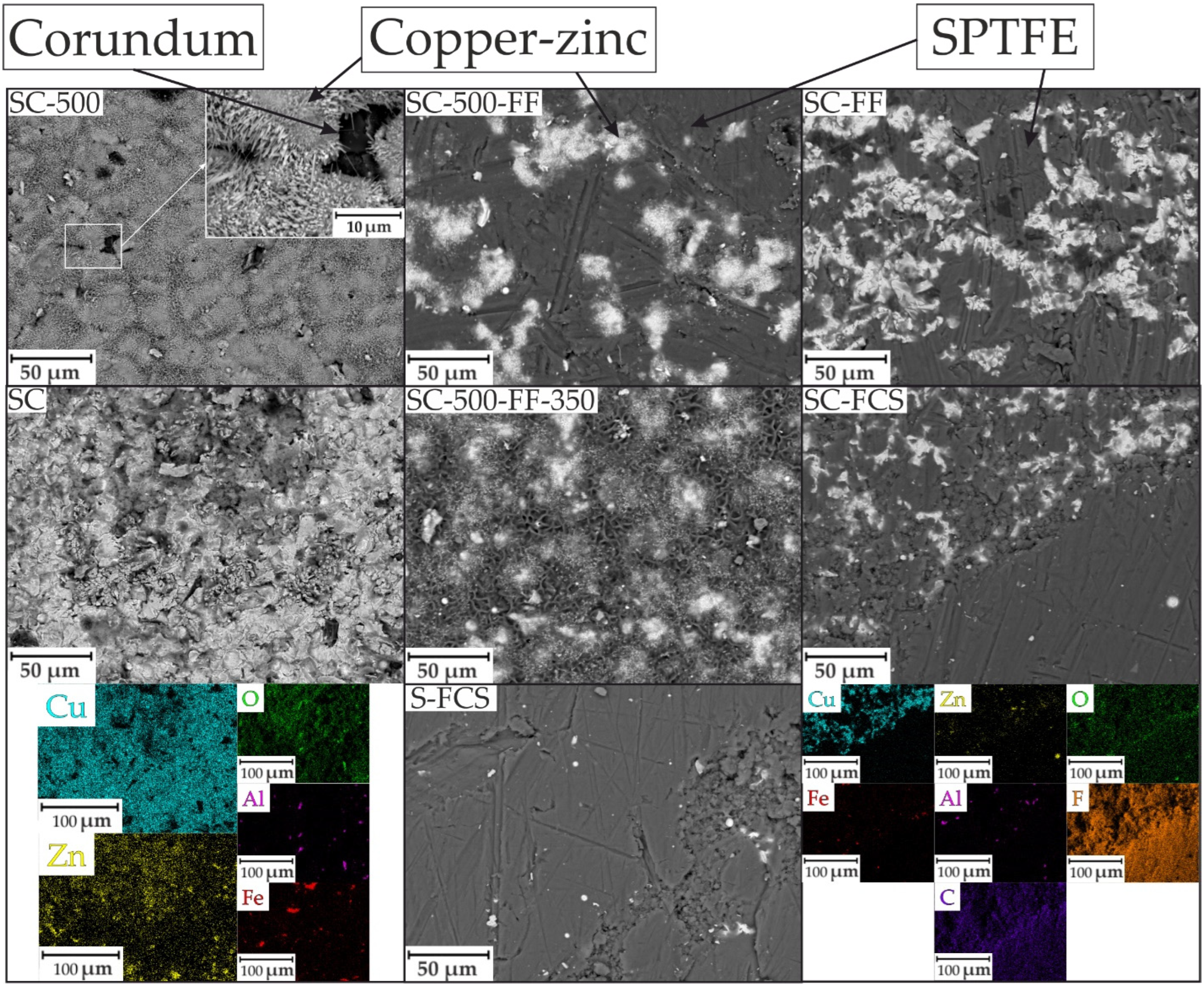
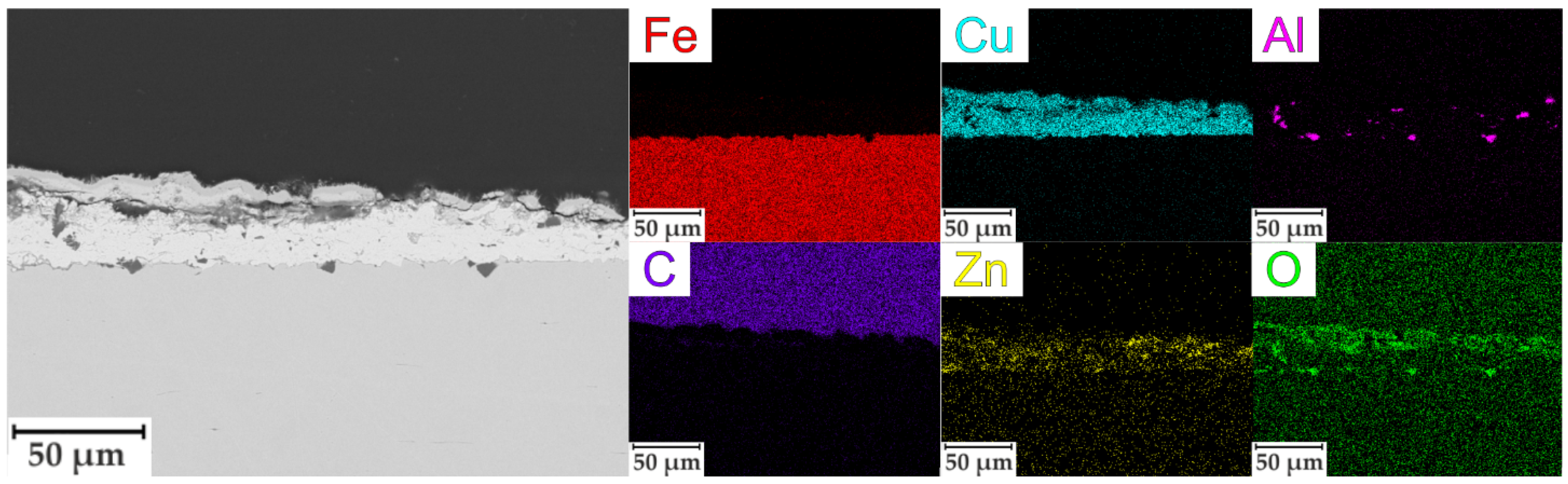
3.1. Morphology Analysis
3.2. Electrochemical Properties
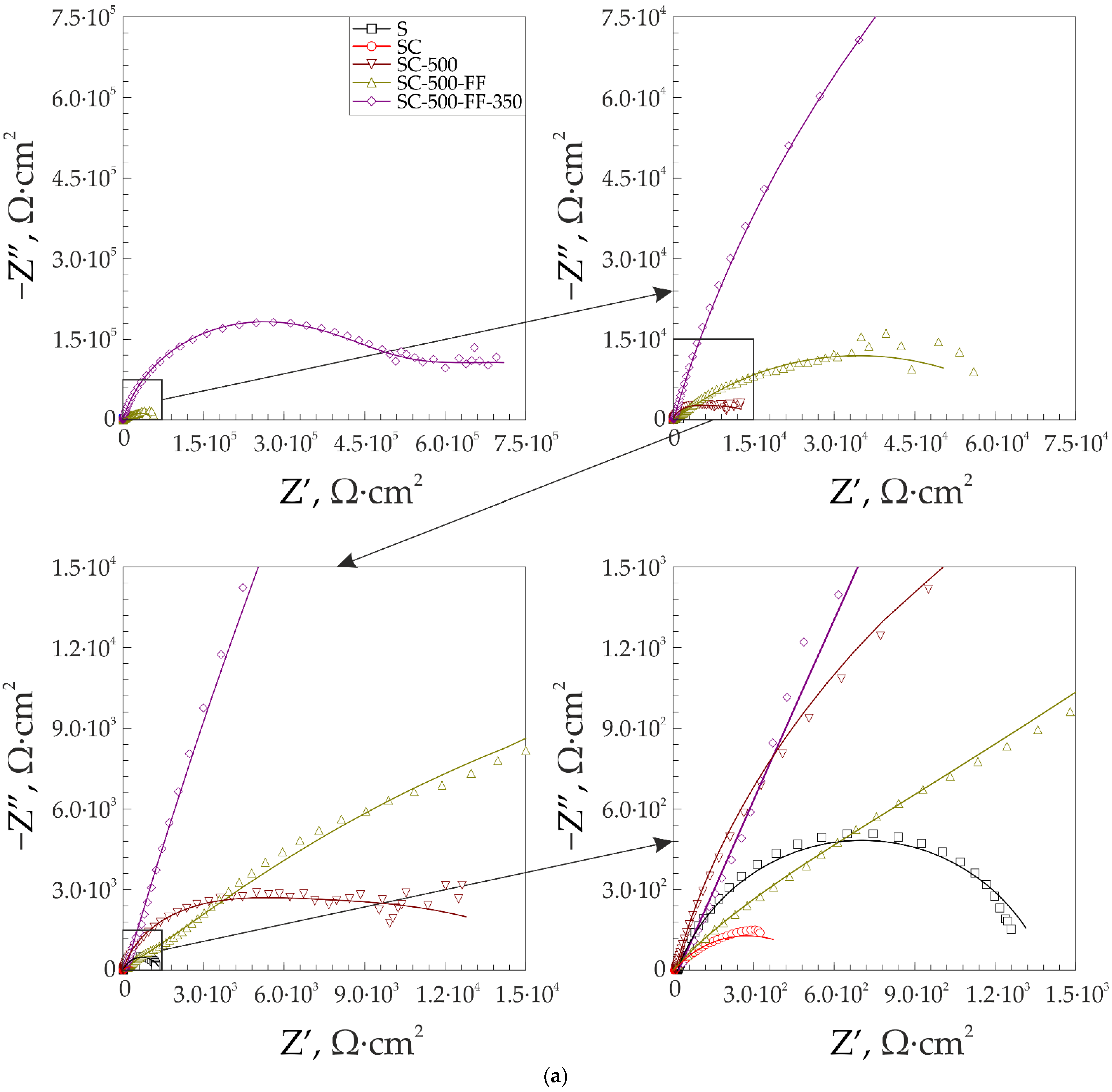
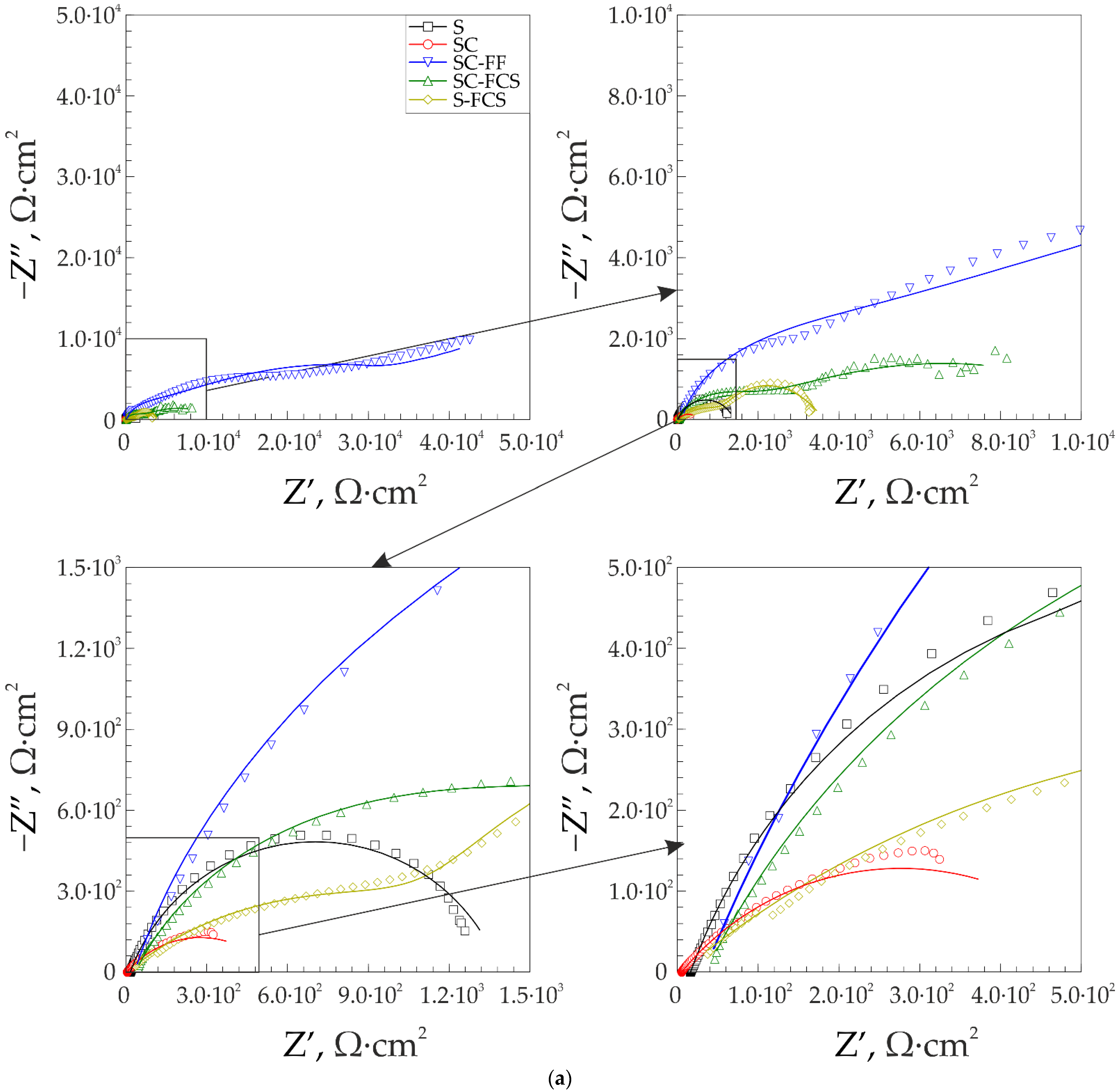
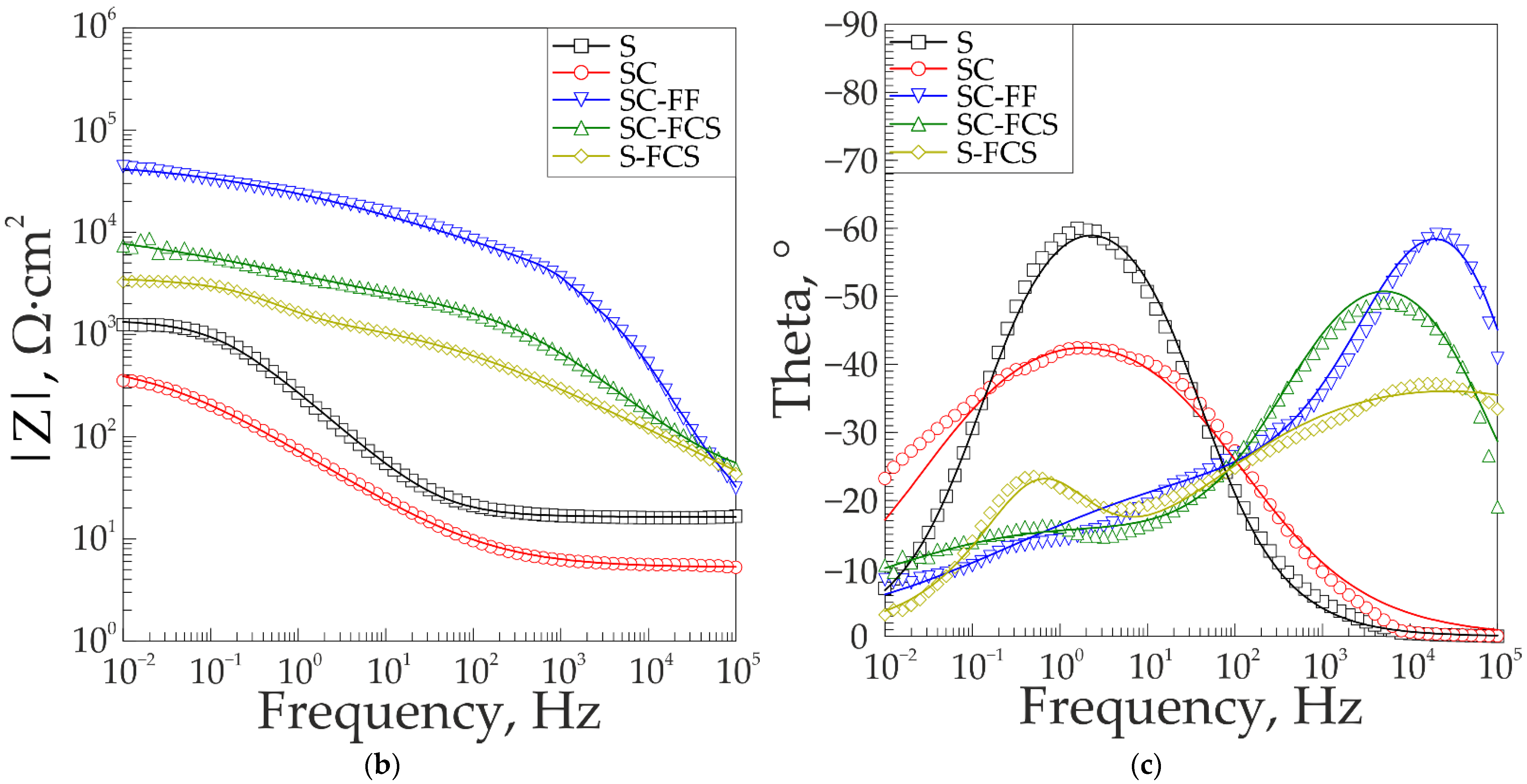
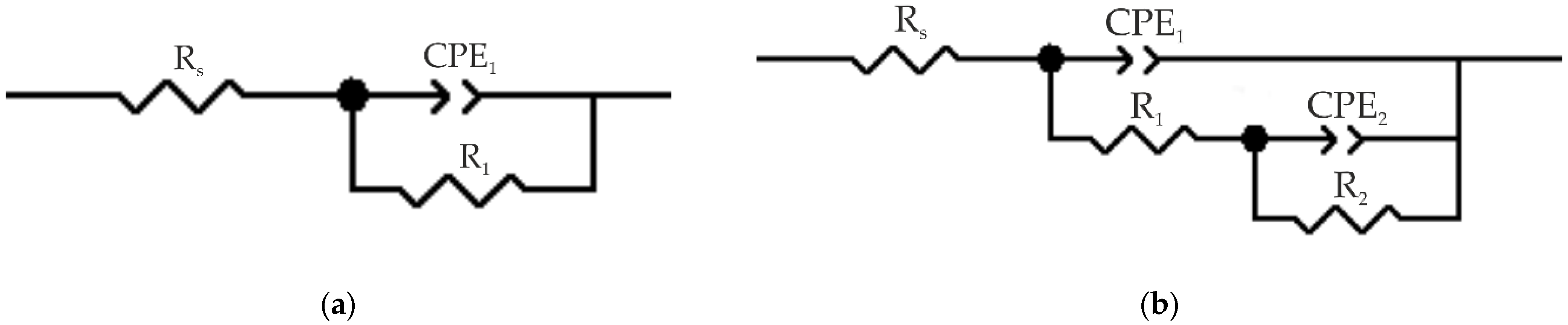
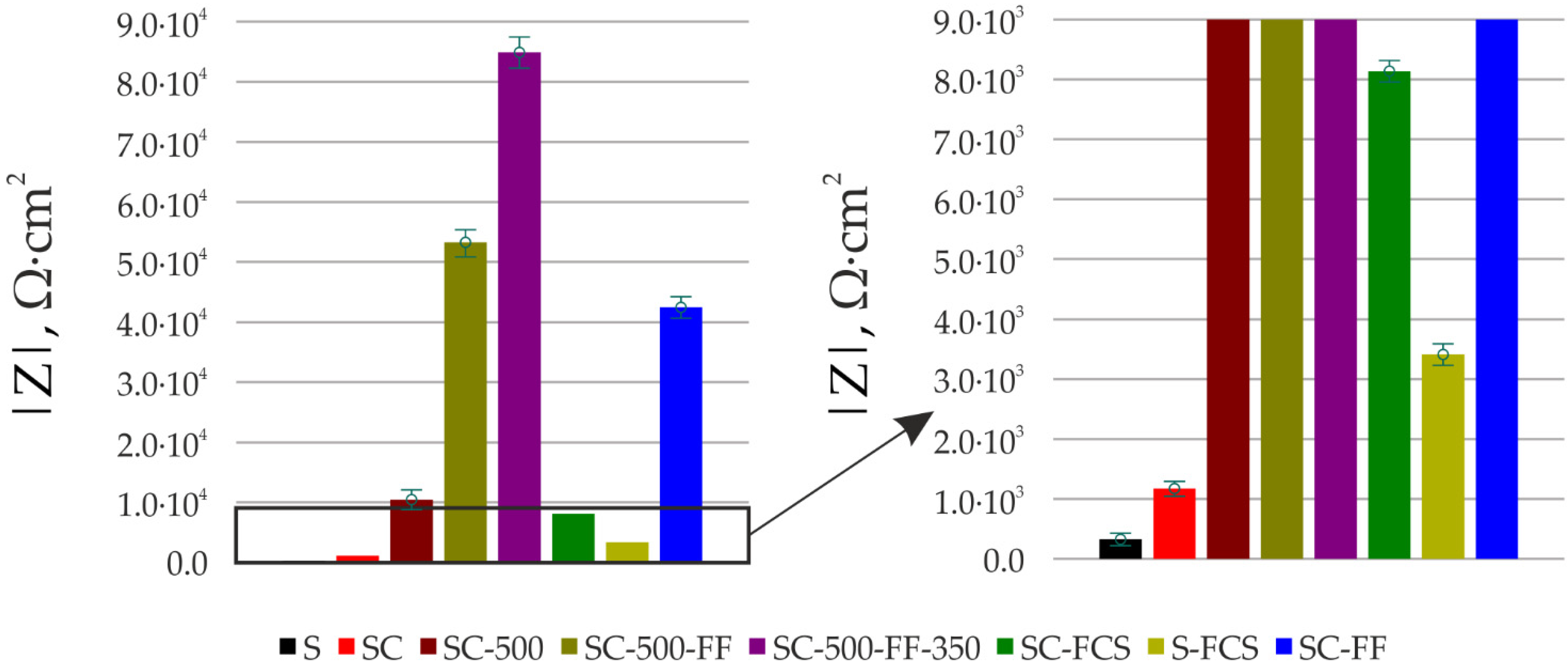
3.2.1. Electrochemical Impedance Spectroscopy Studies
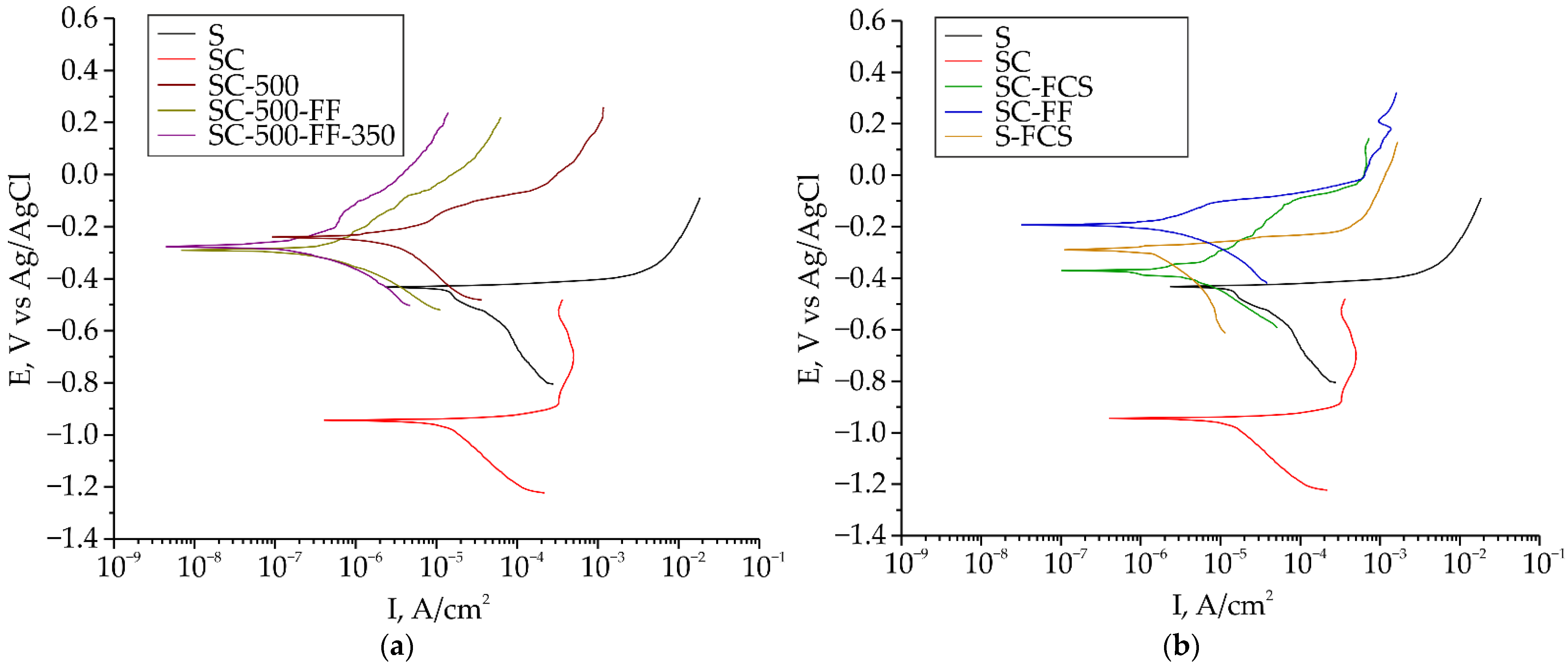
3.2.2. Potentiodynamic Polarization Measurements
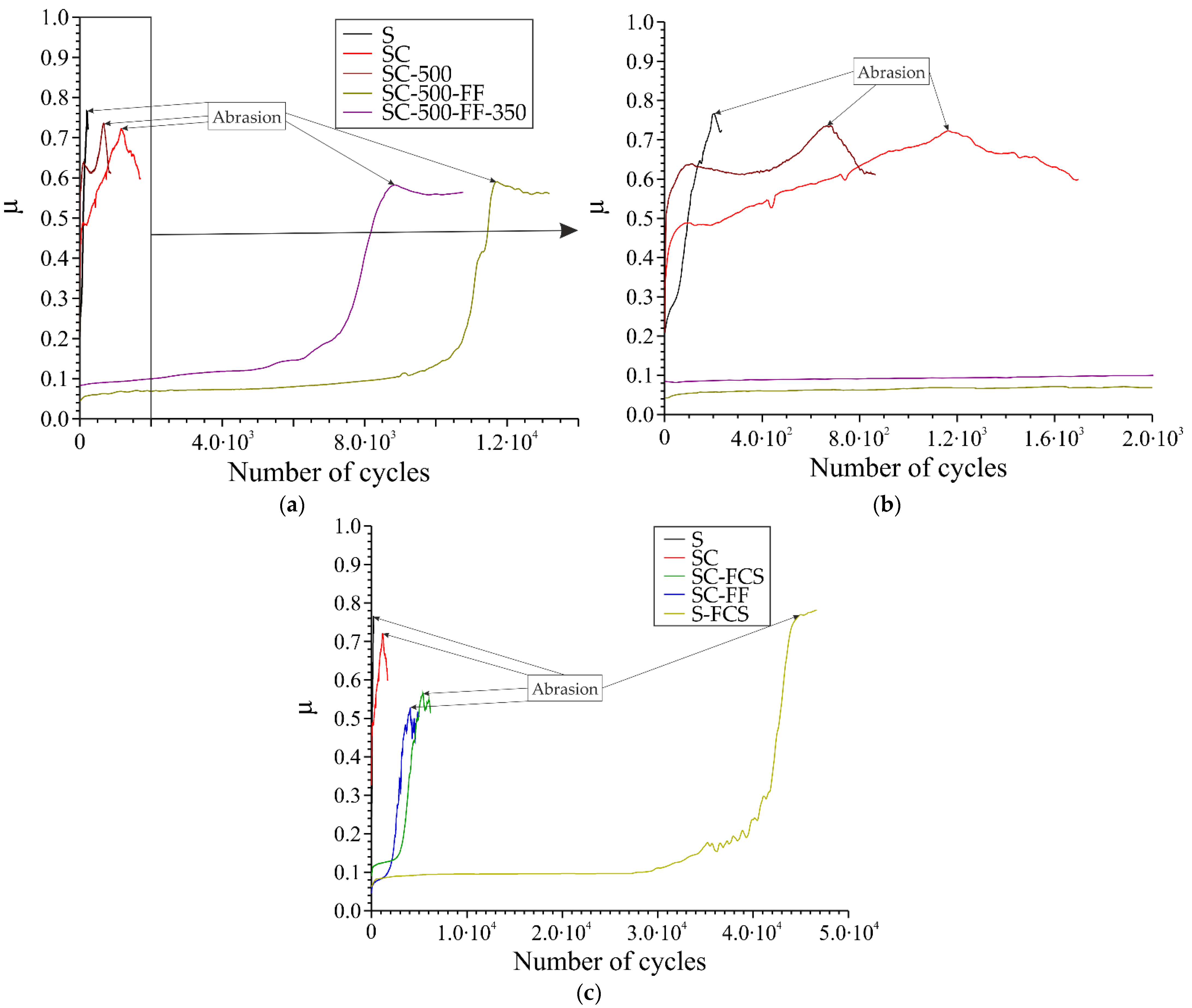
3.3. Tribological Properties
3.4. Wettability of Coatings
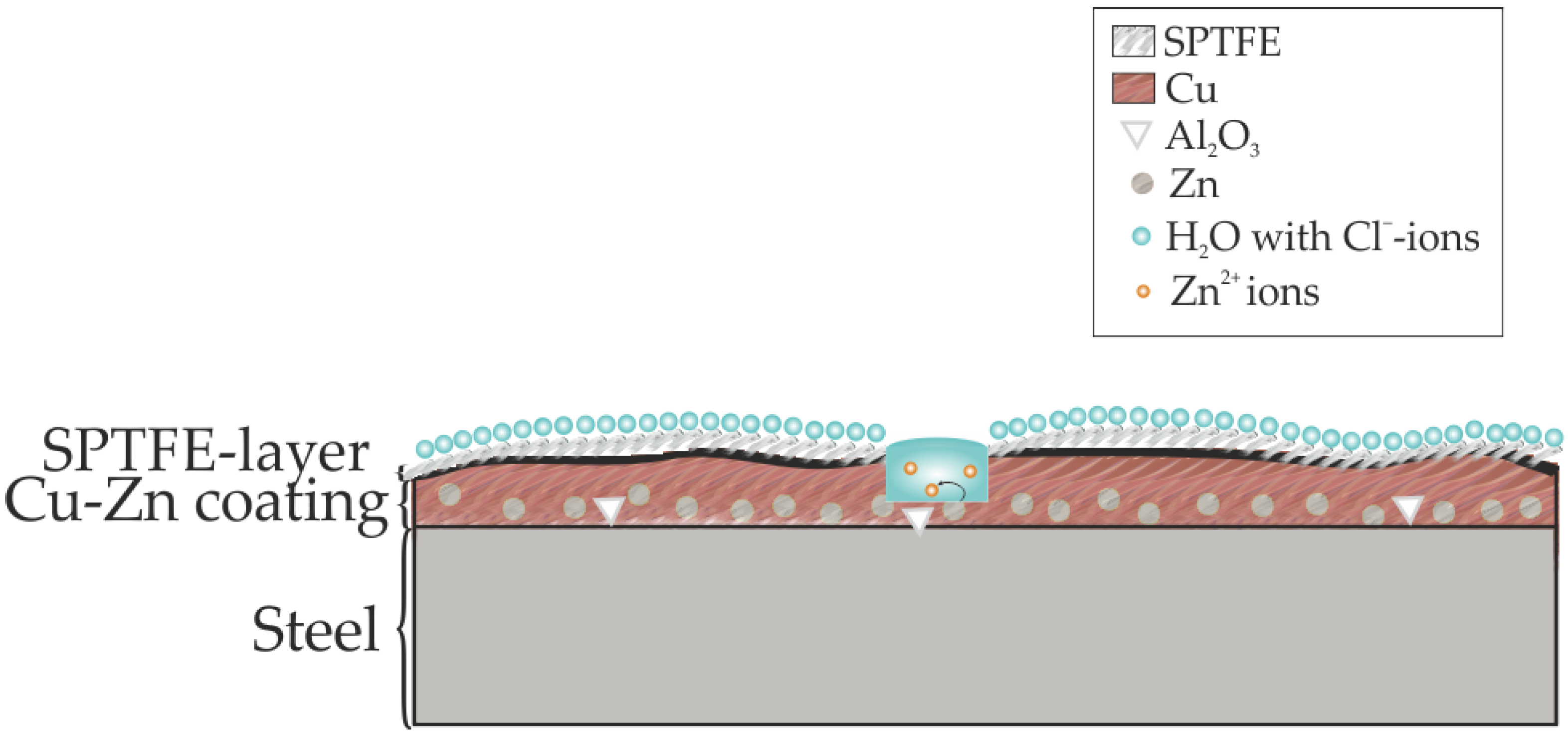
3.5. Mechanism of the Protective Effect of the Composite Coating
4. Conclusions
- −
- The composite fluoropolymer-containing protective coatings were formed on the surface of St3 low carbon steel using the cold spray method;
- −
- The treatment of the base copper-zinc CS-layer with super-dispersed polytetrafluoroethylene increases the corrosion and wear resistance of the material (according to electrochemical and tribological tests);
- −
- According to the performed analysis, the best protective properties were registered for the SC-500-FF-350 sample with cold-sprayed base copper-zinc coating annealed at 500 °C for 1 h, friction-treated with SPTFE, and re-annealed at 350 °C for 1 h, and the S-FCS sample with SPTFE applied by cold spray;
- −
- The multi-stage treated coating is not inferior to the one with cold-sprayed SPTFE in terms of the combination of protective properties;
- −
- The obtained data promote more efficient use of mild steel by means of the composite coatings with a new composition intended to expand the practical applications of this structural material in corrosive media.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Yang, J.; Xiao, D.; Luo, D.; Tuo, C.; Wu, H. Effect of Quenching and Tempering on Mechanical Properties and Impact Fracture Behavior of Low-Carbon Low-Alloy Steel. Metals 2022, 12, 1087. [Google Scholar] [CrossRef]
- Wu, W.; Hao, W.K.; Liu, Z.Y.; Li, X.G.; Du, C.W.; Liao, W.J. Corrosion Behavior of E690 High-Strength Steel in Alternating Wet-Dry Marine Environment with Different PH Values. J. Mater. Eng. Perform. 2015, 24, 4636–4646. [Google Scholar] [CrossRef]
- Xu, Y.; Huang, Y.; Cai, F.; Lu, D.; Wang, X. Study on Corrosion Behavior and Mechanism of AISI 4135 Steel in Marine Environments Based on Field Exposure Experiment. Sci. Total Environ. 2022, 830, 154864. [Google Scholar] [CrossRef] [PubMed]
- Tahri, W.; Hu, X.; Shi, C.; Zhang, Z. Review on Corrosion of Steel Reinforcement in Alkali-Activated Concretes in Chloride-Containing Environments. Constr. Build. Mater. 2021, 293, 123484. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, R.; Yang, J.; Xiao, D.; Luo, D.; Zhou, W.; Tuo, C.; Wu, H.; Niu, G. Effect of Tempering on Corrosion Behavior and Mechanism of Low Alloy Steel in Wet Atmosphere. J. Mater. Res. Technol. 2022, 20, 4077–4096. [Google Scholar] [CrossRef]
- Lazorenko, G.; Kasprzhitskii, A.; Nazdracheva, T. Anti-Corrosion Coatings for Protection of Steel Railway Structures Exposed to Atmospheric Environments: A Review. Constr. Build. Mater. 2021, 288, 123115. [Google Scholar] [CrossRef]
