
Optimization of REBCO Tapes through Division and Striation for Use in Superconducting Cables with Low AC Losses

 , , ,
, , ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results
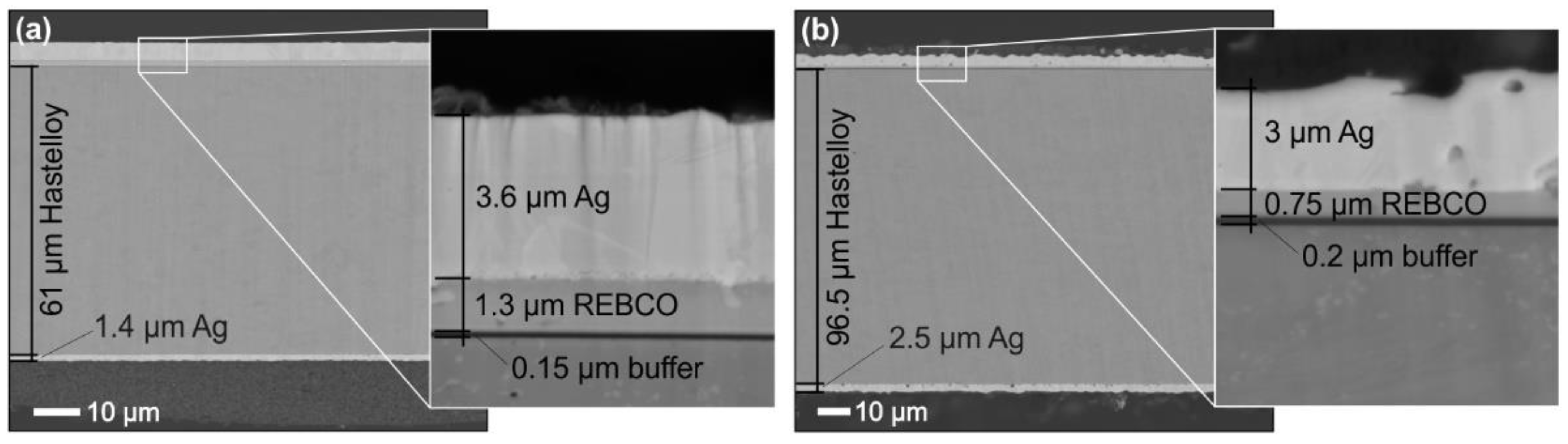
3.1. Characterization of HTS Tapes in the Initial State
3.2. Modification of HTS Tapes by Narrowing the Superconductor Width
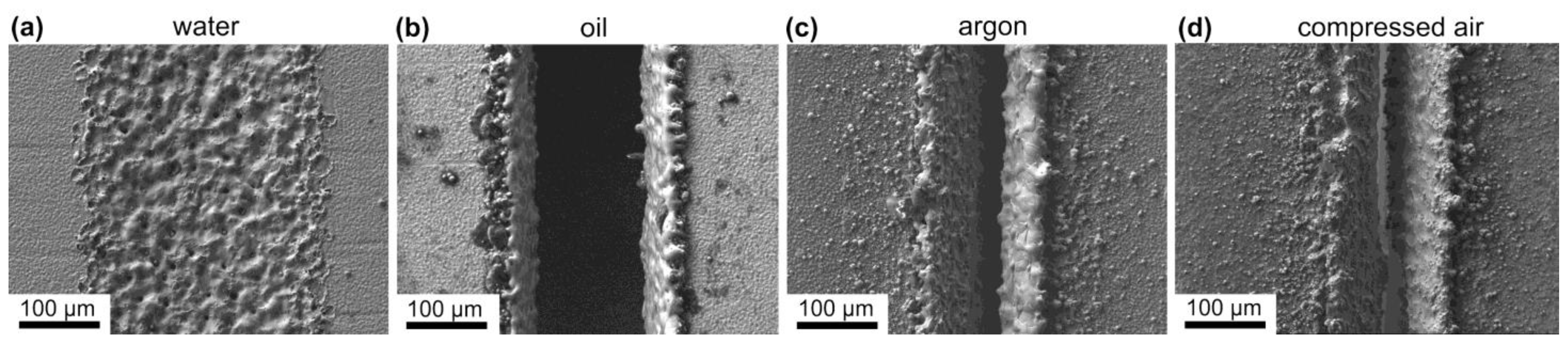
