
The Effect of Fe/Al Ratio and Substrate Hardness on Microstructure and Deposition Behavior of Cold-Sprayed Fe/Al Coatings

Abstract
1. Introduction
2. Experimental Procedure
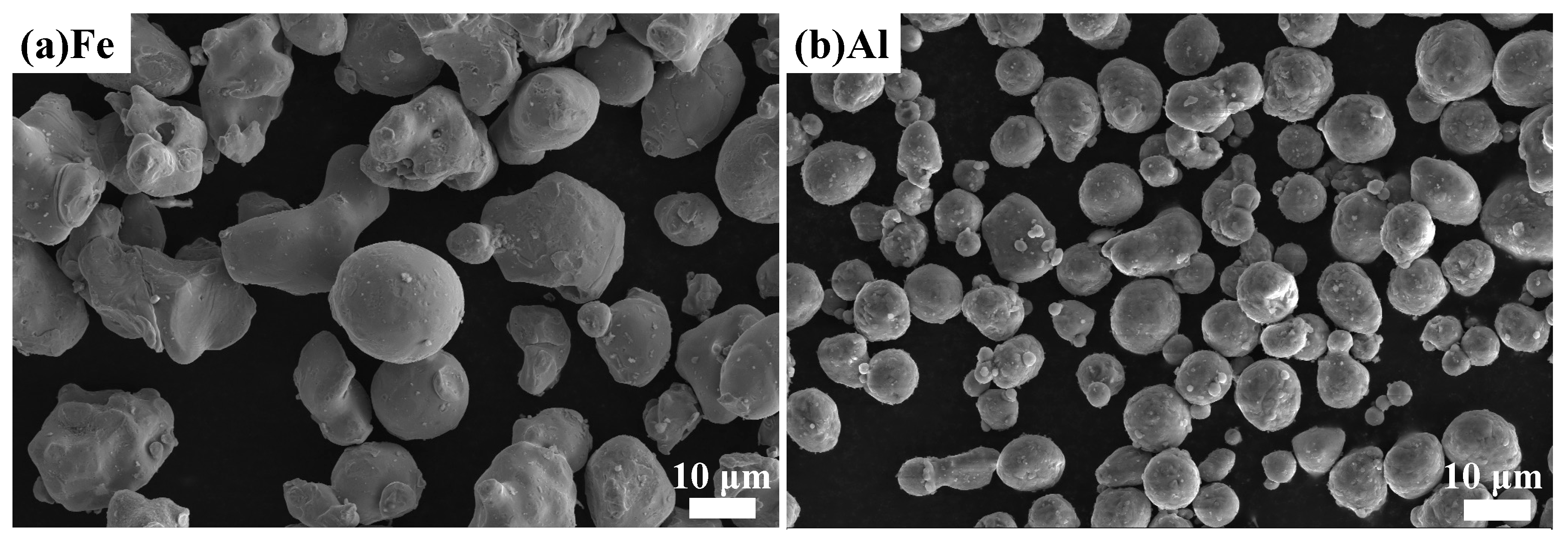
2.1. Cold Spraying
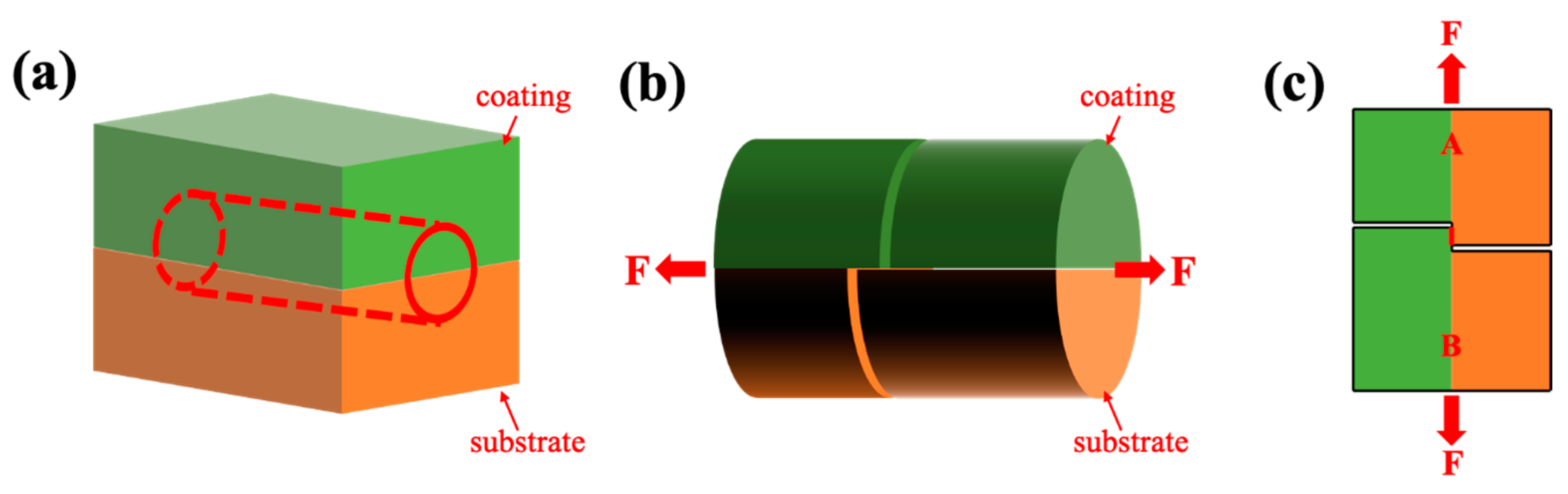
