
The Bending Properties of Hybrid Cross-Laminated Timber (CLT) Using Various Species Combinations


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
- Dried C24-grade Norway spruce (dim: 6000 × 150 × 50 mm) with an average moisture content (MC) of 10%;
- Commercial-grade dried beech (dim: 2000 × 150 × 45 mm) with an average MC of 7%;
- Green poplar lumber, ungraded (dim: 2000 × 130 × 40 mm).
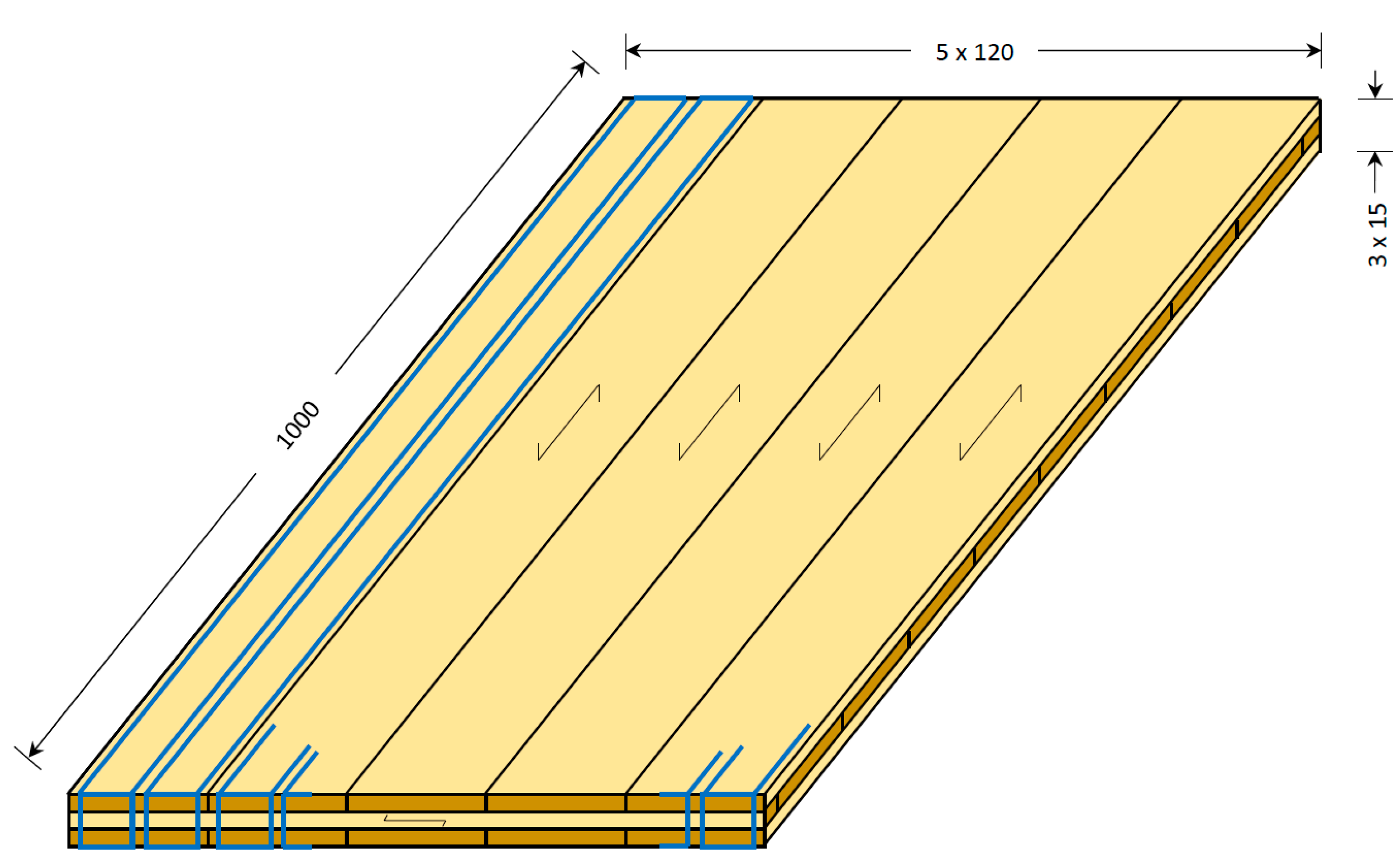
- Preparing planed lamellas sized 1000 × 120 × 15 mm and 600 × 120 × 15 mm for longitudinal and crossband lamellas, respectively
- Wetting the surface of beech lamellas to increase the surface MC to approx. 9% in order to decrease MC differences between layers and provide the necessary moisture for polyurethane resin curing;
- Applying the adhesive to the bottom and middle layers, using spackle knives to spread the resin on the surface of the layup. The adhesive quantity was 200 g/m2, according to the highest value recommended by the manufacturer;
- Installing screw clamps at the end of each layer (Figure 2a) to eliminate gaps between the lamellas as much as possible (lamellas were not side-glued);
- Applying a pressure of 0.8 N/mm2 to the panel, using a 2 × 1.2 m hydraulic veneering press (pressing two panels side by side) for the duration of 3 h. Before opening the press, adhesive curing was verified by checking the material squeezed out;
- Removing the panels from the press and setting them aside for several days for complete curing (Figure 2b).