- Adasooriya, N.D.; Hemmingsen, T.; Pavlou, D. Environment-Assisted Corrosion Damage of Steel Bridges: A Conceptual Framework for Structural Integrity. Corros. Rev. 2020, 38, 49–65. [Google Scholar] [CrossRef]
- Li, P.; Du, M. Effect of Chloride Ion Content on Pitting Corrosion of Dispersion-Strengthened-High-Strength Steel. Corros. Commun. 2022, 7, 23–34. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, S.; Geng, W.-T.; Hu, Q.; Zhou, L. Corrosion Behavior of the Low Alloy Weathering Steels Coupled with Stainless Steel in Simulated Open Atmosphere. Mater. Chem. Phys. 2022, 288, 126409. [Google Scholar] [CrossRef]
- Karattu Veedu, K.; Peringattu Kalarikkal, T.; Jayakumar, N.; Gopalan, N.K. Anticorrosive Performance of Mangifera Indica L. Leaf Extract-Based Hybrid Coating on Steel. ACS Omega 2019, 4, 10176–10184. [Google Scholar] [CrossRef] [PubMed]
- Liao, B.; Luo, Z.; Wan, S.; Chen, L. Insight into the Anti-Corrosion Performance of Acanthopanax Senticosus Leaf Extract as Eco-Friendly Corrosion Inhibitor for Carbon Steel in Acidic Medium. J. Ind. Eng. Chem. 2022, 117, 238–246. [Google Scholar] [CrossRef]
- Wang, X.; Lei, Y.; Jiang, Z.N.; Zhang, Q.H.; Li, Y.Y.; Liu, H.F.; Zhang, G.A. Developing Two Thiocarbohydrazide Modified Glucose Derivatives as High-Efficiency Green Corrosion Inhibitors for Carbon Steel. Ind. Crops Prod. 2022, 188, 115680. [Google Scholar] [CrossRef]
- Tabish, M.; Zhao, J.; Wang, J.; Anjum, M.J.; Qiang, Y.; Yang, Q.; Mushtaq, M.A.; Yasin, G. Improving the Corrosion Protection Ability of Epoxy Coating Using CaAl LDH Intercalated with 2-Mercaptobenzothiazole as a Pigment on Steel Substrate. Prog. Org. Coatings 2022, 165, 106765. [Google Scholar] [CrossRef]
- Kamran, M.; Shah, A.u.H.A.; Rahman, G.; Bilal, S.; Röse, P. Investigation of Alumina-Doped Prunus Domestica Gum Grafted Polyaniline Epoxy Resin for Corrosion Protection Coatings for Mild Steel and Stainless Steel. Polymers 2022, 14, 5128. [Google Scholar] [CrossRef] [PubMed]
- Heimann, R.B.; Kleiman, J.I.; Litovsky, E.; Marx, S.; Ng, R.; Petrov, S.; Shagalov, M.; Sodhi, R.N.S.; Tang, A. High-Pressure Cold Gas Dynamic (CGD)-Sprayed Alumina-Reinforced Aluminum Coatings for Potential Application as Space Construction Material. Surf. Coatings Technol. 2014, 252, 113–119. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Lamaka, S.V.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Egorkin, V.S.; Imshinetskiy, I.M.; Zheludkevich, M.L.; Gnedenkov, S.V. Control of the Mg Alloy Biodegradation via PEO and Polymer-Containing Coatings. Corros. Sci. 2021, 182, 109254. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Mei, D.; Lamaka, S.V.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Vyaliy, I.E.; Zheludkevich, M.L.; Gnedenkov, S.V. Localized Currents and PH Distribution Studied during Corrosion of MA8 Mg Alloy in the Cell Culture Medium. Corros. Sci. 2020, 170, 108689. [Google Scholar] [CrossRef]
- Tajabadipour, H.; Mohammadi-Manesh, H.; Shahidi-Zandi, M. Experimental and Theoretical Studies of Carbon Steel Corrosion Protection in Phosphoric Acid Solution by Expired Lansoprazole and Rabeprazole Drugs. J. Indian Chem. Soc. 2022, 99, 100285. [Google Scholar] [CrossRef]
