
Reliability Prediction of Near-Isothermal Rolling of TiAl Alloy Based on Five Neural Network Models

Abstract
:1. Introduction
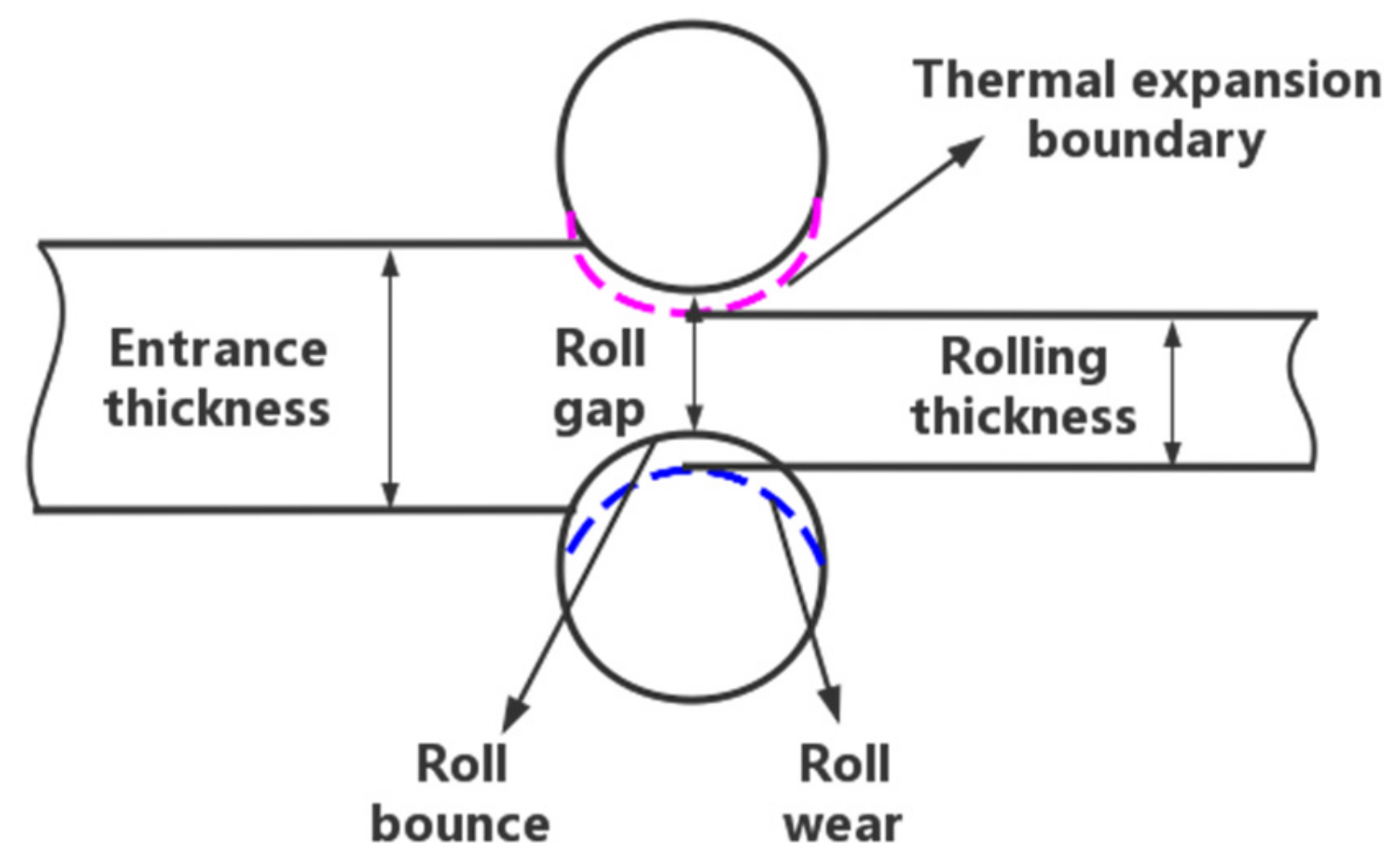
2. Theoretical Model of Strip Thickness
2.1. The Mill Bounces
2.2. Mill Wear Compensation Value
2.3. Roll Thermal Expansion Compensation Value
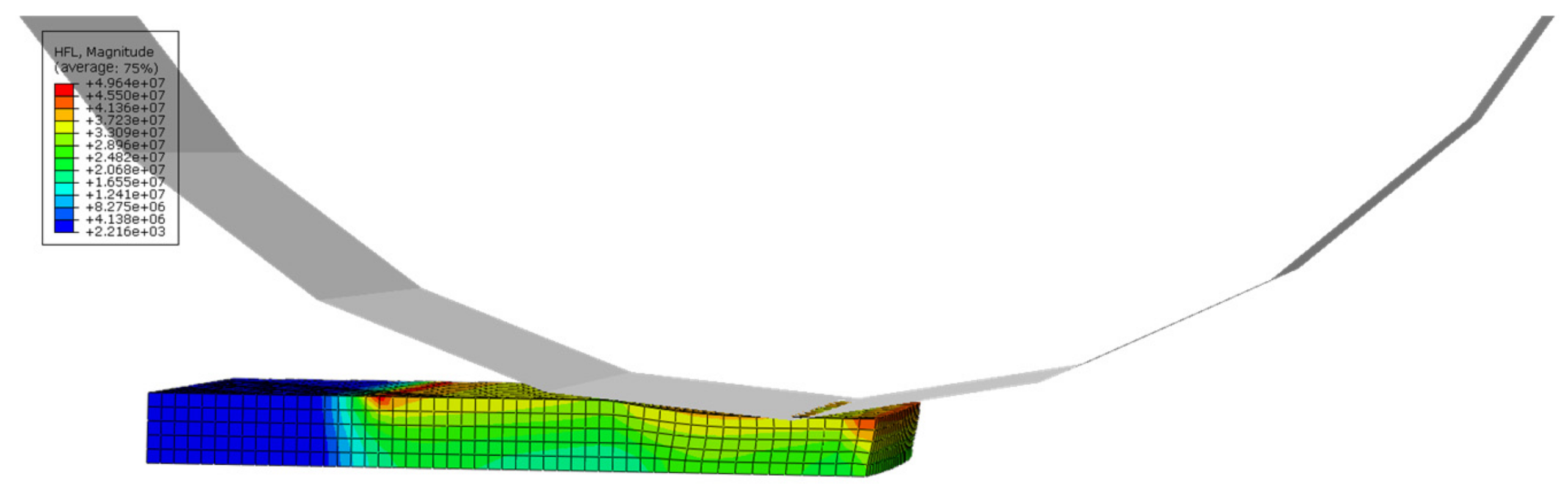
3. Finite Element Model
4. Artificial Neural Network Prediction Model
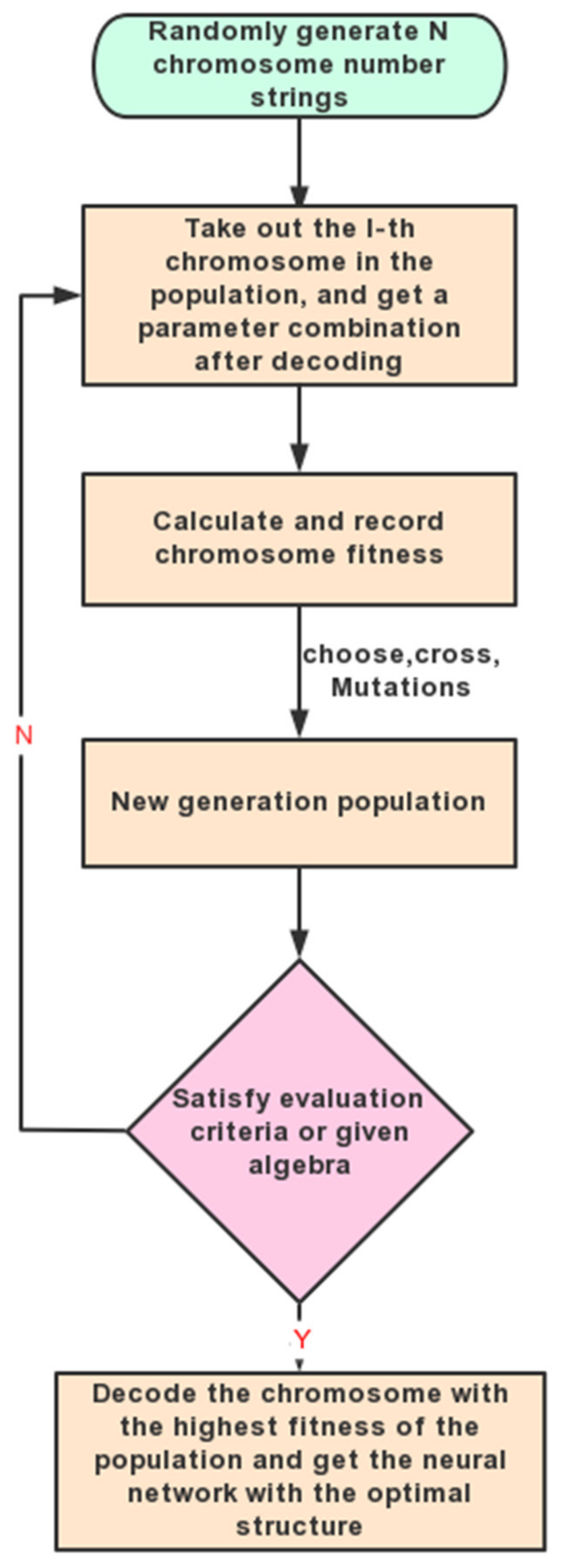
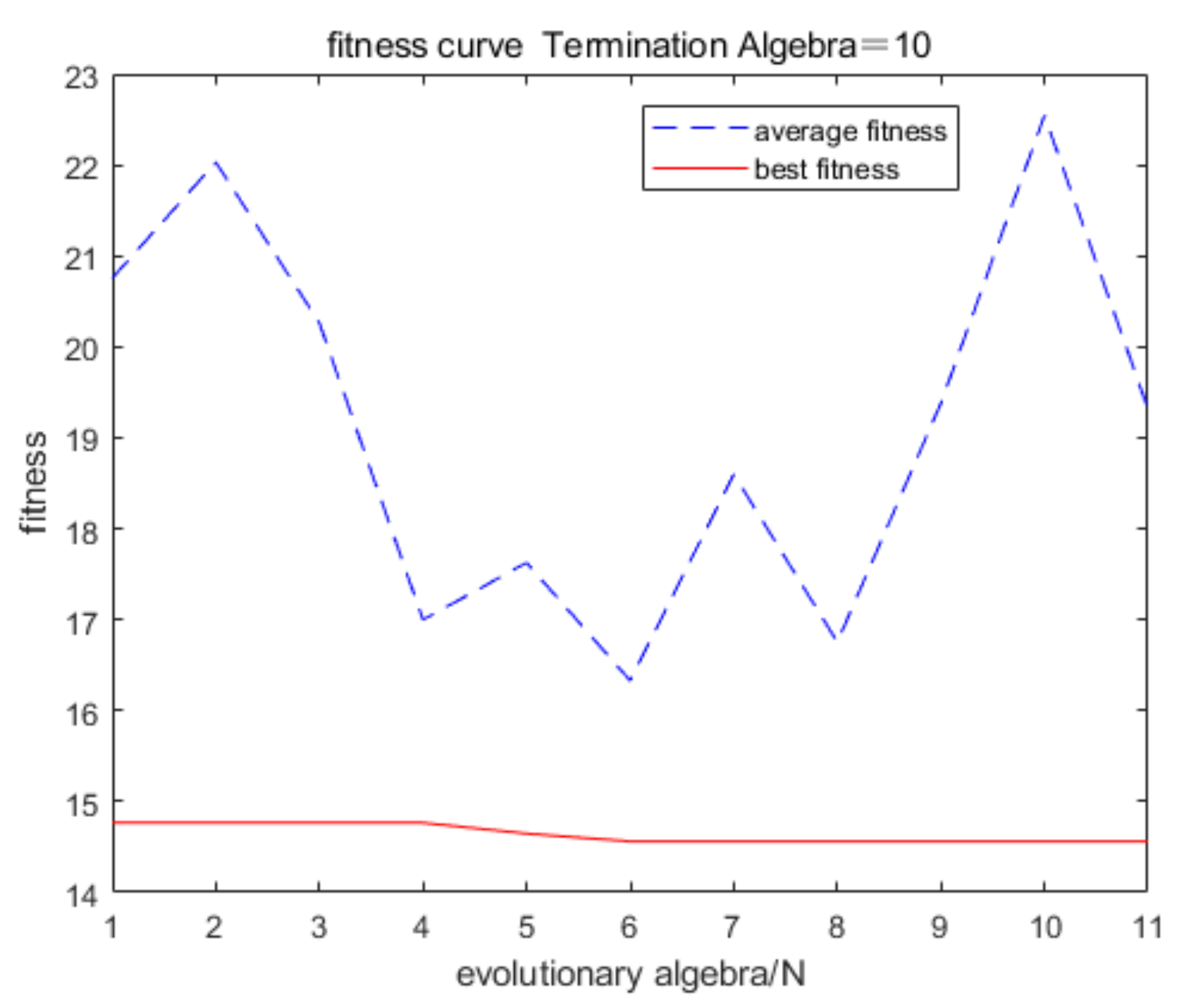
4.1. Introduction to Genetic Algorithm
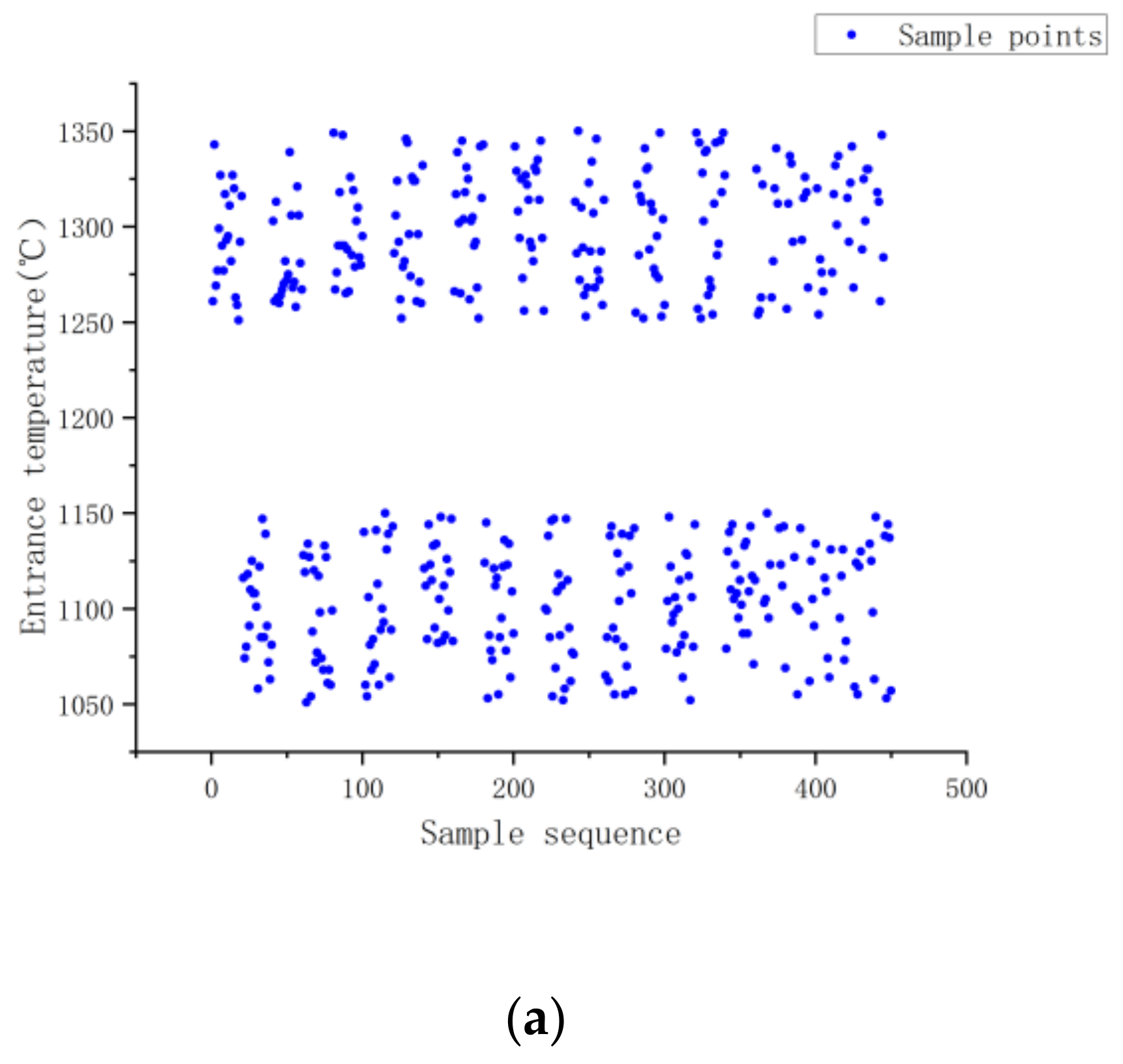
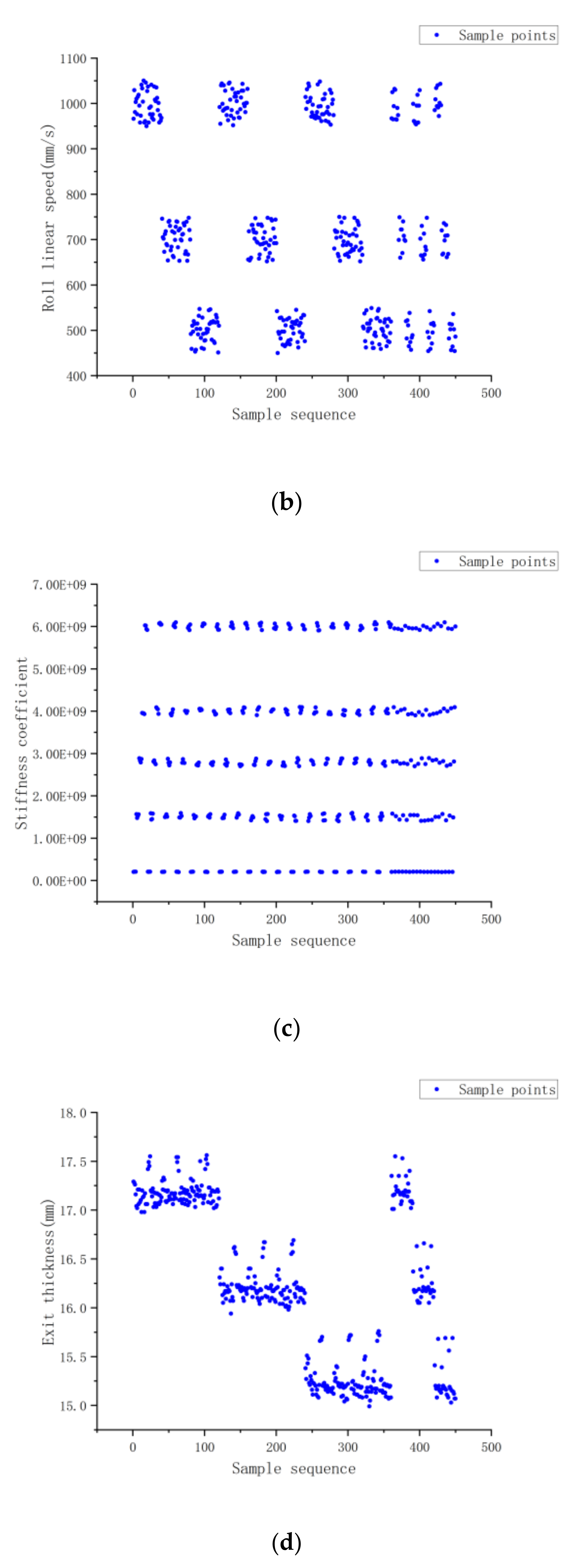
4.2. Determination of the Neural Network Input Parameters
4.3. Determination of the Number of Hidden Layer Units in Neural Network
5. Analysis and Discussion of Prediction Model
6. Conclusions
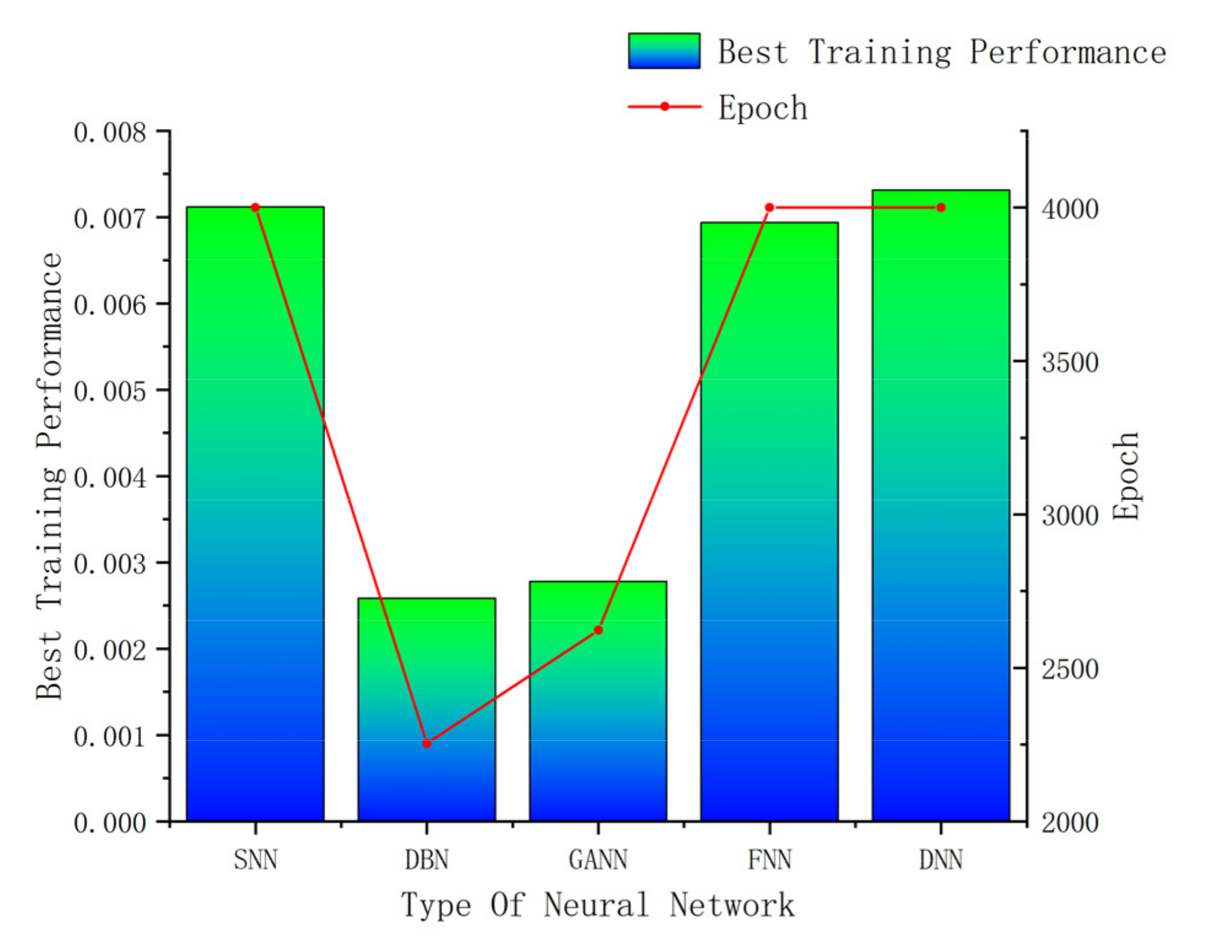
- (1)
- After comparison, the GANN model has high prediction accuracy, with a maximum prediction error of only 0.18 mm, an average prediction error of 0.05 mm, and a root mean square error of 0.0064;
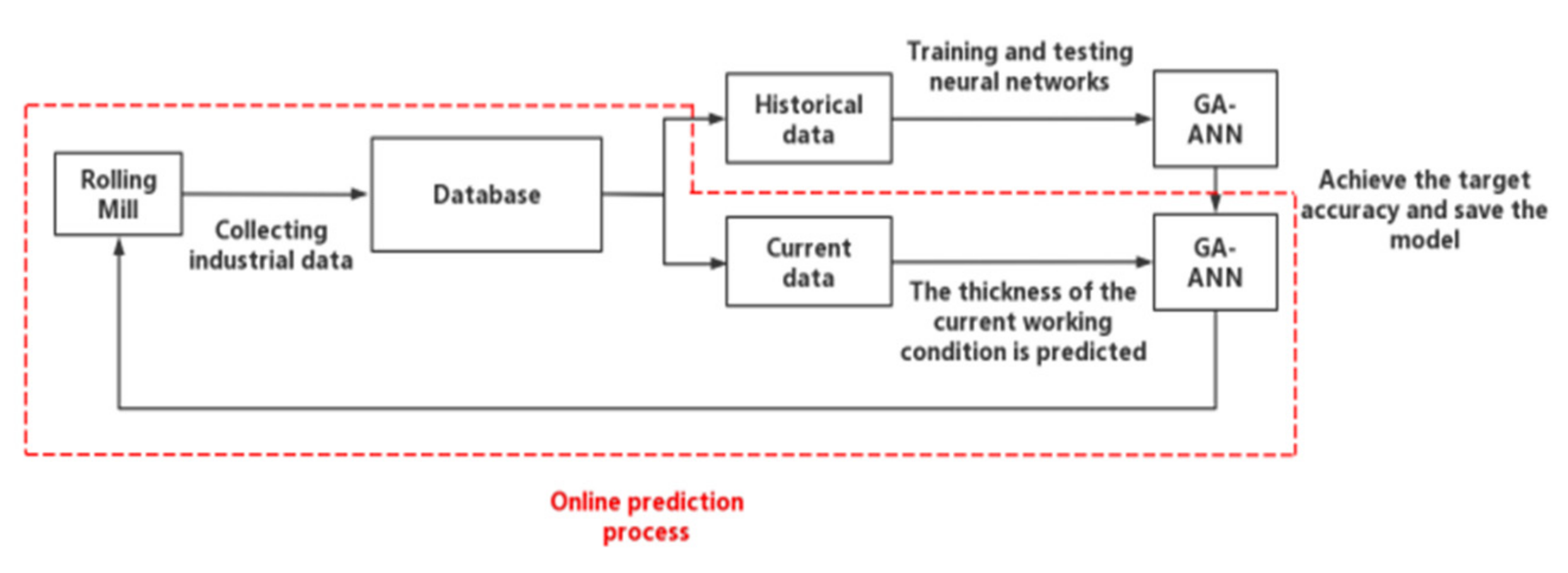
- (2)
- The GANN model has the function of online monitoring, with a training time of 1.8457 ± 1.2359 s and a testing time of 0.01284 ± 0.01157 s;
- (3)
- As the rolling speed increases, the entrance temperature increases, the stiffness coefficient increases, and the outlet thickness decreases;
- (4)
- Neural networks have the characteristic of fast response, and using this powerful tool to create more intelligent devices for human society will have a significant impact on the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55. [Google Scholar] [CrossRef]
