
The Influence of Heat Treatment Temperature on Tensile Properties of Metal-Bonded Diamond Composites Fabricated via Selective Laser Melting


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
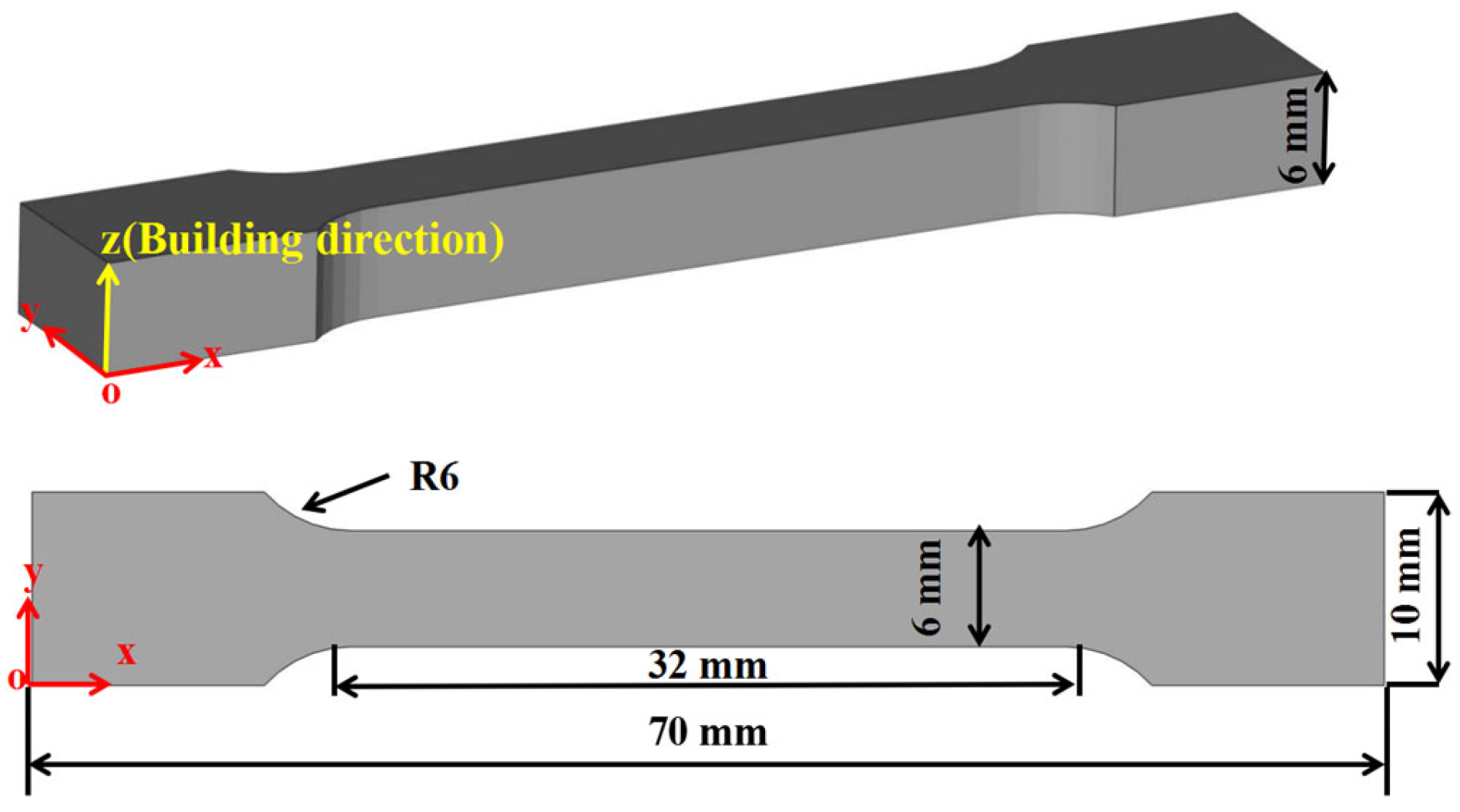
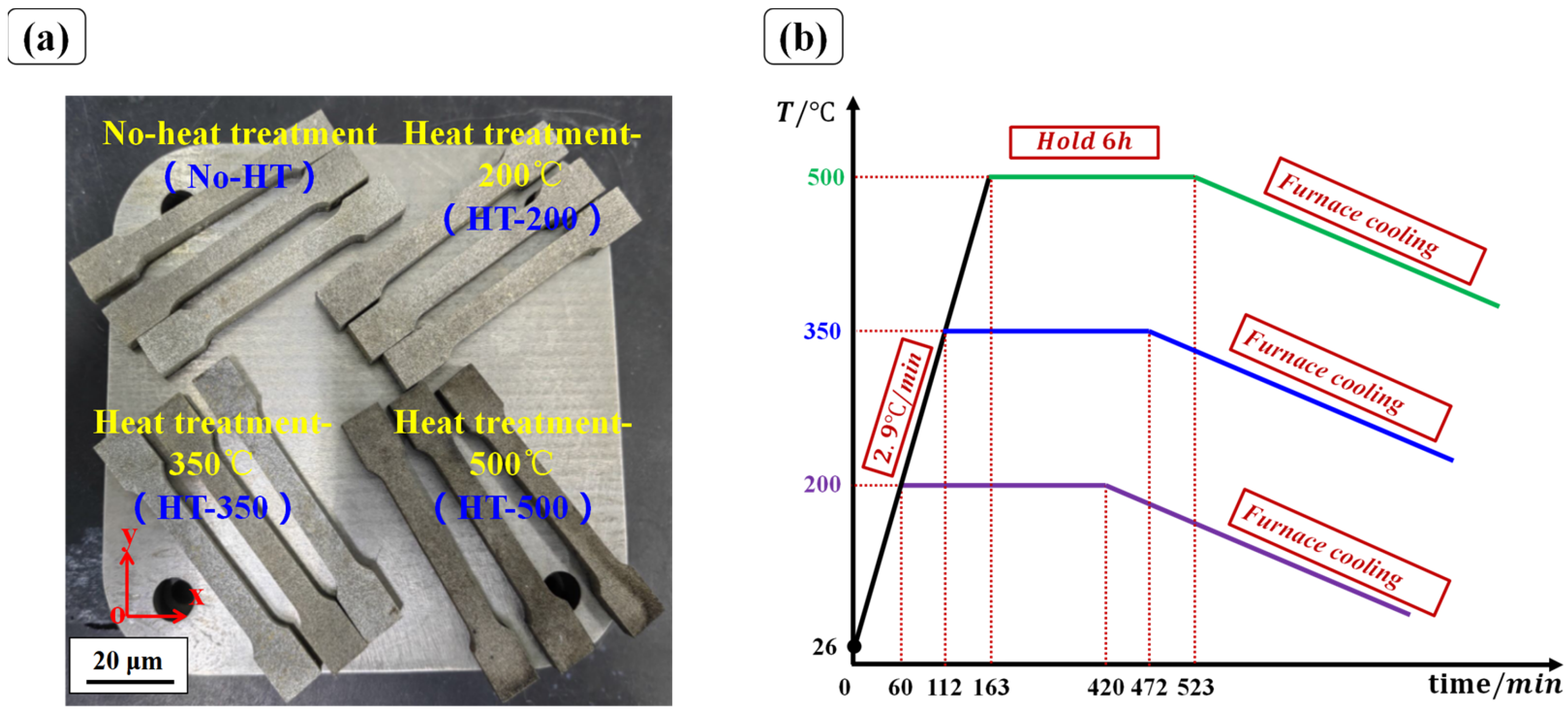
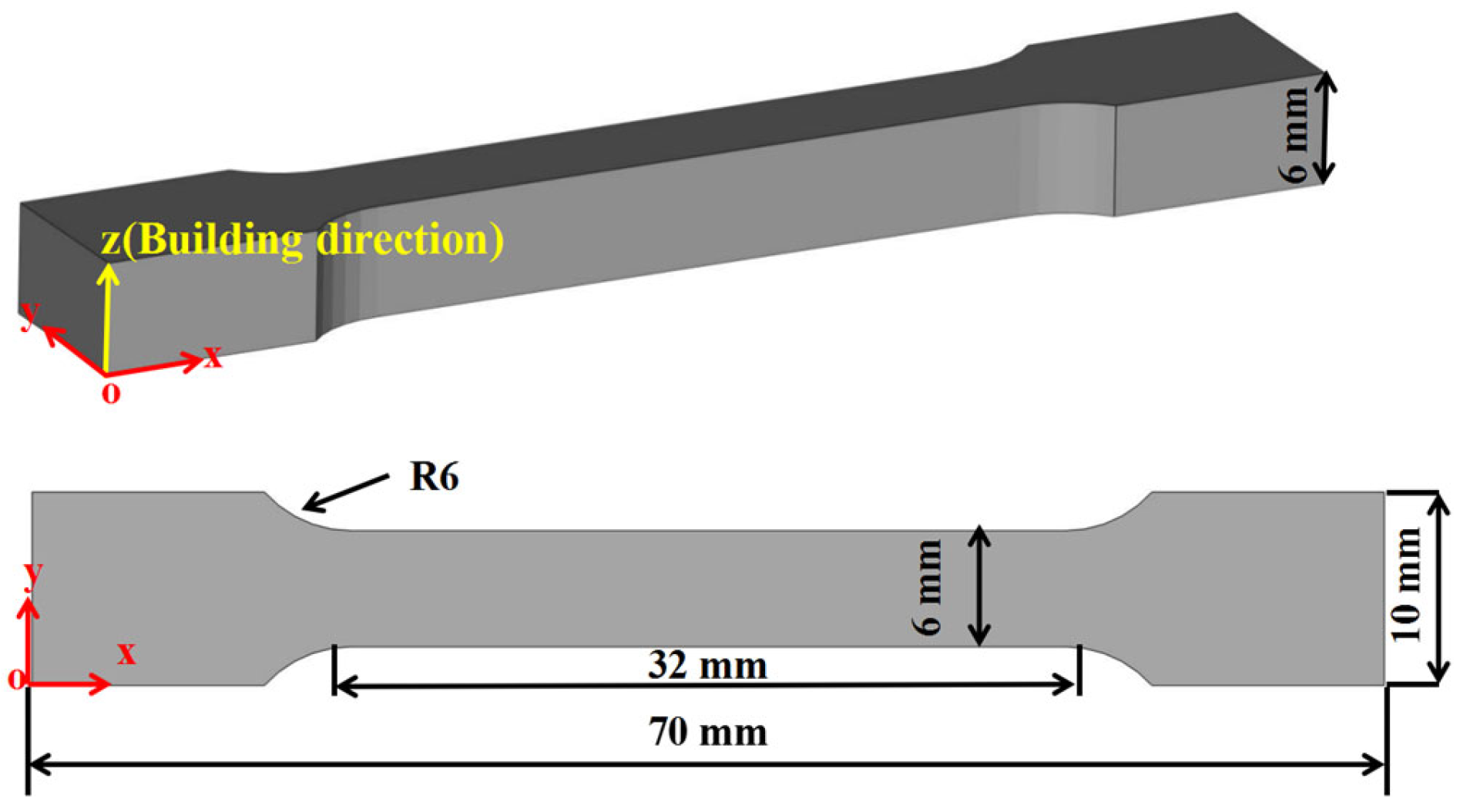
