
Design Improvement of Four-Strand Continuous-Casting Tundish Using Physical and Numerical Simulation


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
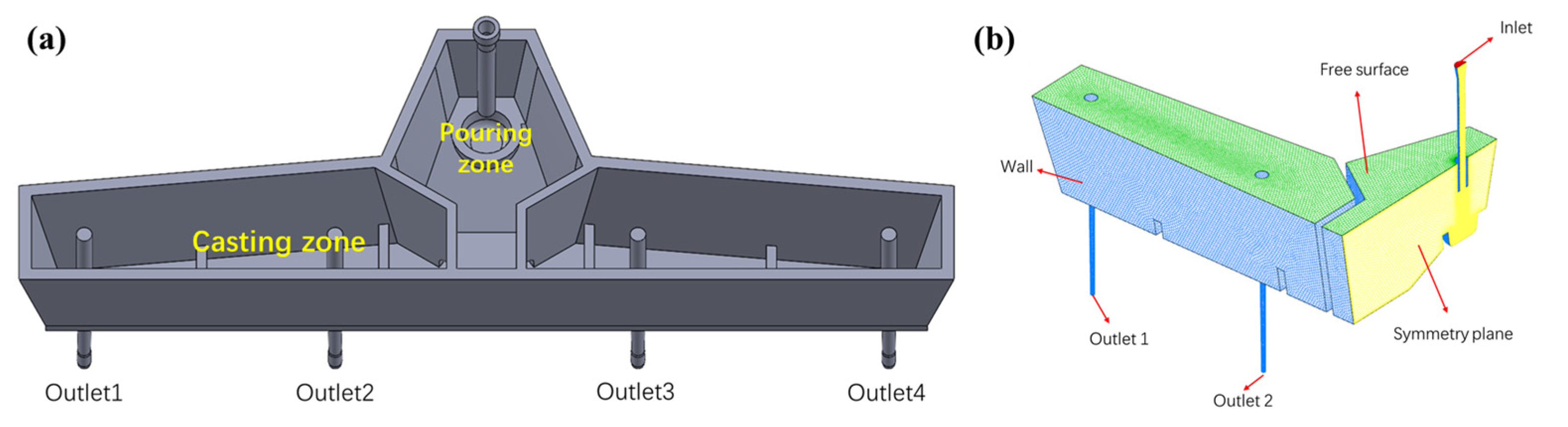
2.1. Geometry and Meshing
2.2. Design of Flow Control Devices
2.3. Mathematical Modelling
- Continuity equation:
- 2.
- Momentum equations:
- 3.
- The turbulence is defined by the standard k-ε model as follows:
- 4.
- The diffusion behavior of the tracer can be described by the conservation equation, which is expressed as follows:
- A velocity inlet was applied to the inlet of the tundish. The turbulent kinetic energy and turbulent dissipation rate were calculated by k = 0.01u2inlet and ε = 2k1.5/dinlet.
- The outlet of this model was defined as an outflow boundary.
- The free surface of the steel bath is flat and frictionless.
- In the symmetric plane, the gradients of all variables were set to zero.
- The walls of the tundish were treated using the non-slip wall boundary condition as well as the near-wall surface using the standard wall function.
- The molten steel in the tundish is an incompressible single-phase turbulent flow.
- The influence of the slag layer on the flow is ignored.
- Both water and tracers are assumed as liquid phases.
2.4. Validation between Mathematical and Water Modelling
3. Results and Discussion
3.1. The Effect of Flow Rate on the Flow Pattern of the Original Tundish
3.2. The Fluid Flow Inside the Tundish under Three Designs of Retaining Wall
3.3. Effect of Different Ladle Shrouds on the Flow Field of the Tundish
4. Conclusions
- The molten steel inside the original tundish pool tends to be more active, especially the zone around the far outlets, when the flow rate is increased from 3.8 L/min to 4.7 L/min and 6.2 L/min, which results in a decrease in dead volume and a better consistency between different outlets.
