

Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins





Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Resin Composition and Preparation
2.3. Fabrication of Composites by Liquid Resin Infusion (LRI)
2.4. Experimental Part
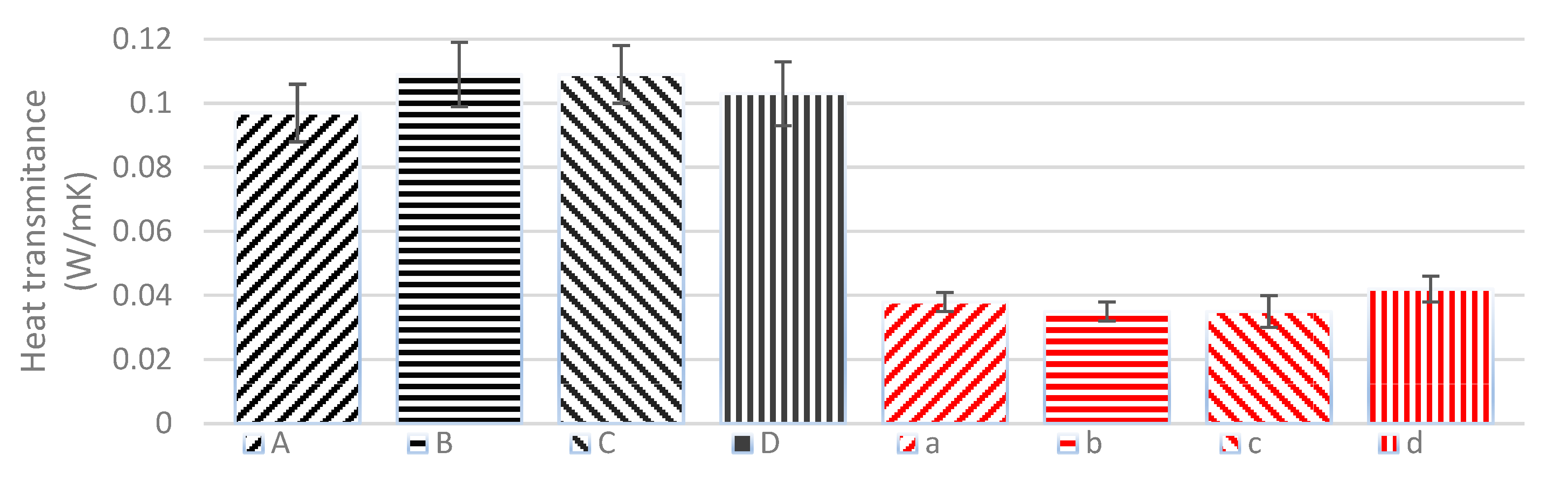
2.4.1. Thermal Conductivity
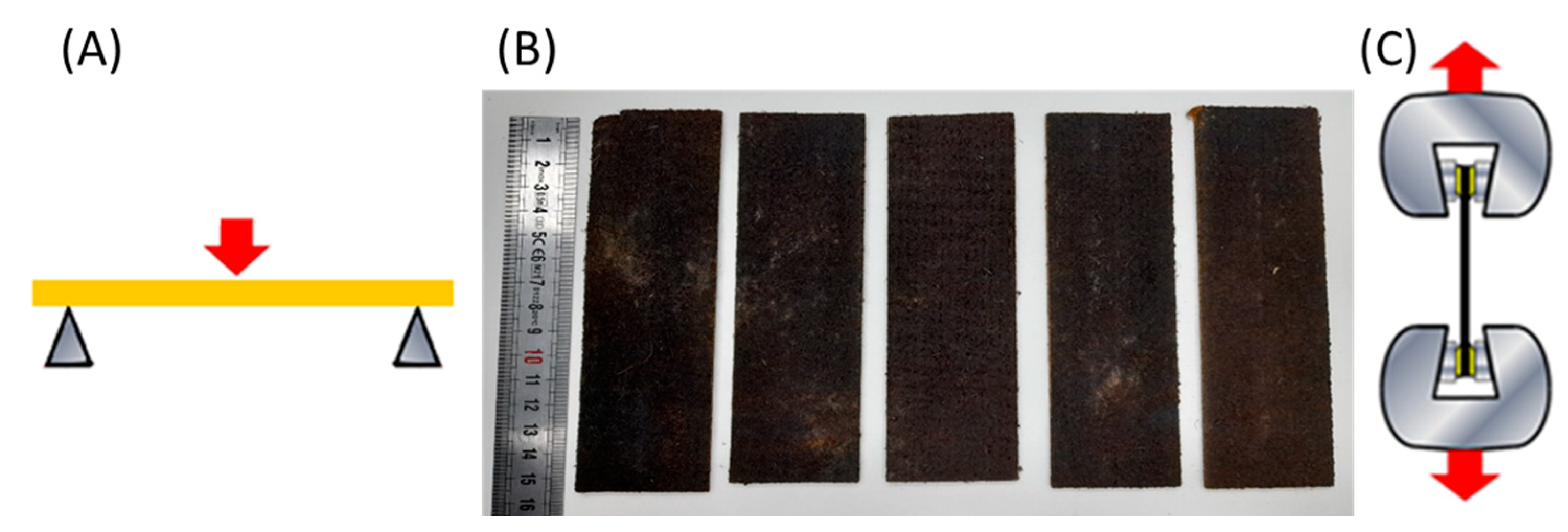
2.4.2. Tensile Testing
2.4.3. Flexural Testing
2.4.4. Cataplasma Test
2.4.5. Scanning Electron Microscopy (SEM)
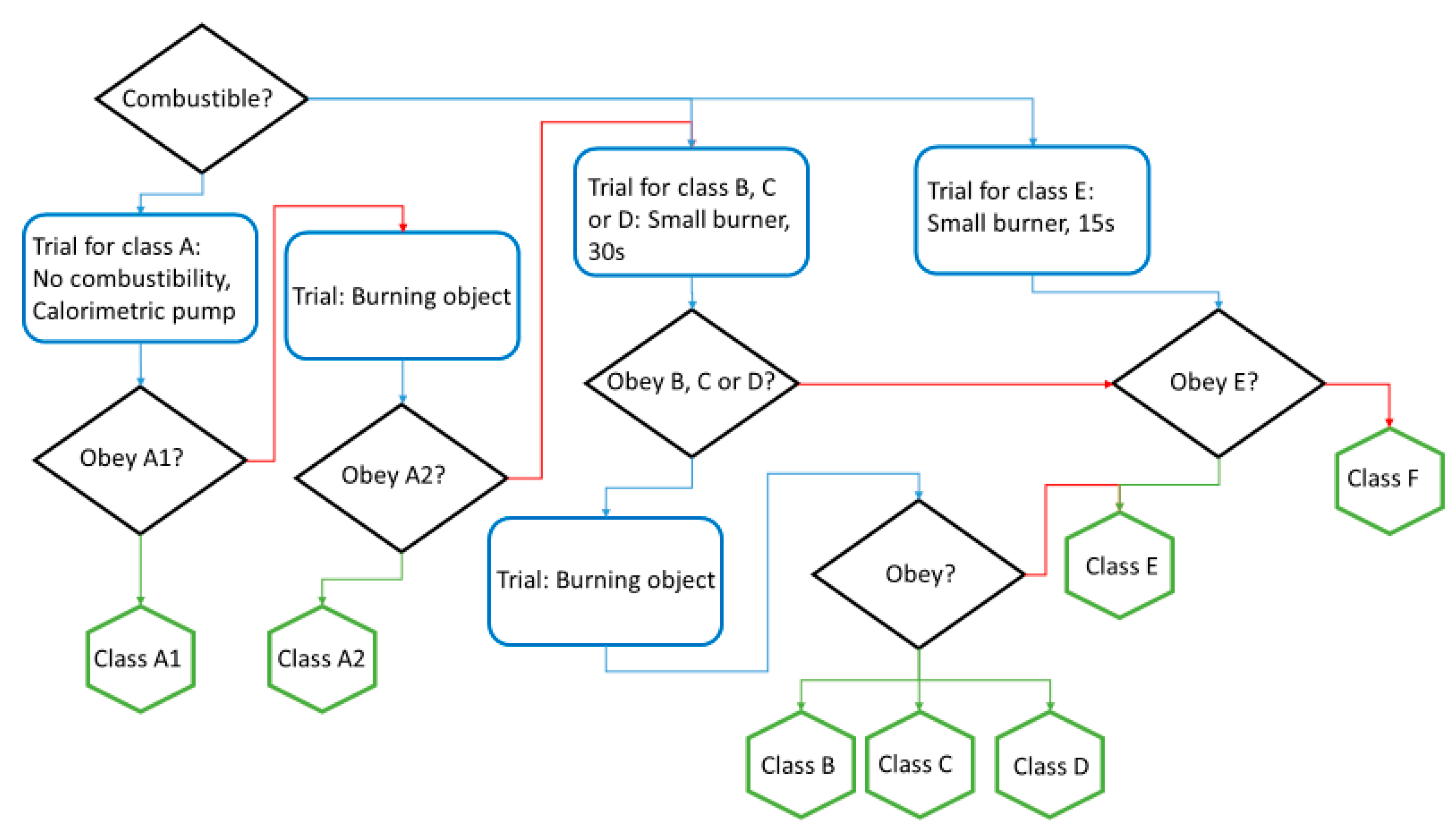
2.4.6. Fire Resistance Test
3. Results and Discussion
3.1. Composites Properties
3.1.1. Thermal Conductivity
3.1.2. Mechanical Properties
Tensile Tests
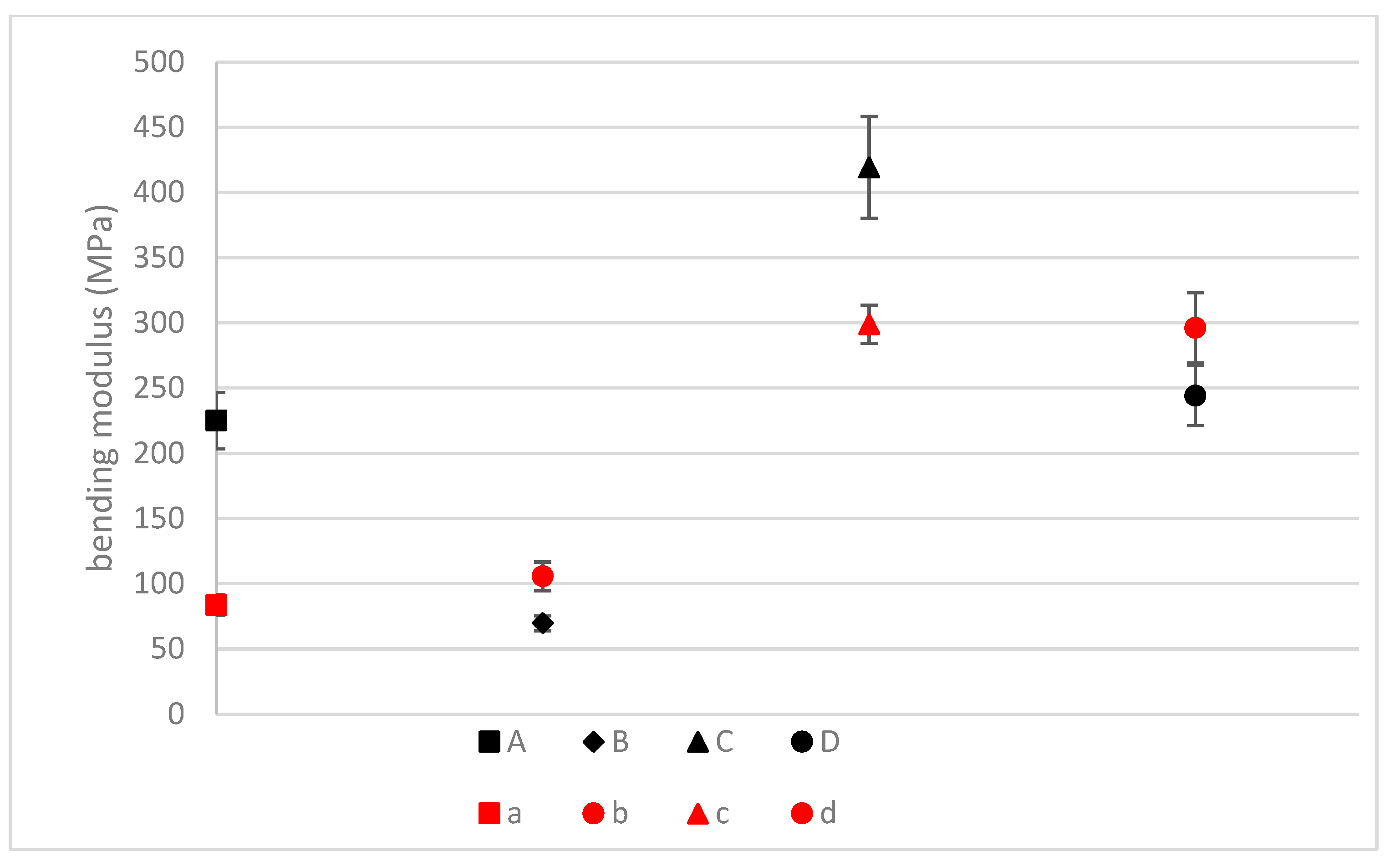