2.2. Shear Bonding Strength Test
2.3. Characterization
3. Results and Discussion
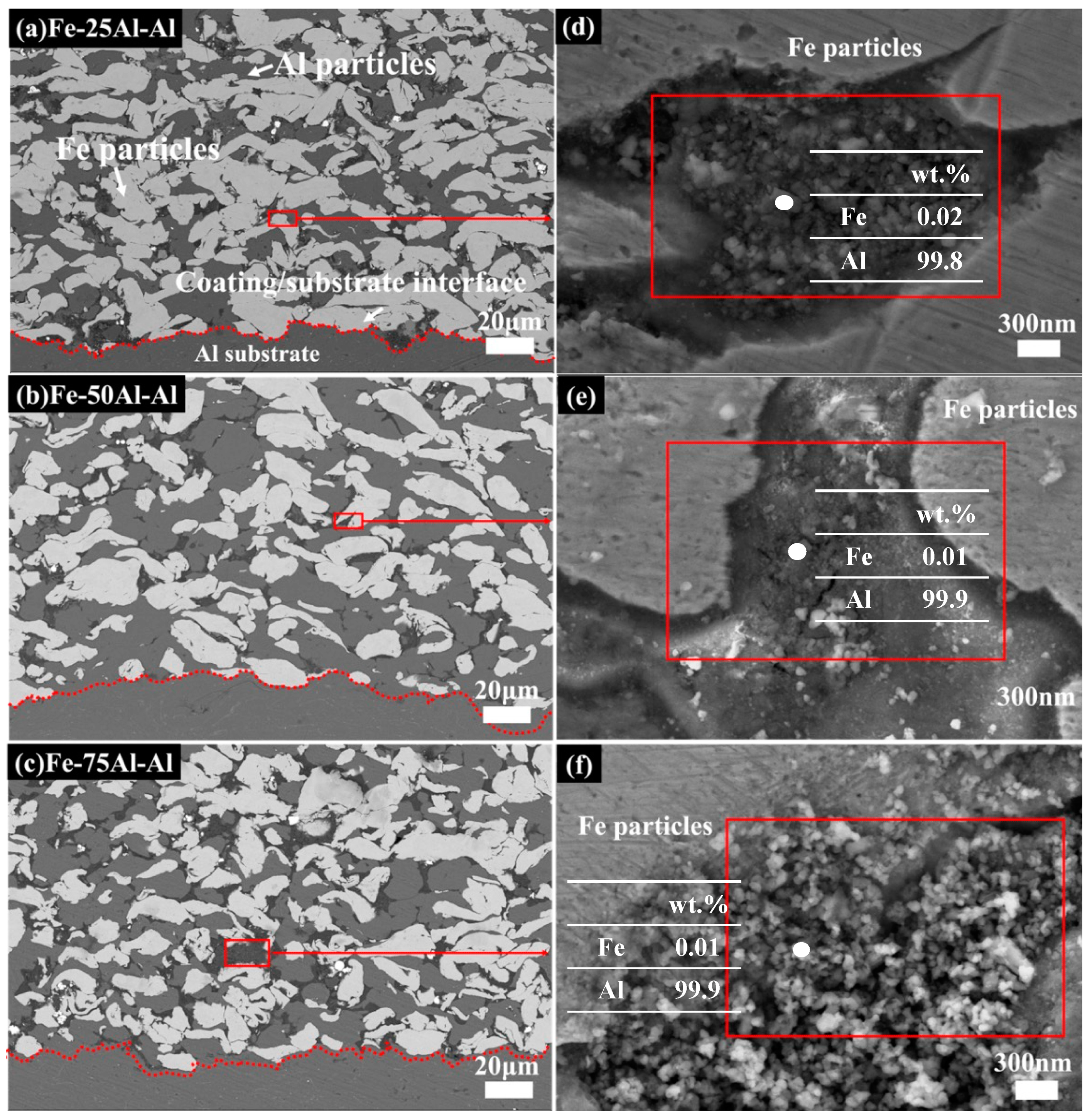
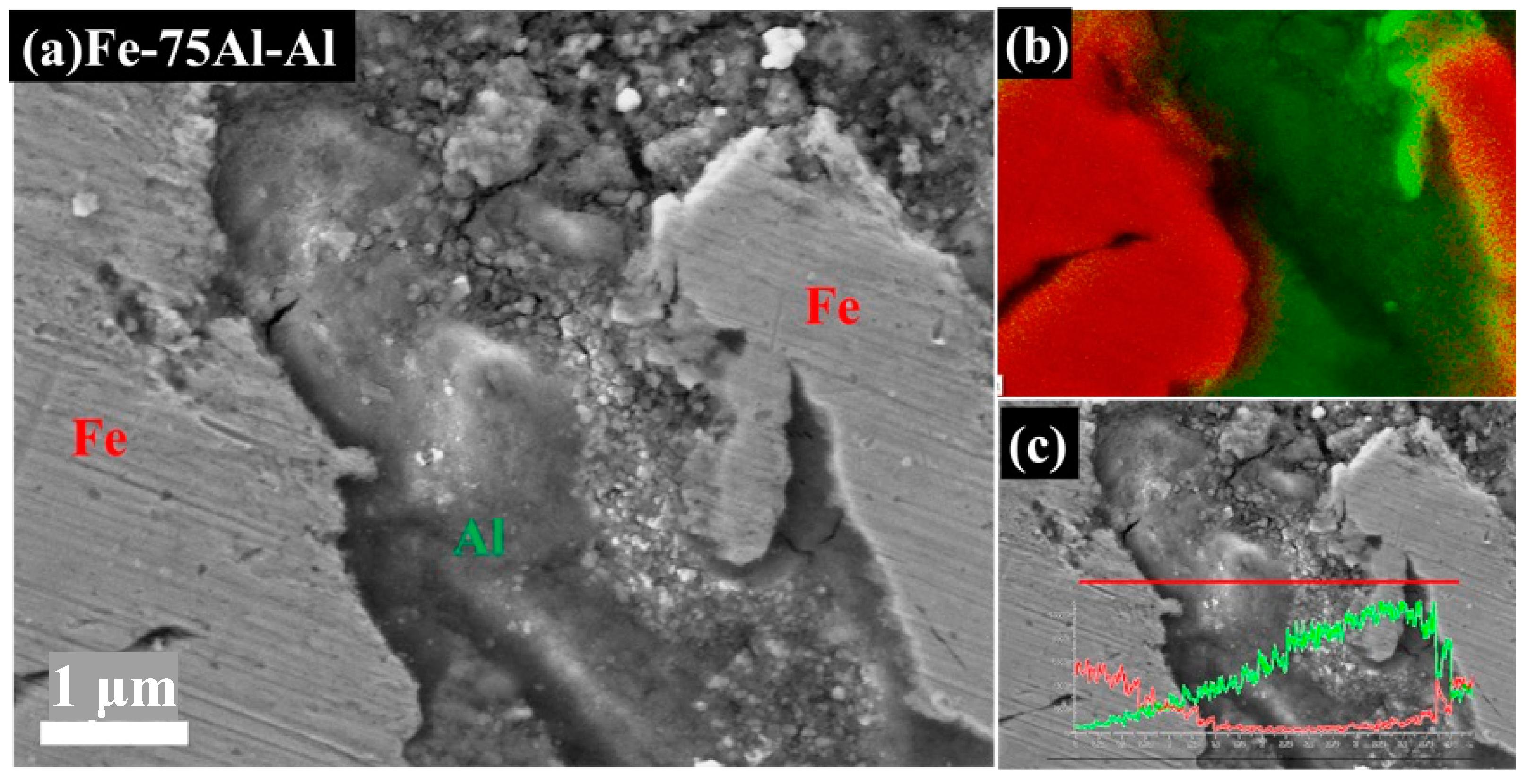
3.1. Microstructure of the Fe/Al Coating
3.2. Effect of the Addition of Al on the Deposition Behavior of the Fe/Al Coating
