
Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Base Metal
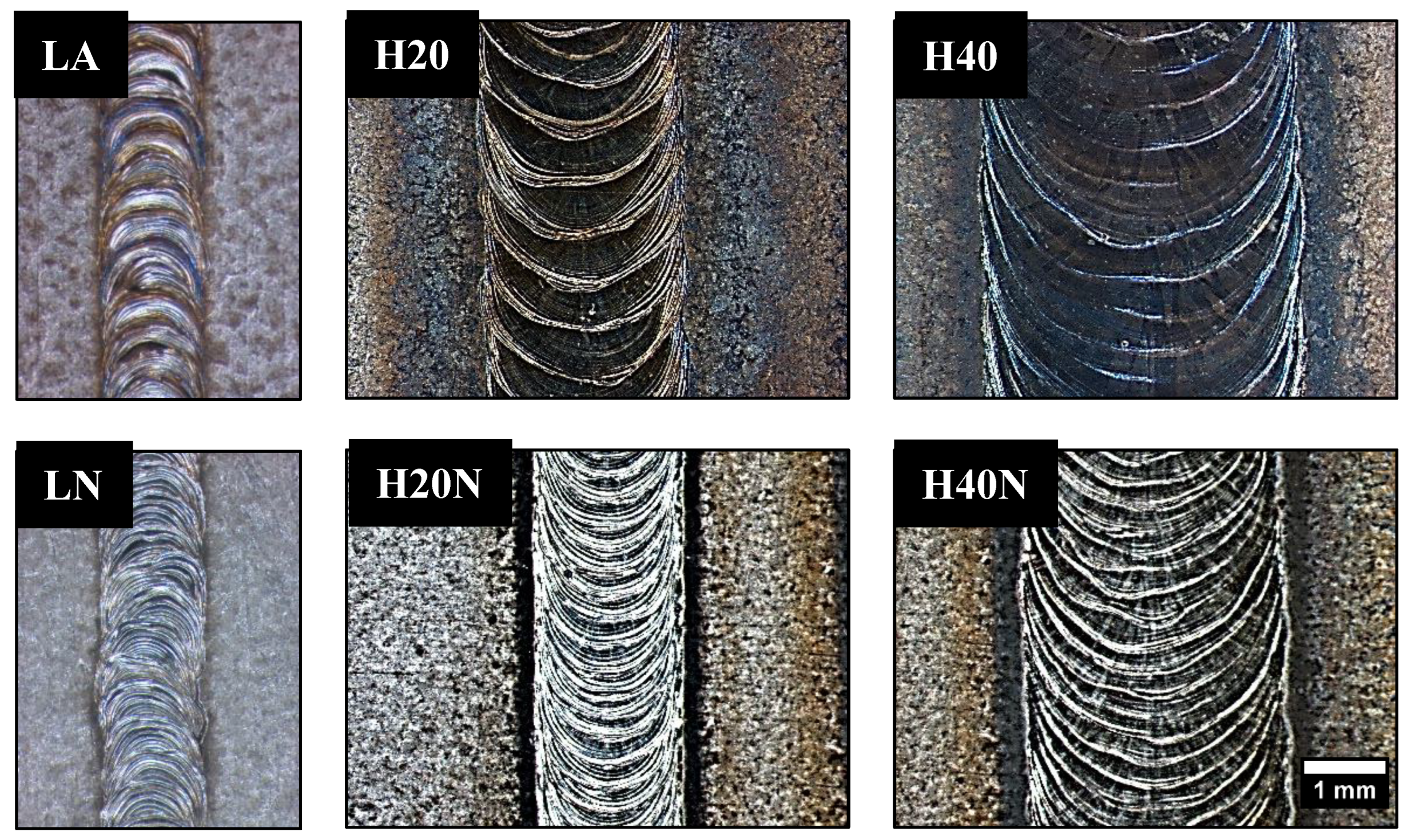
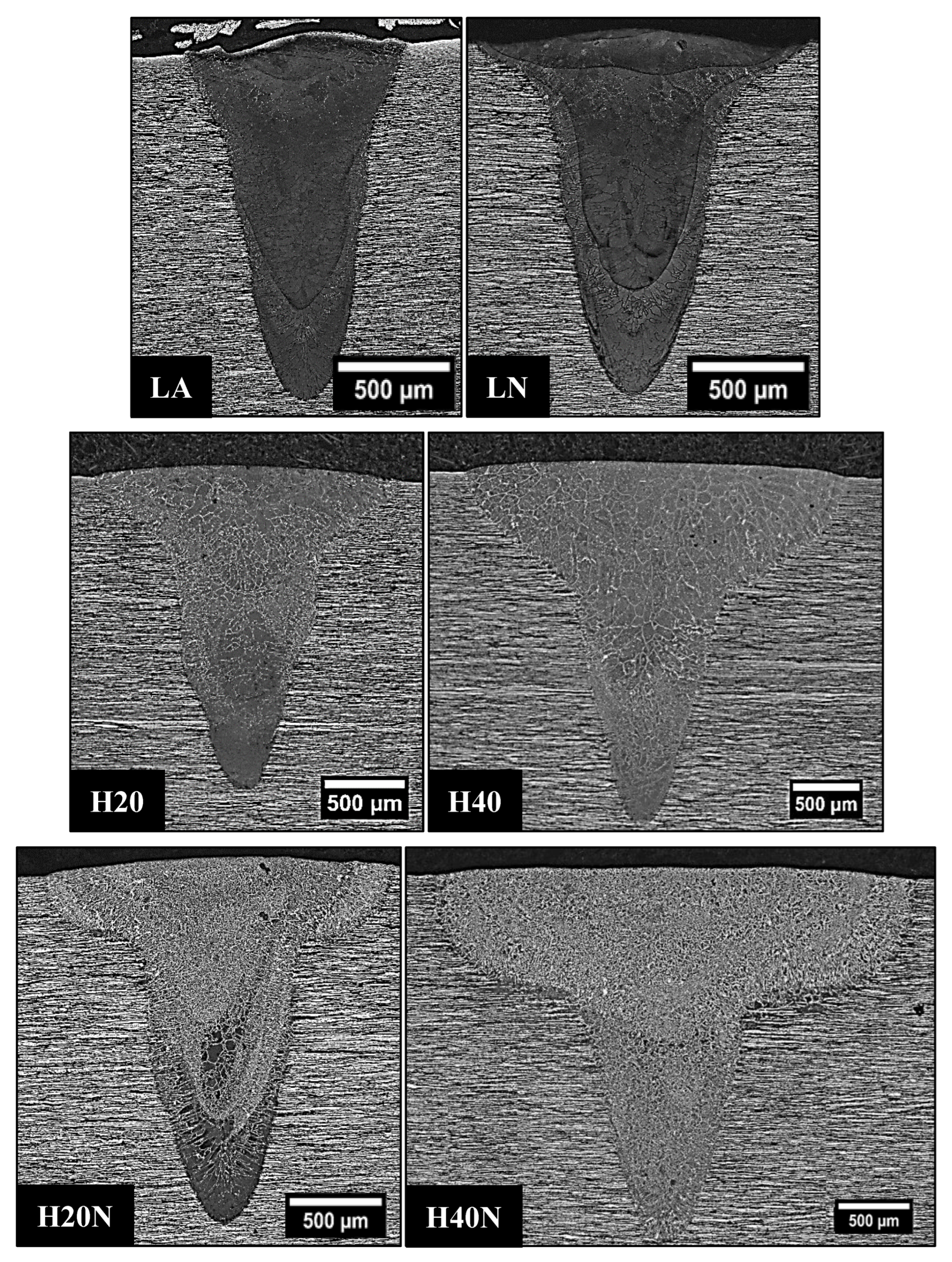
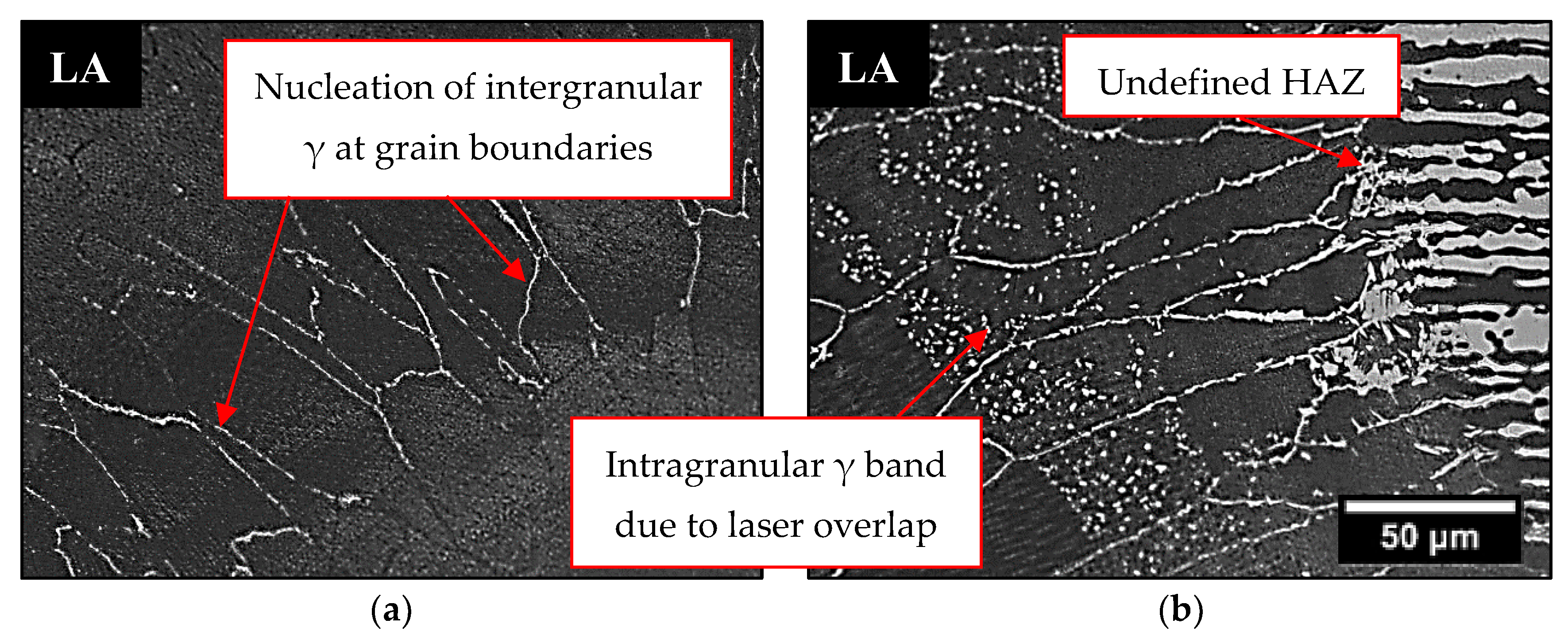
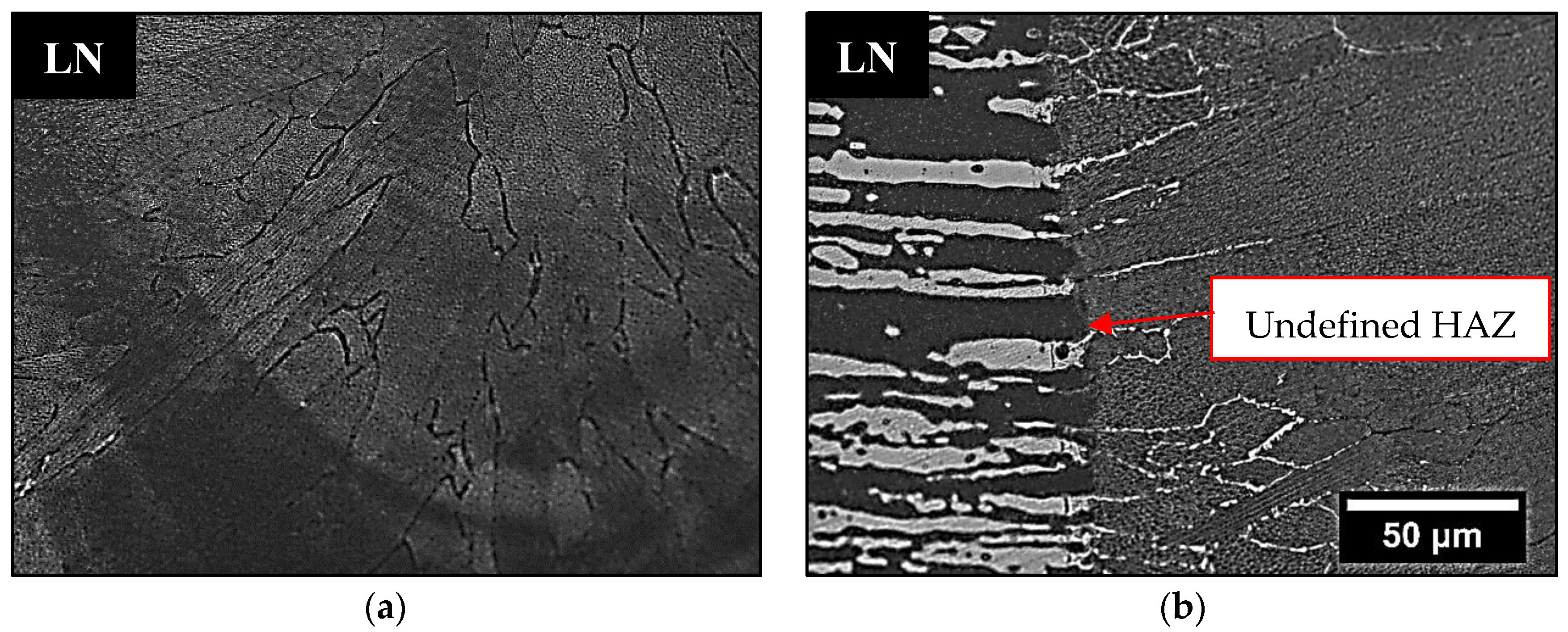
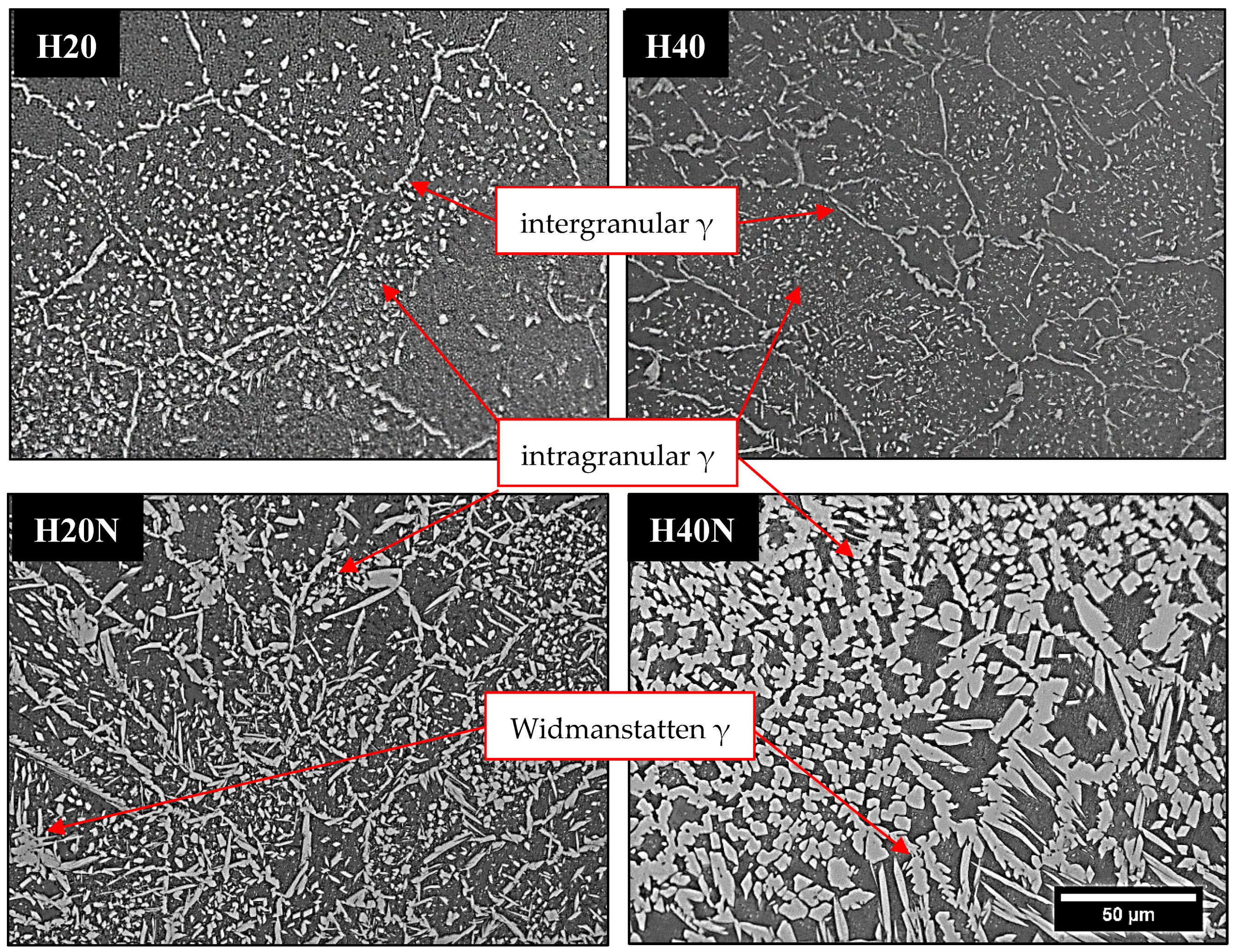
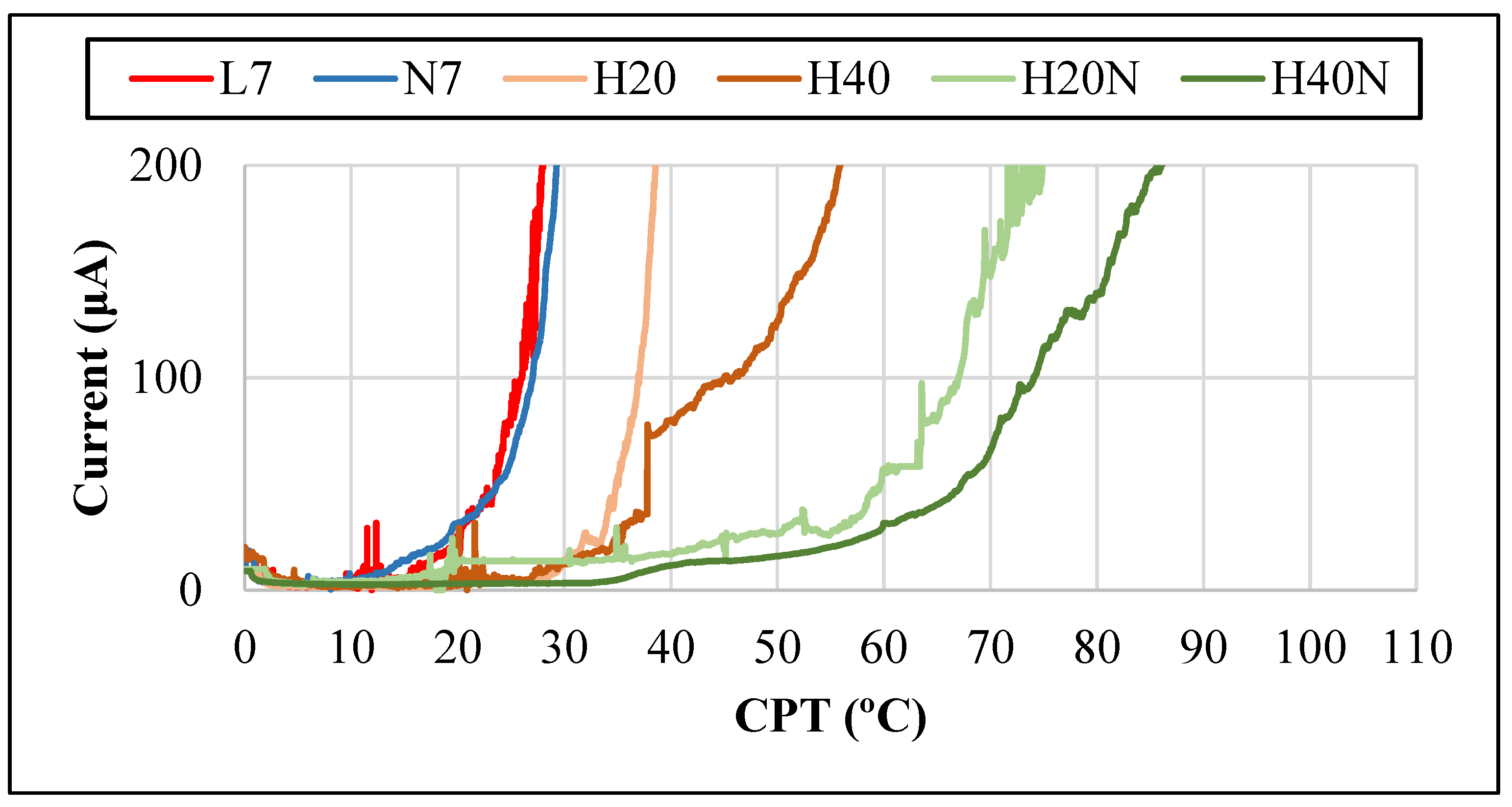
3.2. Weld Beads
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zambon, A.; Bonollo, F. Rapid solidification in laser welding of stainless steels. Mater. Sci. Eng. A 1994, 178, 203–207. [Google Scholar] [CrossRef]
- da Cruz Junior, E.J.; Franzini, O.D.; Calliari, I.; Ventrella, V.A. Effects of Nickel Addition on the Microstructure of Laser-Welded UNS S32750 Duplex Stainless Steel. Metall. Mater. Trans. A 2019, 50, 1616–1618. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Zhou, C. Effects of nitrogen in shielding gas on microstructure evolution and localized corrosion behavior of duplex stainless steel welding joint. Appl. Surf. Sci. 2017, 404, 110–128. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Eskandarian, M.; Zabolian, A.; Nezakat, M.; Szpunar, J.A. Evaluation of microstructure and texture across the welded interface of super duplex stainless steel and high strength low alloy steel. Surf. Coat. Technol. 