- Zhang, W.J.; Reddy, B.V.; Deevi, S.C. Physical properties of TiAlbase alloys. Scr. Mater. 2001, 45, 645. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Ye, Y.; Sun, J.F. Present Status for Rolling TiAl Alloy Sheet. Acta Metall. Sin. 2022, 58, 965–978. [Google Scholar] [CrossRef]
- Cheng, G.; Liu, L.; Qiang, X.; Liu, Y. Industry 4.0 development and application of intelligent manufacturing. In Proceedings of the International Conference on Information System and Artifificial Intelligence (ISAI), Hong Kong, China, 24–26 June 2016; pp. 407–410. [Google Scholar]
- Zhang, Y.; Qian, C.; Lv, J.; Liu, Y. Agent and cyber-physical system based self-organizing and self-adaptive intelligent shopflfloor. IEEE Trans. Ind. Inf. 2017, 13, 737–747. [Google Scholar] [CrossRef]
- Vachalek, J.; Bartalsky, L.; Rovn, O.; Sismisova, D.; Morhac, M.; Loksik, M. The digital twin of an industrial production line within the industry 4.0 concept. In Proceedings of the 21st International Conference on Process Control (PC), Štrbské Pleso, Slovakia, 6–9 June 2017; pp. 258–262. [Google Scholar]
- Uhlemann, T.-H.-J.; Lehmann, C.; Steinhilper, R. The digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Stecken, J.; Bartelt, M.; Kuhlenkötter, B. Creating and using digital twins within simulation environments. In Tagungsband des 4. Kongresses Montage Handhabung Industrieroboter; Springer: Berlin/Heidelberg, Germany, 2019; pp. 34–43. [Google Scholar]
- Zhou, F.Q.; Cao, J.G.; Zhang, J.; Yin, X.Q.; Jia, S.H.; Zeng, W. Prediction model of rolling force for tandem cold rolling mill based on neural networks and mathematical models. J. Cent. South Univ. 2006, 37, 1155–1160. [Google Scholar]