2.1. SLM Fabrication Equipment and Tensile Specimens Preparation
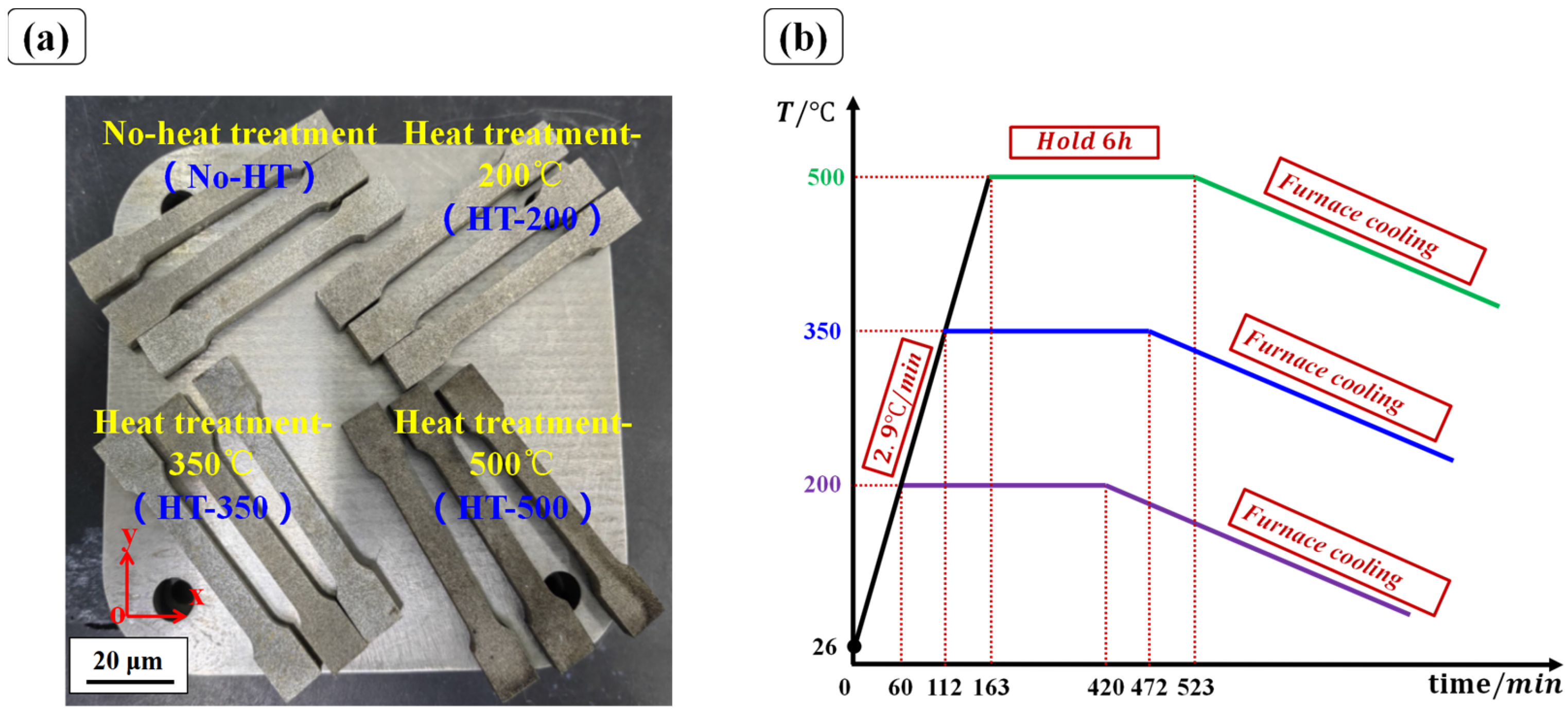
2.2. Heat Treatment Process
2.3. Mechanical Testing and Microstructural Analysis
3. Results and Discussion
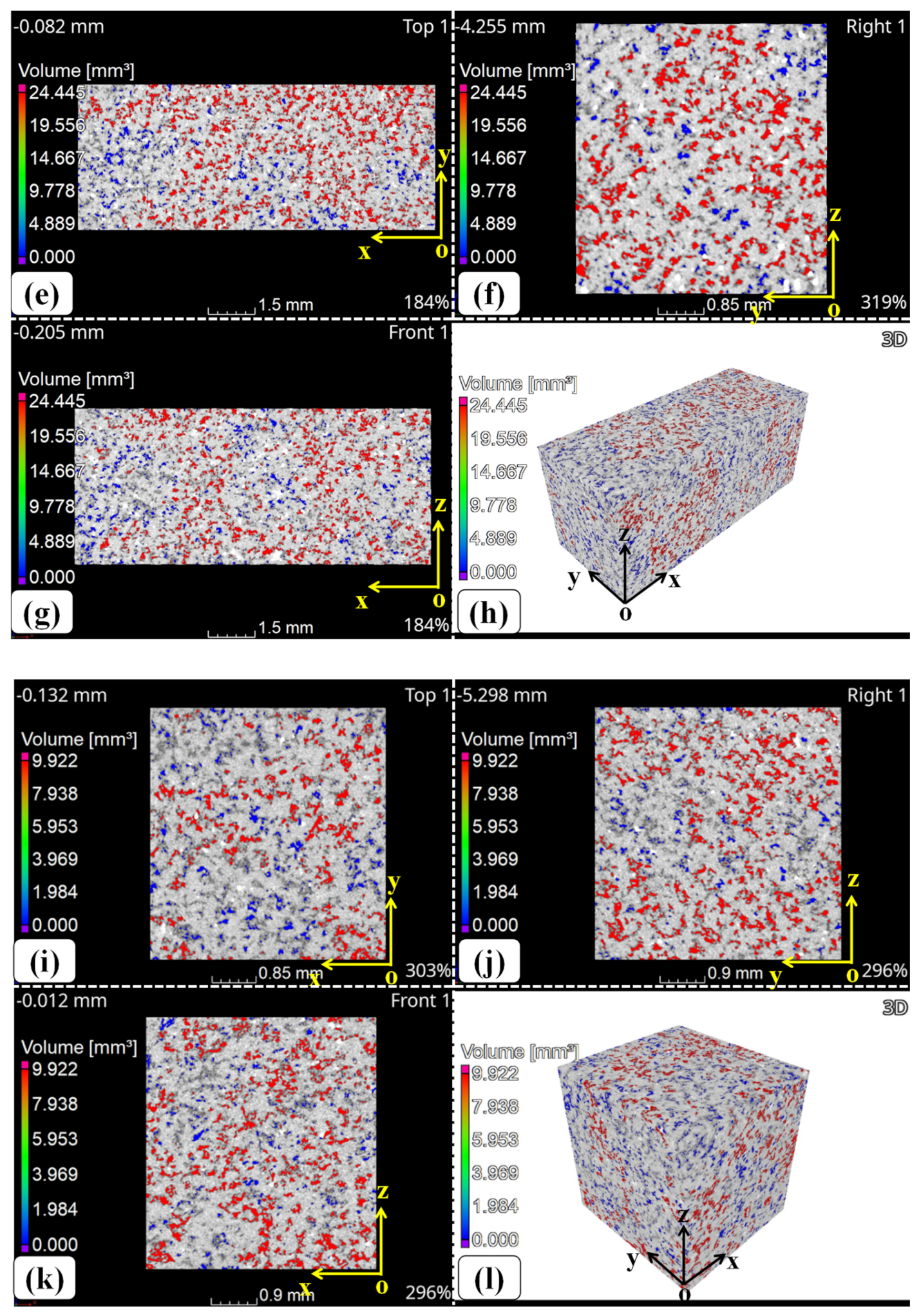
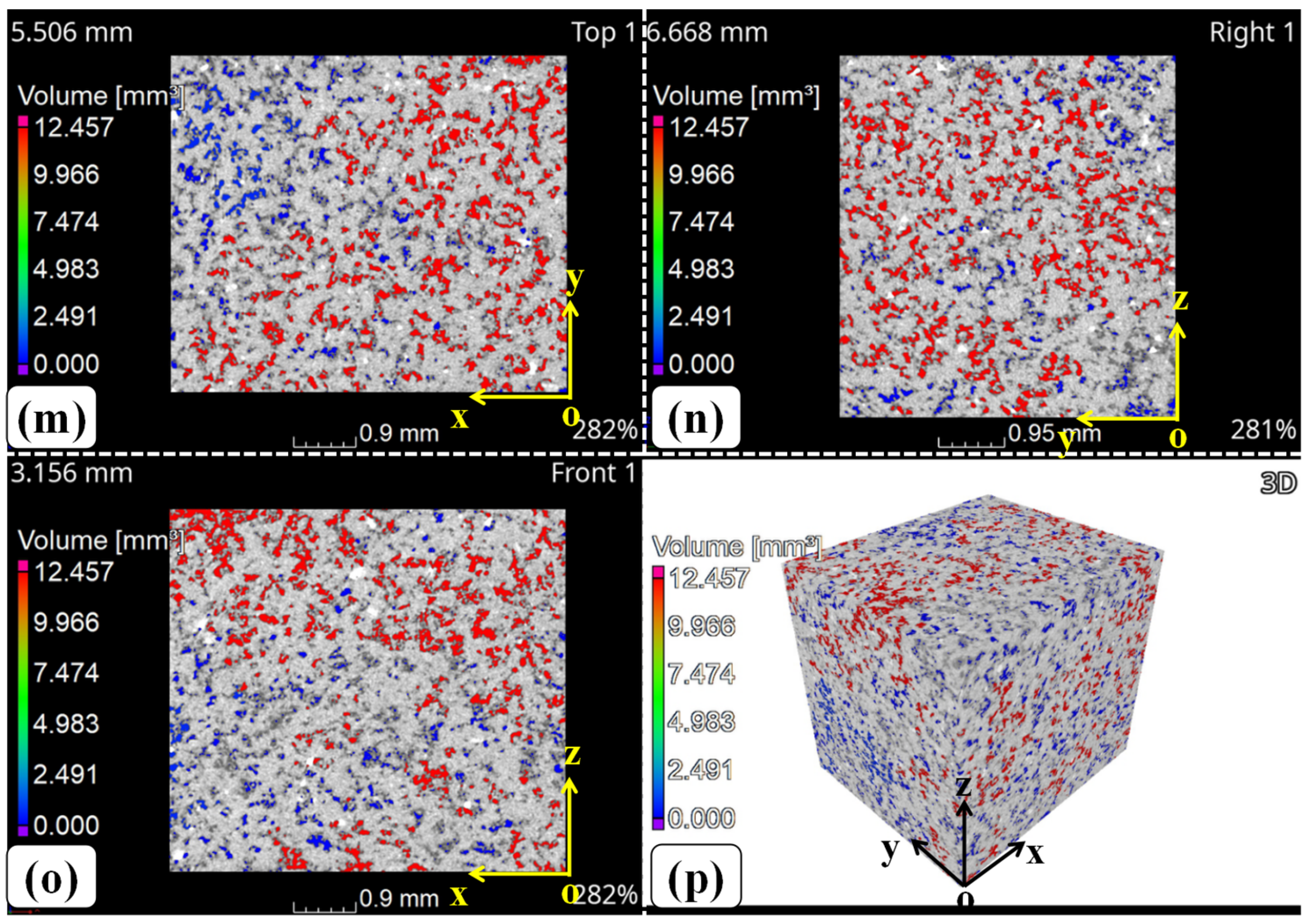
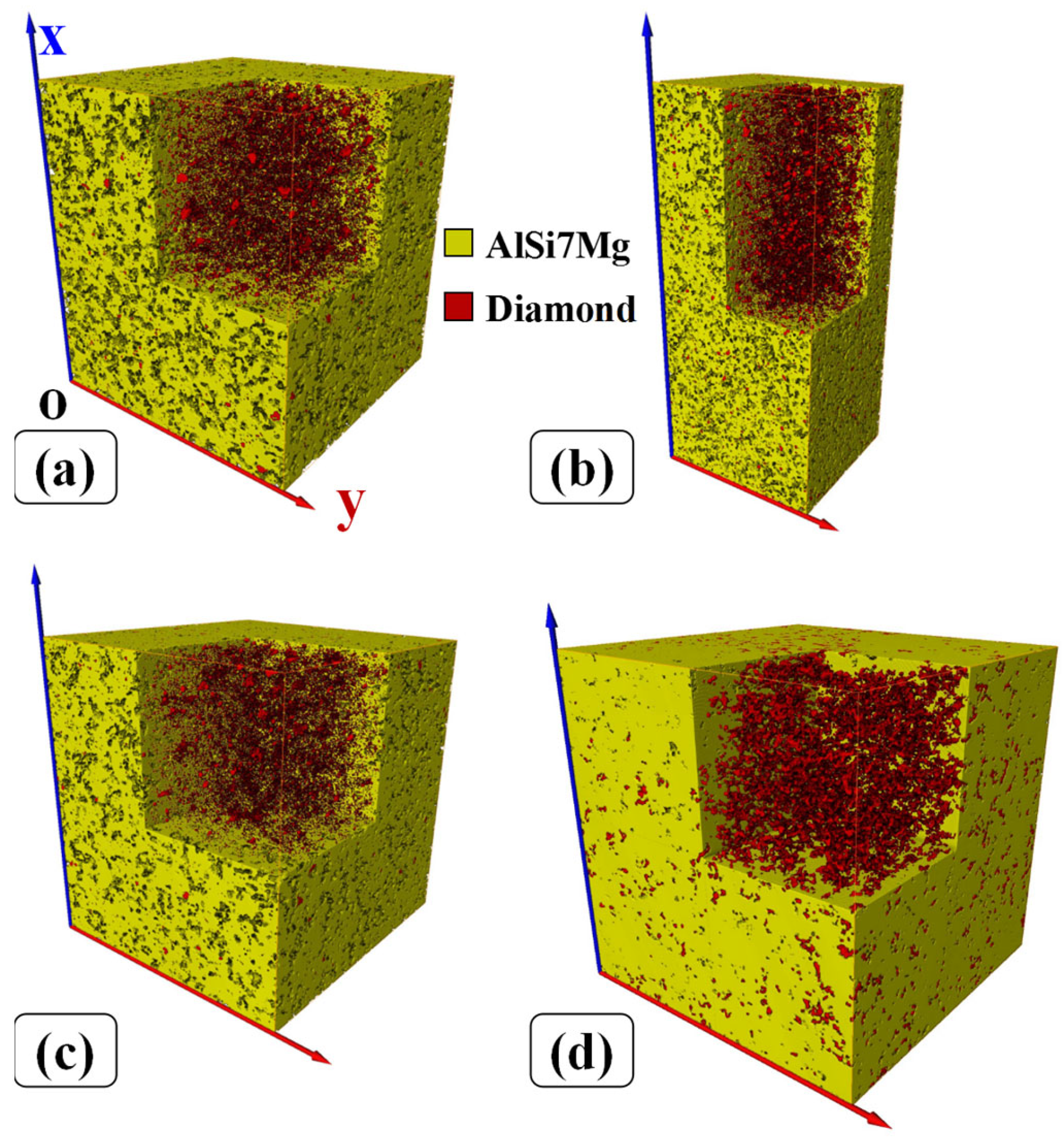