3.3. Effect of the Substrate Hardness on the Microstructure
3.4. Effect of the Fe/Al Ratio and Substrate Hardness on the Bonding Strength
4. Conclusions
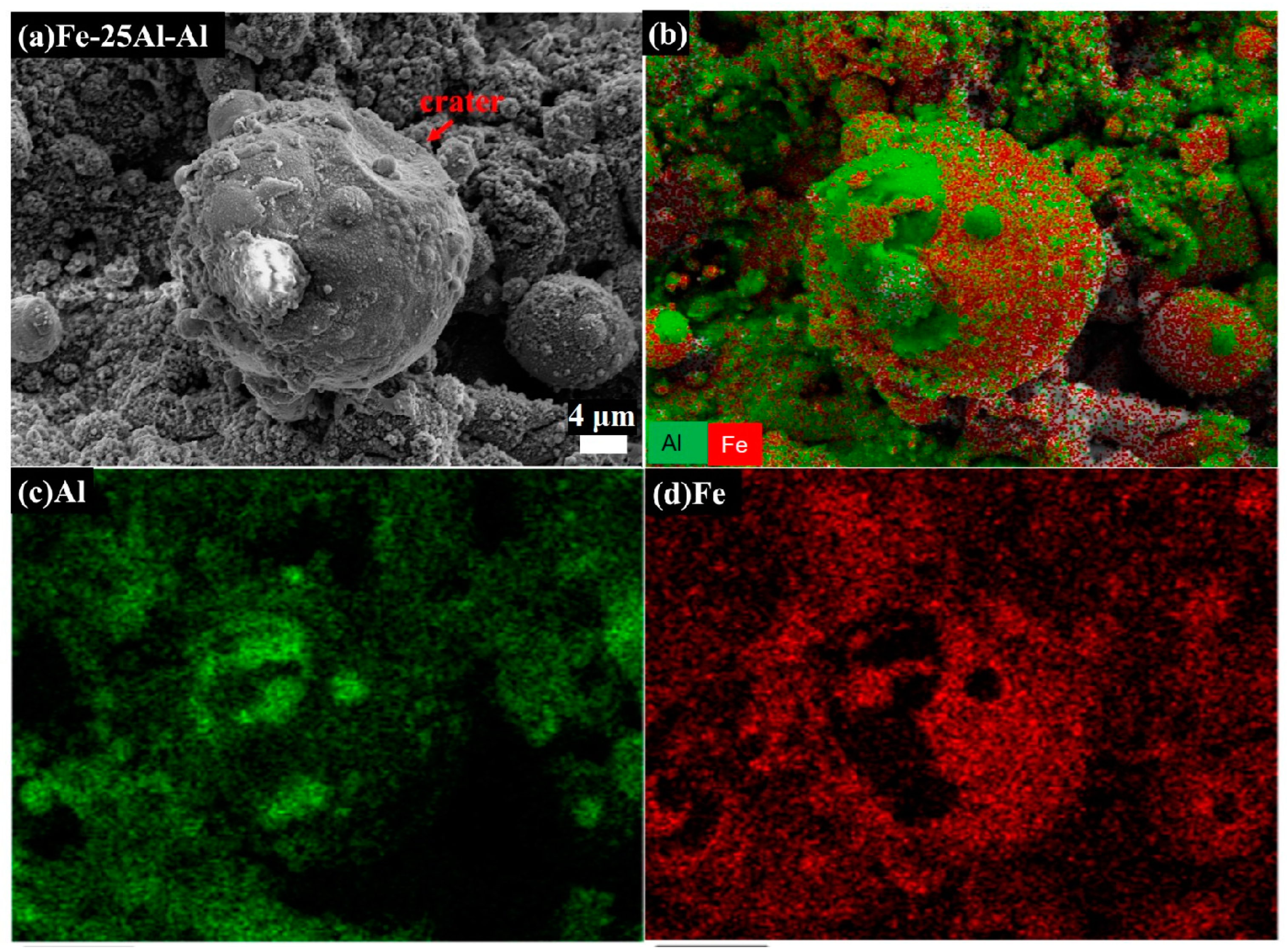
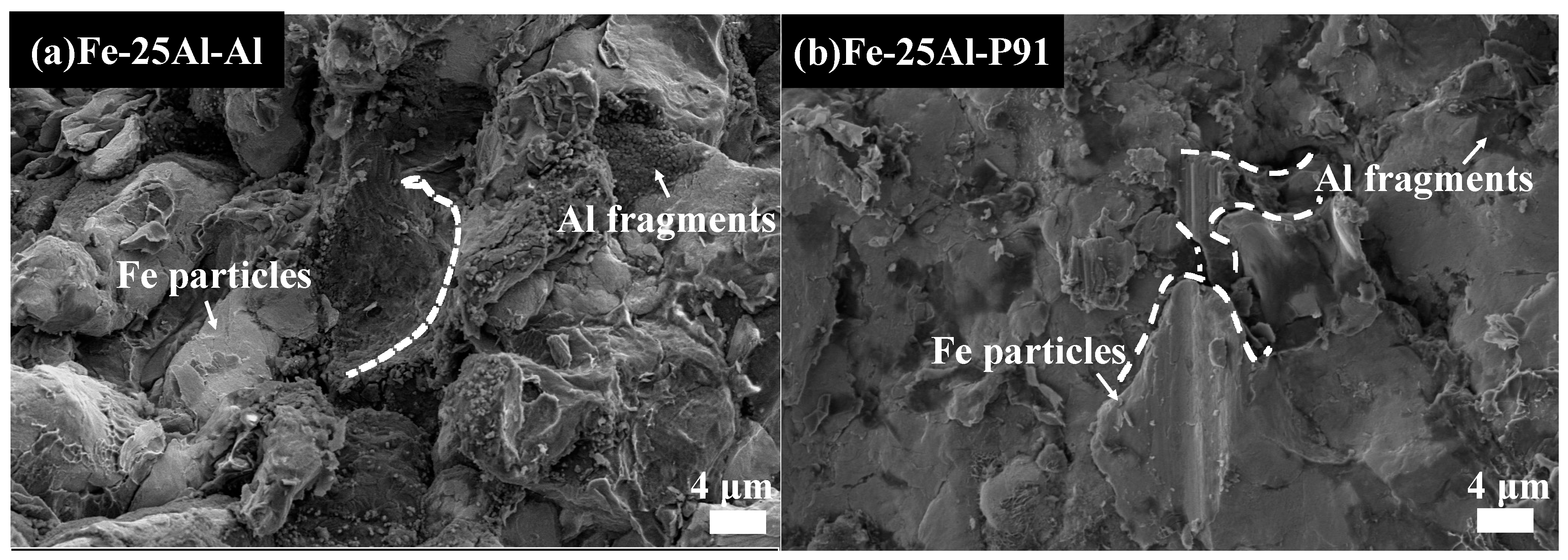