Bending Tests
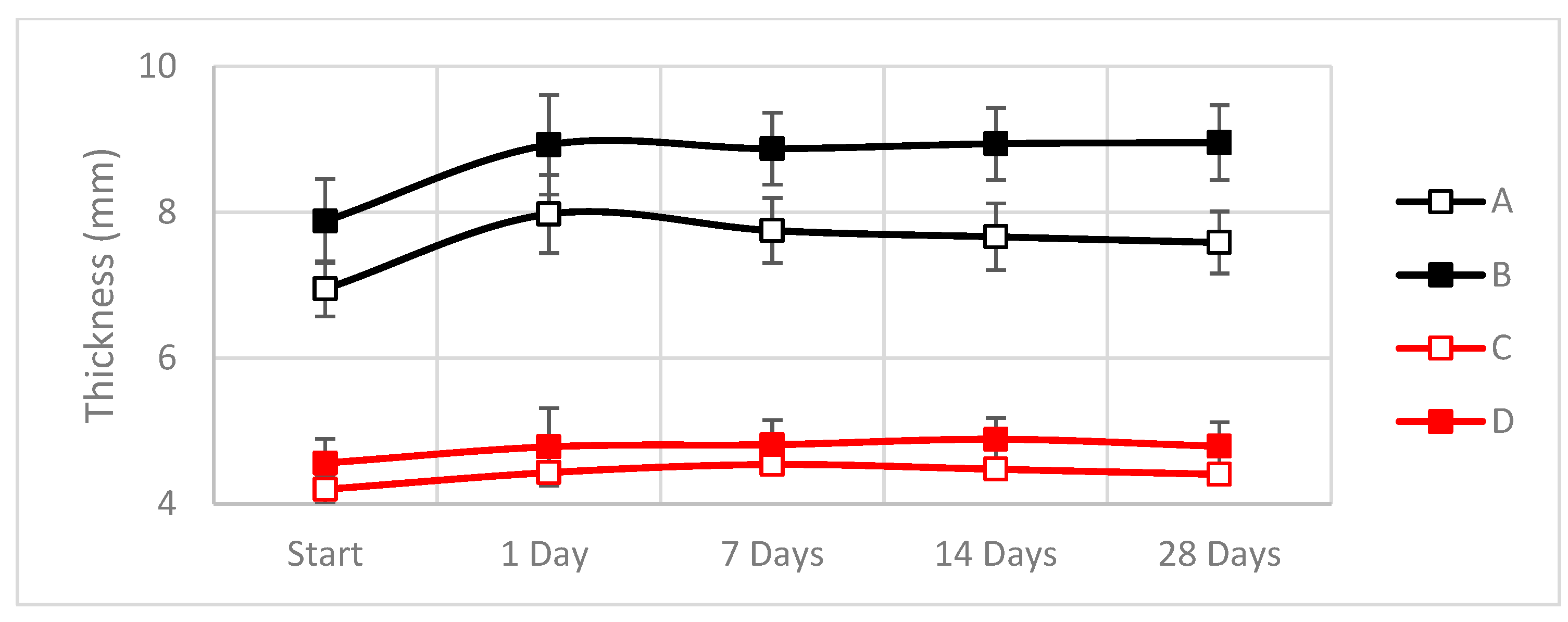
Cataplasma Tests
3.1.3. Fire Resistance Test
4. Feasibility of the Scaling up Process
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Start | 1 Day | 7 Days | 14 Days | 28 Days | |
|---|---|---|---|---|---|
| 1 Layer of Hemp 1300 g/m2 | 45.50 ± 2.26 | 58.15 ± 0.85 | 58.95 ± 1.05 | 58.38 ± 0.98 | 57.16 ± 0.91 |
| 3 Layers of Hemp 600 g/m2 | 45.69 ± 2.48 | 61.02 ± 2.68 | 63.82 ± 2.54 | 61.63 ± 2.16 | 58.31 ± 2.99 |
| 1 Layer of Linseed 1300 g/m2 | 35.15 ± 0.73 | 42.07 ± 0.51 | 41.69 ± 0.69 | 42.01 ± 0.33 | 41.67 ± 0.40 |
| 3 Layers of Linseed 600 g/m2 | 28.13 ± 0.55 | 35.40 ± 0.80 | 34.73 ± 0.76 | 32.93 ± 0.99 | 34.06 ± 0.71 |