- Attaei, M.; Taryba, M.G.; Shakoor, R.A.; Kahraman, R.; Marques, A.C.; Montemor, M.F. Highly Protective Polyolefin Coating Modified with Ceria Nano Particles Treated with N,N,N′,N′-Tetrakis(2-Hydroxyethyl)Ethylenediamine for Corrosion Protection of Carbon Steel. Corros. Sci. 2022, 198, 110162. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Sinebryukhov, S.L.; Filonina, V.S.; Plekhova, N.G.; Gnedenkov, S.V. Smart Composite Antibacterial Coatings with Active Corrosion Protection of Magnesium Alloys. J. Magnes. Alloy. 2022, 10, 3589–3611. [Google Scholar] [CrossRef]
- Ferkous, H.; Delimi, A.; Kahlouche, A.; Boulechfar, C.; Djellali, S.; Belakhdar, A.; Yadav, K.K.; Ali, I.H.; Ahmad, A.; Ahn, H.-J.; et al. Electrochemical and Computational Approaches of Polymer Coating on Carbon Steel X52 in Different Soil Extracts. Polymers 2022, 14, 3288. [Google Scholar] [CrossRef] [PubMed]
- Uvida, M.C.; Almeida, A.d.A.; Pulcinelli, S.H.; Santilli, C.V.; Hammer, P. Structural Properties of Epoxy–Silica Barrier Coatings for Corrosion Protection of Reinforcing Steel. Polymers 2022, 14, 3474. [Google Scholar] [CrossRef] [PubMed]
- Bauyrzhan, R.; Alexander, P.; Zhuldyz, S.; Dastan, B.; Vyacheslav, B.; Mukhamedova, A. Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition. Materials 2022, 15, 7696. [Google Scholar] [CrossRef] [PubMed]
- Dai, X.; Qian, J.; Qin, J.; Yue, Y.; Zhao, Y.; Jia, X. Preparation and Properties of Magnesium Phosphate Cement-Based Fire Retardant Coating for Steel. Materials 2022, 15, 4134. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, A.M.A.; Hasan, H.; Seleman, M.M.E.-S.; Ahmed, E.; Saleh, S.M.; El-Maghraby, R.M. Performance of Sprayed PVDF-Al2O3 Composite Coating for Industrial and Civil Applications. Materials 2021, 14, 6358. [Google Scholar] [CrossRef]
- Parchovianská, I.; Parchovianský, M.; Kaňková, H.; Nowicka, A.; Galusek, D. Hydrothermal Corrosion of Double Layer Glass/Ceramic Coatings Obtained from Preceramic Polymers. Materials 2021, 14, 7777. [Google Scholar] [CrossRef]
- Tuszyński, W.; Michalczewski, R.; Osuch-Słomka, E.; Snarski-Adamski, A.; Kalbarczyk, M.; Wieczorek, A.N.; Nędza, J. Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil. Materials 2021, 14, 7086. [Google Scholar] [CrossRef]
- Li, L.; Huang, Y.; Tang, W.; Zhang, Y.; Qian, L. Synergistic Effect between Piperazine Pyrophosphate and Melamine Polyphosphate in Flame Retardant Coatings for Structural Steel. Polymers 2022, 14, 3722. [Google Scholar] [CrossRef] [PubMed]
- Makarychev, Y.B.; Gladkikh, N.A.; Redkina, G.V.; Grafov, O.Y.; Aliev, A.D.; Kuznetsov, Y.I. Formation of Composite Coatings on Galvanized Steel from Organosilane Solutions Using Electrophoresis and Sol–Gel Technology. Materials 2022, 15, 2418. [Google Scholar] [CrossRef]
- Seré, P.R.; Deyá, C.; Elsner, C.I.; Di Sarli, A.R. Corrosion of Painted Galvanneal Steel. Procedia Mater. Sci. 2015, 8, 1–10. [Google Scholar] [CrossRef]
- Saleh, S.M.; Alminderej, F.M.; Mohamed, A.M.A. Superhydrophobic and Corrosion Behaviour of PVDF-CeO2 Composite Coatings. Materials 2022, 15, 8674. [Google Scholar] [CrossRef] [PubMed]