3. Results and Discussions
- (1)
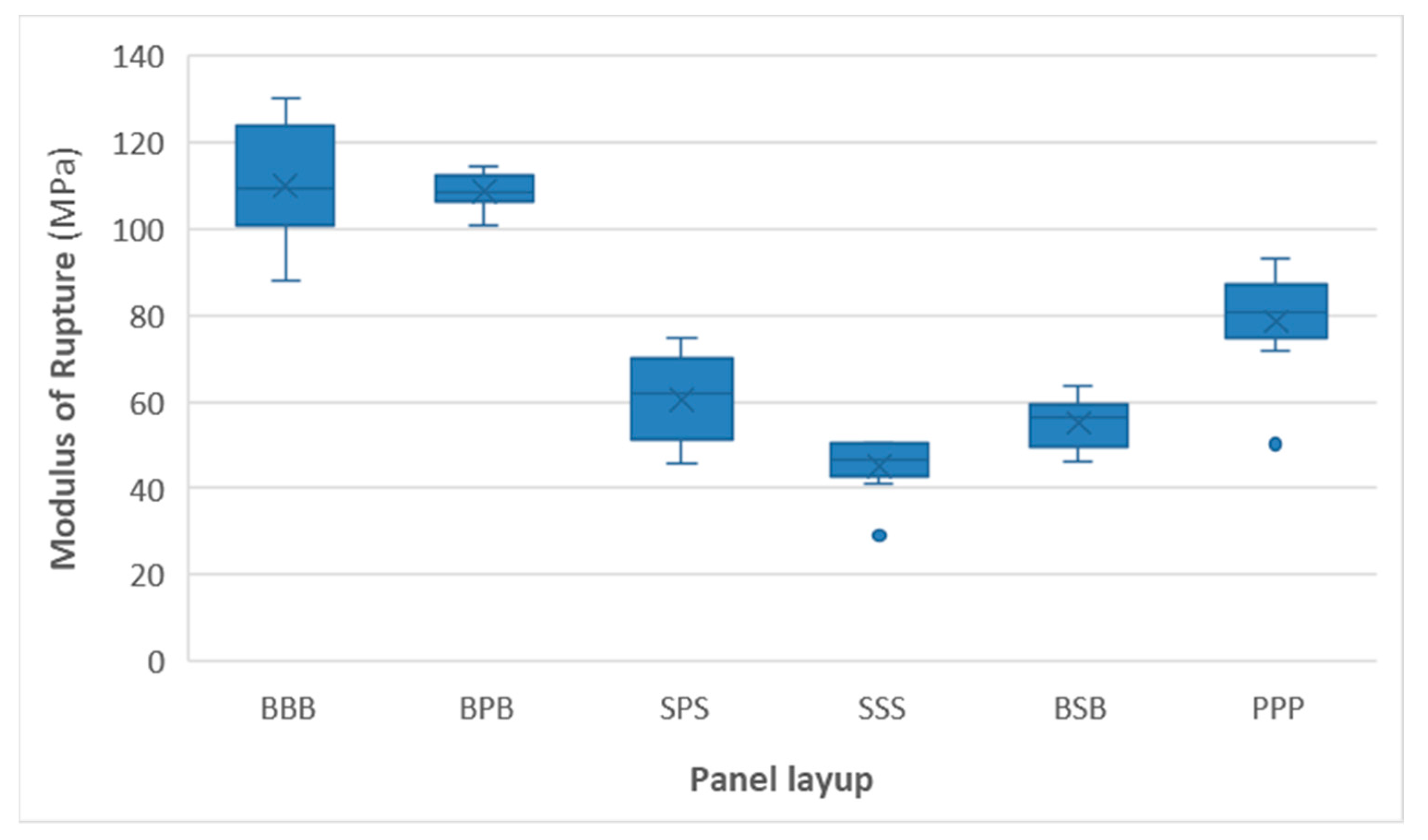
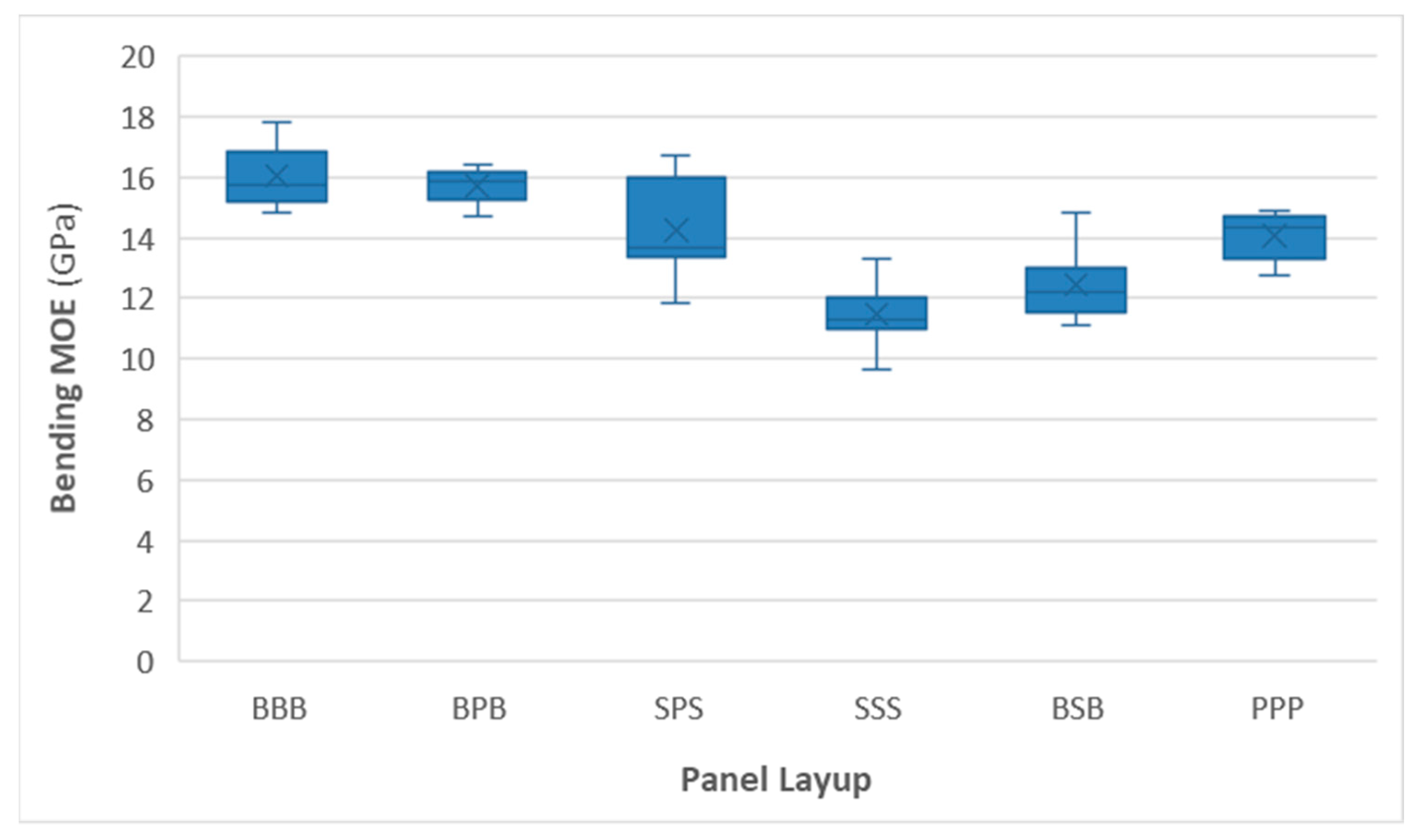
- Spruce (MOE = 11,480 MPa and MOR = 45.19 MPa);
- (2)
- Poplar (MOE = 14,070 MPa and MOR = 78.72 MPa);
- (3)
- Beech (MOE = 16,040 MPa and MOR = 110.10 MPa).
- (1)
- Beech–spruce–beech (MOE = 12,450 MPa and MOR = 55.23 MPa);
- (2)
- Spruce–poplar–spruce (MOE = 14,260 MPa and MOR = 60.51 MPa);
- (3)
- Beech–poplar–beech (MOE = 15,700 MPa and MOR = 108.73 MPa).