3.2.1. Cutting of HTS Tapes
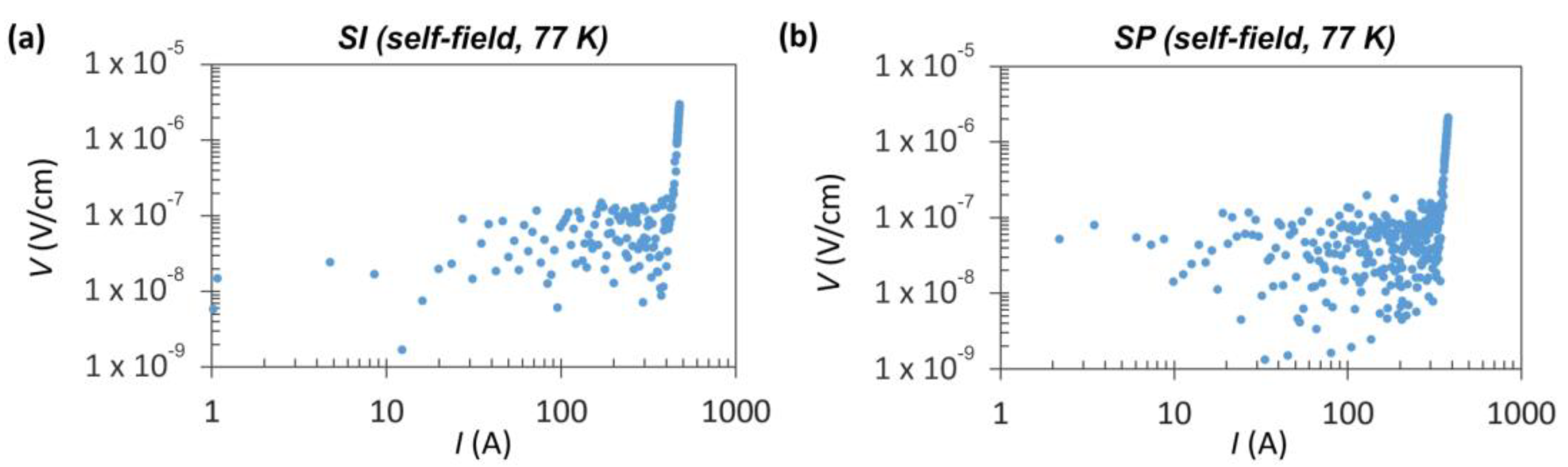
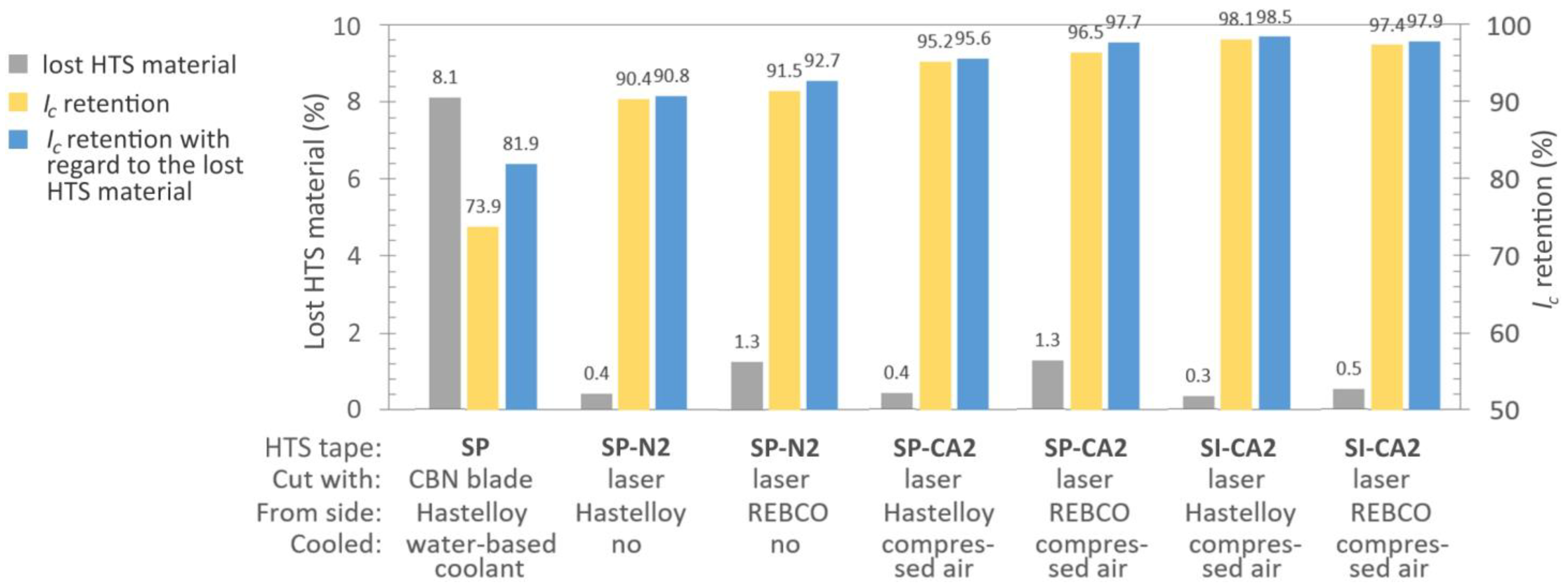
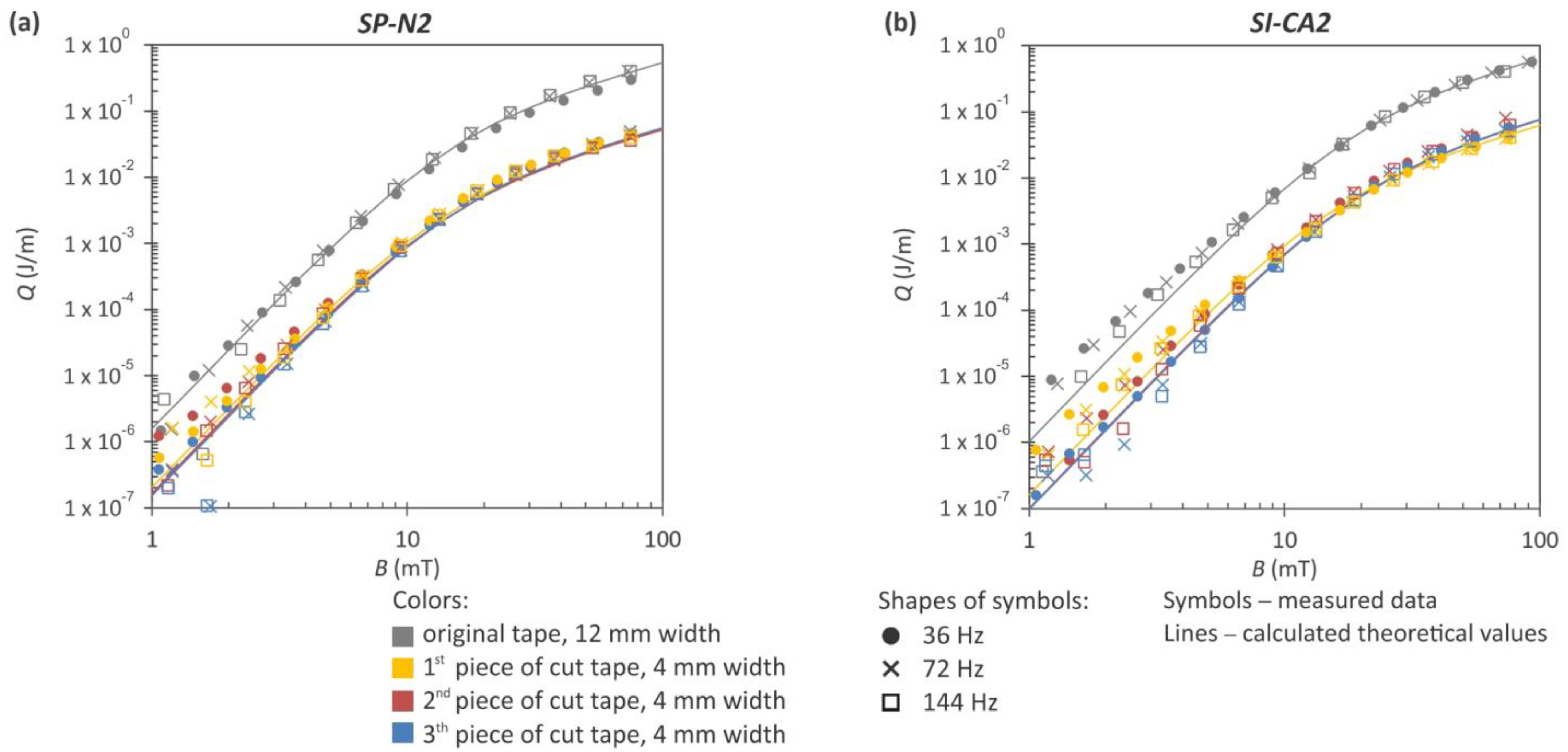
3.2.2. Electrical Properties of Cut HTS Tapes
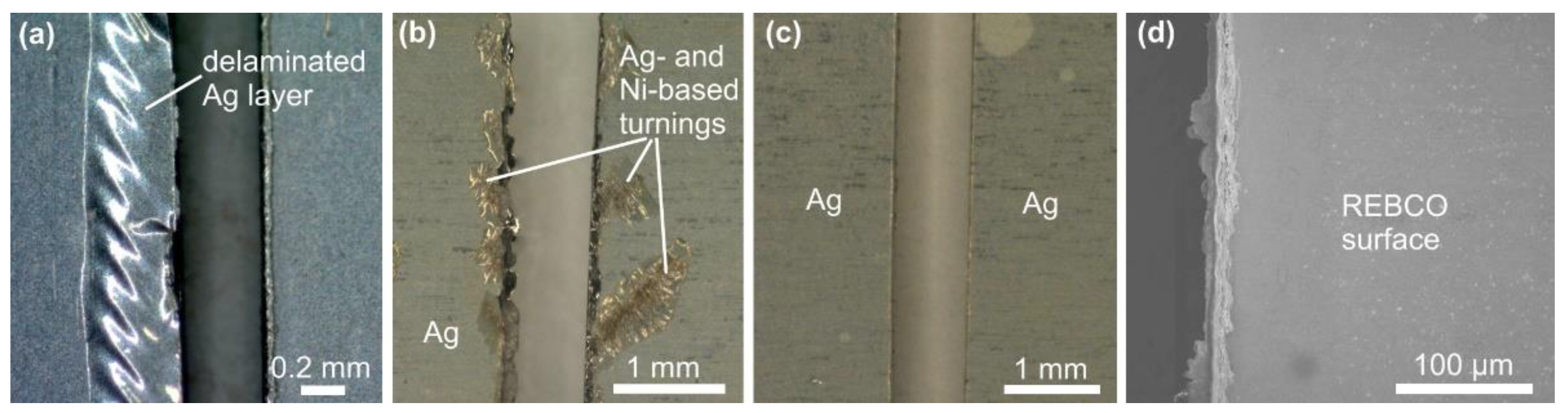
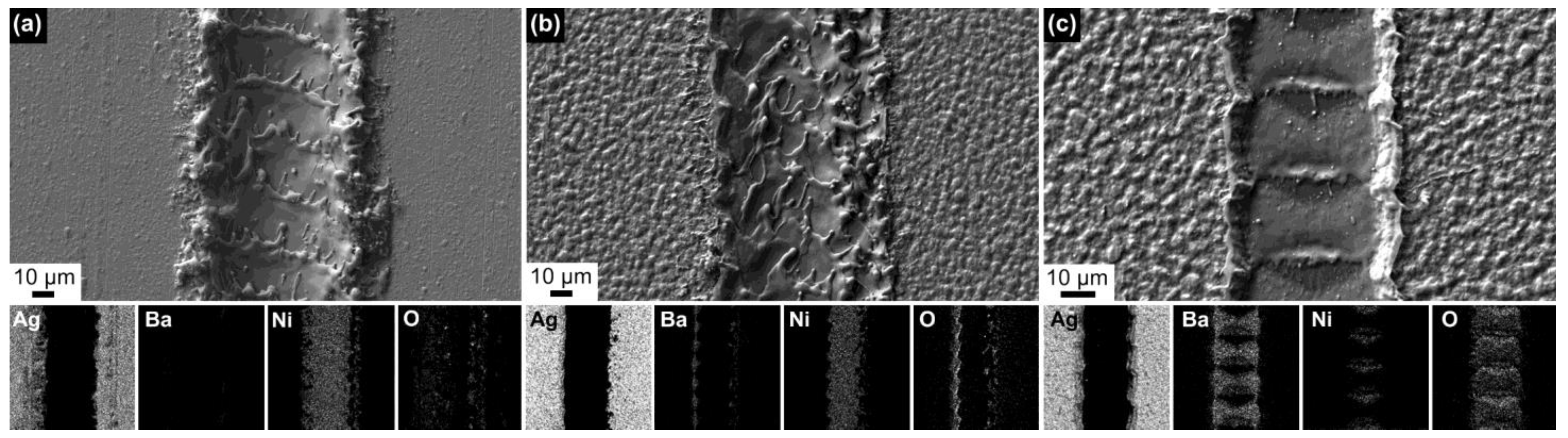
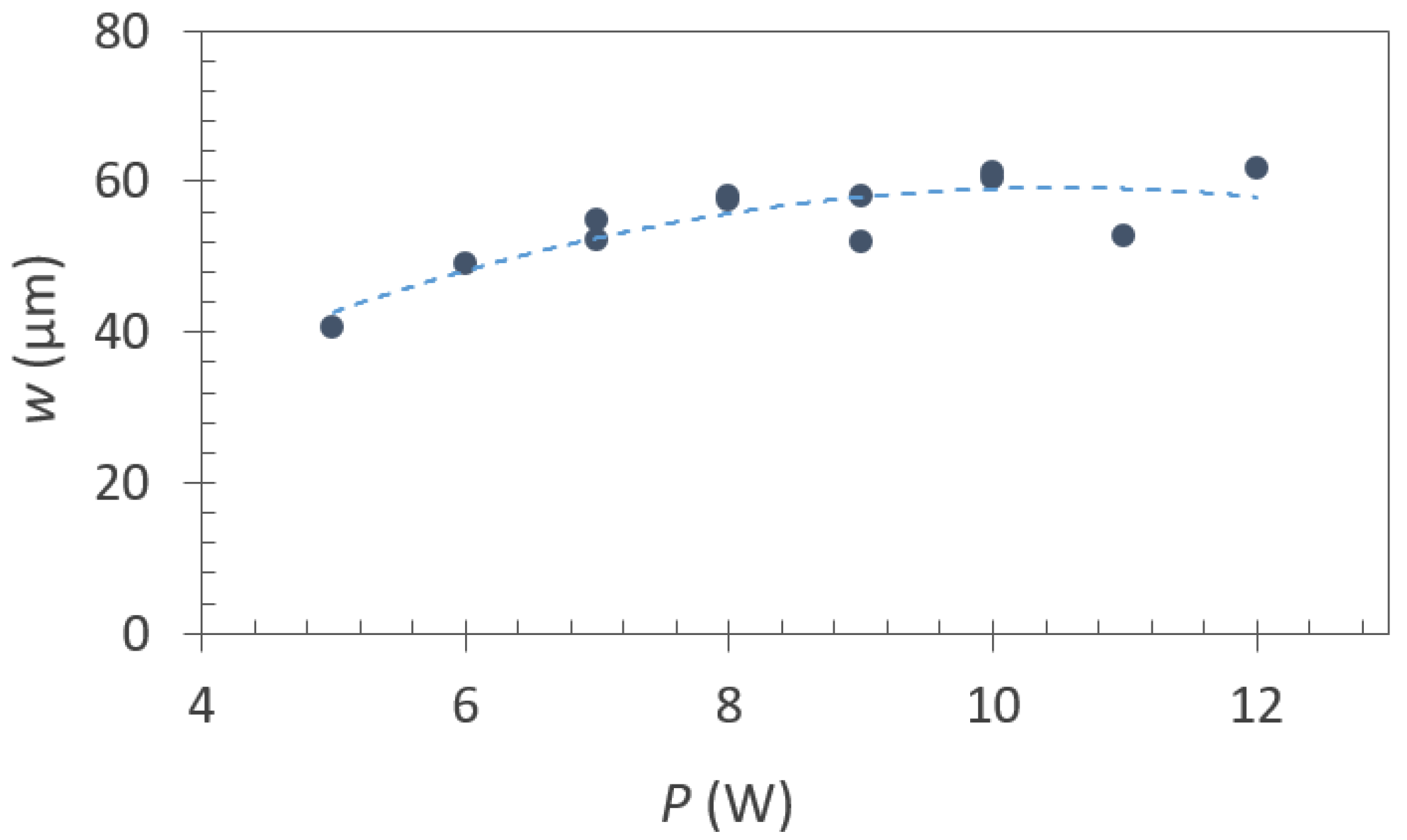
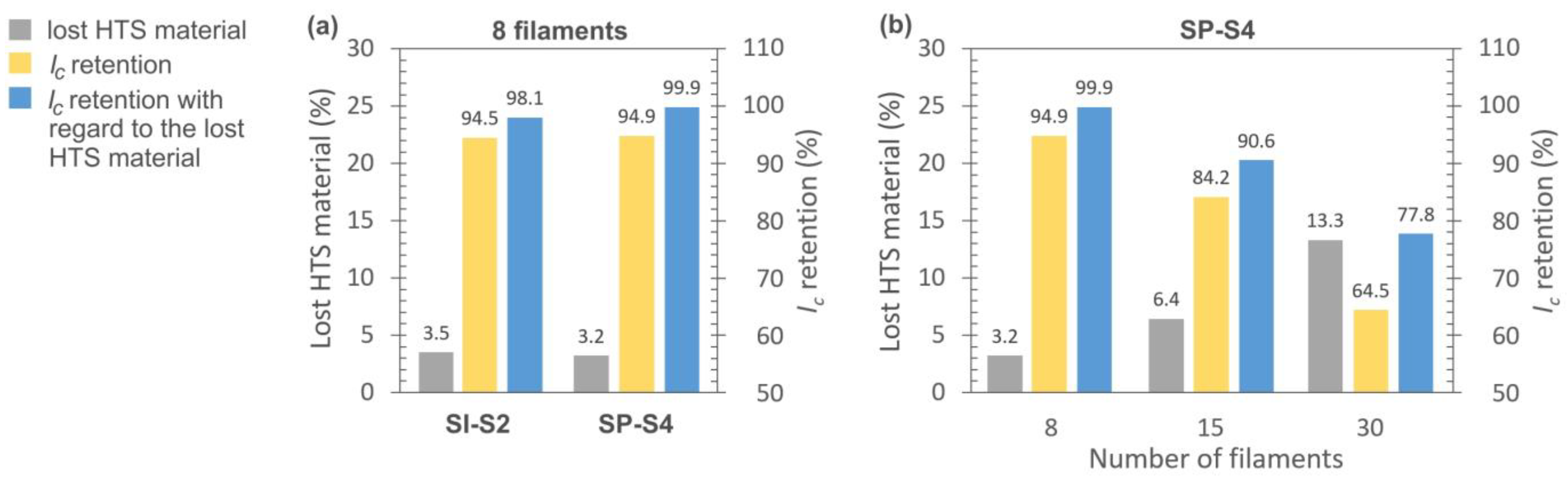
3.2.3. Striation of HTS Tapes