- Guo, L.W.; Yang, Q.; Guo, L. Comprehensive parameters selfadapting for a rolling force model of tandem cold rolling process control. J. Univ. Sci. Technol. Beijing 2007, 29, 413–416. [Google Scholar] [CrossRef]
- Li, J.H.; Zhou, T.R.; Zheng, R. Prediction of mechanical properties of cold-rolled ribbed bar based on neural network. China Mech. Eng. 2006, 15, 1580–1582. [Google Scholar]
- Bagheripoor, M.; Bisadi, H. Application of artifificial neural networks for the prediction of roll force and roll torque in hot strip rolling process. Appl. Math. Model 2013, 37, 4593–4607. [Google Scholar] [CrossRef]
- Wu, S.; Cao, G.; Zhou, X.; Shi, N.; Liu, Z. High dimensional data-driven optimal design for hot strip rolling of C-Mn steels. ISIJ Int. 2017, 57, 1213–1220. [Google Scholar] [CrossRef]
- Zhang, F.Q.; Wu, S.Y.; Wang, Y.O.; Xiong, R.; Ding, G.Y.; Mei, P.; Liu, L.Y. Application of Quantum Genetic Optimization of LVQ Neural Network in Smart City Traffic Network Prediction. IEEE Access 2020, 8, 104555–104564. [Google Scholar] [CrossRef]
- Lin, H.; Zhao, J.; Liang, S.; Kang, H. Prediction model for stock price trend based on convolution neural network. J. Intell. Fuzzy Syst. 2020, 39, 4999–5008. [Google Scholar] [CrossRef]
- Son, J.S.; Lee, D.M.; Kim, I.S.; Choi, S.G. A study on on-line learning neural network for prediction for rolling force in hot-rolling mill. J. Mater. Process. Technol. 2005, 164, 1612–1617. [Google Scholar] [CrossRef]
- Wang, Z.H.; Zhang, D.H.; Gong, D.Y.; Peng, W. A New Data-driven Roll Force and Roll Torque Model Based on FEM and Hybrid PSO-ELM for Hot Strip Rolling. ISIJ Int. 2019, 59, 1604–1613. [Google Scholar] [CrossRef]
- Liu, J.; Liu, X.; Tuan, L.B. Rolling Force Prediction of Hot Rolling Based on GA-MELM. Complexity 2019, 2019, 3476521. [Google Scholar] [CrossRef]
