
Investigation of Recrystallization Kinetics in 1050 Al Alloy by Experimental Evidence and Modeling Approach



Abstract
1. Introduction
- The first case is when the nucleation rate remains constant throughout the microstructural transformation process (n = 4) [6].
- The second possible scenario is the site-saturated nucleation, i.e., most of the nucleation events tend to take place at the beginning of the recrystallization process, where n is supposed to be below 4 [6,7,8]. However, various literature sources suggest that, for site-saturated nucleation, the value of n is below 3 [11,12].
- Deformed zones around non-deformable particles i.e., the Particle-Stimulated Nucleation (PSN) mechanism of RX.
- Cube grains present in the material prior to TMP and subjected to deformation are responsible for the nucleation of new Cube grains.
- Grain boundary.
- Other deformation hot zones, such as shear bands, deformation bands, and regions with high deformation inhomogeneity.
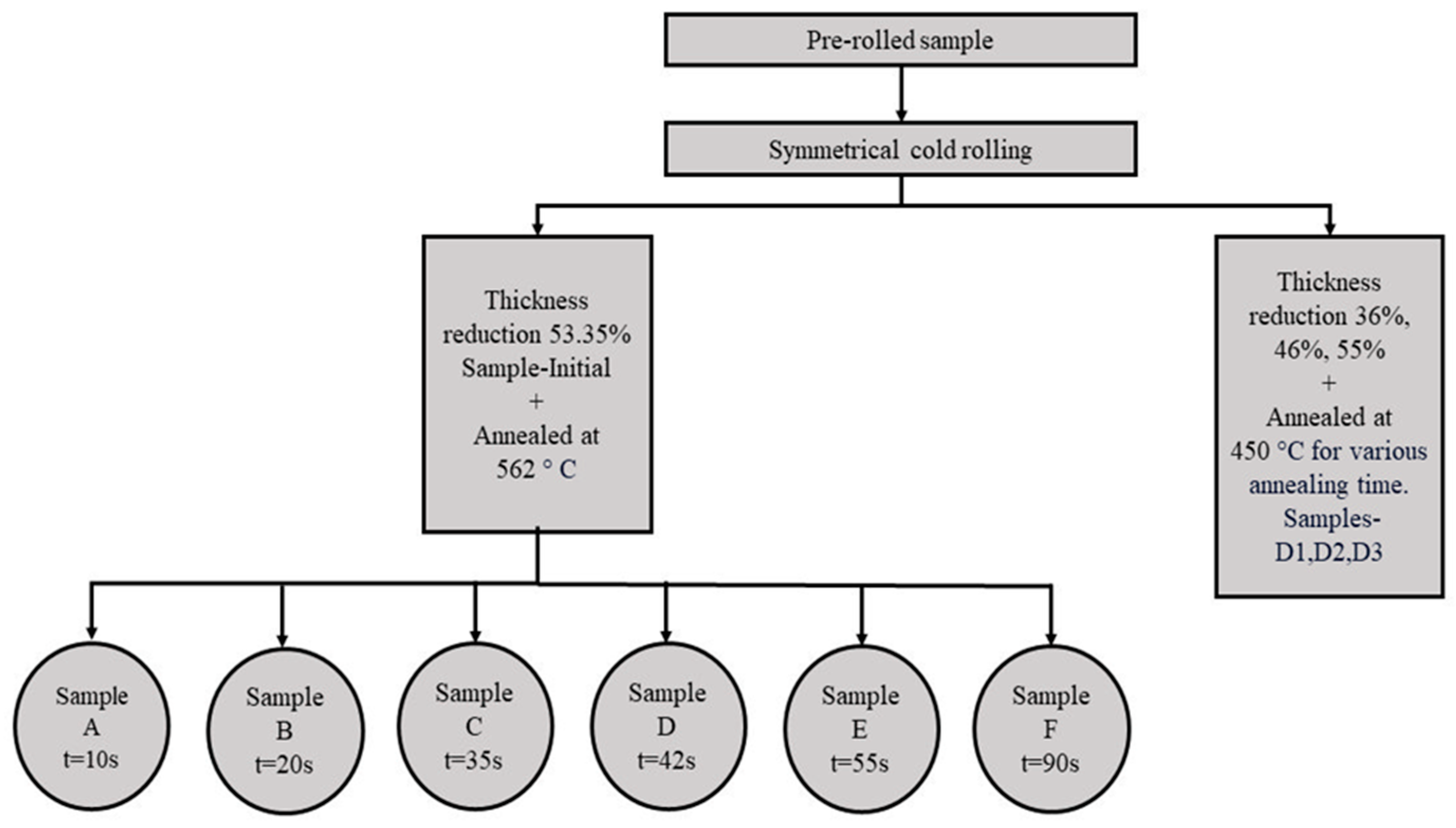
2. Experimental Procedure
3. Results and Data Analysis
3.1. Pre-Rolling State
3.2. Deformed State
3.3. Release of Stored Energy during Annealing
3.4. Microstructure and Texture Evolution during Annealing
3.5. Study of RX Kinetics from Hardness
3.6. Quantification of Parameters Associated with the Kinetics of RX from Experimental Evidence
4. Modeling the RX Kinetics
5. Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Reported Values | Model Value | Experimental Values (Comments) | |
|---|---|---|---|---|
| Mobility of HAGB MGB, m4J−1s−1 | ~2.5 × 10−12 [71] | 2.98 × 10−12 | 2.98 × 10−12 | Calculated by Equation (7) |
| Velocity of HAGB, Gv, m/s | ~10−8–10−5 [72,77] | 6.65 × 10−7 | 7.37 × 10−7 | Calculated by Equation (5), from hardness-based ED |
| Incubation Period Δt, s | <1 [57] | 0.65 | 0.50 | Calculated by Equation (12), from hardness-based ED |
| Nucleation Rate N, m−3s−1 | ~(1013–1015) [76] | 6.45 × 1014 | - | |
| Critical Radius rc, µm | 1–2 [60] | 1.75 | 1.55 | Calculated by Equation (4), from hardness-based ED |
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hansen, N. Global and Local Structural Evolution during Deformation and Annealing of FCC Metals. Mater. Sci. Forum 2007, 550, 169–180. [Google Scholar] [CrossRef]
- Vatne, H.E.; Furu, T.; Ørsund, R.; Nes, E. Modelling Recrystallization after Hot Deformation of Aluminium. Acta Mater. 1996, 44, 4463–4473. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the Crystallographic Texture Changes in Aluminum Alloys during Recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Rohrer, G.S.; Rollett, A.D. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands; Oxford, UK; Cambridge, MA, USA, 2017. [Google Scholar]
- Chakravarty, P.; Sidor, J. Review: Deformed and Recrystallized Structures in FCC Materials. Eng. IT Solut. 2021, 21–35. [Google Scholar] [CrossRef]
- Avrami, M. Kinetics of Phase Change. I General Theory. J. Chem. Phys. 1939, 7, 1103–1112. [Google Scholar] [CrossRef]