2015, 264, 150–162. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Eskandarian, M.; Zabolian, A.; Szpunar, J.A. Characterization of microstructure and texture across dissimilar super duplex/austenitic stainless steel weldment joint by super duplex filler metal. Mater. Charact. 2015, 106, 27–35. [Google Scholar] [CrossRef]
- Köse, C.; Topal, C. Texture, microstructure and mechanical properties of laser beam welded AISI 2507 super duplex stainless steel. Mater. Chem. Phys. 2022, 289, 126490. [Google Scholar] [CrossRef]
- Nithin Raj, P.; Sivan, A.P.; Sekar, K.; Joseph, M.A. Effect of Austenite Reformation on Localized Corrosion Resistance of Hyper-Duplex Stainless Steel in Hot Chloride Solution. Inter. J. Metalcast. 2020, 14, 167–178. [Google Scholar] [CrossRef]
- Ma, C.Y.; Zhou, L.; Zhang, R.X.; Li, D.G.; Shu, F.Y.; Song, X.G.; Zhao, Y.Q. Enhancement in mechanical properties and corrosion resistance of 2507 duplex stainless steel via friction stir processing. J. Mater. Res. Technol. 2020, 9, 8296–8305. [Google Scholar] [CrossRef]
- Maftoum, R.A.; Borges, P.C.; Marqueze, C.M. Influência do nitrogênio na resistência à erosão por cavitação do aço inoxídavel martensítico. Matéria 2017, 22, e11933. [Google Scholar] [CrossRef][Green Version]
- Lundin, C.D.; Russel, S.W. The Development of Qualification Standards for Cast Duplex Stainless Steel; Materials Joining Group—Materials Science and Engineering, University of Tennessee Knoxville: Knoxville, TN, USA, 2005; p. 166. [Google Scholar]
- Ramírez-Londoño, A.J. Precipitação das Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex; Tese (Doutorado em Engenharia Metalúrgica e de Materiais)—Escola Politécnica da Universidade de São Paulo: São Paulo, Brazil, 2001; p. 241. [Google Scholar]
- Reyes-Hernández, D.; Manzano-Ramírez, A.; Encinas, A.; Sánchez-Cabrera, V.M.; Marroquín De Jesús, Á.; García-García, R.; Orozco, G.; Olivares-Ramírez, J.M. Addition of nitrogen to GTAW welding duplex steel 2205 and its effect on fatigue strength and corrosion. Fuel 2017, 198, 165–169. [Google Scholar] [CrossRef]