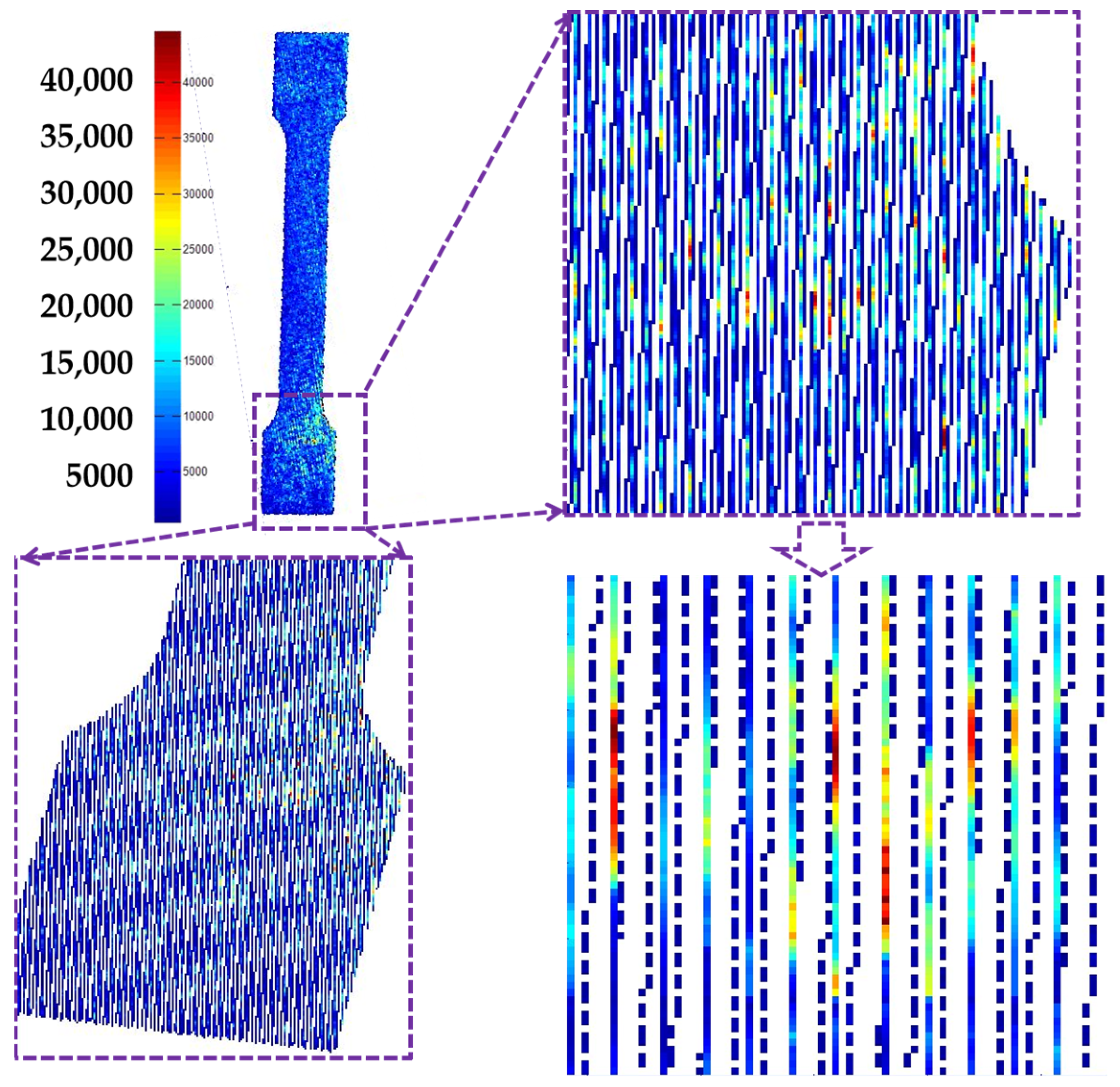
3.1. Internal Characterization and Volume Ratio Measurement of Specimens
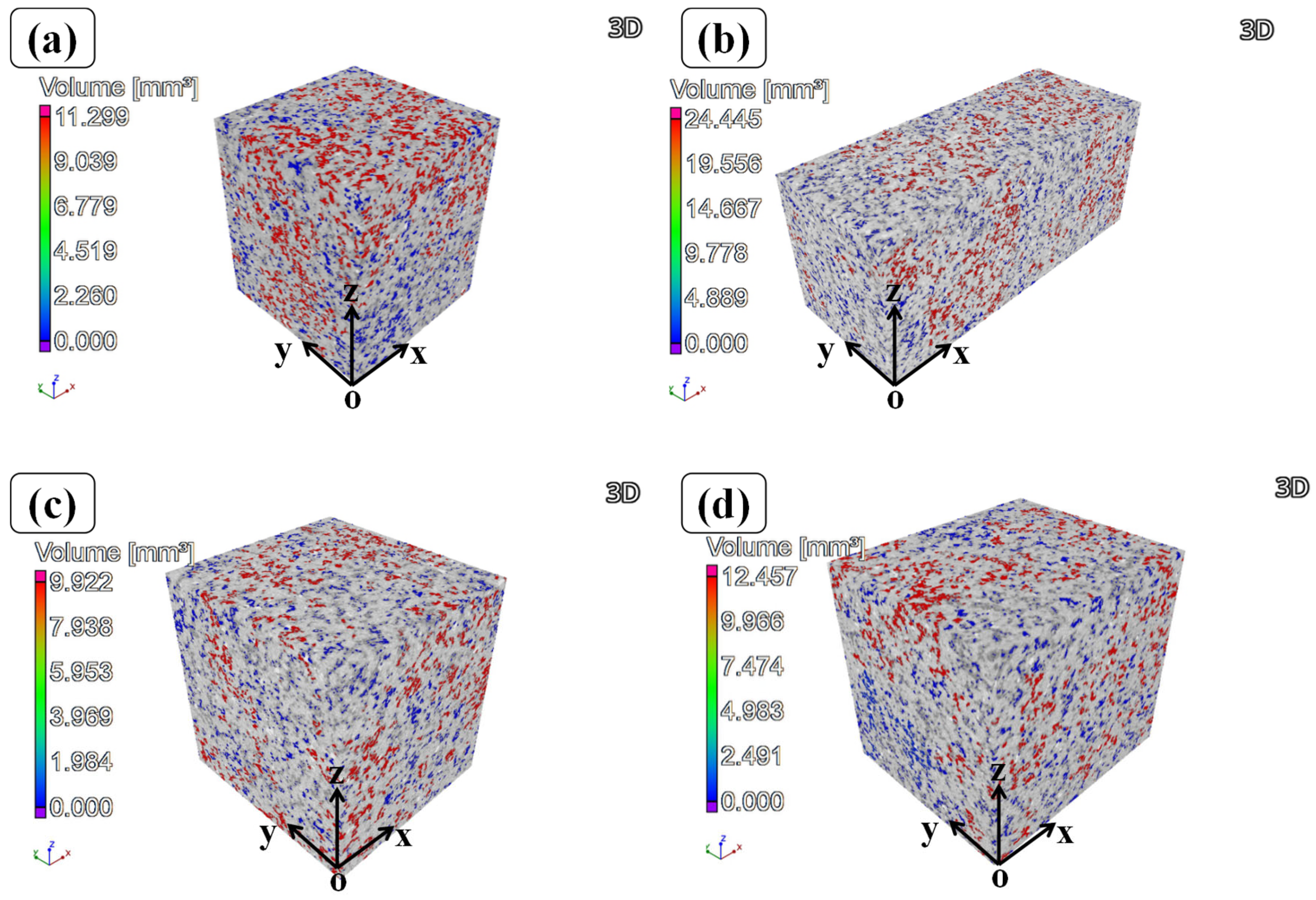
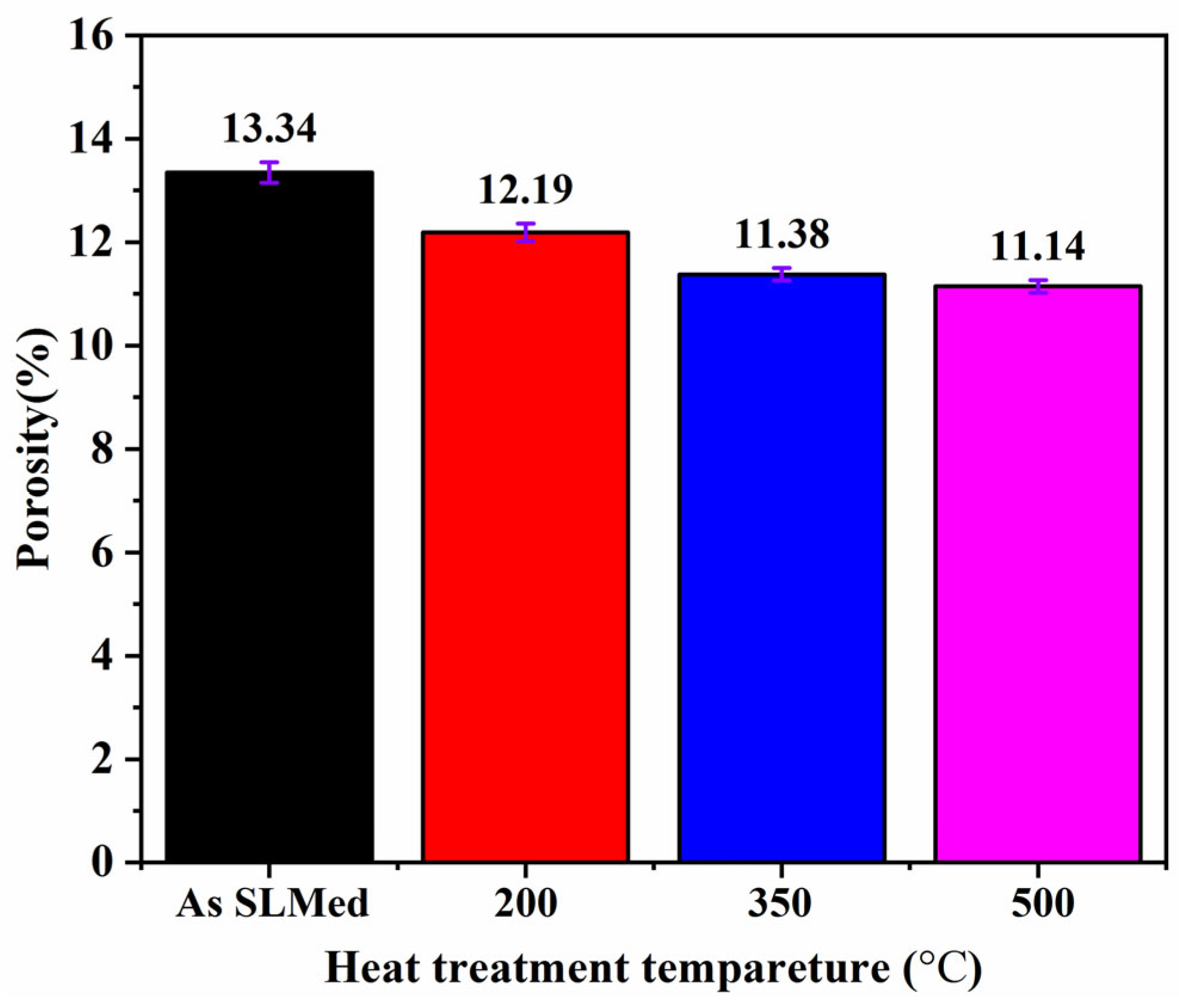
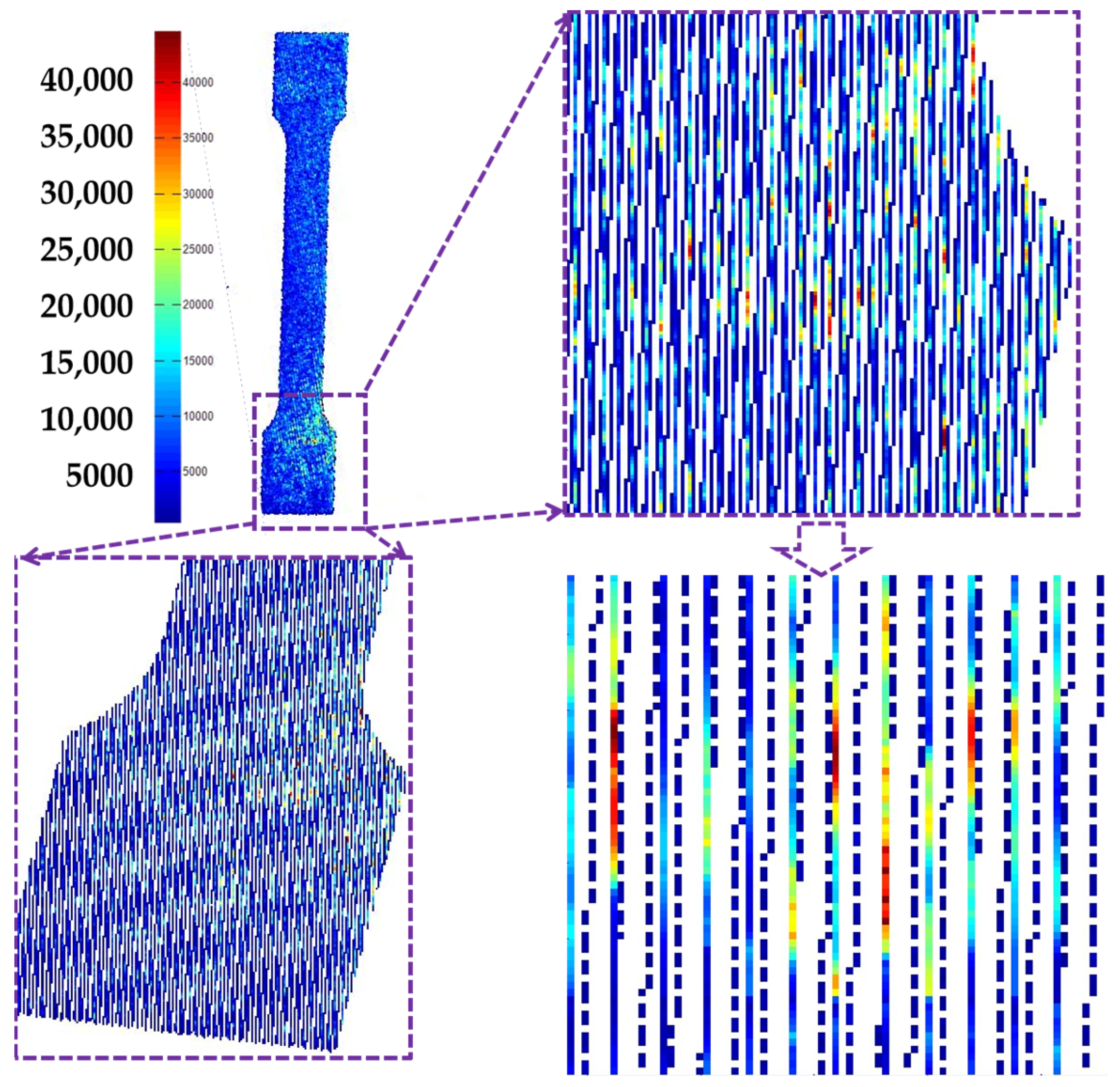
3.2. Porosity Characterization and Measurement of Specimens