| Start | 1 Day | 7 Days | 14 Days | 28 Days | |
|---|---|---|---|---|---|
| 1 Layer of Hemp 1300 g/m2 | 50.38 ± 0.32 | 50.48 ± 0.38 | 50.44 ± 0.30 | 50.49 ± 0.26 | 50.43± 0.31 |
| 3 Layers of Hemp 600 g/m2 | 50.39 ± 0.40 | 50.41 ± 0.35 | 50.53 ± 0.41 | 50.50 ± 0.38 | 50.40 ± 0.38 |
| 1 Layer of Linseed 1300 g/m2 | 49.18 ± 0.26 | 49.56 ± 1.00 | 49.52 ± 0.95 | 49.57 ± 0.93 | 49.53 ± 0.97 |
| 3 Layers of Linseed 600 g/m2 | 50.69 ± 0.37 | 50.55 ± 0.35 | 50.58 ± 0.42 | 50.58 ± 0.44 | 50.48 ± 0.38 |
| Start | 1 Day | 7 Days | 14 Days | 28 Days | |
|---|---|---|---|---|---|
| 1 Layer of Hemp 1300 g/m2 | 6.95 ± 0.38 | 7.98 ± 0.54 | 7.75 ± 0.45 | 7.66 ± 0.46 | 7.59 ± 0.42 |