- HXie, B.; Jiang, Z.Y.; Tieu, A.K.; Liu, X.H.; Wang, G.D. Prediction of rolling force using an adaptive neural network model during cold rolling of thin strip. Int. J. Mod. Phys. B 2008, 22, 5723–5727. [Google Scholar]
- Jia, C.Y.; Shan, X.Y.; Niu, Z.P. High precision prediction of rolling force based on fuzzy and nerve method for cold tandem mill. J. Iron Steel Res. Int. 2008, 15, 23–27. [Google Scholar] [CrossRef]
- Hwang, R.; Jo, H.; Kim, K.S.; Hwang, H.J. Hybrid Model of Mathematical and Neural Network Formulations for Rolling Force and Temperature Prediction in Hot Rolling Processes. IEEE Access 2020, 8, 153123–153133. [Google Scholar] [CrossRef]
- Tsang, E.C.; Lee, J.T.; Yeung, D.S. Tuning certainty factor and local weight of fuzzy production rules by using fuzzy neural network. IEEE Trans. Syst. Man Cybern. Part B Cybern. Publ. IEEE Syst. Man Cybern. Soc. 2002, 32, 91–98. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.Y.; Li, H.; He, Z.R. Effective prediction and compensation of pipe bending springback based on machine learning. China Mech. Eng. 2020, 31, 2745–2752. [Google Scholar]
- Han, L.L.; Zhang, L.M.; Meng, L.Q. Neural network prediction of plate mill spread. China Mech. Eng. 2006, 18, 1948–1950. [Google Scholar]
- Wang, Y.Q.; Wang, H.F.; Sun, X.G. Prediction of hot strip coiling temperature based on neural network. China Mech. Eng. 2005, 11, 990–992. [Google Scholar]
- Li, F.F.; Song, Y.; Liu, C. An integrated learning model for predicting mechanical properties of strip and its reliability evaluation. J. Mech. Eng. 2021, 57, 239–246. [Google Scholar]