- Hao, L.; Lv, G.; Zhou, Y.; Zhu, K.; Dong, M.; Liu, Y.; Yu, D. High Performance Anti-Corrosion Coatings of Poly (Vinyl Butyral) Composites with Poly N-(Vinyl)Pyrrole and Carbon Black Nanoparticles. Materials 2018, 11, 2307. [Google Scholar] [CrossRef] [PubMed]
- El-Lateef, H.M.A.; Gouda, M.; Khalaf, M.M.; Al-Shuaibi, M.A.A.; Mohamed, I.M.A.; Shalabi, K.; El-Shishtawy, R.M. Experimental and In-Silico Computational Modeling of Cerium Oxide Nanoparticles Functionalized by Gelatin as an Eco-Friendly Anti-Corrosion Barrier on X60 Steel Alloys in Acidic Environments. Polymers 2022, 14, 2544. [Google Scholar] [CrossRef] [PubMed]
- Gouda, M.; Khalaf, M.M.; Al-Shuaibi, M.A.A.; Mohamed, I.M.A.; Shalabi, K.; El-Shishtawy, R.M.; El-Lateef, H.M.A. Facile Synthesis and Characterization of CeO2-Nanoparticle-Loaded Carboxymethyl Cellulose as Efficient Protective Films for Mild Steel: A Comparative Study of Experiential and Computational Findings. Polymers 2022, 14, 3078. [Google Scholar] [CrossRef]
- Zanca, C.; Carbone, S.; Patella, B.; Lopresti, F.; Aiello, G.; Brucato, V.; Carfì Pavia, F.; La Carrubba, V.; Inguanta, R. Composite Coatings of Chitosan and Silver Nanoparticles Obtained by Galvanic Deposition for Orthopedic Implants. Polymers 2022, 14, 3915. [Google Scholar] [CrossRef]
- Mardare, L.; Benea, L. Effects of TiO2 Nanoparticles on the Corrosion Protection Ability of Polymeric Primer Coating System. Polymers 2021, 13, 614. [Google Scholar] [CrossRef]
- Fernández-Álvarez, M.; Velasco, F.; Bautista, A.; Lobo, F.C.M.; Fernandes, E.M.; Reis, R.L. Manufacturing and Characterization of Coatings from Polyamide Powders Functionalized with Nanosilica. Polymers 2020, 12, 2298. [Google Scholar] [CrossRef] [PubMed]
- Ferrel-Álvarez, A.; Domínguez-Crespo, M.; Torres-Huerta, A.; Cong, H.; Brachetti-Sibaja, S.; López-Oyama, A. Intensification of Electrochemical Performance of AA7075 Aluminum Alloys Using Rare Earth Functionalized Water-Based Polymer Coatings. Polymers 2017, 9, 178. [Google Scholar] [CrossRef] [PubMed]
- Sun, C.; Sun, M.; Liu, J.; Dong, Z.; Fan, L.; Duan, J. Anti-Corrosion Performance of Migratory Corrosion Inhibitors on Reinforced Concrete Exposed to Varying Degrees of Chloride Erosion. Materials 2022, 15, 5138. [Google Scholar] [CrossRef]
- Pineda Hernández, D.A.; Restrepo Parra, E.; Arango Arango, P.J.; Segura Giraldo, B.; Acosta Medina, C.D. Innovative Method for Coating of Natural Corrosion Inhibitor Based on Artemisia Vulgaris. Materials 2021, 14, 2234. [Google Scholar] [CrossRef]
- Al-Maadeed, P. Self-Repairing Composites for Corrosion Protection: A Review on Recent Strategies and Evaluation Methods. Materials 2019, 12, 2754. [Google Scholar] [CrossRef]
- Kamran, M.; Shah, A.u.H.A.; Rahman, G.; Bilal, S. Potential Impacts of Prunus Domestica Based Natural Gum on Physicochemical Properties of Polyaniline for Corrosion Inhibition of Mild and Stainless Steel. Polymers 2022, 14, 3116. [Google Scholar] [CrossRef] [PubMed]