| 3 Layers of Hemp 600 g/m2 | 7.88 ± 0.58 | 8.93 ± 0.68 | 8.87 ± 0.49 | 8.94 ± 0.50 | 8.96 ± 0.51 |
| 1 Layer of Linseed 1300 g/m2 | 4.20 ± 0.20 | 4.43 ± 0.04 | 4.54 ± 0.03 | 4.48 ± 0.05 | 4.41 ± 0.02 |
| 3 Layers of Linseed 600 g/m2 | 4.56 ± 0.33 | 4.78 ± 0.53 | 4.81 ± 0.34 | 4.89 ± 0.30 | 4.79 ± 0.33 |
References
- The European Green Deal, Communication from the Commission to the European Parliament, the European COUNCIL, the European Economic and Social Comitte and the Committee of the Regions. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM%3A2019%3A640%3AFIN (accessed on 11 December 2021).
- Li, C.; Gong, X.; Cui, S.; Wang, Z.; Zheng, Y.; Chi, B. CO2 Emissions Due to Cement Manufacture. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2011; Volume 685, pp. 181–187. [Google Scholar]
- Deja, J.; Uliasz-Bochenczyk, A.; Mokrzycki, E. CO2 Emissions from Polish Cement Industry. Int. J. Greenh. Gas Control 2010, 4, 583–588. [Google Scholar] [CrossRef]
- Mercader, M.P.; de Arellano, A.R.; Olivares, M. Model for quantifying CO2 emissions in buildings due to material resources consumed during construction. Inf. Constr. 2012, 64, 401–414. [Google Scholar] [CrossRef]
- The History of Composite Materials, from Brick to Bakelite to Biomimetic Hybrids. History of Composite Materials: From 7000 BCE to Today [Video]. Available online: autodesk.com (accessed on 10 March 2021).