4. Conclusions
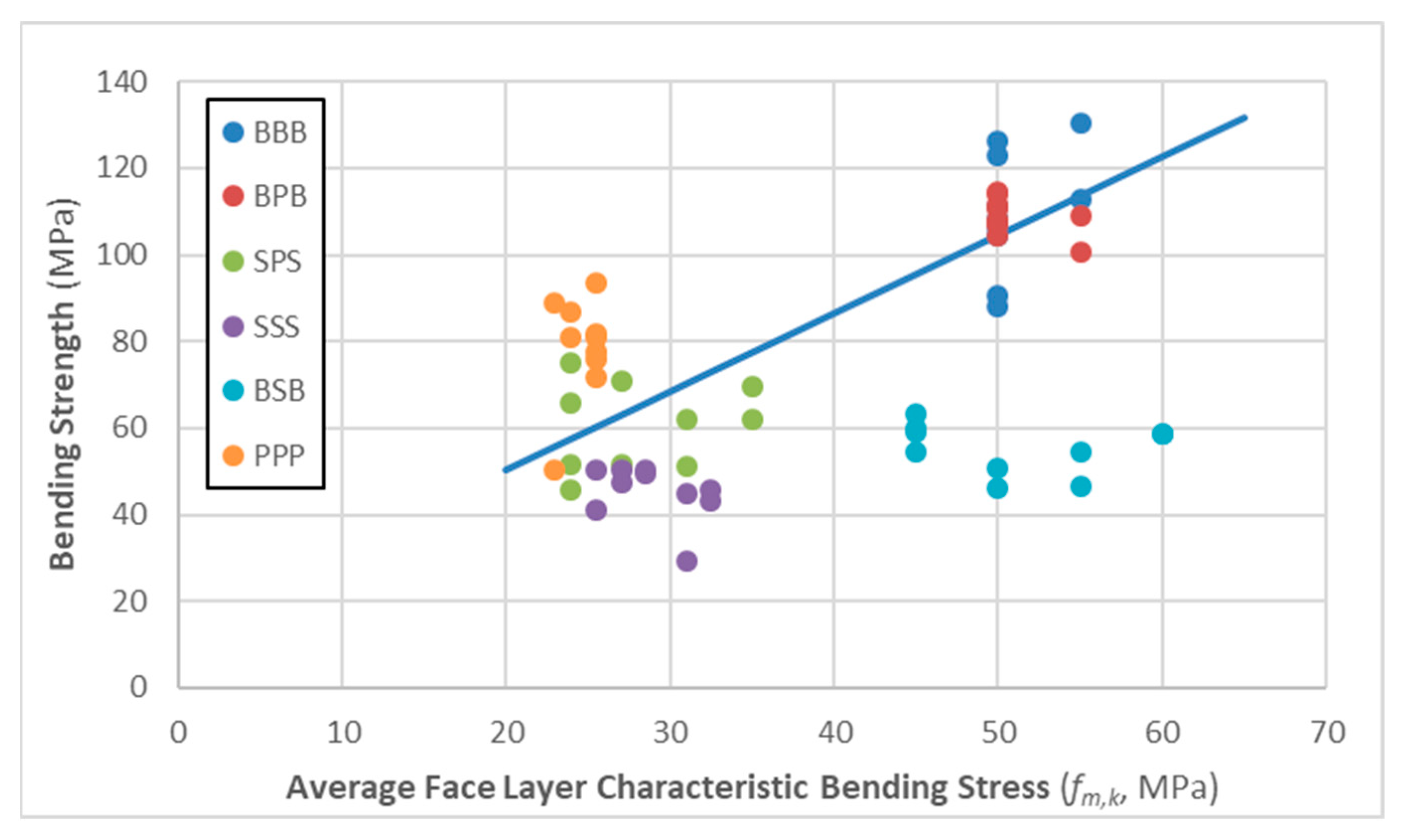
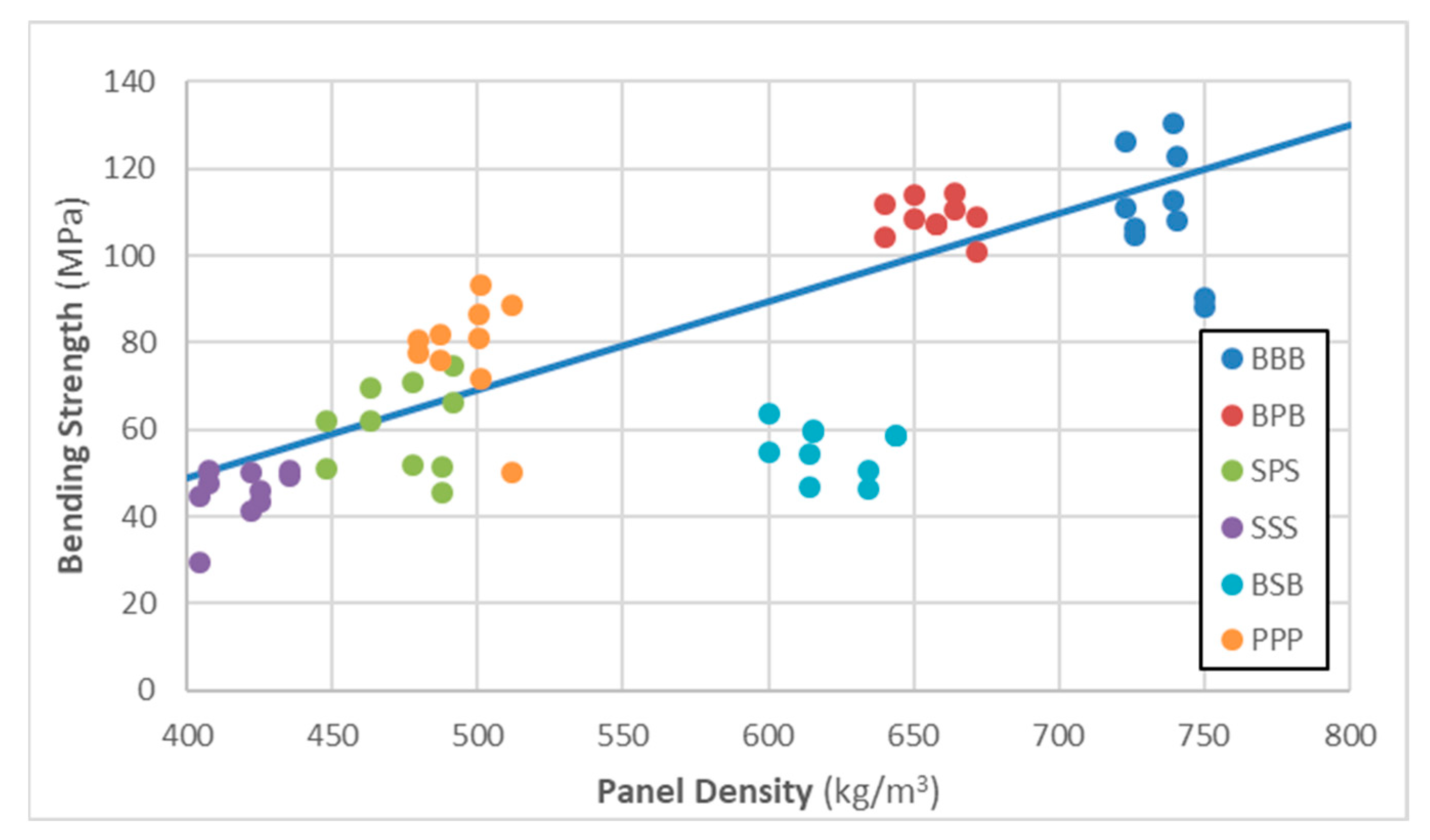
- The best predictor of the mechanical performance of the panels was overall panel density rather than the face layer’s strength class. Hybrid beech and spruce panels did not follow this trend, showing substantially worse performance compared to their average density due to inadequate bonding between the layers.
- Spruce panels used as controls in the experiment showed relatively low performance, corresponding to low-grade commercial CLT. This is most likely due to the low density of the raw material used in the experiment.
- Homogeneous poplar panels performed as well as or better than commercially available European softwood CLT panels. This is based on relatively high-density raw poplar materials, and this shows that high-quality poplar may be a viable alternative for CLT production; producing CLT may be a good opportunity for the value-added utilization of poplar.
- Homogeneous beech, as well as hybrid beech–poplar CLT, far outperformed even high-grade commercial CLT, especially in terms of the MOR. This indicates the excellent potential of high-density hardwood species in creating high-performance construction panels.