- Malinov, S.; Sha, W.; Guo, Z. Application of artificial neural network for prediction of time–tempera-temperature–transformation diagrams in titanium alloys. Mater. Sci. Eng. A 2000, 283, 1–10. [Google Scholar] [CrossRef]
- Capdevila, C.; Caballero, F.G.; Andres, C.G. Analysis of effect of alloying elements on martensite start temperature of steels. Mater. Sci. Technol. 2003, 19, 581–586. [Google Scholar] [CrossRef]
- Gunasekera, J.S.; Jia, Z.; Malas, J.C.; Rabelo, L. Development of a neural network mode for a cold rolling process. Artif. Intell. 1998, 11, 597–603. [Google Scholar]
- Dixit, U.S.; Chandra, S. A neural network based methodology for the prediction of roll force and roll torque in fuzzy form for cold flat rolling process. Int. J. Advd. Manuf. Technol. 2003, 22, 883–889. [Google Scholar] [CrossRef]
- Zhu, H.T.; Jiang, Z.Y.; Tieu, A.K.; Wang, G.D. A fuzzy algorithm for flatness control in hot strip mill. J. Mater. Process. Technol. 2003, 140, 123–128. [Google Scholar] [CrossRef]
- Ping, L.; Kemin, X.; Yan, L.; Jianrong, T. Neural network prediction of flow stress of Ti-15-3 alloy under hot compression. J. Mater. Process. Technol. 2004, 148, 235–238. [Google Scholar] [CrossRef]
- Phaniraj, M.P.; Lahiri, A.K. Constitutive modelling of carbon and alloy steels. Mater. Sci. Technol. 2004, 20, 335–338. [Google Scholar] [CrossRef]
- Kapoor, R.; Pal, D.; Chkaravartty, J.K. Use of artificial networks to predict the deformation behavior of Zr–2.5Nb–0.5Cu. J. Mater. Process. Technol. 2005, 169, 199–205. [Google Scholar] [CrossRef]
- Geerdes, W.M.; Alvarado, M.Á.T.; Cabrera-Ríos, M.; Cavazos, A. An Application of Physics-Based and Artificial Neural Networks-Based Hybrid Temperature Prediction Schemes in a Hot Strip Mill. ASME J. Manuf. Sci. Eng. 2008, 130, 014501. [Google Scholar] [CrossRef]