- Ghosh, S.K.; Bairagi, S.; Dutta, S.; Bhattacharyya, R. A comparative study of the thermal insulation properties of jute nad jute-polyester fibre blended nonwoven fabrics. Am. J. Eng. Res. 2016, 5, 43–49. [Google Scholar]
- Duran, D. A Research on Thermal Insulation Properties of Nonwovens Produced with Recycled Jute and Wool Fibres. Tekst. Konfeks. 2016, 26, 22–30. [Google Scholar]
- Korjenic, A.; Zach, J.; Hroudová, J. The Use of Insulating Materials Based on Natural Fibers in Combination with Plant Facades in Building Constructions. Energy Build. 2016, 116, 45–58. [Google Scholar] [CrossRef]
- Oushabi, A.; Sair, S.; Abboud, Y.; Tanane, O.; el Bouari, A. Natural Thermal-Insulation Materials Composed of Renewable Resources: Characterization of Local Date Palm Fibers (LDPF). J. Mater. Environ. Sci. 2015, 6, 3395–3402. [Google Scholar]
- Restrepo, S.M.V.; Arroyave, G.J.P.; Vásquez, D.H.G. Use of Vegetable Fibers in Polymer Matrix Composites: A Review with a View to Their Application in Designing New Products. Inf. Téc. 2016, 80, 77–86. [Google Scholar]
- Karthe, M.; Manivel, R. Reinforcement of Jute, Net and Epoxy Composite. Mater. Today Proc. 2020, 21, 820–822. [Google Scholar] [CrossRef]
- Del Borrello, M.; Mele, M.; Campana, G.; Secchi, M. Manufacturing and Characterization of Hemp-Reinforced Epoxy Composites. Polym. Compos. 2020, 41, 2316–2329. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, F.; Liang, W.; Wang, Z.; Duan, Z.; Yang, B. Thermal and Mechanical Properties of Bamboo Fiber Reinforced Epoxy Composites. Polymers 2018, 8, 608. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Tarrés, Q.; de Marques, M.F.V.; Espinach, F.X.; Julián, F.; Mutjé, P.; Vilaseca, F. Explorative Study on the Use of Curaua Reinforced Polypropylene Composites for the Automotive Industry. Materials 2019, 12, 4185. [Google Scholar] [CrossRef] [PubMed]
- Gontard, N.; Sonesson, U.; Birkved, M.; Majone, M.; Bolzonella, D.; Celli, A.; Angellier-Coussy, H.; Jang, G.W.; Verniquet, A.; Broeze, J.; et al. A Research Challenge Vision Regarding Management of Agricultural Waste in a Circular Bio-Based Economy. Crit. Rev. Environ. Sci. Technol. 2018, 48, 614–654. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Cheng, P.; Peng, Y.; Wang, K.; Le Duigou, A.; Yao, S.; Chen, C. Quasi-static penetration property of 3D printed woven-like ramie fiber reinforced biocomposites. Compos. Struct. 2023, 303, 116313. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Le Duigou, A.; Liu, J.; Liu, Z.; Peng, Y.; Ahzi, S. A novel dual-nozzle 3D printing method for continuous fiber reinforced composite cellular structures. Compos. Commun. 2023, 37, 101448. [Google Scholar] [CrossRef]
- Parbin, S.; Waghmare, N.K.; Singh, S.K.; Khan, S. Mechanical Properties of Natural Fiber Reinforced Epoxy Composites: A Review. Procedia Comput. Sci. 2019, 152, 375–379. [Google Scholar] [CrossRef]
- Srinivas, K.; Naidu, A.L.; Bahubalendruni, M.V.A.R. A Review on Chemical and Mechanical Properties of Natural Fiber Reinforced Polymer Composites. Int. J. Perform. Eng. 2017, 13, 189–200. [Google Scholar] [CrossRef]
- Singh, J.I.P.; Singh, S.; Dhawan, V. Effect of Curing Temperature on Mechanical Properties of Natural Fiber Reinforced Polymer Composites. J. Nat. Fibers 2018, 15, 687–696. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Ramnath, B.V.; Ramakrishnan, G.; Rajendrakumar, M.; Naveenkumar, V.; Saravanakumar, M.K. Review on Mechanical Properties of Natural Fiber Composites. Mater. Today Proc. 2018, 5, 1785–1790. [Google Scholar] [CrossRef]
- Gong, H.; Ozgen, B. Fabric Structures: Woven, Knitted, or Nonwoven. In Engineering of High-Performance Textiles; Woodhead Publishing: Sawston, UK, 2017; pp. 107–131. [Google Scholar] [CrossRef]