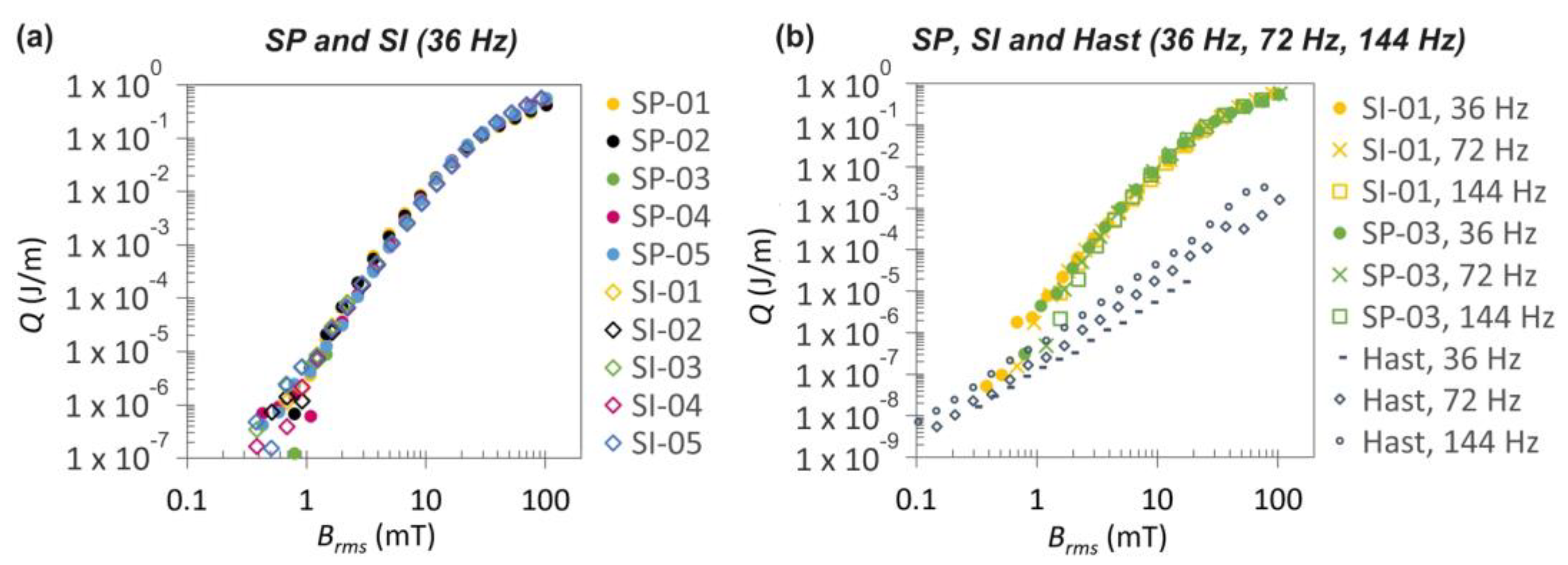
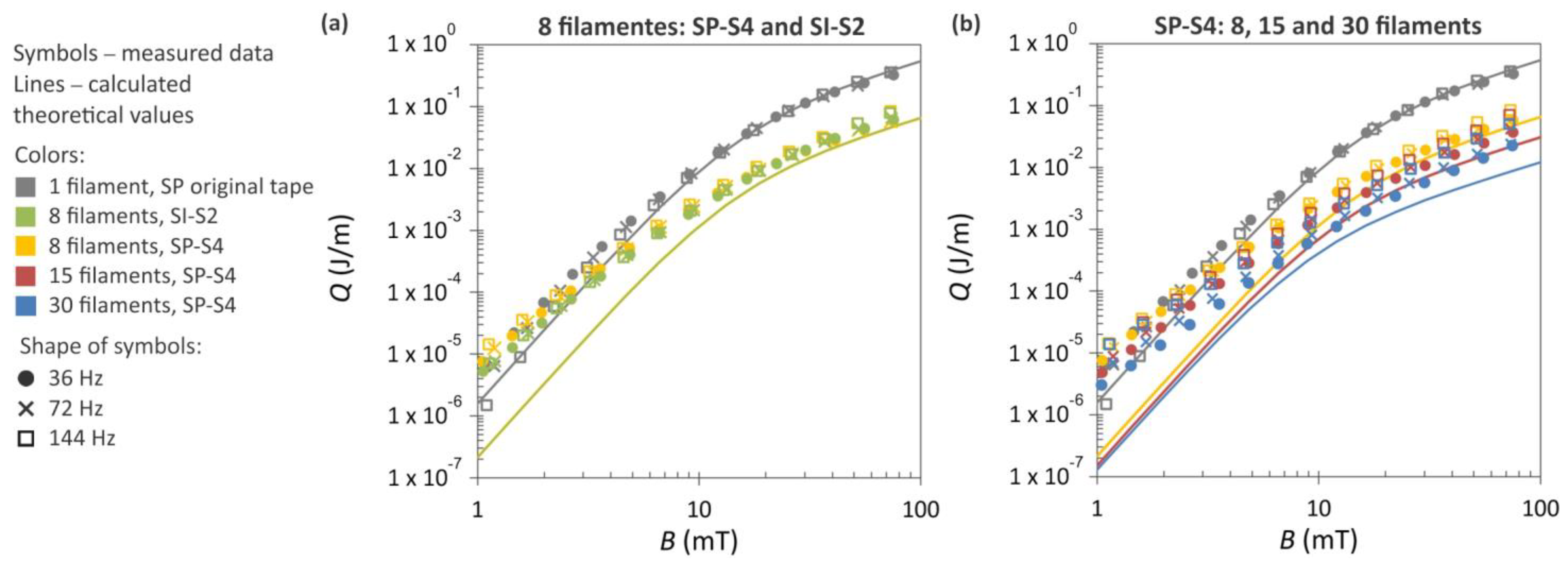
3.2.4. Electrical Properties of Striated HTS Tapes
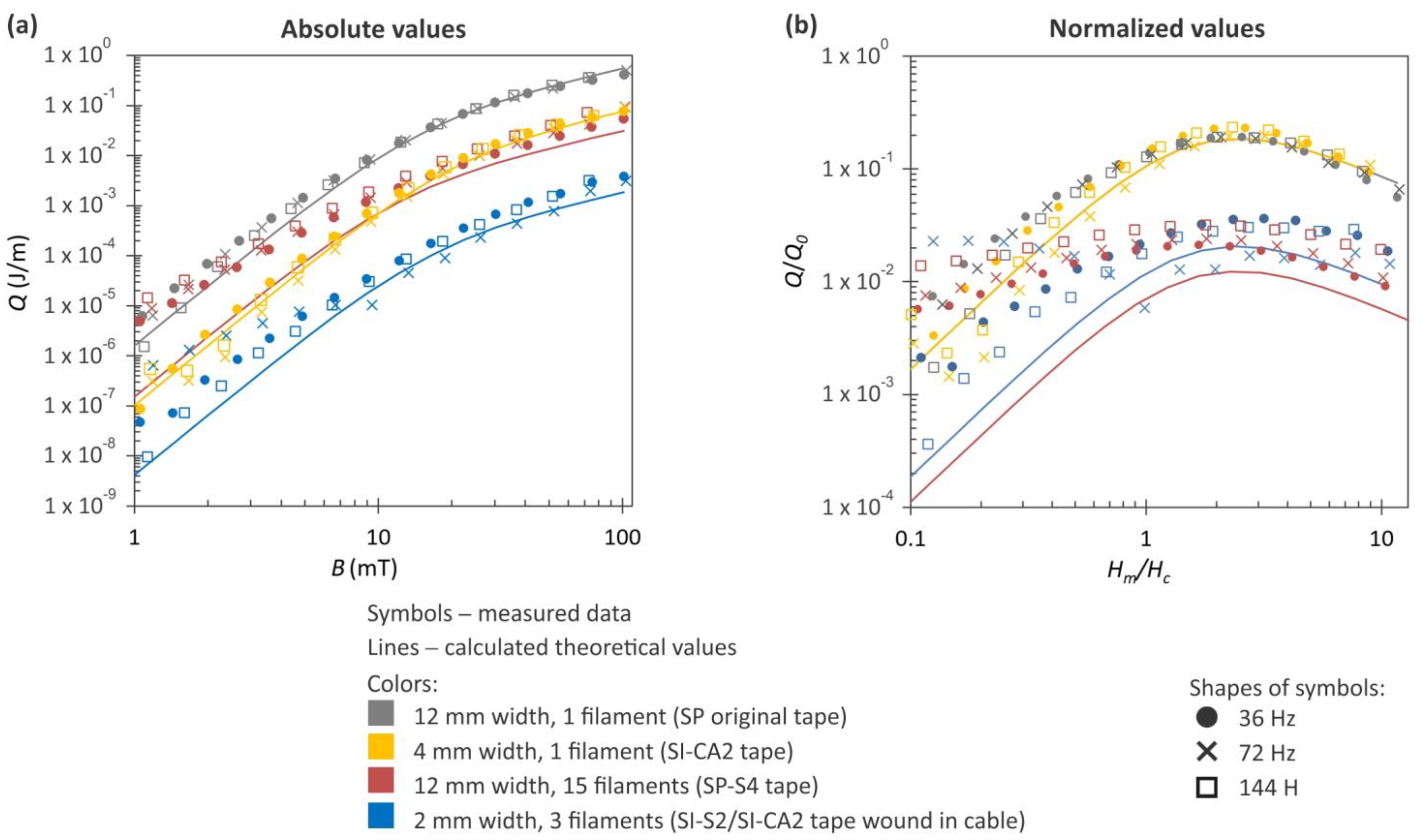
3.2.5. Cut and Striated HTS Tape Wound on Cable Former
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kalsi, S.S. Applications of High Temperature Superconductors to Electric Power Equipment, 1st ed.; Wiley-IEEE Press: New York, NY, USA, 2011; pp. 59–302. [Google Scholar] [CrossRef]