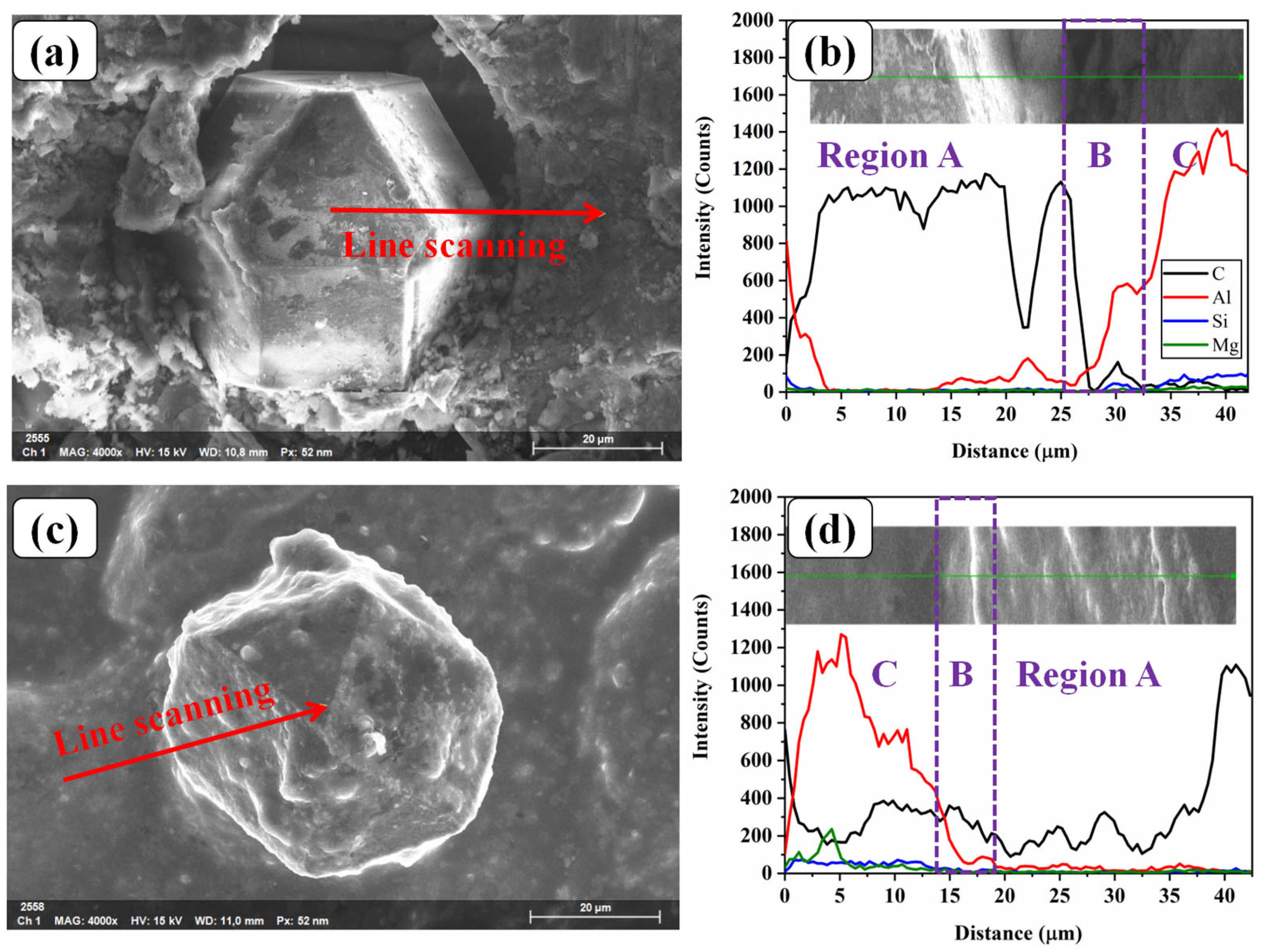
3.3. Interface Observation between AlSi7Mg and Diamond
3.4. Tensile Test of Specimens
3.4.1. Tensile Properties
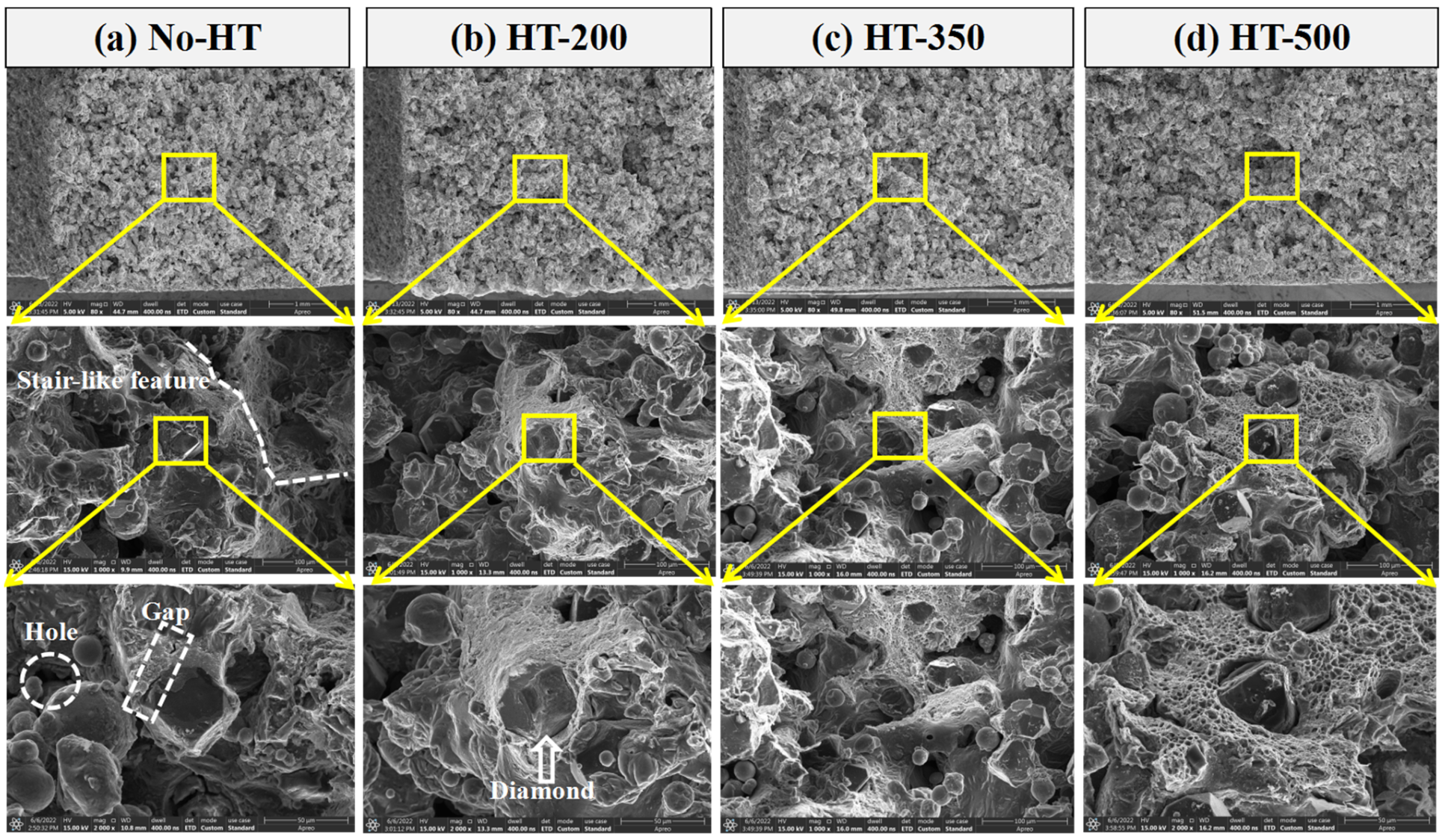
3.4.2. Fracture Morphology of Specimens
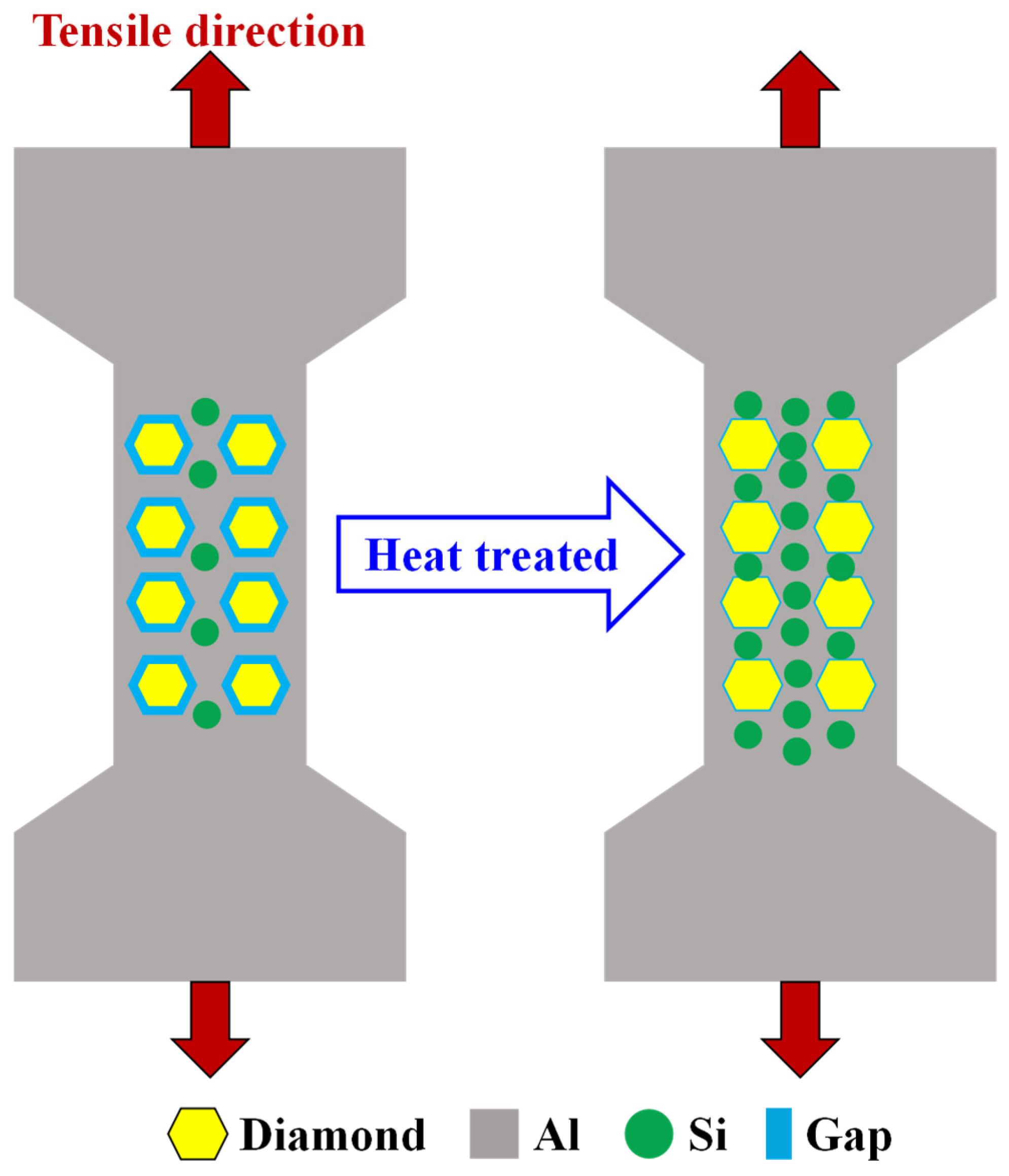
3.4.3. Property-Changing Mechanism of Specimens