- Vidal, J.; Ponce, D.; Miravete, A.; Cuartero, J.; Castell, P. Bio-Binders for the Improvement of the Performance of Natural Fibers as Reinforcements in Composites to Increase the Sustainability in the Transport Sector. Mech. Adv. Mater. Struct. 2021, 28, 1079–1087. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Bread, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibres for composite reinforcement. A review. Ind. Crop. Prod. 2020, 145, 111984. [Google Scholar] [CrossRef]
- Obame, S.V.; Betené, A.D.; Naoh, P.M.; Betené, F.E.; Atangana, A. Characterization of the Neuropeltis acuaminatas liana fiber treated as composite reinforcement. Results Mater. 2022, 16, 100327. [Google Scholar] [CrossRef]
- Aravinth, K.; Ramakrishnan, T.; Tamilarasan, V.D.; Veeramanikandan, K. A brief review on plant fibres composites: Extraction, chemical treatment and fibre orientation. Mater. Today Proc. 2022, 62, 2005–2009. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A Review of the Recent Developments in Biocomposites Based on Natural Fibres and Their Application Perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar]
- Andrew, J.J.; Dhakal, H.N. Sustainable biobased composites for advanced applications: Recent trends and future opportunities—A critical review. Compos. Part C Open Access 2022, 7, 100220. [Google Scholar] [CrossRef]
- Asim, M.; Saba, N.; Jawaid, M.; Nasir, M.; Pervaiz, M.; Alothman, O.Y. A Review on Phenolic Resin and Its Composites. Curr. Anal. Chem. 2017, 13, 185–197. [Google Scholar] [CrossRef]
- Pervaiz, M.; Panthapulakkal, S.; KC, B.; Sain, M.; Tjong, J. Emerging Trends in Automotive Lightweighting through Novel Composite Materials. Mater. Sci. Appl. 2016, 7, 26–38. [Google Scholar] [CrossRef]
- Kuranska, M.; Prociak, A. Porous Polyurethane Composites with Natural Fibres. Compos. Sci. Technol. 2012, 72, 299–304. [Google Scholar] [CrossRef]
- Tran, T.N.; di Mauro, C.; Graillot, A.; Mija, A. Chemical Reactivity and the Influence of Initiators on the Epoxidized Vegetable Oil/Dicarboxylic Acid System. Macromolecules 2020, 53, 2526–2538. [Google Scholar] [CrossRef]
- Di Mauro, C.; Tran, T.N.; Graillot, A.; Mija, A. Enhancing the Recyclability of a Vegetable Oil-Based Epoxy Thermoset through Initiator Influence. ACS Sustain. Chem. Eng. 2020, 8, 7690–7700. [Google Scholar] [CrossRef]
- Wang, Z.; Gnanasekar, P.; Nair, S.S.; Yi, S.; Yan, N. Curing Behavior and Thermomechanical Performance of Bioepoxy Resin Synthesized from Vanillyl Alcohol: Effects of the Curing Agent. Polymers 2021, 13, 2891. [Google Scholar] [CrossRef]
- Bourchak, M.; Harasani, W. Assessment of Liquid Resin Infusion Impregnation Quality Using Scanning Electron Microscopy. Adv. Compos. Lett. 2015, 24, 6–11. [Google Scholar] [CrossRef]
- Montané, X.; Dinu, R.; Mija, A. Synthesis of Resins Using Epoxies and Humins as Building Blocks: A Mechanistic Study Based on in-Situ FT-IR and NMR Spectroscopies. Molecules 2019, 24, 4110. [Google Scholar] [CrossRef] [PubMed]
- Gallagher, J.J.; Hillmyer, M.A.; Reineke, T.M. Degradable Thermosets from Sugar-Derived Dilactones. Macromolecules 2014, 47, 498–505. [Google Scholar] [CrossRef]
- Kang, J.S.; Myles, A.J.; Harris, K.D. Thermally-Degradable Thermoset Adhesive Based on a Cellulose Nanocrystals/Epoxy Nanocomposite. ACS Appl. Polym. Mater. 2020, 2, 4626–4631. [Google Scholar] [CrossRef]