- Videira, A.M.; Crespo, G.S.; Ventrella, V.A. Application of pulsed laser Nd:YAG in superduplex steel UNS S 32750: Autogenous laser welding, Laser welding with refusion process by laser and Hybrid welding (laser/GTAW). In Nd:YAG Lasers: Technology and Applications; Larry, P.T., Ed.; Nova Science Publishers: New York, NY, USA, 2020; Volume 1, pp. 63–89. [Google Scholar]
- Kangda, H.; Chen, Z.; Xiaoyan, Z.; Ming, G. Effect of heat input on weld microstructure and toughness of laser-arc hybrid welding of martensitic stainless steel. J. Mater. Process. Technol. 2017, 245, 7–14. [Google Scholar]
- Ramkumar, K.D.; Mishra, D.; Raj, B.G.; Vignesh, M.K.; Thiruvengatam, G.; Sudharshan, S.P.; Arivazhagan, N.; Sivashanmugam, N.; Rabel, A.M. Effect of optimal weld parameters in the microstructure and mechanical properties of autogeneous gas tungsten arc weldments of super-duplex stainless steel UNS S32750. Mater. Des. 2015, 66, 356–365. [Google Scholar] [CrossRef]
- Jagesvar, V.; Ravindra, V.T. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar]
- Saravanan, S.; Raghukandan, K.; Sivagurumanikandan, N. Pulsed Nd: YAG laser welding and subsequent post-weld heat treatment on super duplex stainless steel. J. Manuf. Process. 2017, 25, 284–289. [Google Scholar] [CrossRef]
- Jafarzadegan, M.; Taghiabadi, R.; Mofid, M.A. Using double ellipsoid heat source model for prediction of HAZ grain growth in GTAW of stainless steel 304. Mater. Today Commun. 2022, 31, 103411. [Google Scholar] [CrossRef]
- ASTM E407-07 e1; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM G150; Standard Test Method for Electrochemical Critical Pitting Temperature Testing of Stainless Steels. Mai: Philadelphia, PA, USA, 2013.
- Maurya, A.K.; Pandey, C.; Chhibber, R. Effect of filler metal composition on microstructural and mechanical characterization of dissimilar welded joint of nitronic steel and super duplex stainless steel. Arch. Civ. Mech. Eng. 2022, 22, 1–28. [Google Scholar] [CrossRef]
- Rodrigues, D.G.; Braga Maria, G.G.; Viana, N.A.L.; Santos, D.B. Effect of low cold-rolling strain on microstructure, texture, phase transformation, and mechanical properties of 2304 lean duplex stainless steel. Mater. Charact. 2019, 150, 138–149. [Google Scholar] [CrossRef]