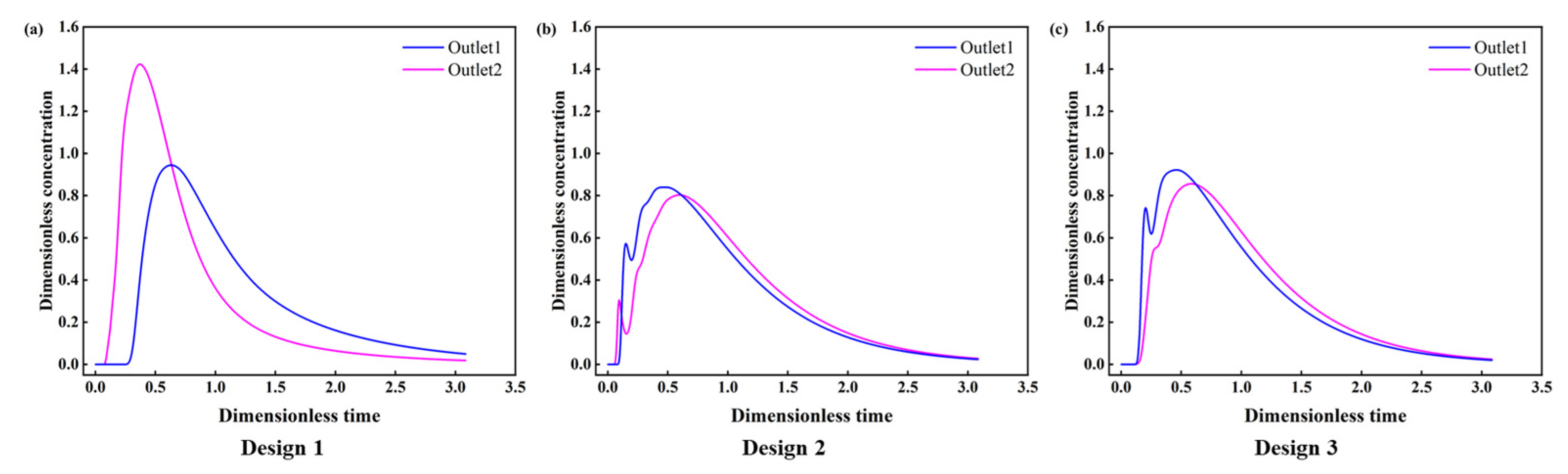
- The dead volume is relatively high and the consistency between the near and far outlets remains to be improved in the original tundish. Two optimized flow control devices (Design 2 and Design 3) have been proposed. A large circular flow is formed in Designs 2 and Design 3, which contributes to the decrease in dead volume and the improvement of consistency.
- Design 3 outperforms Design 2 in the flow pattern, dead volume, plug volume, and outlet consistency due to the counterclockwise circular flow formed by the upward diversion hole.