- Experimental hybrid beech–spruce CLT panels seriously underperformed compared to its high-density and high-strength face layers. This is due to insufficient glueline strength, which is most likely caused by the large density differences between the two species, combined with the general gluing issues of beech.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, M.; Huzita, T.; Murano, A.; Goh, C.S.; Kayo, C. Economic Ripple Effects Analysis of Cross-Laminated Timber Manufacturing in Japan. Forests 2023, 14, 492. [Google Scholar] [CrossRef]
- Brandner, R.; Flatscher, G.; Ringhofer, A.; Schickhofer, G.; Thiel, A. Cross Laminated Timber (CLT): Overview and Development. Eur. J. Wood Wood Prod. 2016, 74, 331–351. [Google Scholar] [CrossRef]
- Molnár, S.; Bariska, M. Wood Species of Hungary; Szaktudás Kiadó Ház Zrt: Budapest, Hungary, 2020. [Google Scholar]
- Marko, G.; Bejo, L.; Takats, P. Cross-Laminated Timber Made of Hungarian Raw Materials. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Miskolc-Lillafüred, Hungary, 6–10 October 2014; Volume 123. [Google Scholar] [CrossRef]
- Crovella, P.; Smith, W.; Bartczak, J. Experimental Verification of Shear Analogy Approach to Predict Bending Stiffness for Softwood and Hardwood Cross-Laminated Timber Panels. Constr. Build. Mater. 2019, 229, 116895. [Google Scholar] [CrossRef]
- Franke, S. Mechanical Properties of Beech CLT. In Proceedings of the WCTE 2016—World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Hassler, C.; McNeel, J.F.; Denes, L.; Norris, J.; Bencsik, B. Challenges Facing the Development and Market Introduction of Hardwood Cross-Laminated Timbers. For. Prod. J. 2022, 72, 276–283. [Google Scholar] [CrossRef]
- Hematabadi, H.; Madhoushi, M.; Khazaeian, A.; Ebrahimi, G. Structural Performance of Hybrid Poplar-Beech Cross-Laminated-Timber (CLT). J. Build. Eng. 2021, 44, 102959. [Google Scholar] [CrossRef]
- Adhikari, S.; Quesada, H.; Bond, B. Tom Hammett Potential of Hardwood Lumber in Cross Laminated Timber in North America: A CLT Manufacturer’s Perspective. Mass Timber Constr. J. 2020, 3, 1–9. [Google Scholar]
- Espinoza, O.; Buehlmann, U. Cross-Laminated Timber in the USA: Opportunity for Hardwoods? Curr. For. Rep. 2018, 4, 1–12. [Google Scholar] [CrossRef]
- Zöllig, S. Flachdecken Mit Grossem Stützenraster; Biel. 2013. Available online: https://www.forum-holzbau.com/pdf/hbt13_zoellig.pdf (accessed on 11 October 2023).
- Hovanec, D. Effect of Wood Characteristics on Adhesive Bond Quality of Yellow-Poplar for Use in Cross-Laminated Timbers, in Forestry and Natural Resources; West Virginia University: Morgantown, WV, USA, 2015. [Google Scholar]
- Mohamadzadeh, M.; Hindman, D. Mechanical Performance of Yellow-Poplar Cross Laminated Timber. 2015. Available online: http://hdl.handle.net/10919/64863 (accessed on 11 October 2023).
- ANSI/APA PRG 320-2012; Standard for Performance Rated Cross-Laminated Timber. ANSI: New York, NY, USA, 2012.
- Torno, S.; van de Kuilen, J.-W. Untersuchungen Zur Bereitstellung von Lamellen Aus Buchen- Und Eschenholz Für Die Produktion von Brettschichtholz. In Proceedings of the Vorträge, Kurzfassungen; Kuratorium für Forstliche Forschung 19. Statusseminar, Friesing, Germany, 15 April 2015; pp. 11–12. [Google Scholar]
- Kramer, A.; Barbosa, A.R.; Sinha, A. Viability of Hybrid Poplar in ANSI Approved Cross-Laminated Timber Applications. J. Mater. Civ. Eng. 2014, 26, 06014009. [Google Scholar] [CrossRef]
- Callegari, G.; Cremonini, C.; Rocco, V.M.; Spinelli, A.; Zanuttini, R. The Production of Hardwood X-Lam Panels to Valorise the Forest-Wood Chain in Piemonte (Italy). In Proceedings of the 11th World Conference on Timber Engineering 2010, WCTE 2010, Trentino, Italy, 20–24 June 2010; Volume 2. [Google Scholar]
- EN 789:2004; Timber Structures—Tests Methods—Determination of Mechanical Properties of Wood Based Panels. European Committee for Standardisation: Brussels, Belgium, 2004.