- Zhao, K.; Li, X.Q.; Wang, L.W.; Yang, Q.R.; Cheng, L.J.; Cui, Z.Y. Passivation Behavior of 2507 Super Duplex Stainless Steel in Hot Concentrated Seawater: Influence of Temperature and Seawater Concentration. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 326–340. [Google Scholar] [CrossRef]
- Guo, Y.; Liang, P.; Shi, Y.; Zhao, Y.; Li, F.; Jin, L. Effect of Hydrogen on Corrosion Behavior of S32750 Super Duplex Stainless Steel. Int. J. Eletrochem. Sci. 2018, 13, 10302–10313. [Google Scholar] [CrossRef]
- Gennari, C.; Lago, M.; Bögre, B.; Mészáros, I.; Calliari, I.; Pezzato, L. Microstructural and Corrosion Properties of Cold Rolled Laser Welded UNS S32750 Duplex Stainless Steel. Metals 2018, 8, 1074. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Agida, S.N.; Abdulhadi, H.A. Effects of heat input on microstructure, corrosion and mechanical characteristics of welded austenitic and duplex stainless steel: A review. Metals 2017, 7, 39. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Agida, S.N.; Abdulhadi, H.A. Fiber laser welding of dissimilar 2205/304 stainless steel plates. Metals 2017, 7, 546. [Google Scholar] [CrossRef]