- Avrami, M. Kinetics of Phase Change. II Transformation-Time Relations for Random Distribution of Nuclei. J. Chem. Phys. 1940, 8, 212–224. [Google Scholar] [CrossRef]
- Avrami, M. Granulation, Phase Change, and Microstructure Kinetics of Phase Change. III. J. Chem. Phys. 1941, 9, 177–184. [Google Scholar] [CrossRef]
- Kolmogorov, A.N. On the Statistical Theory of Crystallization of Metals. Bull. Acad. Sci. USSR Ser. Math. 1937, 3, 355–359. [Google Scholar]
- Johnson, W.A.; Mehl, R.F. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Am. Inst. Min. Metall. Eng. 1939, 135, 416–442. [Google Scholar]
- Hutchinson, B.; Jonsson, S.; Ryde, L. On the Kinetics of Recrystallisation in Cold Worked Metals. Scr. Metall. 1989, 23, 671–676. [Google Scholar] [CrossRef]
- Liu, W.C.; Yuan, H.; Huang, M.J.; Cai, D.Y.; Yang, Q.X. Quantifying the Recrystallization of Cold Rolled AA 3015 Aluminum Alloy by X-Ray Diffraction. Mater. Sci. Eng. A 2009, 524, 168–175. [Google Scholar] [CrossRef]
- Barraclough, D.R.; Sellars, C.M. Static Recrystallization and Restoration after Hot Deformation of Type 304 Stainless Steel. Met. Sci. 1979, 13, 257–268. [Google Scholar] [CrossRef]
- Huh, M.Y.; Cho, S.Y.; Engler, O. Randomization of the Annealing Texture in Aluminum 5182 Sheet by Cross-Rolling. Mater. Sci. Eng. A 2001, 315, 35–46. [Google Scholar] [CrossRef]
- Luan, Q.; Wang, J.; Huang, Y.; Balint, D.S.; Jiang, J. How Would the Deformation Bands Affect Recrystallization in Pure Aluminium? Mater. Des. 2021, 209, 109960. [Google Scholar] [CrossRef]
- Sidor, J.J.; Decroos, K.; Petrov, R.H.; Kestens, L.A.I. Evolution of Recrystallization Textures in Particle Containing Al Alloys after Various Rolling Reductions: Experimental Study and Modeling. Int. J. Plast. 2015, 66, 119–137. [Google Scholar] [CrossRef]
- Poletti, C.; Bureau, R.; Loidolt, P.; Simon, P.; Mitsche, S.; Spuller, M. Microstructure Evolution in a 6082 Aluminium Alloy during Thermomechanical Treatment. Materials 2018, 11, 1319. [Google Scholar] [CrossRef] [PubMed]
- Doherty, R.D. Recrystallization and Texture. Prog. Mater. Sci. 1997, 42, 39–58. [Google Scholar] [CrossRef]
- Huang, Y.; Humphreys, F.J. Measurements of Grain Boundary Mobility during Recrystallization of a Single-Phase Aluminium Alloy. Acta Mater. 1999, 47, 2259–2268. [Google Scholar] [CrossRef]
- Baczmanski, A.; Wierzbanowski, K.; Benmarouane, A.; Lodini, A.; Lipiński, P.; Bacroix, B. Stored Energy and Recrystallization Process. Mater. Sci. Forum 2007, 539–543, 3335–3340. [Google Scholar] [CrossRef]
- Rios, P.R.; Siciliano, F., Jr.; Sandim, H.R.Z.; Plaut, R.L.; Padilha, A.F. Nucleation and Growth during Recrystallization. Mater. Res. 2005, 8, 225–238. [Google Scholar] [CrossRef]
- Ilin, D.N.; Bozzolo, N.; Toulorge, T.; Bernacki, M. Full Field Modeling of Recrystallization: Effect of Intragranular Strain Gradients on Grain Boundary Shape and Kinetics. Comput. Mater. Sci. 2018, 150, 149–161. [Google Scholar] [CrossRef]