- Gouda, M.; Khalaf, M.M.; Shalabi, K.; Al-Omair, M.A.; El-Lateef, H.M.A. Synthesis and Characterization of Zn–Organic Frameworks Containing Chitosan as a Low-Cost Inhibitor for Sulfuric-Acid-Induced Steel Corrosion: Practical and Computational Exploration. Polymers 2022, 14, 228. [Google Scholar] [CrossRef]
- Al-Masoud, M.A.; Khalaf, M.M.; Heakal, F.E.-T.; Gouda, M.; Mohamed, I.M.A.; Shalabi, K.; El-Lateef, H.M.A. Advanced Protective Films Based on Binary ZnO-NiO@polyaniline Nanocomposite for Acidic Chloride Steel Corrosion: An Integrated Study of Theoretical and Practical Investigations. Polymers 2022, 14, 4734. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Tao, Z.; Cui, J.; Shen, S.; Qiu, H. Facile Fabrication of Dual Functional Graphene Oxide Microcapsules Carrying Corrosion Inhibitor and Encapsulating Self-Healing Agent. Polymers 2022, 14, 4067. [Google Scholar] [CrossRef]
- Hsissou, R.; Lachhab, R.; El Magri, A.; Echihi, S.; Vanaei, H.R.; Galai, M.; Ebn Touhami, M.; Rafik, M. Synthesis Characterization and Highly Protective Efficiency of Tetraglycidyloxy Pentanal Epoxy Prepolymer as a Potential Corrosion Inhibitor for Mild Steel in 1 M HCl Medium. Polymers 2022, 14, 3100. [Google Scholar] [CrossRef] [PubMed]
- Hynes, N.R.J.; Vignesh, N.J.; Barile, C.; Velu, P.S.; Baskaran, T.; Jappes, J.T.W.; Al-Khashman, O.A.; Brykov, M.; Ene, A. Green Corrosion Inhibition on Carbon-Fibre-Reinforced Aluminium Laminate in NaCl Using Aerva Lanata Flower Extract. Polymers 2022, 14, 1700. [Google Scholar] [CrossRef] [PubMed]
- Saarimaa, V.; Kaleva, A.; Ismailov, A.; Laihinen, T.; Virtanen, M.; Levänen, E.; Väisänen, P. Corrosion Product Formation on Zinc-Coated Steel in Wet Supercritical Carbon Dioxide. Arab. J. Chem. 2022, 15, 103636. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Imshinetskiy, I.M.; Vyaliy, I.E.; Gnedenkov, S.V. Effect of Microstructure on the Corrosion Resistance of TIG Welded 1579 Alloy. Materials 2019, 12, 2615. [Google Scholar] [CrossRef] [PubMed]
- Gnedenkov, A.; Sinebryukhov, S.; Mashtalyar, D.; Vyaliy, I.; Egorkin, V.; Gnedenkov, S. Corrosion of the Welded Aluminium Alloy in 0.5 M NaCl Solution. Part 2: Coating Protection. Materials 2018, 11, 2177. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Gnedenkov, S.V. Inhibitor-Containing Composite Coatings on Mg Alloys: Corrosion Mechanism and Self-Healing Protection. Solid State Phenom. 2015, 245, 89–96. [Google Scholar] [CrossRef]
- Gnedenkov, A.S.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Gnedenkov, S.V. Features of the Magnesium Alloys Corrosion in the Chloride-Containing Media. Solid State Phenom. 2014, 213, 143–148. [Google Scholar] [CrossRef]
- Sinebryukhov, S.L.; Gnedenkov, A.S.; Khrisanfova, O.A.; Gnedenkov, S.V. Influence of Plasma Electrolytic Oxidation on Mechanical Characteristics of NiTi Alloy. Surf. Eng. 2009, 25, 565–569. [Google Scholar] [CrossRef]
- Mohedano, M.; Lopez, E.; Mingo, B.; Moon, S.; Matykina, E.; Arrabal, R. Energy Consumption, Wear and Corrosion of PEO Coatings on Preanodized Al Alloy: The Influence of Current and Frequency. J. Mater. Res. Technol. 2022, 21, 2061–2075. [Google Scholar] [CrossRef]