3.5. Evaluations and Further Works of SLM Metal-Bonded Diamond Composites
4. Conclusions
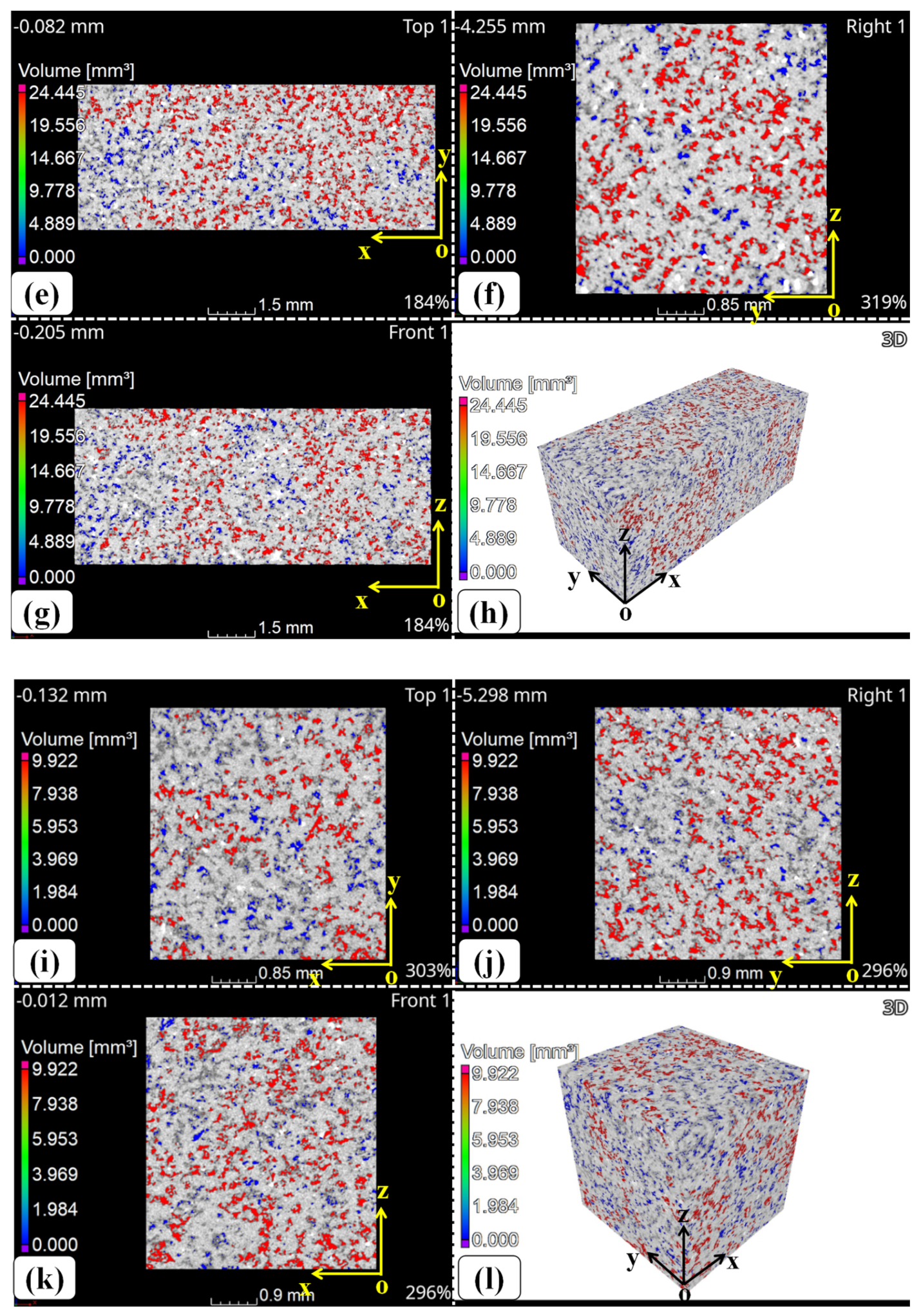
- The volume ratio of prepared composite powder is about 17.65%, showing a slightly lower value than those of SLM-fabricated specimens before or after heat treatment, which had values from 19.04 to 20.90%. This phenomenon may be the result of the melted AlSi7Mg being compressed and causing some liquid material to leave the molten pool and form the spatter. After cooling, the spatter becomes solid slag and leaves the surface of specimens, which were slightly lower than that of No-HT specimens (13.34%).