- Serajzadeh, S. Prediction of temperature and velocity distributions during hot rolling using finite elements and neural network. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1069–1075. [Google Scholar] [CrossRef]
- Alaei, H.; Salimi, M.; Nourani, A. Online prediction of work roll thermal expansion in a hot rolling process by a neural network. Int. J. Adv. Manuf. Technol. 2016, 85, 1769–1777. [Google Scholar] [CrossRef]
- Jiang, M.; Li, X.; Wu, J.; Wang, G. A precision on-line model for the prediction of thermal crown in hot rolling processes. Int. J. Heat Mass Transf. 2014, 78, 967–973. [Google Scholar] [CrossRef]
- Li, C.; Xia, Z.; Meng, H.; Sun, J. The Research on Finish Rolling Temperature Prediction Based on Deep Belief Network. In Proceedings of the 2018 3rd International Conference on Mechanical, Control and Computer Engineering (ICMCCE), Huhhot, China, 14–16 September 2018; pp. 651–654. [Google Scholar] [CrossRef]
- Zheng, Y.Z.; Lv, X.M.; Qian, L.; Liu, X.Y. An Optimal Bp Neural Network Track Prediction Method Based on a Ga-Aco Hybrid Algorithm. J. Mar. Sci. Eng. 2022, 10, 1399. [Google Scholar] [CrossRef]
- Li, L.B.; Wu, M.Y.; Liu, X.L.; Cheng, Y.N.; Yu, Y.X. The Prediction of Surface Roughness of Pcbn Turning Gh4169 Based on Adaptive Genetic Algorithm. Integr. Ferroelectr. 2017, 180, 118–132. [Google Scholar] [CrossRef]
- Zhu, C.M.; Yan, C.P.; Xu, X.L.; Wu, G.X. Research on the Application of the Prediction of the Expressway Traffic Flow Based on the Neural Network with Genetic Algorithm. In Proceedings of the 2nd International Conference on Manufacturing Science and Engineering, Guilin, China, 9–11 April 2011; pp. 189–193. [Google Scholar]