- Moreno, L.; Mohedano, M.; Arrabal, R.; Matykina, E. Development and Screening of (Ca-P-Si-F)-PEO Coatings for Biodegradability Control of Mg-Zn-Ca Alloys. J. Magnes. Alloy. 2022, 10, 2220–2237. [Google Scholar] [CrossRef]
- Wierzbicka, E.; Vaghefinazari, B.; Lamaka, S.V.; Zheludkevich, M.L.; Mohedano, M.; Moreno, L.; Visser, P.; Rodriguez, A.; Velasco, J.; Arrabal, R.; et al. Flash-PEO as an Alternative to Chromate Conversion Coatings for Corrosion Protection of Mg Alloy. Corros. Sci. 2021, 180, 109189. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Mingo, B.; Mohedano, M.; Pardo, A.; Merino, M.C. In Vitro Corrosion Performance of PEO Coated Ti and Ti6Al4V Used for Dental and Orthopaedic Implants. Surf. Coatings Technol. 2016, 307, 1255–1264. [Google Scholar] [CrossRef]
- Poza, P.; Garrido-Maneiro, M.Á. Cold-Sprayed Coatings: Microstructure, Mechanical Properties, and Wear Behaviour. Prog. Mater. Sci. 2022, 123, 100839. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding Mechanism in Cold Gas Spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Wang, N.; Liu, C.; Wang, Y.; Chen, H.; Chu, X.; Gao, J. Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings. Materials 2022, 15, 7007. [Google Scholar] [CrossRef]
- Wu, K.; Sun, W.; Tan, A.W.-Y.; Marinescu, I.; Liu, E.; Zhou, W. An Investigation into Microstructure, Tribological and Mechanical Properties of Cold Sprayed Inconel 625 Coatings. Surf. Coatings Technol. 2021, 424, 127660. [Google Scholar] [CrossRef]
- Wang, Q.; Han, P.; Yin, S.; Niu, W.-J.; Zhai, L.; Li, X.; Mao, X.; Han, Y. Current Research Status on Cold Sprayed Amorphous Alloy Coatings: A Review. Coatings 2021, 11, 206. [Google Scholar] [CrossRef]
- Popescu, C.; Alain, S.; Courant, M.; Vardelle, A.; Denoirjean, A.; Cavarroc, M. Thermal Spray Copper-Based Coatings against Contamination of Thermoplastic Surfaces: A Systematic Review. Eng. Sci. Technol. an Int. J. 2022, 35, 101194. [Google Scholar] [CrossRef]
- Zou, Y. Cold Spray Additive Manufacturing: Microstructure Evolution and Bonding Features. Accounts Mater. Res. 2021, 2, 1071–1081. [Google Scholar] [CrossRef]
- Karthikeyan, J. The Advantages and Disadvantages of the Cold Spray Coating Process. In The Cold Spray Materials Deposition Process; Elsevier: Amsterdam, The Netherlands, 2007; pp. 62–71. [Google Scholar]
- Witharamage, C.S.; Alrizqi, M.A.; Chirstudasjustus, J.; Darwish, A.A.; Ansell, T.; Nieto, A.; Gupta, R.K. Corrosion-Resistant Metallic Coatings for Aluminum Alloys by Cold Spray. Corros. Sci. 2022, 209, 110720. [Google Scholar] [CrossRef]
- Huang, C.; List, A.; Wiehler, L.; Schulze, M.; Gärtner, F.; Klassen, T. Cold Spray Deposition of Graded Al-SiC Composites. Addit. Manuf. 2022, 59, 103116. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Kasar, A.K.; Misra, M.; Menezes, P.L. Influence of Friction Stir Processing on the Friction, Wear and Corrosion Mechanisms of Solid-State Additively Manufactured 316L Duplex Stainless Steel. Tribol. Int. 2023, 178, 108033. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Kay, C.M.; Mat Yajid, M.A.; Bakhsheshi-Rad, H.R.; Razzaghi, M. Fundamentals of Additive Manufacturing of Metallic Components by Cold Spray Technology. In Tribology of Additively Manufactured Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 39–85. [Google Scholar]