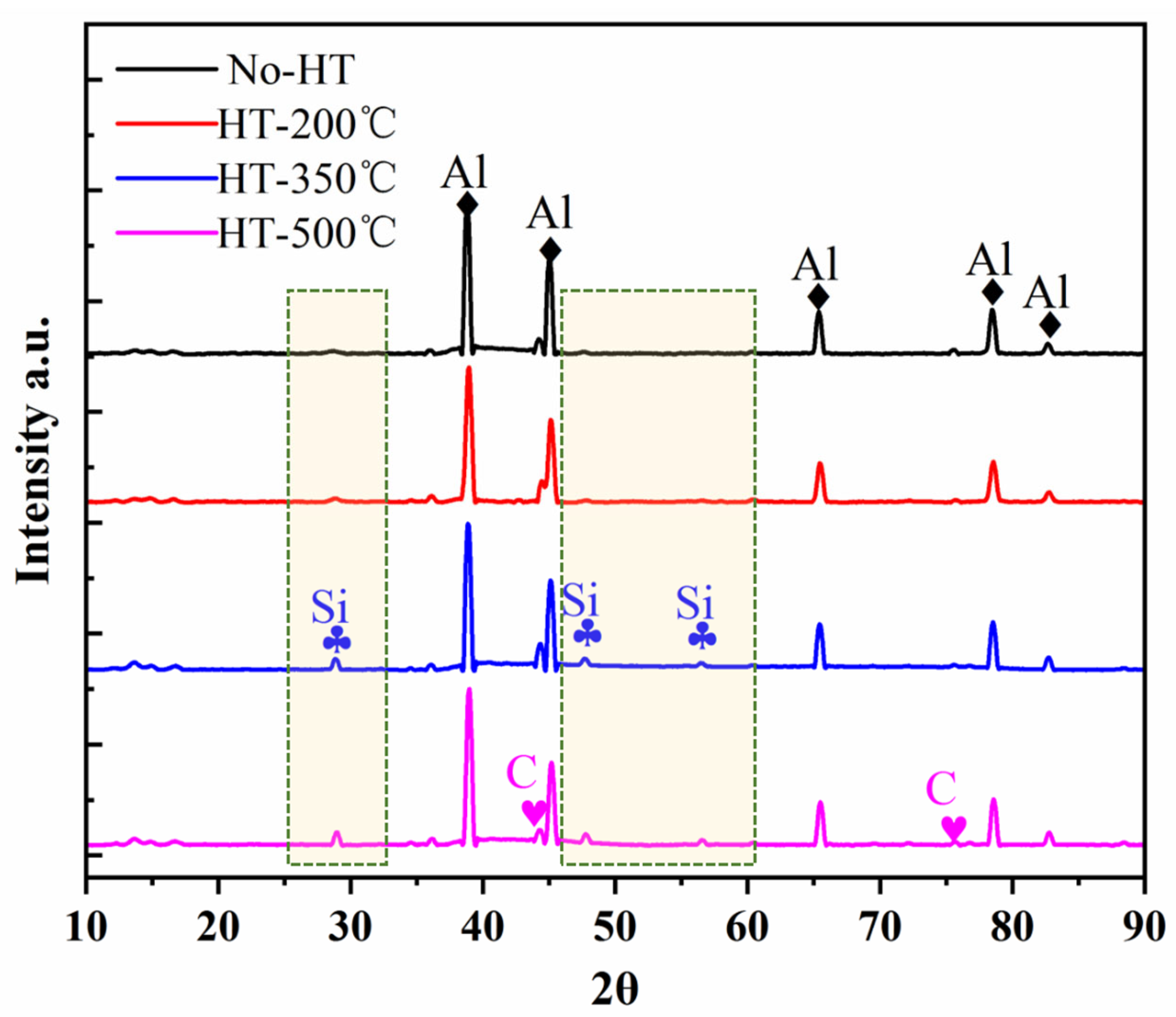
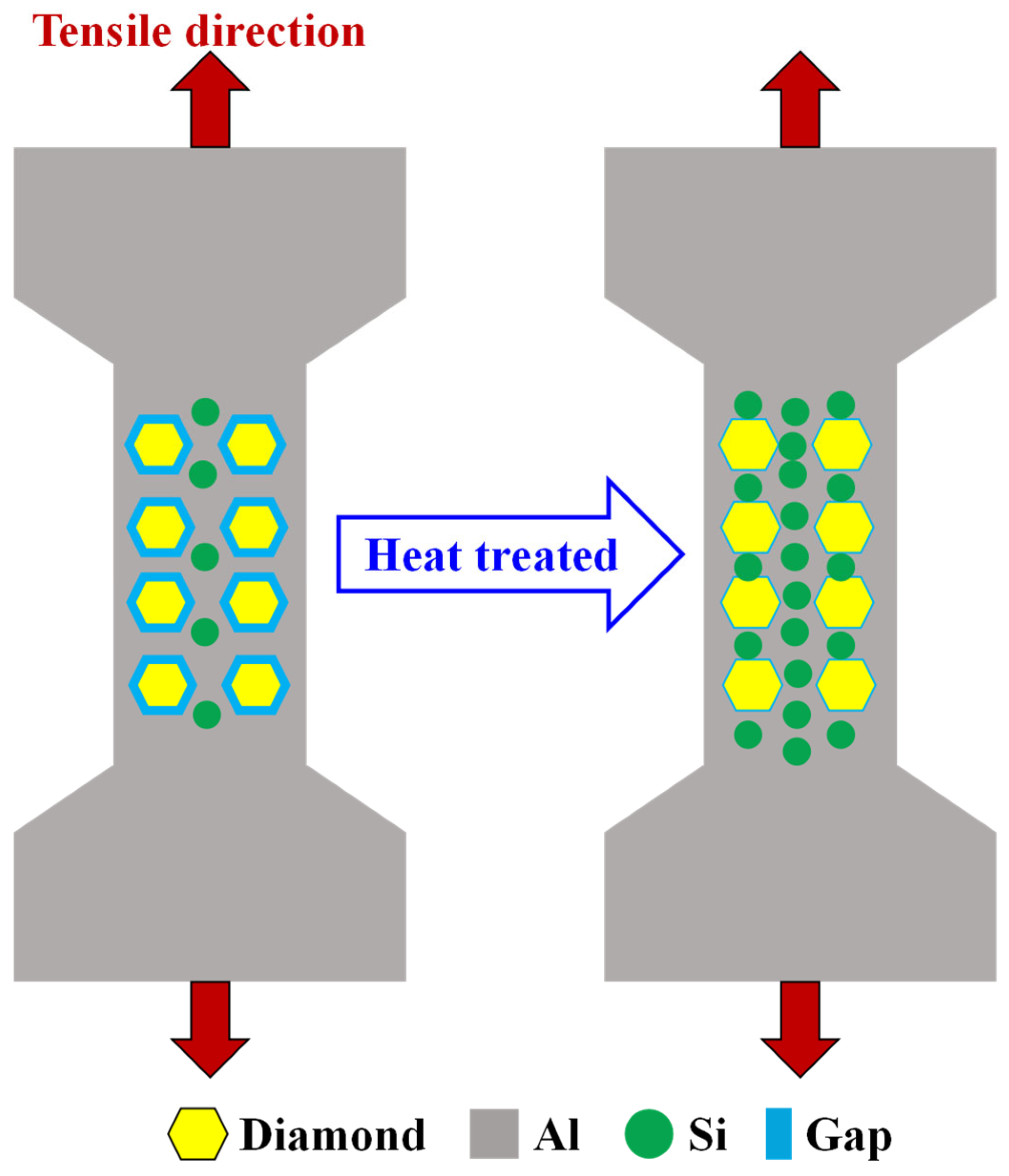
- Due to the high cooling rate and thermal stress during the SLM process, the diamond was partly bonded with the melted AlSi7Mg alloy for No-HT specimens. Furthermore, an obvious interface gap between AlSi7Mg and diamond can be observed. After heat treatment, a relatively closer interface and C-Al compound layer can be observed from SEM image and EDS detection.
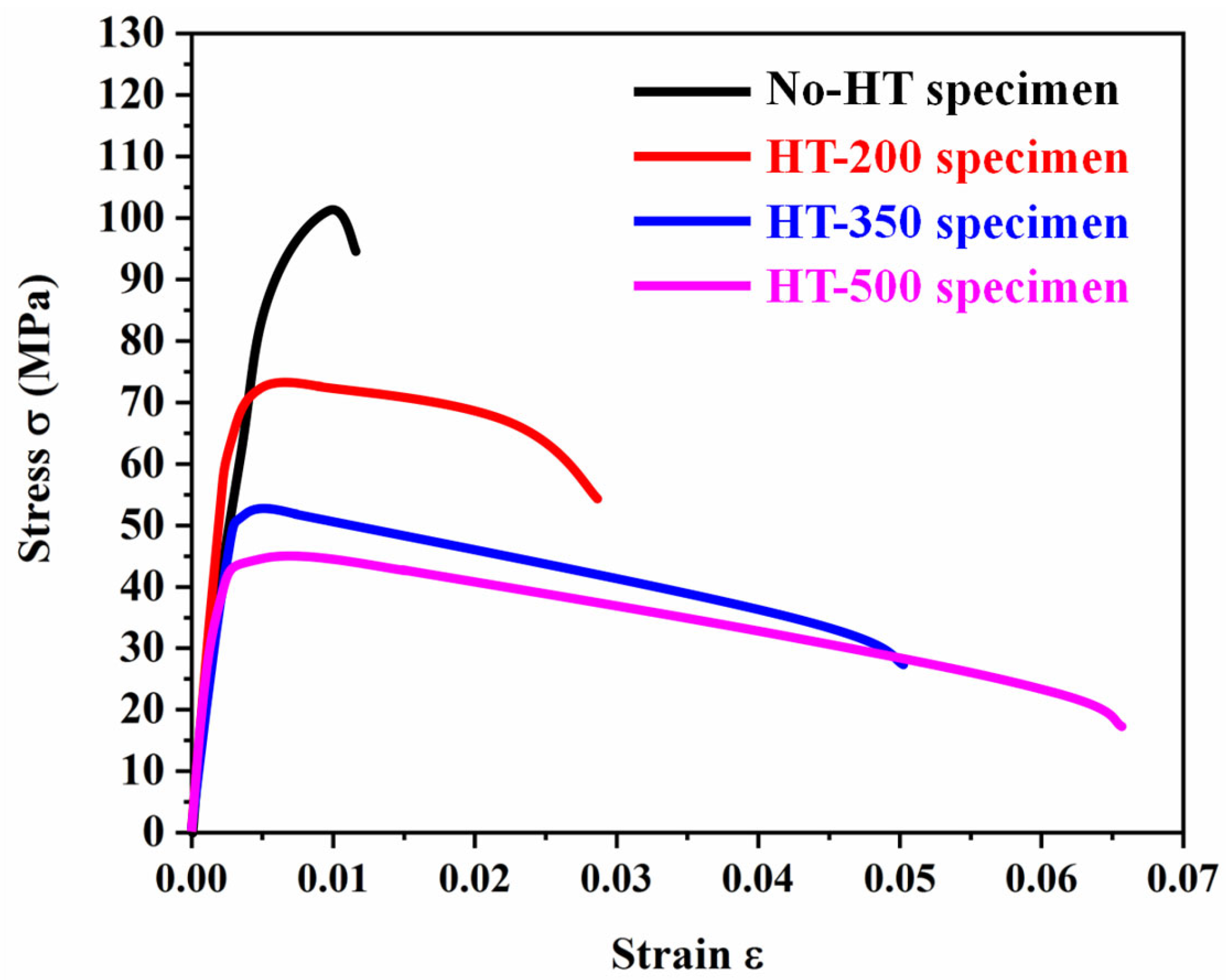
- After heat treatment, the elastic modulus of specimens showed a relatively stable value (16.77 ± 2.79~18.23 ± 1.72 GPa), while the value of the yield strength decreased from 97.24 ± 4.48 to 44.94 ± 7.06 MPa, and the value of the elongation increased from 1.98 ± 0.05 to 6.62 ± 0.51%. There were regular stair-like features observed on the fractured surface of No-HT specimens, indicating a typical brittle fracture mechanism. By contrast, the fracture surface of HT-500 exhibits pure and deep network dimples, and their diameter is about 4–5 μm, showing a high ductile fracture mechanism.