- Slimani, Y.; Hannachi, E. Superconducting Materials: Fundamentals, Synthesis and Applications, 1st ed.; Springer: Singapore, 2022; pp. 277–399. [Google Scholar] [CrossRef]
- SuperPower. Available online: https://www.superpower-inc.com/ (accessed on 12 October 2023).
- Company S-Innovations. Available online: https://eng.s-innovations.ru/ (accessed on 12 October 2023).
- SuNAM Co., Ltd. South Korea Manufacturers, Suppliers. Available online: https://sunam2004.tradekorea.com/main.do;JSESSIONID_TK=-l7Fv96gumK3X-Lkf8Y8MRUU3_e6tLo8te46UsGU5RI8UFrgfVkD!-1468416946!2146405622 (accessed on 12 October 2023).
- Superconductor—Fujikura Ltd. Available online: https://www.fujikura.com/solutions/superconductingwire/ (accessed on 12 October 2023).
- Welcome to THEVA GmbH—Your Manufacturer of 2G HTS Wire. Available online: https://www.theva.com/ (accessed on 12 October 2023).
- Shanghai Superconductor Technology. Available online: http://www.shsctec.com/index.php?m=list&a=index&classid=69 (accessed on 12 October 2023).
- Faraday Factory Japan LLC. Available online: https://www.faradaygroup.com/en/ (accessed on 12 October 2023).