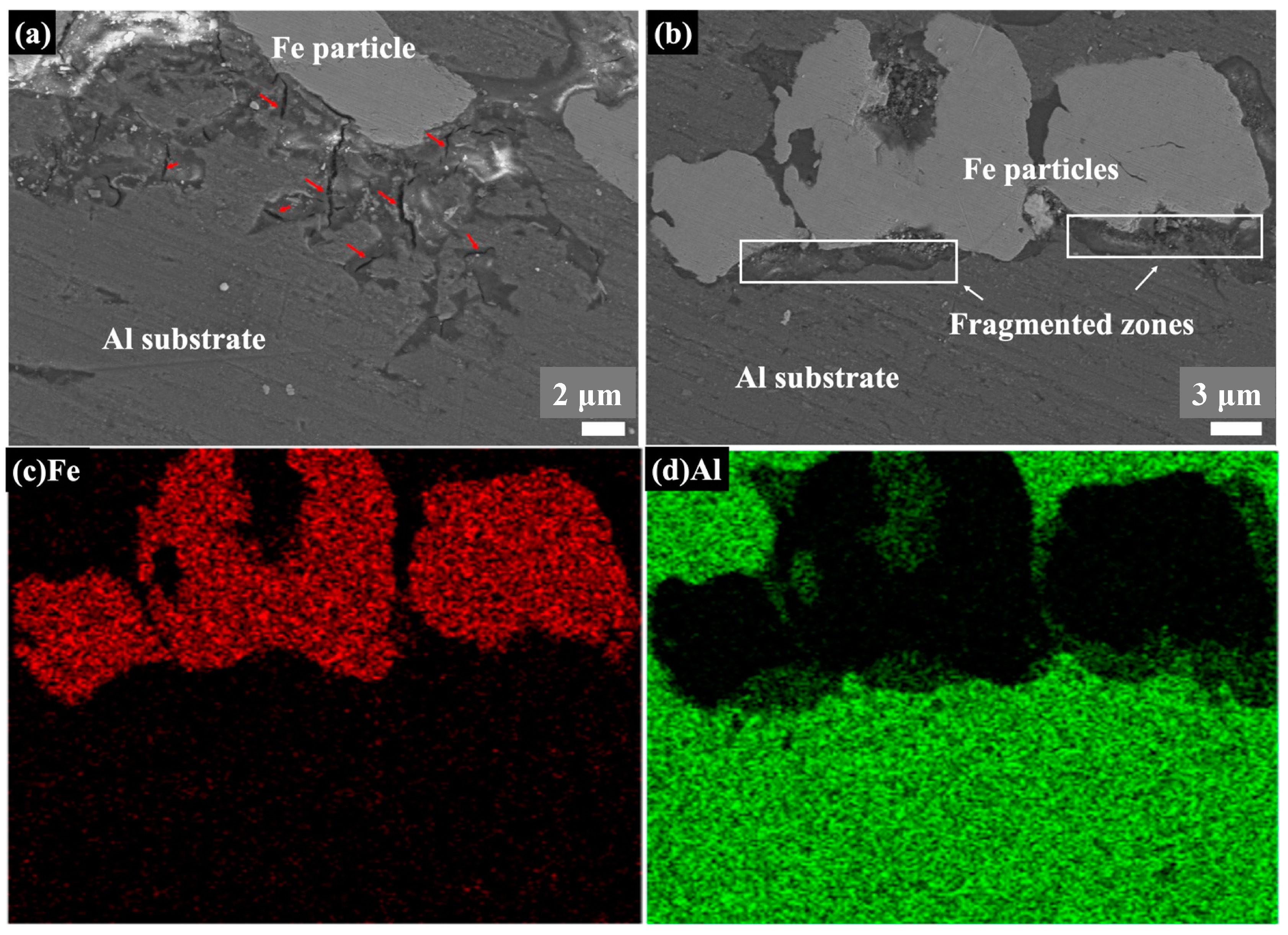
- Samples with three different Fe/Al ratios all showed a special morphology of fragmented zones with Al elements. The fragmented zones were composed of large integrated Al particles and small fractured Al particles.