- A new ladle shroud was designed, which further improved the flow characteristics, especially in relieving the turbulence around the impact zone, slightly increasing the plug volume and outlet consistency. Overall, a combination of Design 3 and TLS demonstrates the best performance in the flow characteristics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rd, M.; Lopez-Ramirez, S.; Palafox-Ramos, J.; Zacharias, D. Numerical and modeling analysis of fluid flow and heat transfer of liquid steel in a tundish with different flow control devices. ISIJ Int. 1999, 39, 455–462. [Google Scholar]
- Jin, Y.; Dong, X.; Yang, F.; Cheng, C.; Li, Y.; Wang, W. Removal mechanism of microscale non-metallic inclusions in a tundish with multi-hole-double-baffles. Metals 2018, 8, 611. [Google Scholar] [CrossRef]
- Sahai, Y. Tundish technology for casting clean steel: A review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. The physical and mathematical modelling of continuous casting tundish systems. ISIJ Int. 1999, 39, 524–547. [Google Scholar] [CrossRef]
- Sheng, D.-Y. Mathematical modelling of multiphase flow and inclusion behavior in a single-strand tundish. Metals 2020, 10, 1213. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Physical and Mathematical Modelling of Steelmaking Tundish Operations: A Review of the Last Decade (1999–2009). ISIJ Int. 2010, 50, 331–348. [Google Scholar] [CrossRef]
- Mazumdar, D. Review, analysis, and modeling of continuous casting tundish systems. Steel Res. Int. 2019, 90, 1800279. [Google Scholar] [CrossRef]
- Fang, Q.; Zhang, H.; Luo, R.; Liu, C.; Wang, Y.; Ni, H. Optimization of flow, heat transfer and inclusion removal behaviors in an odd multistrand bloom casting tundish. J. Mater. Res. Technol. 2020, 9, 347–363. [Google Scholar] [CrossRef]
- Tang, H.; Wang, K.; Li, X.; Liu, J.; Zhang, J. Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting. Metals 2021, 11, 1075. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.; Duan, P.; Kang, X.; Wang, E. “Power curve” key factor affecting metallurgical effects of an induction heating tundish. J. Iron Steel Res. Int. 2022, 29, 151–164. [Google Scholar] [CrossRef]
- Chen, C.; Jonsson, L.T.I.; Tilliander, A.; Cheng, G.; Jönsson, P.G. A mathematical modeling study of tracer mixing in a continuous casting tundish. Metall. Mater. Trans. B 2015, 46, 169–190. [Google Scholar] [CrossRef]
- Zhu, H.-H.; Wang, M.; Yao, C.; Wang, Z.-L.; Wang, X.-L.; Bao, Y.-P. Influence of non-iso-velocity casting on flow-field index of a 41-ton six-strand tundish by physical and numerical modeling. J. Iron Steel Res. Int. 2022, 20, 51–63. [Google Scholar] [CrossRef]
- Cloete, J.H.; Akdogan, G.; Bradshaw, S.M.; Chibwe, D.K. Physical and numerical modelling of a four-strand steelmaking tundish using flow analysis of different configurations. J. South. Afr. Inst. Min. Metall. 2015, 115, 355–362. [Google Scholar] [CrossRef]
- Zheng, S.-G.; Zhu, M.-Y. Optimization of flow control devices in a ten-strand billet caster tundish. China Foundry 2016, 13, 414–421. [Google Scholar] [CrossRef]
- He, F.; Zhang, L.-Y.; Xu, Q.-Y. Optimization of flow control devices for a T-type five-strand billet caster tundish: Water modeling and numerical simulation. China Foundry 2016, 13, 166–175. [Google Scholar] [CrossRef]
- de Sousa Rocha, J.R.; de Souza, E.E.B.; Marcondes, F.; de Castro, J.A. Modeling and computational simulation of fluid flow, heat transfer and inclusions trajectories in a tundish of a steel continuous casting machine. J. Mater. Res. Technol. 2019, 8, 4209–4220. [Google Scholar] [CrossRef]