- Després, A.; Greenwood, M.; Sinclair, C.W. A Mean-Field Model of Static Recrystallization Considering Orientation Spreads and Their Time-Evolution. Acta Mater. 2020, 199, 116–128. [Google Scholar] [CrossRef]
- Gentry, S.P.; Thornton, K. Sensitivity Analysis of a Phase Field Model for Static Recrystallization of Deformed Microstructures. Model. Simul. Mater. Sci. Eng. 2020, 28, 065002. [Google Scholar] [CrossRef]
- Hesselbarth, H.W.; Göbel, I.R. Simulation of Recrystallization by Cellular Automata. Acta Metall. Mater. 1991, 39, 2135–2143. [Google Scholar] [CrossRef]
- Hallberg, H. Approaches to Modeling of Recrystallization. Metals 2011, 1, 16–48. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Shevchenko, S.V.; Vasiliev, N.L.; Semiatin, S.L. A 3-D Monte-Carlo (Potts) Model for Recrystallization and Grain Growth in Polycrystalline Materials. Mater. Sci. Eng. A 2006, 433, 216–232. [Google Scholar] [CrossRef]
- Kubin, L.P.; Estrin, Y. Evolution of Dislocation Densities and the Critical Conditions for the Portevin-Le Châtelier Effect. Acta Metall. Mater. 1990, 38, 697–708. [Google Scholar] [CrossRef]
- Csanádi, T.; Chinh, N.Q.; Gubicza, J.; Langdon, T.G. Plastic Behavior of Fcc Metals over a Wide Range of Strain: Macroscopic and Microscopic Descriptions and Their Relationship. Acta Mater. 2011, 59, 2385–2391. [Google Scholar] [CrossRef]
- Csanádi, T.; Chinh, N.Q.; Gubicza, J.; Vörös, G.; Langdon, T.G. Characterization of Stress–Strain Relationships in Al over a Wide Range of Testing Temperatures. Int. J. Plast. 2014, 54, 178–192. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation Size Effects in Crystalline Materials: A Law for Strain Gradient Plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Cahn, R.W. Internal Strains and Recrystallization. Prog. Met. Phys. 1950, 2, 151–176. [Google Scholar] [CrossRef]
- Cahn, R.W. A New Theory of Recrystallization Nuclei. Proc. Phys. Soc. 1950, 63, 323–336. [Google Scholar] [CrossRef]
- Seret, A.; Moussa, C.; Bernacki, M.; Signorelli, J.; Bozzolo, N. Estimation of Geometrically Necessary Dislocation Density from Filtered EBSD Data by a Local Linear Adaptation of Smoothing Splines. J. Appl. Crystallogr. 2019, 52, 548–563. [Google Scholar] [CrossRef]
- Sidor, J.J.; Chakravarty, P.; Bátorfi, J.G.; Nagy, P.; Xie, Q.; Gubicza, J. Assessment of Dislocation Density by Various Techniques in Cold Rolled 1050 Aluminum Alloy. Metals 2021, 11, 1571. [Google Scholar] [CrossRef]
- Taheri, M.; Weiland, H.; Rollett, A. A Method of Measuring Stored Energy Macroscopically Using Statistically Stored Dislocations in Commercial Purity Aluminum. Metall. Mater. Trans. A 2006, 37, 19–25. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch Relation and Boundary Strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Gouné, M.; Andrieu, É.; Bréchet, Y.; Deschamps, A.; Douin, J.; Fivel, M.; Poulon-Quintin, A. The Basics to Better Understand Couplings in Physical Metallurgy. In Mechanics—Microstructure—Corrosion Coupling; Elsevier: Amsterdam, The Netherlands, 2019; pp. 25–48. [Google Scholar] [CrossRef]