- Gioia, C.; lo Re, G.; Lawoko, M.; Berglund, L. Tunable Thermosetting Epoxies Based on Fractionated and Well-Characterized Lignins. J. Am. Chem. Soc. 2018, 140, 4054–4061. [Google Scholar] [CrossRef] [PubMed]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-Based Carbon Fibers for Composite Fiber Applications. Carbon 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Quirino, R.L.; Monroe, K.; Fleischer, C.H.; Biswas, E.; Kessler, M.R. Thermosetting Polymers from Renewable Sources. Polym. Int. 2021, 70, 167–180. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and Biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Dinu, R.; Mija, A. Bio-Based Composites from Industrial By-Products and Wastes as Raw Materials. J. Mater. Sci. Res. 2020, 9, 29–45. [Google Scholar] [CrossRef]
- Dinu, R.; Mija, A. Cross-Linked Polyfuran Networks with Elastomeric Behaviour Based on Humins Biorefinery by-Products. Green Chem. 2019, 21, 6277–6289. [Google Scholar] [CrossRef]
- Dinu, R.; Cantarutti, C.; Mija, A. Design of Sustainable Materials by Cross-Linking a Biobased Epoxide with Keratin and Lignin. ACS Sustain. Chem. Eng. 2020, 8, 6844–6852. [Google Scholar] [CrossRef]
- Dinu, R.; Mija, A. Sustainable Thermosets Obtained by Copolymerization of Humins with Triglycidyl Ether of Phloroglucinol. J. Mater. Sci. Res. 2020, 9. [Google Scholar] [CrossRef]
- Licsandru, E.; Mija, A. From biorefinery by-product to thermoset based on humins and epoxidized linseed oil. Cellul. Chem. Technol. 2019, 53, 963–969. [Google Scholar] [CrossRef]
- Licsandru, E.; Gaysinski, M.; Mija, A. Structural Insights of Humins/Epoxidized Linseed Oil/Hardener Terpolymerization. Polymers 2020, 12, 1583. [Google Scholar] [CrossRef] [PubMed]
- Thermal Conductivity Coefficients for Insulation Materials, Aluminium, Asphalt Brass, Copper, Steel, Gases and More. Available online: https://www.engineeringtoolbox.com/thermal-conductivity-d_429.html (accessed on 28 September 2020).
- Pandey, J.K.; Ahn, S.H.; Lee, C.S.; Mohanty, A.K.; Misra, M. Recent Advances in the Application of Natural Fiber Based Composites. Macromol. Mater. Eng. 2010, 295, 975–989. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. Tensile Strength Analysis of Thin-Walled Polymer Glass Fiber Reinforced Samples Manufactured by 3D Printing Technology. Polymers 2020, 12, 2783. [Google Scholar] [CrossRef]













| Humins (wt%) | Capcure 3-800 (wt%) | ELO (wt%) |
|---|---|---|
| 30 | 52.5 | 17.5 |
| 40 | 45 | 15 |
| 50 | 37.5 | 12.5 |
| 50 | 30 | 20 |
| 60 | 30 | 10 |
| Composite Based on 50%Hu/ 30%Cap/20%ELO | Fiber | Number of Layers | Fiber Density (g/m2) | Fiber Weight (%) | Resin Weight (%) | Thickness (cm) |
|---|---|---|---|---|---|---|
| A | Hemp | 1 | 1300 | 29.9 ± 1.4 | 70.1 ± 1.4 | 5.8 ± 1.0 |
| B | Hemp | 3 | 600 | 31.1 ± 2.0 | 68.9 ± 2.0 | 7.1 ± 1.1 |
| C | Linseed | 1 | 1300 | 36.8 ± 1.3 | 63.2 ± 1.3 | 3.6 ± 0.5 |
| D | Linseed | 3 | 600 | 28.3 ± 2.3 | 71.7 ± 2.3 | 5.1 ± 0.5 |
| Material | Classification |
|---|---|
| Hemp | E |
| 1 Layer of Hemp 1300 g/m2 | B, C or D |
| 3 Layers of Hemp 600 g/m2 | B, C or D |
| Linseed | F |
| 1 Layer of Linseed 1300 g/m2 | E |
| 3 Layers of Linseed 600 g/m2 | E |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidal, J.; Ponce, D.; Mija, A.; Rymarczyk, M.; Castell, P. Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins. Materials 2023, 16, 1283. https://doi.org/10.3390/ma16031283
Vidal J, Ponce D, Mija A, Rymarczyk M, Castell P. Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins. Materials. 2023; 16(3):1283. https://doi.org/10.3390/ma16031283
Chicago/Turabian StyleVidal, Julio, David Ponce, Alice Mija, Monika Rymarczyk, and Pere Castell. 2023. "Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins" Materials 16, no. 3: 1283. https://doi.org/10.3390/ma16031283
APA StyleVidal, J., Ponce, D., Mija, A., Rymarczyk, M., & Castell, P. (2023). Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins. Materials, 16(3), 1283. https://doi.org/10.3390/ma16031283