- Ai, X.-G.; Han, D.; Li, S.-L.; Zeng, H.-B.; Li, H.-Y. Optimization of flow uniformity control device for six-stream continuous casting tundish. J. Iron Steel Res. Int. 2020, 27, 1035–1044. [Google Scholar] [CrossRef]
- Heaslip, L.J.; Schade, J. Physical modeling and visualization of liquid steel flow behavior during continuous casting. Iron Steelmak. 1999, 26, 33–41. [Google Scholar]
- Ramirez, O.S.D.; Torres-Alonso, E.; Banderas, J.A.R.; Villa, S.A.A.; Bocanegra, C.A.H.; Martínez, J.S.T. Thermal and Fluid-Dynamic Optimization of a Five Strand Asymmetric Delta Shaped Billet Caster Tundish. Steel Res. Int. 2018, 89, 1700428. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Q.; Yang, S.; Chen, Z.; Li, J.; Jiang, Z. Advances in ladle shroud as a functional device in tundish metallurgy: A review. ISIJ Int. 2019, 59, 1167–1177. [Google Scholar] [CrossRef]
- Zhang, H.; Fang, Q.; Deng, S.; Liu, C.; Ni, H. Multiphase Flow in a Five-Strand Tundish Using Trumpet Ladle Shroud during Steady-State Casting and Ladle Change-Over. Steel Res. Int. 2019, 90, 1800497. [Google Scholar] [CrossRef]
- Yang, L.; Chen, L.; Chen, J.; Li, Y.; Wang, S.; Chen, C.; Xu, Z. On the Ladle Shroud Design and Mis-alignment Effects on the Fluid Flow in a Metallurgical Tundish- A CFD Model Study. E3S Web Conf. 2020, 185, 04069. [Google Scholar]
- Zhang, J.; Yang, S.; Chen, Y.; Chen, Z.; Zhao, J.; Li, J.; Jiang, Z. Comparison of Multiphase Flow in a Continuous Casting Tundish Using Two Types of Industrialized Ladle Shrouds. JOM 2018, 70, 2886–2892. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, S.; Li, M.; Chen, Z.; Jiang, Z.; Li, J. Mathematical modelling of fluid flow inside trumpet-shaped ladle shrouds. Ironmak. Steelmak. 2017, 44, 732–738. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. In Numerical Prediction of Flow, Heat Transfer, Turbulence and Combustion; Elsevier: Amsterdam, The Netherlands, 1983; pp. 96–116. [Google Scholar]
- Yang, B.; Deng, A.; Li, Y.; Wang, E. Exploration of the Relationship between the Electromagnetic Field and the Hydrodynamic Phenomenon in a Channel Type Induction Heating Tundish Using a Validated Model. ISIJ Int. 2022, 62, 677–688. [Google Scholar] [CrossRef]
- Chang, S.; Zhong, L.; Zou, Z. Simulation of Flow and Heat Fields in a Seven-strand Tundish with Gas Curtain for Molten Steel Continuous-Casting. ISIJ Int. 2015, 55, 837–844. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.; Kang, X.; Duan, P.; Wang, E. Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish. Metals 2022, 12, 509. [Google Scholar] [CrossRef]
- Kumar, A.; Mazumdar, D.; Koria, S.C. Modeling of fluid flow and residence time distribution in a four-strand tundish for enhancing inclusion removal. ISIJ Int. 2008, 48, 38–47. [Google Scholar] [CrossRef]
- Lei, H.; Liu, C. Whole analysis approach for residue time distribution curve in multi-strand continuous casting tundish. Acta Metall. Sin. 2010, 46, 1109–1114. [Google Scholar] [CrossRef]
- García-Hernández, S.; de, J. Barreto, J.; Ramos-Banderas, J.A.; Solorio-Diaz, G. Modeling Study of the Vortex and Short Circuit Flow Effect on Inclusion Removal in a Slab Tundish. Steel Res. Int. 2010, 81, 453–460. [Google Scholar] [CrossRef]