- Cao, M.J.; Duan, H.Y.; He, H.; Liu, Y.; Yue, S.Q.; Zhang, Z.W.; Zhao, Y.J. Prediction Model of Low Cycle Fatigue Life of 304 Stainless Steel Based on Genetic Algorithm Optimized Bp Neural Network. Mater. Res. Express 2022, 9, 076511. [Google Scholar] [CrossRef]
- Tajziehchi, K.; Ghabussi, A.; Alizadeh, H. Control and Optimization Against Earthquake by Using Genetic Algorithm. J. Appl. Eng. Sci. 2018, 8, 73–78. [Google Scholar] [CrossRef]
- Liu, C.; Ding, W.; Li, Z.; Yang, C. Prediction of high-speed grinding temperature of titanium matrix composites using BP neural network based on PSO algorithm. Int. J. Adv. Manuf. Technol. 2016, 89, 2277–2285. [Google Scholar] [CrossRef]
- Son, J.S.; Lee, D.M.; Kim, I.S.; Choi, S.K. A study on genetic algorithm to select architecture of a optimal neural network in the hot rolling process. J. Mater. Process. Technol. 2004, 153, 643–648. [Google Scholar] [CrossRef]
- Sun, L.J.; Shao, C.; Zhang, L. A strip thickness prediction method of hot rolling based on D_S information reconstruction. J. Central South Univ. 2015, 22, 2192–2200. [Google Scholar] [CrossRef]
- Zeng, B.; Luo, C.; Liu, S.F.; Li, C. A novel multi-variable grey forecasting model and its application in forecasting the amount of motor vehicles in Beijing. Comput. Ind. Eng. 2016, 101, 479–489. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Gray Relation |
|---|---|
| Rolling speed | 0.984856 |
| Inlet temperature | 0.986253 |
| Stiffness Coefficient | 0.995423 |
| Reduction rate | 0.99867 |
| Number of Hidden Layer Elements | Total Error |
|---|---|
| 1 | 1.1974 |
| 2 | 0.7901 |
| 3 | 0.5174 |
| 4 | 0.5815 |
| 5 | 0.4809 |
| 6 | 0.4458 |
| 7 | 0.5813 |