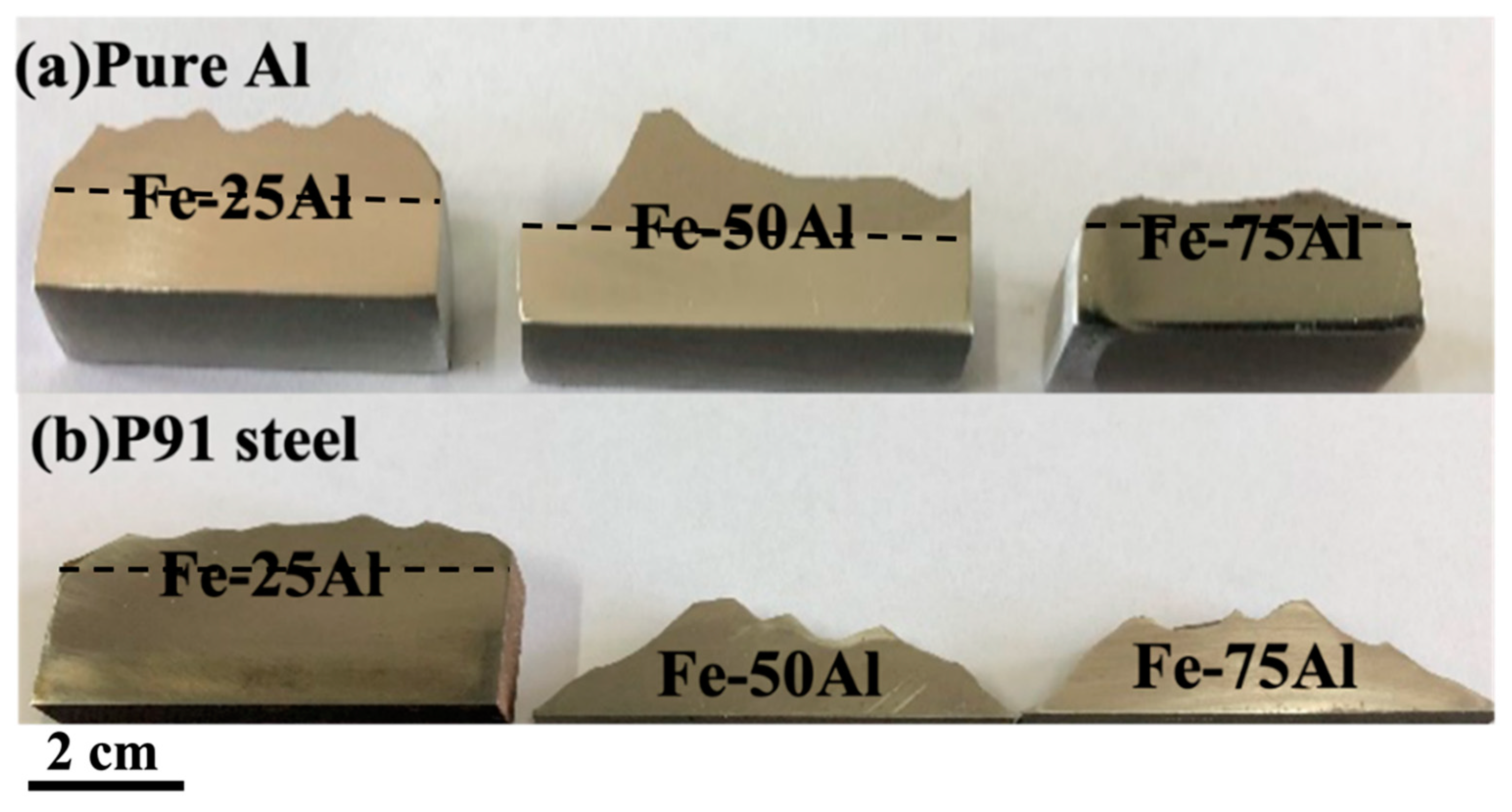
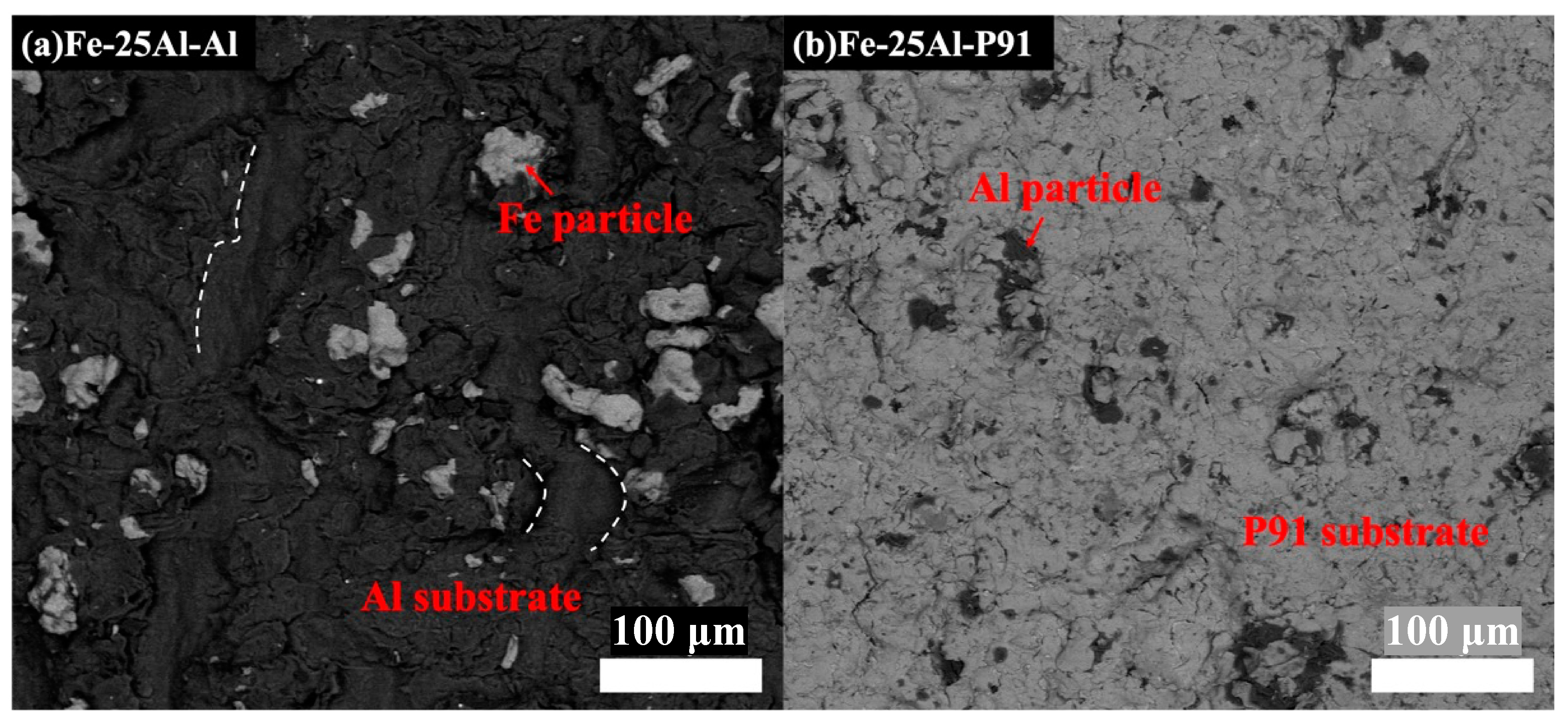
- The Fe/Al ratio showed a significant influence on the deposition behavior of the cold-sprayed coatings. Fe/Al coatings with different Fe/Al ratios could be successfully deposited onto an Al substrate by cold spraying; a coating with an Fe/Al ratio of 50/50 (wt.%) showed a relatively high bonding strength. For the P91 substrate, only a coating with an Fe/Al ratio of 75/25 (wt.%) could be successfully deposited.