- Ciucani, U.M.; Thum, A.; Devos, C.; Pantleon, W. Recovery and Recrystallization Kinetics of Differently Rolled, Thin Tungsten Plates in the Temperature Range from 1325 °C to 1400 °C. Nucl. Mater. Energy 2019, 20, 100701. [Google Scholar] [CrossRef]
- Hansen, N.; Mehl, R.F.; Medalist, A. New Discoveries in Deformed Metals. Metall. Mater. Trans. A 2001, 32, 2917–2935. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Recrystallization Mechanisms and Microstructure Development in Emerging Metallic Materials: A Review. J. Sci. Adv. Mater. Devices 2019, 4, 19–33. [Google Scholar] [CrossRef]
- Chakravarty, P.; Pál, G.; Sidor, J.J. The Dependency of Work Hardening on Dislocation Statistics in Cold Rolled 1050 Aluminum Alloy. Mater. Charact. 2022, 191, 112166. [Google Scholar] [CrossRef]
- Kamaya, M. Assessment of Local Deformation Using EBSD: Quantification of Accuracy of Measurement and Definition of Local Gradient. Ultramicroscopy 2011, 111, 1189–1199. [Google Scholar] [CrossRef]
- Yang, X.; Zhu, Y.; Miura, H.; Sakai, T. Static Recrystallization Behavior of Hot-Deformed Magnesium Alloy AZ31 during Isothermal Annealing. Trans. Nonferrous Met. Soc. China 2010, 20, 1269–1274. [Google Scholar] [CrossRef]
- Sidor, J.J. Effect of Hot Band on Texture Evolution and Plastic Anisotropy in Aluminium Alloys. Metals 2021, 11, 1310. [Google Scholar] [CrossRef]
- Sidor, J.J.; Kestens, L.A.I. Analytical Description of Rolling Textures in Face-Centred-Cubic Metals. Scr. Mater. 2013, 68, 273–276. [Google Scholar] [CrossRef]
- Skrotzki, W.; Scheerbaum, N.; Oertel, C.-G.; Brokmeier, H.-G.; Suwas, S.; Tóth, L.S. Recrystallization of High-Purity Aluminium during Equal Channel Angular Pressing. Acta Mater. 2007, 55, 2211–2218. [Google Scholar] [CrossRef]
- Kalu, P.N.; Waryoba, D.R. A JMAK-Microhardness Model for Quantifying the Kinetics of Restoration Mechanisms in Inhomogeneous Microstructure. Mater. Sci. Eng. A 2007, 464, 68–75. [Google Scholar] [CrossRef]
- Gottstein, G.; Molodov, D.A.; Czubayko, U.; Shvindlerman, L.S. High-Angle Grain Boundary Migration in Aluminium Bicrystals. J. Phys. IV 1995, 5, 89–106. [Google Scholar] [CrossRef]
- Zurob, H.; Brechet, Y.; Dunlop, J. Quantitative Criterion for Recrystallization Nucleation in Single-Phase Alloys: Prediction of Critical Strains and Incubation Times. Acta Mater. 2006, 54, 3983–3990. [Google Scholar] [CrossRef]
- Müller, K. Metal Working: Extrusion. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 5510–5515. [Google Scholar] [CrossRef]
- Read, W.T.; Shockley, W. Dislocation Models of Crystal Grain Boundaries. Phys. Rev. 1950, 78, 275–289. [Google Scholar] [CrossRef]
- Gorman, J.A.; Wood, D.S.; Vreeland, T. Mobility of Dislocations in Aluminum. J. Appl. Phys. 1969, 40, 833–841. [Google Scholar] [CrossRef]