| 8 | 0.5776 |
| 9 | 0.5702 |
| 10 | 0.5977 |
| Algorithm | Transfer Functions |
|---|---|
| SNN | Compet-logsig-poslin |
| DNN | Purelin-radbas-logsig |
| DBN | Satlins-purelin-logsig |
| GANN | Trainlm-tansig-purelin |
| FNN | Radbas-satlins-compet |
| Algorithm | RMSE |
|---|---|
| SNN | 0.0168 |
| DNN | 0.0154 |
| DBN | 0.0132 |
| GANN | 0.0064 |
| FNN | 0.0153 |
| Algorithm | Training Time (s) | Testing Time (s) |
|---|---|---|
| SNN | 1.8569 ± 1.3547 | 0.01352 ± 0.01536 |
| DNN | 7.6524 ± 3.6528 | 0.02549 ± 0.01626 |
| DBN | 50.3521 ± 5.2169 | 0.01529 ± 0.01752 |
| GANN | 1.8457 ± 1.2359 | 0.01284 ± 0.01157 |
| FNN | 10.5821 ± 2.5674 | 0.02463 ± 0.01784 |
| Algorithm | Max Prediction Error (mm) | Total Forecast Error (mm) |
|---|---|---|
| DBN | 0.1911 | 4.5776 |
| DNN | 0.2934 | 8.0541 |
| SNN | 0.3203 | 8.0829 |
| GANN | 0.1838 | 4.4577 |
| FNN | 0.3191 | 8.9736 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, W.; Du, F. Reliability Prediction of Near-Isothermal Rolling of TiAl Alloy Based on Five Neural Network Models. Materials 2023, 16, 6709. https://doi.org/10.3390/ma16206709
Lian W, Du F. Reliability Prediction of Near-Isothermal Rolling of TiAl Alloy Based on Five Neural Network Models. Materials. 2023; 16(20):6709. https://doi.org/10.3390/ma16206709
Chicago/Turabian StyleLian, Wei, and Fengshan Du. 2023. "Reliability Prediction of Near-Isothermal Rolling of TiAl Alloy Based on Five Neural Network Models" Materials 16, no. 20: 6709. https://doi.org/10.3390/ma16206709
APA StyleLian, W., & Du, F. (2023). Reliability Prediction of Near-Isothermal Rolling of TiAl Alloy Based on Five Neural Network Models. Materials, 16(20), 6709. https://doi.org/10.3390/ma16206709