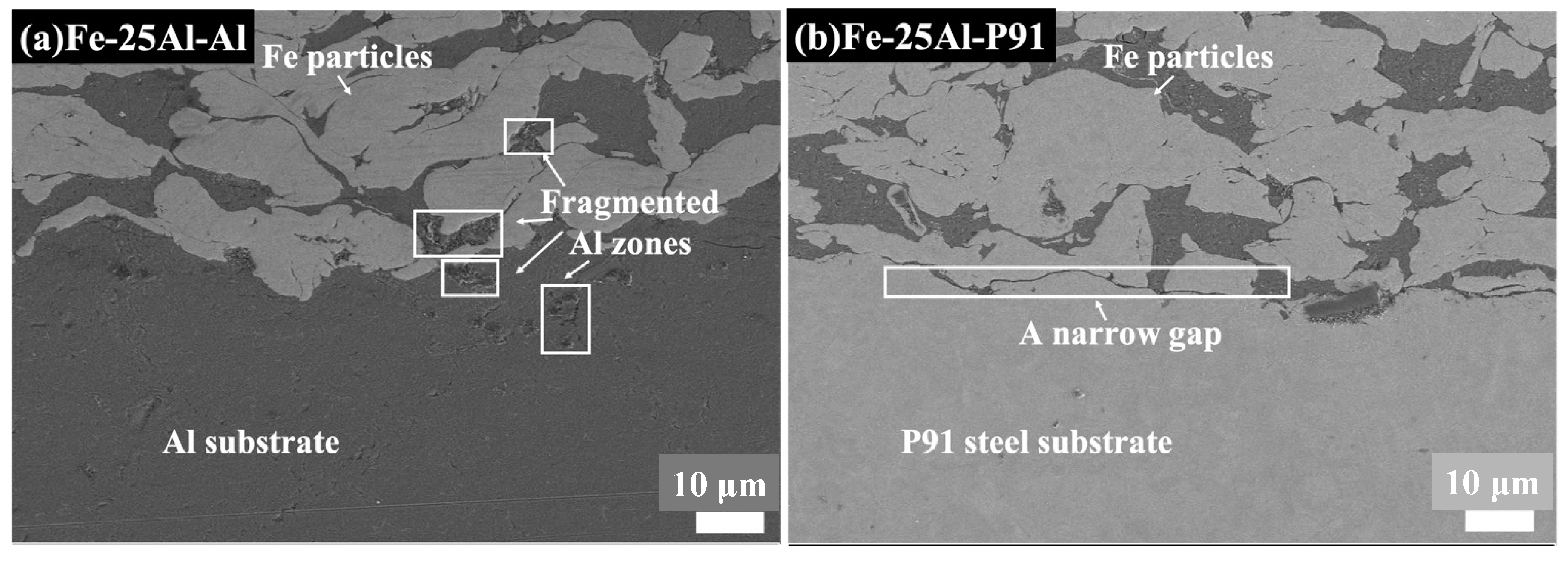
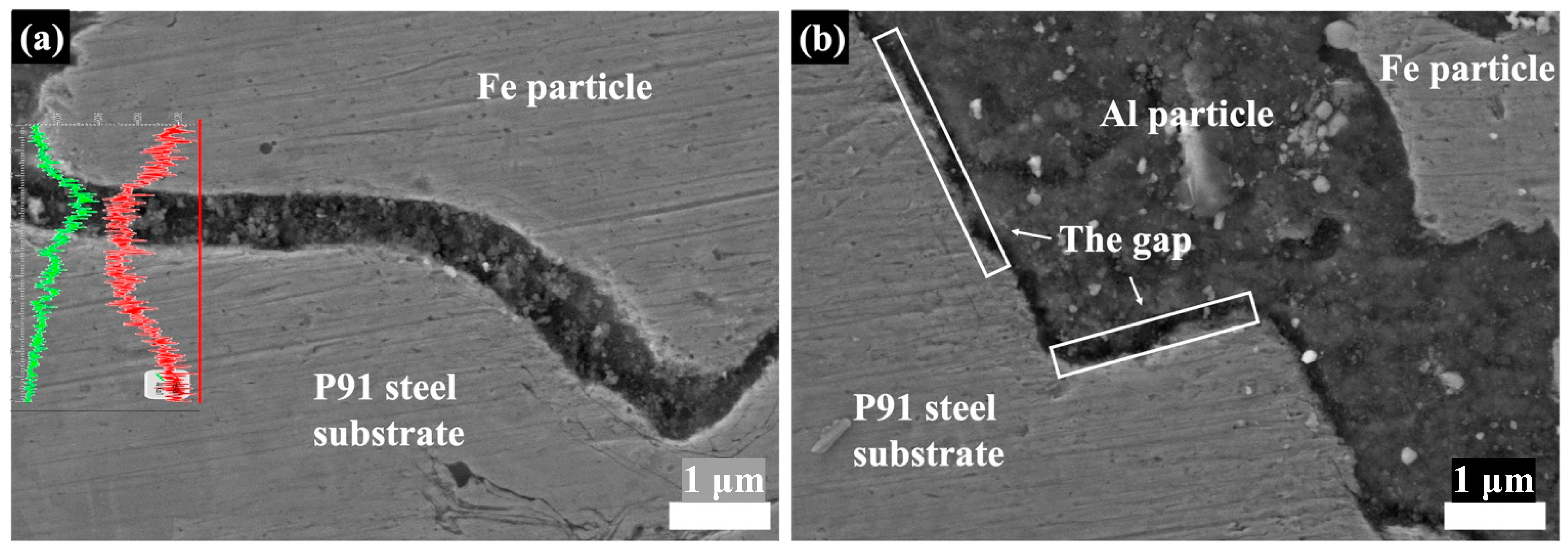
- The hardness of the substrate had an obvious influence on both the deposition behavior and the bonding strength. Influenced by the in situ hammer effect, the fragmented zones were densified to a transition layer and further improved the bonding strength of Fe-25Al-P91.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zeina, E.C.; Kassem, W.; Shehadeh, M.; Hamade, R.F. On the Mechanical Response and Intermetallic Compound Formation in Al/Fe Interface: Molecular Dynamics Analyses. Philos. Mag. 2020, 1–20. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, N.; Zhou, Z.J.; Tong, Z.F. Influence of heating temperature and holding time on the formation sequence of iron aluminides at the interface of Fe:Al coatings. Mater. Today Commun. 2021, 28, 102516. [Google Scholar] [CrossRef]
- Janovska, M.P.; Sedlak, J.C.; Koller, M.; Siska, F.; Seiner, F. Characterization of Bonding Quality of a Cold-Sprayed Deposit by Laser Resonant Ultrasound Spectroscopy. Ultrasonics 2020, 106, 106140. [Google Scholar] [CrossRef]
- Wang, H.R.; Tyler, H.; Zhu, C.Y.; Kenneth, S.V. Design, Fabrication and Characterization of Feal-Based Metallic-Intermetallic Laminate (Mil) Composites. Acta. Mater. 2019, 175, 445–456. [Google Scholar] [CrossRef]
- Peska, M.; Karczewski, K.; Rzeszotarska, M.; Polanski, M. Direct Synthesis of Fe-Al Alloys from Elemental Powders Using Laser Engineered Net Shaping. Materials 2020, 13, 531. [Google Scholar] [CrossRef]
- Karimi, H.; Morteza, H. Effect of Sintering Techniques on the Structure and Dry Sliding Wear Behavior of Wc-Feal Composite. Ceram. Int. 2020, 11, 18487. [Google Scholar] [CrossRef]
- Hu, L.; Zhang, G.; Wang, H.; Yang, F.; Xiang, X.; Hu, M.; Cao, J.; Tang, T. Optimum preparation of Fe-Al/α-Al2O3 coating on 21-6-9 austenitic stainless steel. Fusion Eng. Des. 2019, 148, 111280. [Google Scholar] [CrossRef]
- Haidara, F.; Record, M.-C.; Duployer, B.; Mangelinck, D. Phase formation in Al–Fe thin film systems. Intermetallics 2012, 23, 143–147. [Google Scholar] [CrossRef]
- Wang, H.T.; Ji, G.C.; Li, C.J. Characterization of microstructure and properties of nanostructured Fe-Al/WC intermetallic composite coating deposited by cold spraying. In Proceedings of the 2010 International Conference on Mechanic Automation and Control Engineering (MACE), Wuhan, China, 26–28 June 2010; pp. 4–7. [Google Scholar]
- Cheng, W.-J.; Wang, C.-J. Growth of intermetallic layer in the aluminide mild steel during hot-dipping. Surf. Coat. Technol. 2009, 204, 824–828. [Google Scholar] [CrossRef]
- Wei, D.; Xin, W. Study on the Microstructure Modification of 6061Aluminum by Electron Beam Surface Treatment. Proceedings of 2010 International Conference on Measuring Technology and Mechatronics Automation, Changsha, China, 13–14 March 2010; pp. 665–668. [Google Scholar]
- Senderowski, C.; Bojar, Z. Gas detonation spray forming of Fe–Al coatings in the presence of interlayer. Surf. Coat. Technol. 2008, 202, 3538–3548. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Ryabinin, A.N.; Legoux, J.-G.; Yue, S. Influence of Helium and Nitrogen Gases on the Properties of Cold Gas Dynamic Sprayed Pure Titanium Coatings. J. Therm. Spray Technol. 2010, 20, 213–226. [Google Scholar] [CrossRef]
- Duan, B.; Shen, T.; Wang, D. Effects of solid loading on pore structure and properties of porous FeAl intermetallics by gel casting. Powder Technol. 2019, 344, 169–176. [Google Scholar] [CrossRef]
- Liu, Y.-N.; Sun, Z.; Cai, X.-P.; Jiao, X.-Y.; Feng, P.-Z. Fabrication of porous FeAl-based intermetallics via thermal explosion. Trans. Nonferrous Met. Soc. China 2018, 28, 1141–1148. [Google Scholar] [CrossRef]