- Sukhopar, O.; Gottstein, G. In-Situ Annealing and Computation Study of Cube Texture Development in a Commercial Aluminum Alloy. Int. J. Mater. Res. 2016, 107, 979–987. [Google Scholar] [CrossRef]
- Chen, S.P.; Van Der Zwaag, S. A Single-Grain Approach Applied to the Modeling of Recrystallization Kinetics for Cold-Rolled Single-Phase Metals. Metall. Mater. Trans. A 2004, 35, 741–749. [Google Scholar] [CrossRef][Green Version]
- Perryman, E.C.W. Recrystallization Characteristics of Superpurity Base Al-Mg Alloys Containing 0 to 5 Pet Mg. JOM 1955, 7, 369–378. [Google Scholar] [CrossRef]
- Yashin, V.; Aryshenskii, E.; Hirsch, J.; Konovalov, S.; Latushkin, I. Study of Recrystallization Kinetics in AA5182 Aluminium Alloy after Deformation of the As-Cast Structure. Mater. Res. Express 2019, 6, 066552. [Google Scholar] [CrossRef]
- Garcia-Chao, P.; Eipe, J.J.; Krugla, M.; Bos, C.; Sietsma, J.; Kranendonk, W.; Offerman, S.E. Nucleation Sites in the Static Recrystallization of a Hot-Deformed Ni-30 Pct Fe Austenite Model Alloy. Metall. Mater. Trans. A 2023, 54, 2160–2177. [Google Scholar] [CrossRef]
- Gordon, P.; Vandermeer, R. Mechanism of Boundary Migration in Recrystallization. Trans. Metall. Soc. AIME 1962, 224, 917. [Google Scholar]
- Miszczyk, M.M.; Paul, H.; Driver, J.H.; Drzymała, P. Recrystallization Nucleation in Stable Aluminium-Base Single Crystals: Crystallography and Mechanisms. Acta Mater. 2017, 125, 109–124. [Google Scholar] [CrossRef]
- Vandermeer, R.A. The Recrystallization Characteristics of Moderately Deformed Aluminum. Metall. Mater. Trans. B 1970, 1, 819–826. [Google Scholar] [CrossRef]
- Lei, X.; Sanders, R.E.; Yang, X.; Lin, F.; Juul Jensen, D. Quantitative Comparison of the Recrystallization Kinetics of Two Industrially Processed 5xxx Aluminum Alloys. Metall. Mater. Trans. A 2021, 52, 4827–4840. [Google Scholar] [CrossRef]
- Massih, A.R.; Jernkvist, L.O. Solid State Phase Transformation Kinetics in Zr-Base Alloys. Sci. Rep. 2021, 11, 7022. [Google Scholar] [CrossRef]
- Doherty, R.D.; Rollett, A.R.; Srolovitz, D.J. Structural Evolution during Recrystallization. In Annealing Processes—Recovery, Recrystallization, and Grain Growth; Risø National Laboratory: Roskilde, Denmark, 1986; pp. 53–67. [Google Scholar]
- Liu, W.C.; Radhakrishnan, B. Recrystallization Behavior of a Supersaturated Al–Mn Alloy. Mater. Lett. 2010, 64, 1829–1832. [Google Scholar] [CrossRef]
- Ji, M.; Davis, C.; Strangwood, M. Effect of Grain Size Distribution on Recrystallisation Kinetics in an Fe-30Ni Model Alloy. Metals 2019, 9, 369. [Google Scholar] [CrossRef]
- Marshall, G.J.; Ricks, R.A.; Limbach, P.K.F. Controlling Lower Temperature Recovery and Recrystallisation in Commercial Purity Aluminium. Mater. Sci. Technol. 1991, 7, 263–269. [Google Scholar] [CrossRef]
- Holm, K.; Hornbogen, E. Annealing of Supersaturated and Deformed Al-0.042 Wt % Fe Solid Solutions. J. Mater. Sci. 1970, 5, 655–662. [Google Scholar] [CrossRef]
- Bunkholt, S.; Nes, E.; Marthinsen, K. The Effect of Iron and the Precipitation Behavior of Iron during Annealing of a Cold Deformed Commercial Purity Aluminium Alloy. Mater. Charact. 2017, 129, 18–23. [Google Scholar] [CrossRef]