- Magalhães CH, X.M.; Faria GL, D.; Lagoeiro, L.E.; Silva, J.D. Characterization of the Austenite Reformation Mechanisms as a Function of the Initial Ferritic State in a UNS S32304 Duplex Stainless Steel. Mater. Res. 2017, 20, 1470–1479. [Google Scholar] [CrossRef]
- Varbai, B.; Pickle, T.; Májlinger, K. Effect of heat input and role of nitrogen on the phase evolution of 2205 duplex stainless steel weldment. Int. J. Press. Vessel. Pip. 2019, 176, 103952. [Google Scholar] [CrossRef]
- Fonseca, C.S.; Pinheiro, I.P.; Silva, S.N. Influência do aporte térmico sobre a morfologia da austenita e na quantidade das fases em chapas soldadas de aço inoxidável duplex SAF2205. Matéria 2016, 21, 227–234. [Google Scholar] [CrossRef][Green Version]
- Videira, A.M. Influência do aporte térmico da soldagem GTAW no balanço de fases Ferrita/Austenita do Aço Inoxidável Duplex UNS S32205; Dissertação (Mestrado em Engenharia Mecânica)—São Paulo State University: São Paulo, Brazil, 2016; p. 98. Available online: http://hdl.handle.net/11449/136319 (accessed on 25 October 2022).