- He, F.; Wang, H.; Zhu, Z. Numerical investigation of effect of casting speed on flow characteristics of molten steel in multistrand tundish. ISIJ Int. 2019, 59, 1250–1258. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.; Yan, Y.; Chen, Z.; Yang, S.; Zhao, J.; Jiang, Z. A comparative study of fluid flow and mass transfer in a trumpet-shaped ladle shroud using large eddy simulation. Metall. Mater. Trans. B 2016, 47, 495–507. [Google Scholar] [CrossRef]
- Chatterjee, S.; Li, D.; Chattopadhyay, K. Tundish open eye formation: A trivial event with dire consequences. Steel Res. Int. 2017, 88, 1600436. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, S.; Li, J.; Yang, W.; Wang, Y.; Guo, X. Large eddy simulation on flow structure in a dissipative ladle shroud and a tundish. ISIJ Int. 2015, 55, 1684–1692. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Total length of the shroud, mm | 1300 |
| Diameter of the entrance nozzle, mm | 80 |
| Inlet diameter of the ladle shroud, mm | 131.5 |
| Height of the liquid bath, mm | 1000 |
| Width of the liquid bath, mm | 2100 |
| Length of the liquid bath, mm | 7240 |
| Submergence depth of ladle shroud, mm | 300 |
| Liquid steel density, kg·m−3 | 7020 |
| Steel viscosity, kg/(m·s) | 0.006 |
| Cross section, mm | 420 × 320 |
| Cast speed, m/min | 0.4~0.65 |
| Tracer molecule diffusion coefficient, m2·s−1 | 1.994 × 10−9 |
| Ink molecule diffusion coefficient, m2·s−1 | 2.818 × 10−10 |
| Type | Outlet | Volume Rate of the Dead Volume—% | Volume Rate of the Plug Volume—% | Response Time—S | Volume Rate of the Well-Mixed Volume—% | Consistency |
|---|---|---|---|---|---|---|
| Design 1 | 1st | 4.84 | 27.94 | 317 | 67.22 | 0.108 |
| 2nd | 35.34 | 8.24 | 93.5 | 56.42 | ||
| Whole | 20.88 | 8.64 | 98 | 70.48 | ||
| Design 2 | 1st | 17.87 | 9.17 | 104 | 72.97 | 0.025 |
| 2nd | 11.14 | 6.13 | 69.5 | 82.72 | ||
| Whole | 14.53 | 6.39 | 72.5 | 79.08 | ||
| Design 3 | 1st | 18.21 | 13.13 | 149 | 68.66 | 0.027 |
| 2nd | 10.26 | 14.76 | 167.5 | 74.7 | ||
| Whole | 14.27 | 13.44 | 152.5 | 72.29 |
| Type | Outlet | Volume Rate of the Dead Volume—% | Volume Rate of the Plug Volume—% | Response Time—S | Volume Rate of the Well-Mixed Volume—% | Consistency |
|---|---|---|---|---|---|---|
| CLS | 1st | 18.21 | 13.13 | 149 | 68.66 | 0.027 |
| 2nd | 10.26 | 14.76 | 167.5 | 74.7 | ||
| Whole | 14.27 | 13.44 | 152.5 | 72.29 | ||
| TLS | 1st | 16.16 | 14.23 | 161.5 | 69.61 | 0.014 |
| 2nd | 12.08 | 16.79 | 190.5 | 71.13 | ||
| Whole | 14.13 | 14.76 | 167.5 | 71.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Qin, B.; Zhang, J.; Dong, H.; Li, M.; Tao, B.; Mao, X.; Liu, Q. Design Improvement of Four-Strand Continuous-Casting Tundish Using Physical and Numerical Simulation. Materials 2023, 16, 849. https://doi.org/10.3390/ma16020849
Li Q, Qin B, Zhang J, Dong H, Li M, Tao B, Mao X, Liu Q. Design Improvement of Four-Strand Continuous-Casting Tundish Using Physical and Numerical Simulation. Materials. 2023; 16(2):849. https://doi.org/10.3390/ma16020849
Chicago/Turabian StyleLi, Quanhui, Bangming Qin, Jiangshan Zhang, Hongbiao Dong, Ming Li, Biao Tao, Xinping Mao, and Qing Liu. 2023. "Design Improvement of Four-Strand Continuous-Casting Tundish Using Physical and Numerical Simulation" Materials 16, no. 2: 849. https://doi.org/10.3390/ma16020849
APA StyleLi, Q., Qin, B., Zhang, J., Dong, H., Li, M., Tao, B., Mao, X., & Liu, Q. (2023). Design Improvement of Four-Strand Continuous-Casting Tundish Using Physical and Numerical Simulation. Materials, 16(2), 849. https://doi.org/10.3390/ma16020849