- Wulff, A.C.; Abrahamsen, A.B.; Insinga, A.R. Multifilamentary coated conductors for ultra-high magnetic field applications. Supercond. Sci. Technol. 2021, 34, 053003. [Google Scholar] [CrossRef]
- Zhai, Y.; Brown, T.; Menard, J.E.; van der Laan, D.C.; Weiss, J.D.; Johnson, Z. HTS cable conductor for compact fusion tokamak solenoids. IEEE Trans. Appl. Supercond. 2022, 32, 4203005. [Google Scholar] [CrossRef]
- Brandt, E.H.; Indenbom, M. Type-II-superconductor strip with current in a perpendicular magnetic field. Phys. Rev. B 1993, 48, 12893–12906. [Google Scholar] [CrossRef]
- Zeldov, E.; Clem, J.R.; McElfresh, M.; Darwin, M. Magnetization and transport currents in thin superconducting films. Phys. Rev. B 1994, 49, 9802–9822. [Google Scholar] [CrossRef]
- Kar, S.; Luo, W.; Selvamanickam, V. Ultra-small diameter round REBCO wire with robust mechanical properties. IEEE Trans. Appl. Supercond. 2017, 27, 6603204. [Google Scholar] [CrossRef]
- Kar, S.; Luo, W.; Yahia, A.B.; Li, X.; Majkic, G.; Selvamanickam, V. Symmetric tape round REBCO wire with Je (4.2 K, 15 T) beyond 450 Amm−2 at 15 mm radius: A viable candidate for future compact accelerator magnet applications. Supercond. Sci. Technol. 2018, 31, 04LT01. [Google Scholar] [CrossRef]
- Van der Laan, D.C.; Weiss, J.D.; McRae, D.M. Status of CORC® cables and wires for use in high-field magnets and power systems a decade after their introduction. Supercond. Sci. Technol. 2019, 32, 033001. [Google Scholar] [CrossRef]
- Weiss, J.D.; Mulder, T.; ten Kate, H.J.J.; van der Laan, D.C. Introduction of CORC® wires: Highly flexible, round high-temperature superconducting wires for magnet and power transmission applications. Supercond. Sci. Technol. 2017, 30, 014002. [Google Scholar] [CrossRef]
- Pekarčíková, M.; Michalcová, E.; Frolek, L.; Šouc, J.; Gogola, P.; Drienovský, M.; Skarba, M.; Mišík, J.; Gömöry, F. Effect of mechanical loading on coated conductor tapes due to winding onto round cables. IEEE Trans. Appl. Supercond. 2018, 28, 8400505. [Google Scholar] [CrossRef]
- van der Laan, D.C.; Abraimov, D.; Polyanskii, A.A.; Larbalestier, D.C.; Douglas, J.F.; Semerad, R.; Bauer, M. Anisotropic in-plane reversible strain effect in Y0.5Gd0.5Ba2Cu3O7-x coated conductors. Supercond. Sci. Technol. 2011, 24, 115010. [Google Scholar] [CrossRef]
- Gu, F.; Li, W.; Zhong, L.; Duan, X.; Song, M.; Li, Z.; Hong, Z.; Jin, Z. Study on magnetization losses in soldered-stacked-square (3S) HTS wires with 1 mm width. J. Supercond. Nov. Mag. 2019, 32, 3647–3653. [Google Scholar] [CrossRef]
- Heimann, E.M.; Kowalski, T.; Teigelkötter, J.; Hellmann, R. Water jet guided laser cutting of high temperature superconductors. J. Laser Micro/Nanoeng. 2013, 8, 70–74. [Google Scholar] [CrossRef][Green Version]
- Schuster, T.; Kuhn, H.; Raiber, A.; Abeln, T.; Dausinger, F.; Hügel, H.; Kläser, M.; Müller-Vogt, G. High-precision laser cutting of high-temperature superconductors. Appl. Phys. Lett. 1996, 68, 2568–2570. [Google Scholar] [CrossRef]
- Grilli, F.; Kario, A. How filaments can reduce AC losses in HTS coated conductors: A review. Supercond. Sci. Technol. 2016, 29, 083002. [Google Scholar] [CrossRef]
- Marchevsky, M.; Zhang, E.; Xie, Y.; Selvamanickam, V.; Ganesan, P.G. AC losses and magnetic coupling in multifilamentary 2G HTS conductors and tape arrays. IEEE Trans. Appl. Supercond. 2009, 19, 3097. [Google Scholar] [CrossRef]
- Nast, R.; Vojenčiak, M.; Demenčik, E.; Kario, A.; Ringsdorf, B.; Jung, A.; Runtsch, B.; Grilli, F.; Goldacker, W. Influence of laser striation on the properties of coated conductors. J. Phys. Conf. Series 2014, 507, 022023. [Google Scholar] [CrossRef]
- Terzieva, S.; Vojenčiak, M.; Grilli, F.; Nast, R.; Šouc, J.; Goldacker, W.; Jung, A.; Kudymow, A.; Kling, A. Investigation of the effect of striated strands on the AC losses of 2G Roebel cables. Supercond. Sci. Technol. 2011, 24, 045001. [Google Scholar] [CrossRef]
- Sumption, M.D.; Collings, E.W.; Barnes, P.N. AC loss in striped (filamentary) YBCO coated conductors leading to designs for high frequencies and field-sweep amplitudes. Supercond. Sci. Technol. 2005, 18, 122–134. [Google Scholar] [CrossRef]
- Machi, T.; Nakao, K.; Kato, T.; Hirayama, T.; Tanabe, K. Reliable fabrication process for long-length multi-filamentary coated conductors by a laser scribing method for reduction of AC loss. Supercond. Sci. Technol. 2013, 26, 105016. [Google Scholar] [CrossRef]
- Suzuki, K.; Yoshizumi, M.; Izumi, T.; Shiohara, Y.; Iwakuma, M.; Ibi, A.; Miyata, S.; Yamada, Y. Development of scribing process of coated conductors for reduction of AC losses. Phys. C 2008, 468, 1579–1582. [Google Scholar] [CrossRef]
- Šouc, J.; Gömöry, F.; Kováč, J.; Nast, R.; Jung, A.; Vojenčiak, M.; Grilli, F.; Goldacker, W. Low AC loss cable produced from transposed striated CC tapes. Supercond. Sci. Technol. 2013, 26, 075020. [Google Scholar] [CrossRef]
- Vojenčiak, M.; Kario, A.; Ringsdorf, B.; Nast, R.; van der Laan, D.C.; Scheiter, J.; Jung, A.; Runtsch, B.; Gömöry, F.; Goldacker, W. Magnetization ac loss reduction in HTS CORC® cables made of striated coated conductors. Supercond. Sci. Technol. 2015, 28, 104006. [Google Scholar] [CrossRef]