- Merah, N.; Abdul Azeem, M.; Abubaker, H.M.; Al-Badour, F.; Albinmousa, J.; Sorour, A.A. Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review. Materials 2021, 14, 5023. [Google Scholar] [CrossRef]
- Egorkin, V.S.; Medvedev, I.M.; Sinebryukhov, S.L.; Vyaliy, I.E.; Gnedenkov, A.S.; Nadaraia, K.V.; Izotov, N.V.; Mashtalyar, D.V.; Gnedenkov, S.V. Atmospheric and Marine Corrosion of PEO and Composite Coatings Obtained on Al-Cu-Mg Aluminum Alloy. Materials 2020, 13, 2739. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Khrisanfova, O.A.; Sinebryukhov, S.L.; Puz’, A.V.; Gnedenkov, A.S. Composite Protective Coatings on Nitinol Surface. Mater. Manuf. Process. 2008, 23, 879–883. [Google Scholar] [CrossRef]
- Mashtalyar, D.V.; Gnedenkov, S.V.; Sinebryukhov, S.L.; Imshinetskiy, I.M.; Gnedenkov, A.S.; Bouznik, V.M. Composite Coatings Formed Using Plasma Electrolytic Oxidation and Fluoroparaffin Materials. J. Alloys Compd. 2018, 767, 353–360. [Google Scholar] [CrossRef]
- Diao, P.; Wang, F.; Chu, X.; Long, Y.; Xie, Y.; Deng, C.; Huang, G.; Liu, M.; Yu, Z. Microstructure, Mechanical Properties, and Cavitation Erosion Performances of Cold Sprayed CuZn35 Coatings. Surf. Coatings Technol. 2022, 451, 129074. [Google Scholar] [CrossRef]
- Agiwal, H.; Yeom, H.; Pocquette, N.; Sridharan, K.; Pfefferkorn, F.E. Friction Surfacing and Cold Spray Deposition for Surface Crack Repair in Austenitic Stainless Steels. Mater. Today Commun. 2022, 33, 104692. [Google Scholar] [CrossRef]
- Jasthi, B.K.; Kuca, T.S.; Ellingsen, M.D.; Ellis, D.L.; Kandadai, V.A.S.; Curtis, T.R. Microstructure and Mechanical Properties of Cold Spray Additive Manufactured Cu-Cr-Nb and Fe-Ni-Cr Alloys. Addit. Manuf. 2023, 61, 103354. [Google Scholar] [CrossRef]
- Mao, X.; Duan, F.; Wang, F.; Hang, C.; Chen, H.; Li, M. Interfacial Microstructure Characterization and Solderability of the Low Pressure Cold Sprayed Cu-Al2O3 Coating on Al Substrate. Surf. Coatings Technol. 2023, 452, 129093. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. Corrosion Mechanisms of Magnesium Alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | S | P | Cr | N | Cu | As | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | 0.14–0.22 | 0.15–0.3 | 0.4–0.65 | <0.3 | <0.05 | <0.04 | <0.3 | <0.008 | <0.3 | <0.08 | balance |
| Sample | Type of the Treatment |
|---|---|
| S | Without coating |
| SC | S with cold-sprayed base copper-zinc coating |
| SC-500 | SC annealed at 500 °C for 1 h |
| SC-500-FF | SC-500 friction-treated with SPTFE |
| SC-500-FF-350 | SC-500-FF re-annealed at 350 °C for 1 h |
| SC-FF | SC friction-treated with SPTFE |
| SC-FCS | SC with SPTFE applied by cold spray |
| S-FCS | S with SPTFE applied by cold spray |
| Sample | Rs (Ω cm2) | CPE1 | R1 (Ω cm2) | CPE2 | R2 (Ω cm2) | χ2 | ||
|---|---|---|---|---|---|---|---|---|
| Q1 (S cm2 sn) | n | Q2 (S cm2 sn) | n | |||||
| S | 33 | 8.4 × 10−4 | 0.78 | 1.4 × 103 | 4.1 × 10−4 | |||
| SC | 28 | 4.8 × 10−3 | 0.56 | 5.4 × 102 | 1.0 × 10−3 | |||
| SC-500 | 29 | 9.9 × 10−6 | 0.84 | 3.8 × 103 | 1.1 × 10−4 | 0.38 | 1.4 × 104 | 1.1 × 10−3 |