- Li, R.; Homer, E.R.; Hong, C.; Zhang, Y.; Jensen, D.J. An Experimentally-Based Molecular Dynamics Analysis of Grain Boundary Migration during Recrystallization in Aluminum. Scr. Mater. 2022, 211, 114489. [Google Scholar] [CrossRef]
- Taheri, M.L.; Rollett, A.D.; Weiland, H. In-Situ Investigation of Grain Boundary Mobility and Character in Aluminum Alloys in the Presence of a Stored Energy Driving Force. MRS Proc. 2004, 819, N6.5. [Google Scholar] [CrossRef]
- Liebmann, B.; Lücke, K.; Masing, G. Untersuchungen Über Die Orientierungsabhängigkeit Der Wachstumsgeschwindigkeit Bei Der Primären Rekristallisation von Aluminium-Einkristallen. Int. J. Mater. Res. 1956, 47, 57–63. [Google Scholar] [CrossRef]
- Kelton, K.F.; Greer, A.L. Computer Models. In Pergamon Materials Series; Elsevier: Amsterdam, The Netherlands, 2010; Volume 15, pp. 363–389. [Google Scholar] [CrossRef]
- Wu, W.; Montiel, D.; Guyer, J.E.; Voorhees, P.W.; Warren, J.A.; Wheeler, D.; Gránásy, L.; Pusztai, T.; Heinonen, O.G. Phase Field Benchmark Problems for Nucleation. Comput. Mater. Sci. 2021, 193, 110371. [Google Scholar] [CrossRef]
- Lin, F.X.; Zhang, Y.B.; Poulsen, S.O.; Schell, N.; Pantleon, W.; Jensen, D.J. Kinetics of Individual Grains during Recrystallization of Cold-Rolled Copper. IOP Conf. Ser. Mater. Sci. Eng. 2015, 82, 012048. [Google Scholar] [CrossRef]
- Humphreys, F.J. The Nucleation of Recrystallization at Second Phase Particles in Deformed Aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Lauridsen, E.M.; Jensen, D.J.; Poulsen, H.F.; Lienert, U. Kinetics of Individual Grains during Recrystallization. Scr. Mater. 2000, 43, 561–566. [Google Scholar] [CrossRef]













| Sample | Taylor Factor (M) | GND Density (m−2) |
|---|---|---|
| Initial | 3.24 | 9.62 × 1013 |
| B | 3.22 | 5.86 × 1013 |
| C | 3.18 | 4.59 × 1013 |
| D | 3.23 | 4.28 × 1013 |
| E | 3.02 | 2.89 × 1012 |
| F | 3.10 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chakravarty, P.; Bátorfi, J.G.; Sidor, J.J. Investigation of Recrystallization Kinetics in 1050 Al Alloy by Experimental Evidence and Modeling Approach. Materials 2023, 16, 5760. https://doi.org/10.3390/ma16175760
Chakravarty P, Bátorfi JG, Sidor JJ. Investigation of Recrystallization Kinetics in 1050 Al Alloy by Experimental Evidence and Modeling Approach. Materials. 2023; 16(17):5760. https://doi.org/10.3390/ma16175760
Chicago/Turabian StyleChakravarty, Purnima, János György Bátorfi, and Jurij J. Sidor. 2023. "Investigation of Recrystallization Kinetics in 1050 Al Alloy by Experimental Evidence and Modeling Approach" Materials 16, no. 17: 5760. https://doi.org/10.3390/ma16175760
APA StyleChakravarty, P., Bátorfi, J. G., & Sidor, J. J. (2023). Investigation of Recrystallization Kinetics in 1050 Al Alloy by Experimental Evidence and Modeling Approach. Materials, 16(17), 5760. https://doi.org/10.3390/ma16175760