- The difference in the tensile properties between the SLM-fabricated and heat-treated AlSi7Mg-bonded diamond composites can be attributed to porosities decreasing and the disappearance of the solid-solution hardening effect due to the increase in Si content after heat treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Zhang, Y.; Fang, C.; Huang, G.; Xu, X. Modeling and Simulation of the Distribution of Undeformed Chip Thicknesses in Surface Grinding. Int. J. Mach. Tool. Manuf. 2018, 127, 14–27. [Google Scholar] [CrossRef]
- Lyu, J.J.; Liu, Y.; Gurm, H.S.; Shih, A.; Zheng, Y. Electroplating a Miniature Diamond Wheel for Grinding of the Calcified Plaque Inside Arteries. Med. Eng. Phys. 2023, 113, 103969. [Google Scholar] [CrossRef]
- Zhao, B.; Gain, A.K.; Ding, W.; Zhang, L.; Li, X.; Fu, Y. A Review On Metallic Porous Materials: Pore Formation, Mechanical Properties, and their Applications. Int. J. Adv. Manuf. Technol. 2018, 95, 2641–2659. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. Analysis of Carbon Fibre Reinforced Polymers Milling by Diamond Electroplated Tool. Diam. Relat. Mat. 2017, 76, 184–190. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Bremer, I.; Behrens, L. Design of Bronze-Bonded Grinding Wheel Properties. Cirp Ann. 2016, 65, 333–336. [Google Scholar] [CrossRef]
- Liu, Z.; Liao, X.; Fu, W.; Mu, D.; Xu, X.; Huang, H. Microstructures and Bonding Strength of Synthetic Diamond Brazed by Near-Eutectic Ag–Cu–in–Ti Filler Alloy. Mat. Sci. Eng. A Struct. 2020, 790, 139711. [Google Scholar] [CrossRef]
- Traxel, K.D.; Bandyopadhyay, A. Diamond-Reinforced Cutting Tools Using Laser-Based Additive Manufacturing. Addit. Manuf. 2021, 37, 101602. [Google Scholar] [CrossRef] [PubMed]
- Yuan, L.; Gu, D.; Lin, K.; Liu, H.; Sun, J.; Yang, J.; Liu, X.; Chen, W.; Song, Y. Electrically Actuated Shape Recovery of Niti Components Processed by Laser Powder Bed Fusion After Regulating the Dimensional Accuracy and Phase Transformation Behavior. Addit. Manuf. Front. 2022, 1, 100056. [Google Scholar] [CrossRef]
- Szatkiewicz, T.; Laskowska, D.; Bałasz, B.; Mitura, K. The Influence of the Structure Parameters On the Mechanical Properties of Cylindrically Mapped Gyroid Tpms Fabricated by Selective Laser Melting with 316L Stainless Steel Powder. Materials 2022, 15, 4352. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Huang, G.; Li, T.; Tan, Y.; Bao, T. Compressive Properties of Ti6Al4V Functionally Graded Lattice Structures Via Topology Optimization Design and Selective Laser Melting Fabrication. MSEA 2022, 860, 144265. [Google Scholar] [CrossRef]
- Campoli, G.; Borleffs, M.S.; Amin Yavari, S.; Wauthle, R.; Weinans, H.; Zadpoor, A.A. Mechanical Properties of Open-Cell Metallic Biomaterials Manufactured Using Additive Manufacturing. Mater. Eng. 2013, 49, 957–965. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Ziegler, S.; Schleifenbaum, J.H.; Wang, L.; Rong, Y. Porous Structure Design and Fabrication of Metal-Bonded Diamond Grinding Wheel Based On Selective Laser Melting (Slm). Int. J. Adv. Manuf. Technol. 2019, 100, 1451–1462. [Google Scholar] [CrossRef]
- Ma, Q.; Peng, Y.; Chen, Y.; Gao, Y.; Zhang, S.; Wu, X.; Zheng, J.; Wu, H.; Huang, L.; Liu, Y.; et al. Quantitative Investigation of Thermal Evolution and Graphitisation of Diamond Abrasives in Powder Bed Fusion-Laser Beam of Metal-Matrix Diamond Composites. Virtual Phys. Prototyp. 2023, 18, 1. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Wang, L.; Rong, Y. Study On Design and Performance of Metal-Bonded Diamond Grinding Wheels Fabricated by Selective Laser Melting (Slm). Mater. Des. 2018, 156, 52–61. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Li, H.; Guo, G.; Wang, L.; Rong, Y. The Effect of Porosity On the Mechanical Property of Metal-Bonded Diamond Grinding Wheel Fabricated by Selective Laser Melting (Slm). Mat. Sci. Eng. A Struct. 2019, 743, 697–706. [Google Scholar] [CrossRef]
- Li, X.; Wang, C.; Tian, C.; Fu, S.; Rong, Y.; Wang, L. Digital Design and Performance Evaluation of Porous Metal-Bonded Grinding Wheels Based On Minimal Surface and 3D Printing. Mater. Des. 2021, 203, 109556. [Google Scholar] [CrossRef]
- Peng, Y.; Ren, J.; Jia, C.; Zhong, G.; Ma, Q.; Zhang, W. Structural Design and Mechanical Properties of Porous Structured Diamond Abrasive Tool by Selective Laser Melting. Ceram. Int. 2023, 49, 6508–6521. [Google Scholar] [CrossRef]
- Gan, J.; Gao, H.; Wen, S.; Zhou, Y.; Tan, S.; Duan, L. Simulation, Forming Process and Mechanical Property of Cu-Sn-Ti/Diamond Composites Fabricated by Selective Laser Melting. Int. J. Refract. Met. Hard Mater. 2020, 87, 105144. [Google Scholar] [CrossRef]
- Barmouz, M.; Azarhoushang, B.; Zahedi, A.; Rabiei, F.; Steinhäuser, F. Progress in Grinding Performance by Additive Manufacturing of Grinding Wheels Integrated with Internal Venturi Cooling Channels and Surface Slots. J. Manuf. Process. 2023, 99, 485–500. [Google Scholar] [CrossRef]
- Fang, X.; Yang, Z.; Tan, S.; Duan, L. Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools. Crystals 2020, 10, 596. [Google Scholar] [CrossRef]
- Hwang, W.J.; Bang, G.B.; Choa, S. Effect of a Stress Relief Heat Treatment of Alsi7Mg and Alsi10Mg Alloys On Mechanical and Electrical Properties According to Silicon Precipitation. Met. Mater. Int. 2023, 29, 1311–1322. [Google Scholar] [CrossRef]
- Tabatabaei, N.; Zarei-Hanzaki, A.; Moshiri, A.; Abedi, H.R. The Effect of Heat Treatment On the Room and High Temperature Mechanical Properties of Alsi10Mg Alloy Fabricated by Selective Laser Melting. J. Mater. Res. Technol. 2023, 23, 6039–6053. [Google Scholar] [CrossRef]
- ASTM E8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International (ASTM): West Conshohocken, PA, USA, 2011.
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and Characteristics of Spatter Generation in Slm Processing and its Effect On the Properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Majeed, A.; Muzamil, M.; Lv, J.; Liu, B.; Ahmad, F. Heat Treatment Influences Densification and Porosity of Alsi10Mg Alloy Thin-Walled Parts Manufactured by Selective Laser Melting Technique. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 267. [Google Scholar] [CrossRef]
- Xu, Y.; Han, G.; Huang, G.; Li, T.; Xia, J.; Guo, D. Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting. Materials 2023, 16, 1700. [Google Scholar] [CrossRef] [PubMed]
- Zou, T.; Chen, M.; Zhu, H.; Mei, S. Effect of Heat Treatments On Microstructure and Mechanical Properties of Alsi7Mg Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2022, 31, 1791–1802. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Volume of Diamond | Volume of AlSi7Mg | Volume Ratio |
|---|---|---|---|
| Composite powder | 0.15 | 0.85 | 17.65% |
| No-HT | 0.12 | 0.63 | 19.04% |
| HT-200 | 0.14 | 0.67 | 20.90% |
| HT-350 | 0.15 | 0.74 | 20.27% |
| HT-500 | 0.15 | 0.73 | 20.55% |
| Specimens | E (GPa) | σy0.2 (MPa) | El. (%) |
|---|---|---|---|
| No-HT | 17.20 ± 2.78 | 97.24 ± 4.48 | 1.98 ± 0.05 |
| HT-200 | 18.23 ± 1.72 | 73.16 ± 0.47 | 3.31 ± 0.07 |
| HT-350 | 16.77 ± 2.79 | 56.97 ± 3.01 | 5.33 ± 0.41 |
| HT-500 | 17.93 ± 0.92 | 44.94 ± 7.06 | 6.62 ± 0.51 |
| SLMed AlSi7Mg (No-HT) [27] | - | 299.23 | 14.36 |
| SLMed AlSi7Mg (HT-350) [27] | - | 210.35 | 30.83 |
| SLMed AlSi7Mg (No-HT) [21] | - | 236.0 ± 0 | 15.3 ± 0.6 |
| SLMed AlSi7Mg (HT-280) [21] | - | 162.0 ± 1.7 | 17.0 ± 1.7 |
| Specimens | Al (at%) | Si (at%) |
|---|---|---|
| No-HT | 97.68 | 2.32 |
| HT-200 | 95.44 | 4.56 |
| HT-350 | 91.35 | 8.65 |
| HT-500 | 89.73 | 10.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, G.; Xu, Y.; Wei, J.; Huang, G.; Li, T.; He, Y.; Xie, Z.; Mai, Z.; Yang, Z. The Influence of Heat Treatment Temperature on Tensile Properties of Metal-Bonded Diamond Composites Fabricated via Selective Laser Melting. Materials 2023, 16, 6683. https://doi.org/10.3390/ma16206683
Han G, Xu Y, Wei J, Huang G, Li T, He Y, Xie Z, Mai Z, Yang Z. The Influence of Heat Treatment Temperature on Tensile Properties of Metal-Bonded Diamond Composites Fabricated via Selective Laser Melting. Materials. 2023; 16(20):6683. https://doi.org/10.3390/ma16206683
Chicago/Turabian StyleHan, Guangyao, Yangli Xu, Jinquan Wei, Guoqin Huang, Tingting Li, Yiqiang He, Zhiping Xie, Zihong Mai, and Zeling Yang. 2023. "The Influence of Heat Treatment Temperature on Tensile Properties of Metal-Bonded Diamond Composites Fabricated via Selective Laser Melting" Materials 16, no. 20: 6683. https://doi.org/10.3390/ma16206683
APA StyleHan, G., Xu, Y., Wei, J., Huang, G., Li, T., He, Y., Xie, Z., Mai, Z., & Yang, Z. (2023). The Influence of Heat Treatment Temperature on Tensile Properties of Metal-Bonded Diamond Composites Fabricated via Selective Laser Melting. Materials, 16(20), 6683. https://doi.org/10.3390/ma16206683