- Arabgol, Z.; Villa Vidaller, M.; Assadi, H.; Gärtner, F.; Klassen, T. Influence of thermal properties and temperature of substrate on the quality of cold-sprayed deposits. Acta Mater. 2017, 127, 287–301. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.-F.; Li, W.Y.; Jie, H.-E. Effect of substrate hardness on the deformation behavior of subsequently incident particles in cold spraying. Appl. Surf. Sci. 2011, 257, 7560–7565. [Google Scholar] [CrossRef]
- Lee, W.-S.; Chen, T.-H.; Lin, C.-F.; Lu, G.-T. Adiabatic Shearing Localisation in High Strain Rate Deformation of Al-Sc Alloy. Mater. Trans. 2010, 51, 1216–1221. [Google Scholar] [CrossRef]
- Xiong, Y.; Zhuang, W.; Zhang, M. Effect of the thickness of cold sprayed aluminium alloy coating on the adhesive bond strength with an aluminium alloy substrate. Surf. Coat. Technol. 2015, 270, 259–265. [Google Scholar] [CrossRef]
- Rech, S.; Trentin, A.; Vezzù, S.; Vedelago, E.; Legoux, J.-G.; Irissou, E. Different Cold Spray Deposition Strategies: Single- and Multi-layers to Repair Aluminium Alloy Components. J. Therm. Spray Technol. 2014, 23, 1237–1250. [Google Scholar] [CrossRef]
- Moridi, A.; Gangaraj, S.M.H.; Vezzu, S.; Guagliano, M. Number of Passes and Thickness Effect on Mechanical Characteristics of Cold Spray Coating. Procedia Eng. 2014, 74, 449–459. [Google Scholar] [CrossRef]
- Dykhuizen, R.C.; Smith, M.F. Gas Dynamic Principles of Cold Spray. J. Therm. Spray Technol. 1998, 7, 205–212. [Google Scholar] [CrossRef]
- Panda, D.; Kumar, L.; Alam, S.N. Development of Al-Fe3Al Nanocomposite by Powder Metallurgy Route. Mater. Today Proc. 2015, 2, 3565–3574. [Google Scholar] [CrossRef]
- Cinca, N.; Drehmann, R.; Dietrich, D.; Gärtner, F.; Klassen, T.; Lampke, T.; Guilemany, J.M. Mechanically induced grain refinement, recovery and recrystallization of cold-sprayed iron aluminide coatings. Surf. Coat. Technol. 2019, 380, 125069. [Google Scholar] [CrossRef]
- Van Steenkiste, T.H.; Smith, J.R.; Teets, R.E. Aluminum coatings via kinetic spray with relatively large powder particles. Teets Surf. Coat. Technol. 2002, 154, 237–252. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Lagerbom, J.; Vuoristo, P. Microstructural Studies of Cold Sprayed Copper, Nickel, and Nickel-30% Copper Coatings. J. Therm. Spray Technol. 2007, 16, 488–497. [Google Scholar] [CrossRef]
- Canales, H.; Cano, I.G.; Dosta, S. Window of deposition description and prediction of deposition efficiency via machine learning techniques in cold spraying. Surf. Coat. Technol. 2020, 401, 126143. [Google Scholar] [CrossRef]
- Li, Y.-J.; Luo, X.-T.; Li, C.-J. Improving deposition efficiency and inter-particle bonding of cold sprayed Cu through removing the surficial oxide scale of the feedstock powder. Surf. Coat. Technol. 2021, 407, 126709. [Google Scholar] [CrossRef]
- Kang, H.-K.; Kang, S.B. Tungsten/copper composite deposits produced by a cold spray. Scr. Mater. 2003, 49, 1169–1174. [Google Scholar] [CrossRef]
- Richer, P.; Jodoin, B.; Ajdelsztajn, L.; Lavernia, E.J. Substrate Roughness and Thickness Effects on Cold Spray Nanocrystalline Al-Mg Coatings. J. Therm. Spray Technol. 2006, 15, 246–254. [Google Scholar] [CrossRef]
- Ng, C.-H.; Yin, S.; Lupoi, R.; Nicholls, J. Mechanical reliability modification of metal matrix composite coatings by adding Al particles via cold spray technology. Surf. Interfaces 2020, 20, 100515. [Google Scholar] [CrossRef]
- Cinca, N.; List, A.; Gärtner, F.; Guilemany, J.M.; Klassen, T. Coating formation, fracture mode and cavitation performance of Fe40Al deposited by cold gas spraying. Surf. Eng. 2014, 31, 853–859. [Google Scholar] [CrossRef]
- Wang, H.-T.; Li, C.-J.; Yang, G.-J.; Li, C.-X. Cold spraying of Fe/Al powder mixture: Coating characteristics and influence of heat treatment on the phase structure. Appl. Surf. Sci. 2008, 255, 2538–2544. [Google Scholar] [CrossRef]