- Komán, S.; Varga, D. Nyártermesztés Magyarországon (Poplar Plantation in Hungary). In Proceedings of the VII. Kari Tudományos Konferencia (7th Faculty Scientific Conference); Király, G., Facskó, F., Eds.; University of Sopron, Faculty of Forestry: Sopron, Hungary, 2019; pp. 122–127. [Google Scholar]
- Kłosińska, T. American Tulipwood (Liriodendron tulipifera L.) as an Innovative Material in CLT Technology. Ann. WULS For. Wood Technol. 2021, 115, 18–28. [Google Scholar] [CrossRef]
- Waugh, A. The Future of Mass Timber Buildings. In Proceedings of the Mass Timber Conference 2017, Portland, OR, USA, 27–29 March 2017. [Google Scholar]
- Jeitler, G.; Augustin, M.; Schickhofer, G. BIRCH GLT&CLT: Mechanical Properties of Glued Laminated TIMBER and Cross Laminated TIMBER Produced with the Wood Species Birch. In Proceedings of the WCTE 2016—World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Ramage, M.H.; Burridge, H.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.U.; Wu, G.; Yu, L.; Fleming, P.; Densley-Tingley, D.; et al. The Wood from the Trees: The Use of Timber in Construction. Renew. Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar] [CrossRef]
- MSZ EN 338:2009; Structural Timber—Strength Classes. European Committee for Standardisation: Brussels, Belgium, 2009.
- Dívós, F. Portable Lumber Grader. In Proceedings of the 13th International Symposium on Nondestructive Testing of Wood, Berkeley, CA, USA, 19–21 August 2002; Forest Products Society: Berkeley, CA, USA, 2002. [Google Scholar]
- European Standard. MSZ EN 408_2010+A1_2012; Timber Structures—Structural Timber and Glued Laminated Timber—Determination of Some Physical and Mechanical Properties. ; European Committee for Standardisation: BBrussels, Belgium, 2010.
- Rónai, F.; Somfalvi, G. Fa Tartószerkezetek (Wooden Structures); Műszaki Könyvkiadó: Budapest, Hungary, 1982. [Google Scholar]
- ETA—09/0036; European Technical Assessment (ETA) of MM—Crosslam. Österreichisches Insitut för Bautechnik: Vienna, Austria, 2020.
- ETA-12/0281; European Technical Assessment (ETA) of Hasslacher Cross Laminated Timber. Österreichisches Insitut för Bautechnik:: Vienna, Austria, 2020.
- ETA-20/0023; European Technical Assessment (ETA) of Pfeifer Cross Laminated Timber. Österreichisches Insitut för Bautechnik: Vienna, Austria, 2020.
- ETA-06/0138; European Technical Assessment (ETA) of KLH Cross Laminated Timber. Österreichisches Insitut för Bautechnik: Vienna, Austria, 2020.
- ETA-14/0349; European Technical Assessment (ETA) of Stora Enso Cross Laminated Timber. Österreichisches Insitut för Bautechnik: Vienna, Austria, 2020.
- Das, S.; Gašparík, M.G.; Sethy, A.K.; Niemz, P.; Lagaňa, R.; Kytka, T.; Sviták, M.; Kamboj, G. Suitability of aspen (Populus tremula L.) for cross-laminated timber (clt). Wood Res. 2023, 68, 502–520. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, H.; Chui, Y.H.; Gong, M. Feasilibity of Using Poplar as Cross Layer to Fabricate Cross-Laminated Timber. In Proceedings of the WCTE 2014—World Conference on Timber Engineering, Proceedings, Quebec City, QC, Canada, 10–14 August 2014. [Google Scholar]
- Aicher, S.; Hirsch, M.; Christian, Z. Hybrid Cross-Laminated Timber Plates with Beech Wood Cross-Layers. Constr. Build. Mater. 2016, 124, 1007–1018. [Google Scholar] [CrossRef]
- Vetsch, N. A Performance Evaluation of Cross-Laminated Timber Manufactured With Aspen. 2015. Available online: https://hdl.handle.net/11299/172229 (accessed on 11 October 2023).