- Videira, A.M. Soldagem híbrida GTAW-Laser Nd-YAG Pulsado: Efeitos no Aço Inoxidável Superduplex UNS S32750; Tese (Doutorado em Engenharia Mecânica)—São Paulo State University: São Paulo, Brazil, 2022; p. 139. Available online: http://hdl.handle.net/11449/202840 (accessed on 27 October 2022).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (%) | C | Cr | Cu | Mo | Mn | N | Ni | P | S | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| Max | 0.030 | 26.0 | 0.5 | 5.0 | 1.2 | 0.32 | 8.0 | 0.035 | 0.02 | 0.8 |
| Min | - | 24.0 | - | 3.0 | - | 0.24 | 6.0 | - | - | - |
| Weld Bead | Welding Speed (mm/s) | Pulsed Laser Parameters | GTAW Parameter | Total Heat Input (J/mm) | Gas Flow Rate (L/min) | |||
|---|---|---|---|---|---|---|---|---|
| Frequency (Hz) | Peak Energy (kW) | Time Width (ms) | Current (A) | Ar | N2 | |||
| LA | 2 | 6 | 2.5 | 10 | - | 75 | 15 | 0 |
| LN | 2 | 6 | 2.5 | 10 | - | 75 | 0 | 18 |
| H20 | 2 | 6 | 2.5 | 10 | 20 | 150 | 15 | 0 |
| H40 | 2 | 6 | 2.5 | 10 | 40 | 225 | 15 | 0 |
| H20N | 2 | 6 | 2.5 | 10 | 20 | 150 | 15 | 18 |
| H40N | 2 | 6 | 2.5 | 10 | 40 | 225 | 15 | 18 |
| Austenite (%V) | Ferrite (%V) | Standard Deviation | CPT (°C) |
|---|---|---|---|
| 49.9 | 50.1 | ±0.3 | 92 |
| Weld Bead | Austenite (%V) | Depth (mm) | Width (mm) | CPT (°C) |
|---|---|---|---|---|
| LA | 7.3 ± 1.0 | 1.75 ± 0.03 | 1.38 ± 0.04 | 26 |
| LN | 7.5 ± 2.1 | 1.74 ± 0.04 | 1.40 ± 0.01 | 27 |
| H20 | 11.1 ± 2.6 | 2.06 ± 0.06 | 1.86 ± 0.03 | 37 |
| H40 | 15.8 ± 1.3 | 2.60 ± 0.04 | 2.85 ± 0.04 | 45 |
| H20N | 34.4 ± 12.0 | 2.10 ± 0.02 | 2.03 ± 0.02 | 67 |
| H40N | 51.3 ± 7.7 | 2.67 ± 0.02 | 3.54 ± 0.05 | 74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Videira, A.M.; Mendes, W.R.; Ventrella, V.A.; Calliari, I. Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen. Materials 2023, 16, 543. https://doi.org/10.3390/ma16020543
Videira AM, Mendes WR, Ventrella VA, Calliari I. Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen. Materials. 2023; 16(2):543. https://doi.org/10.3390/ma16020543
Chicago/Turabian StyleVideira, Arthur M., Willians R. Mendes, Vicente A. Ventrella, and Irene Calliari. 2023. "Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen" Materials 16, no. 2: 543. https://doi.org/10.3390/ma16020543
APA StyleVideira, A. M., Mendes, W. R., Ventrella, V. A., & Calliari, I. (2023). Increasing the Corrosion Resistance in the UNS S32750 Super Duplex Steel Welded Joints through Hybrid GTAW-Laser Welding and Nitrogen. Materials, 16(2), 543. https://doi.org/10.3390/ma16020543