- Chu, X.; Che, H.; Vo, P.; Chakrabarty, R.; Sun, B.; Song, J.; Yue, S. Understanding the cold spray deposition efficiencies of 316L/Fe mixed powders by performing splat tests onto as-polished coatings. Surf. Coat. Technol. 2017, 324, 353–360. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Li, Y.-J.; Zhang, Y.; Luo, X.-T.; Li, C.-J. Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 2018, 138, 105–115. [Google Scholar] [CrossRef]
- Luo, X.-T.; Wei, Y.-K.; Wang, Y.; Li, C.-J. Microstructure and mechanical property of Ti and Ti6Al4V prepared by an in-situ shot peening assisted cold spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Luo, X.-T.; Li, C.-X.; Li, C.-J. Optimization of In-Situ Shot-Peening-Assisted Cold Spraying Parameters for Full Corrosion Protection of Mg Alloy by Fully Dense Al-Based Alloy Coating. J. Therm. Spray Technol. 2016, 26, 173–183. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Luo, X.-T.; Chu, X.; Huang, G.-S.; Li, C.-J. Solid-state additive manufacturing high performance aluminum alloy 6061 enabled by an in-situ micro-forging assisted cold spray. Mater. Sci. Eng. A 2020, 776, 139024. [Google Scholar] [CrossRef]
- Chakradhar, R.P.S.; Chandra Mouli, G.; Barshilia, H.; Srivastava, M. Improved Corrosion Protection of Magnesium Alloys AZ31B and AZ91 by cold-sprayed aluminum coatings. J. Therm. Spray Technol. 2021, 30, 371–384. [Google Scholar] [CrossRef]
- Winnicki, M.; Kozerski, S.; Małachowska, A.; Pawłowski, L.; Rutkowska-Gorczyca, M. Optimization of ceramic content in nickel–alumina composite coatings obtained by low pressure cold spraying. Surf. Coat. Technol. 2021, 405, 126732. [Google Scholar] [CrossRef]
- Wang, L.-S.; Zhou, H.-F.; Zhang, K.-J.; Wang, Y.-Y.; Li, C.-X.; Luo, X.-T.; Yang, G.-J.; Li, C.-J. Effect of the powder particle structure and substrate hardness during vacuum cold spraying of Al2O3. Ceram. Int. 2017, 43, 4390–4398. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Fraction of Fe | Fraction of Al | Substrate |
|---|---|---|---|
| Fe-25Al-Al | 75 | 25 | Al |
| Fe-50Al-Al | 50 | 50 | |
| Fe-75Al-Al | 25 | 75 | |
| Fe-25Al-P91 | 75 | 25 | P91 |
| Fe-50Al-P91 | 50 | 50 | |
| Fe-75Al-P91 | 25 | 75 |
| Samples | Actual Fraction | |||
|---|---|---|---|---|
| Fe | Al | Fragmented Zones | Error | |
| Fe-25Al-Al | 60.45 | 29.33 | 10.22 | |
| Fe-50Al-Al | 43.28 | 48.97 | 7.75 | |
| Fe-75Al-Al | 45.56 | 44.82 | 9.62 | |
| Fe-25Al-P91 | 66.89 | 31.95 | 1.16 | |
| Samples | Actual Fraction (wt.%) | Bonding Strength (MPa) | ||
|---|---|---|---|---|
| Fe | Al | Error | ||
| Fe-25Al-Al | 60.45 | 39.55 | 52 | |
| Fe-50Al-Al | 43.28 | 56.72 | 73 | |
| Fe-75Al-Al | 45.56 | 54.44 | 65 | |
| Fe-25Al-P91 | 66.89 | 33.11 | 109 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Deng, N.; Tong, Z.; Zhou, Z. The Effect of Fe/Al Ratio and Substrate Hardness on Microstructure and Deposition Behavior of Cold-Sprayed Fe/Al Coatings. Materials 2023, 16, 878. https://doi.org/10.3390/ma16020878
Wang Y, Deng N, Tong Z, Zhou Z. The Effect of Fe/Al Ratio and Substrate Hardness on Microstructure and Deposition Behavior of Cold-Sprayed Fe/Al Coatings. Materials. 2023; 16(2):878. https://doi.org/10.3390/ma16020878
Chicago/Turabian StyleWang, You, Nan Deng, Zhenfeng Tong, and Zhangjian Zhou. 2023. "The Effect of Fe/Al Ratio and Substrate Hardness on Microstructure and Deposition Behavior of Cold-Sprayed Fe/Al Coatings" Materials 16, no. 2: 878. https://doi.org/10.3390/ma16020878
APA StyleWang, Y., Deng, N., Tong, Z., & Zhou, Z. (2023). The Effect of Fe/Al Ratio and Substrate Hardness on Microstructure and Deposition Behavior of Cold-Sprayed Fe/Al Coatings. Materials, 16(2), 878. https://doi.org/10.3390/ma16020878