- Amemiya, N.; Shigemasa, M.; Takahashi, A.; Wnag, N.; Sogabe, Y.; Yamano, S.; Sakamoto, H. Effective reduction of magnetisation losses in copper-plated multifilament coated conductors using spiral geometry. Supercond. Sci. Technol. 2022, 25, 104006. [Google Scholar] [CrossRef]
- Šouc, J.; Gömöry, F.; Vojenčiak, M. Calibration free method for measurement of the AC magnetization loss. Supercond. Sci. Technol. 2005, 18, 592–595. [Google Scholar] [CrossRef]
- Cuninková, E.; Pekarčíková, M.; Frolek, L.; Šimon, Š.; Skarba, M.; Hulačová, S.; Krajčovič, J. Numerical and experimental design of the former for TORT cables. IEEE Trans. Appl. Supercond. 2023, 33, 4800805. [Google Scholar] [CrossRef]
- Pašák, M.; Cuninková, E.; Drienovský, M.; Krajčovič, J.; Frolek, L.; Šimon, Š.; Pekarčíková, M.; Hulačová, S. Analysis of thermos-mechanicla properties of the 3D printing materials applicable for superconducting TORT cables. J. Therm. Anal. Calorim. 2023, submitted. [Google Scholar]
- Solovyov, M.; Šouc, J.; Kujovič, T.; Frolek, L.; Gömöry, F. Magnetization AC losses in multilayer superconducting round cables with coinciding and opposite lay angles. Supercond. Sci. Technol. 2023, 36, 034001. [Google Scholar] [CrossRef]
- Mogro-Campero, A.; Paik, K.W.; Turner, L.G. Degradation of thin films of YBa2Cu3O7 by annealing in air and in vacuum. J. Supercond. 1995, 8, 95–98. [Google Scholar] [CrossRef]
- Shigemasa, M.; Sogabe, Y.; Wang, N.; Takahashi, A.; Amemiya, N. Impact of copper thickness, conductor width, and number of striations on coupling loss caracteristics of copper-plated multifilament-coated conductors. IEEE Trans. Appl. Supercond. 2022, 32, 8200112. [Google Scholar] [CrossRef]
- Demenčík, E.; Grilli, F.; Kario, A.; Nast, R.; Jung, A.; Vojenčiak, M.; Scheiter, J.; Goldacker, W. AC magnetization loss and transverse resistivity of striated YBCO coated conductors. IEEE Trans. Appl. Supercond. 2015, 25, 8201405. [Google Scholar] [CrossRef]
- Nishioka, T.; Amemiya, N.; Enomoto, N.; Jiang, Z.; Yamada, Y.; Izumi, T.; Shiohara, Y.; Saitoh, T.; Iijima, Y.; Kakimoto, K. AC loss of YBCO coated conductors fabricated by IBAD/PLD method. IEEE Trans. Appl. Supercond. 2005, 15, 2843–2846. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Power (W) | Frequency (kHz) | Laser Beam speed (mm/s) | Number of Repetitions | Cooling Medium | Divided |
|---|---|---|---|---|---|---|
| SP-N1 | 48 | 80 | 2000 | 10 | none | no |
| SP-N2 | 48 | 80 | 2000 | 20 | yes | |
| SP-W1 | 72 | 80 | 1000 | 100 | water | no |
| SP-W2 | 100 | 100 | 1500 | 50 | no | |
| SP-O1 | 48 | 80 | 2000 | 20 | oil | no |
| SP-O2 | 80 | 80 | 1000 | 50 | yes | |
| SP-A1 | 48 | 80 | 2000 | 20 | argon | no |
| SP-A2 | 52 | 80 | 2000 | 30 | yes | |
| SI-A1 | 48 | 80 | 2000 | 10 | no | |
| SI-A2 | 48 | 80 | 2000 | 13 | yes | |
| SI-A3 | 48 | 80 | 2000 | 15 | yes | |
| SP-CA1 | 48 | 80 | 2000 | 10 | compressed air | no |
| SP-CA2 | 48 | 80 | 2000 | 20 | yes | |
| SI-CA1 | 48 | 80 | 2000 | 10 | no | |
| SI-CA2 | 48 | 80 | 2000 | 13 | yes | |
| SI-CA3 | 48 | 80 | 2000 | 15 | yes |
| Sample | Power (W) | Frequency (kHz) | Laser Beam Speed (mm/s) | Number of Repetitions | Cooling Medium | Interrupted HTS Layer |
|---|---|---|---|---|---|---|
| SP-S1 | 1 | 10 | 1000 | 2 | None | No |
| SP-S2 | 6 | 20 | 500 | 1 | Yes | |
| SP-S3 | 6 | 20 | 500 | 1 | Compressed air | No |
| SP-S4 | 6 | 20 | 500 | 2 | Yes | |
| SP-S5 | 6 | 20 | 500 | 3 | Yes | |
| SI-S1 | 6 | 20 | 500 | 2 | No | |
| SI-S2 | 10 | 20 | 500 | 2 | Yes |
| In Initial State of HTS Tape | After Cutting and Striating of HTS Tape | After Winding HTS Tape into Cable | |
|---|---|---|---|
| 12 mm width | 2 mm width, three filaments | 7 mm diameter | |
| Ic (A) | 471.0 | 76.5 | 67.3 |
| n | 38.1 | 35.2 | 29.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pekarčíková, M.; Frolek, L.; Necpal, M.; Cuninková, E.; Skarba, M.; Hulačová, S.; Ferenčík, F.; Bočáková, B. Optimization of REBCO Tapes through Division and Striation for Use in Superconducting Cables with Low AC Losses. Materials 2023, 16, 7333. https://doi.org/10.3390/ma16237333
Pekarčíková M, Frolek L, Necpal M, Cuninková E, Skarba M, Hulačová S, Ferenčík F, Bočáková B. Optimization of REBCO Tapes through Division and Striation for Use in Superconducting Cables with Low AC Losses. Materials. 2023; 16(23):7333. https://doi.org/10.3390/ma16237333
Chicago/Turabian StylePekarčíková, Marcela, Lubomír Frolek, Martin Necpal, Eva Cuninková, Michal Skarba, Simona Hulačová, Filip Ferenčík, and Barbora Bočáková. 2023. "Optimization of REBCO Tapes through Division and Striation for Use in Superconducting Cables with Low AC Losses" Materials 16, no. 23: 7333. https://doi.org/10.3390/ma16237333
APA StylePekarčíková, M., Frolek, L., Necpal, M., Cuninková, E., Skarba, M., Hulačová, S., Ferenčík, F., & Bočáková, B. (2023). Optimization of REBCO Tapes through Division and Striation for Use in Superconducting Cables with Low AC Losses. Materials, 16(23), 7333. https://doi.org/10.3390/ma16237333