- Gereke, T.; Niemz, P. Moisture-Induced Stresses in Spruce Cross-Laminates. Eng. Struct. 2010, 32, 600–606. [Google Scholar] [CrossRef]
- Brunetti, M.; Nocetti, M.; Pizzo, B.; Negro, F.; Aminti, G.; Burato, P.; Cremonini, C.; Zanuttini, R. Comparison of Different Bonding Parameters in the Production of Beech and Combined Beech-Spruce CLT by Standard and Optimized Tests Methods. Constr. Build. Mater. 2020, 265, 120168. [Google Scholar] [CrossRef]
- Li, X.; Ashraf, M.; Kafle, B.; Subhani, M. Effect of Fibre Orientation on the Bond Properties of Softwood and Hardwood Interfaces. Buildings 2023, 13, 1011. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Orientation | BBB | BPB | SPS | SSS | BSB | PPP | |
|---|---|---|---|---|---|---|---|
| Top Layer | Longitudinal | Beech | Beech | Spruce | Spruce | Beech | Poplar |
| Middle Layer | Crossband | Beech | Poplar | Poplar | Spruce | Spruce | Poplar |
| Bottom Layer | Longitudinal | Beech | Beech | Spruce | Spruce | Beech | Poplar |
| Source | SS | doF | MS | F | p |
|---|---|---|---|---|---|
| Intercept | 2752 | 1 | 2752 | 30.59 | 0.000 |
| Panel | 23,271 | 5 | 4654 | 51.72 | 0.000 |
| Lamella | 1.74 | 1 | 1.74 | 0.019 | 0.890 |
| Error | 4769 | 53 | 89.98 |
| Panels | Lamella Strength Classes | MOE (MPa) | MOR 1 (MPa) |
|---|---|---|---|
| BBB | D40 to D60 | 16,040 | 89.2 |
| BPB | face: D40 to D60 core: C18 to C24 | 15,700 | 102.4 |
| SPS | face: C24 to C35 core: C18 to C24 | 14,260 | 48.1 |
| SSS | face: C24 to C35 core: C20 to C24 | 11,480 | 34.5 |
| BSB | face: D40 to D60 core: C20 to C24 | 12,450 | 46.4 |
| PPP | face: C22 to C27 core: C18 to C24 | 14,070 | 59.9 |
| MM-Holz 1 [28] | C24/T14 | 11,600 | 24.6 |
| MM-Holz 2 [28] | C30/T18 | 12,600 | 30.7 |
| Hasslacher 1 [29] | CL26E11.8 | 11,800 | 24.6 |
| Hasslacher 2 [29] | CL36E14.7 | 14,700 | 33.5 |
| Pfeifer [30] | Face layer: C24 Core layer: C16 ≤ 10%; C24 ≥ 90% | 11,000 | 24.0 |
| KLH [31] | C16 ≤ 10%; C24 ≥ 90% | 12,000 | 24.0 |
| Stora Enso 1 [32] | C16/T11 | 8000 | 16.4 |
| Stora Enso 2 [32] | C24/T14 | 12,000 | 24.6 |
| Mechanical Properties | SSS | SPS | PPP | Homogeneous Poplar [16] | Homogeneous Aspen [33] | D.fir- Poplar- D. fir [34] |
|---|---|---|---|---|---|---|
| MOE (MPa) | 11,480 | 14,260 | 14,070 | 7360 | 7907 to 8183 | 8070 |
| MOR (MPa) | 45.19 | 60.51 | 78.72 | 26 | 30.35 to 31.29 | 31.56 |
| Mechanical Properties | BBB | BPB | BSB | Homogeneous Beech [6] | Spruce-Beech-Spruce [35] | Poplar-Beech-Poplar [8] |
|---|---|---|---|---|---|---|
| MOE (MPa) | 16,040 | 15,700 | 12,450 | 12,306 | 10,400 | 880 |
| MOR (MPa) | 110.10 | 108.73 | 55.23 | 43.8 | 46.6 | 12.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Altaher Omer Ahmed, A.; Garab, J.; Horváth-Szováti, E.; Kozelka, J.; Bejó, L. The Bending Properties of Hybrid Cross-Laminated Timber (CLT) Using Various Species Combinations. Materials 2023, 16, 7153. https://doi.org/10.3390/ma16227153
Altaher Omer Ahmed A, Garab J, Horváth-Szováti E, Kozelka J, Bejó L. The Bending Properties of Hybrid Cross-Laminated Timber (CLT) Using Various Species Combinations. Materials. 2023; 16(22):7153. https://doi.org/10.3390/ma16227153
Chicago/Turabian StyleAltaher Omer Ahmed, Ahmed, József Garab, Erika Horváth-Szováti, János Kozelka, and László Bejó. 2023. "The Bending Properties of Hybrid Cross-Laminated Timber (CLT) Using Various Species Combinations" Materials 16, no. 22: 7153. https://doi.org/10.3390/ma16227153
APA StyleAltaher Omer Ahmed, A., Garab, J., Horváth-Szováti, E., Kozelka, J., & Bejó, L. (2023). The Bending Properties of Hybrid Cross-Laminated Timber (CLT) Using Various Species Combinations. Materials, 16(22), 7153. https://doi.org/10.3390/ma16227153