| SC-500-FF | 31 | 2.1 × 10−6 | 0.63 | 1.2 × 103 | 2.0 × 10−5 | 0.43 | 6.5 × 104 | 7.2 × 10−4 |
| SC-500-FF-350 | 32 | 1.9 × 10−7 | 0.82 | 4.1 × 105 | 4.8 × 10−6 | 0.35 | 7.1 × 105 | 3.6 × 10−4 |
| SC-FF | 30 | 5.3 × 10−8 | 0.87 | 2.1 × 103 | 1.4 × 10−5 | 0.34 | 4.9 × 104 | 1.0 × 10−3 |
| SC-FCS | 30 | 2.3 × 10−6 | 0.72 | 1.5 × 103 | 1.7 × 10−4 | 0.33 | 1.0 × 104 | 1.0 × 10−3 |
| S-FCS | 33 | 6.3 × 10−5 | 0.44 | 1.5 × 103 | 2.3 × 10−4 | 0.84 | 2.1 × 103 | 5.6 × 10−4 |
| Sample | βa (mV/Decade) | −βc (mV/Decade) | Ec (mV vs. Ag/AgCl) | jc (A cm−2) | Rp (Ω cm2) |
|---|---|---|---|---|---|
| S | 51.3 | 284.2 | −436.9 | 1.4 × 10−5 | 6.8 × 103 |
| SC | 22.3 | 264.2 | −946.1 | 1.2 × 10−5 | 2.5 × 103 |
| SC-500 | 128.3 | 327.9 | −240.1 | 3.7 × 10−6 | 1.3 × 104 |
| SC-500-FF | 346.9 | 211.7 | −294.2 | 8.5 × 10−7 | 4.1 × 104 |
| SC-500-FF-350 | 519.2 | 226.7 | −273.1 | 5.2 × 10−7 | 9.8 × 104 |
| SC-FF | 288.5 | 218.9 | −196.3 | 4.5 × 10−6 | 1.2 × 104 |
| SC-FCS | 233.5 | 241.2 | −372.3 | 6.1 × 10−6 | 6.5 × 103 |
| S-FCS | 33.6 | 239.9 | −286.9 | 1.4 × 10−6 | 8.0 × 103 |
| Sample | Number of Cycles | Wear (mm3 N−1 m−1) |
|---|---|---|
| S | 2.0 × 102 | 8.3 × 10−4 |
| SC | 1.2 × 103 | 5.4 × 10−4 |
| SC-500 | 6.6 × 102 | 6.8 × 10−4 |
| SC-500-FF | 1.2 × 104 | 9.0 × 10−5 |
| SC-500-FF-350 | 8.7 × 103 | 2.1 × 10−4 |
| SC-FF | 4.4 × 103 | 9.3 × 10−5 |
| SC-FCS | 5.4 × 103 | 2.9 × 10−4 |
| S-FCS | 4.1 × 104 | 5.1 × 10−5 |
| Sample | Contact Angle (°) | Ra, μm |
|---|---|---|
| S | 97.7 | 0.7 |
| SC | 135.9 | 3.0 |
| SC-500 | 144.1 | 1.6 |
| SC-500-FF | 118.7 | 1.5 |
| SC-500-FF-350 | 140.2 | 1.7 |
| SC-FF | 112.1 | 2.9 |
| SC-FCS | 158.8 | 3.1 |
| S-FCS | 154.2 | 1.1 |
| Sample | EIS | PDP | Wear | Wettability | Total |
|---|---|---|---|---|---|
| SC | 7 | 7 | 6 | 5 | 25 |
| SC-500 | 4 | 4 | 7 | 3 | 18 |
| SC-500-FF | 2 | 2 | 2 | 6 | 12 |
| SC-500-FF-350 | 1 | 1 | 3 | 4 | 9 |
| SC-FF | 5 | 5 | 5 | 7 | 22 |
| SC-FCS | 6 | 6 | 4 | 1 | 17 |
| S-FCS | 3 | 3 | 1 | 2 | 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gnedenkov, A.S.; Nomerovskii, A.D.; Tsvetnikov, A.K.; Sinebryukhov, S.L.; Gnedenkov, S.V. Cold-Sprayed Composite Metal-Fluoropolymer Coatings for Alloy Protection against Corrosion and Wear. Materials 2023, 16, 918. https://doi.org/10.3390/ma16030918
Gnedenkov AS, Nomerovskii AD, Tsvetnikov AK, Sinebryukhov SL, Gnedenkov SV. Cold-Sprayed Composite Metal-Fluoropolymer Coatings for Alloy Protection against Corrosion and Wear. Materials. 2023; 16(3):918. https://doi.org/10.3390/ma16030918
Chicago/Turabian StyleGnedenkov, Andrey S., Alexey D. Nomerovskii, Aleksander K. Tsvetnikov, Sergey L. Sinebryukhov, and Sergey V. Gnedenkov. 2023. "Cold-Sprayed Composite Metal-Fluoropolymer Coatings for Alloy Protection against Corrosion and Wear" Materials 16, no. 3: 918. https://doi.org/10.3390/ma16030918
APA StyleGnedenkov, A. S., Nomerovskii, A. D., Tsvetnikov, A. K., Sinebryukhov, S. L., & Gnedenkov, S. V. (2023). Cold-Sprayed Composite Metal-Fluoropolymer Coatings for Alloy Protection against Corrosion and Wear. Materials, 16(3), 918. https://doi.org/10.3390/ma16030918