

Aluminium Matrix Composite Materials Reinforced by 3D-Printed Ceramic Preforms


Abstract
1. Introduction
2. Materials and Methods
- −
- Local contrast threshold in the grey tonal range of the entire projection;
- −
- Range of grey change gradient identification to determine the threshold of contrast changes;
- −
- Pore probability threshold based on the grey gradient of the projection;
- −
- Maximum and minimum pore sizes are included in the statistical analysis.
3. Results
3.1. Thermal Analysis of Filaments
3.2. Chemical Degradation Analysis
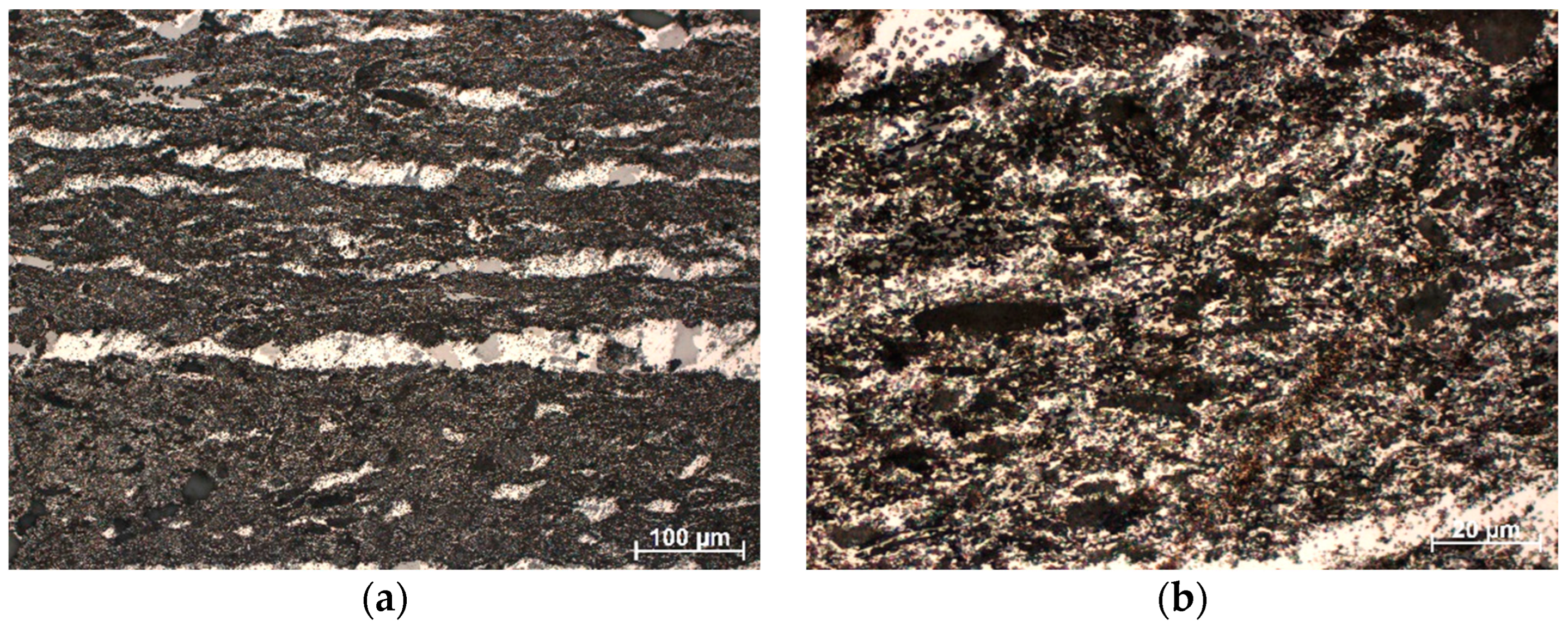
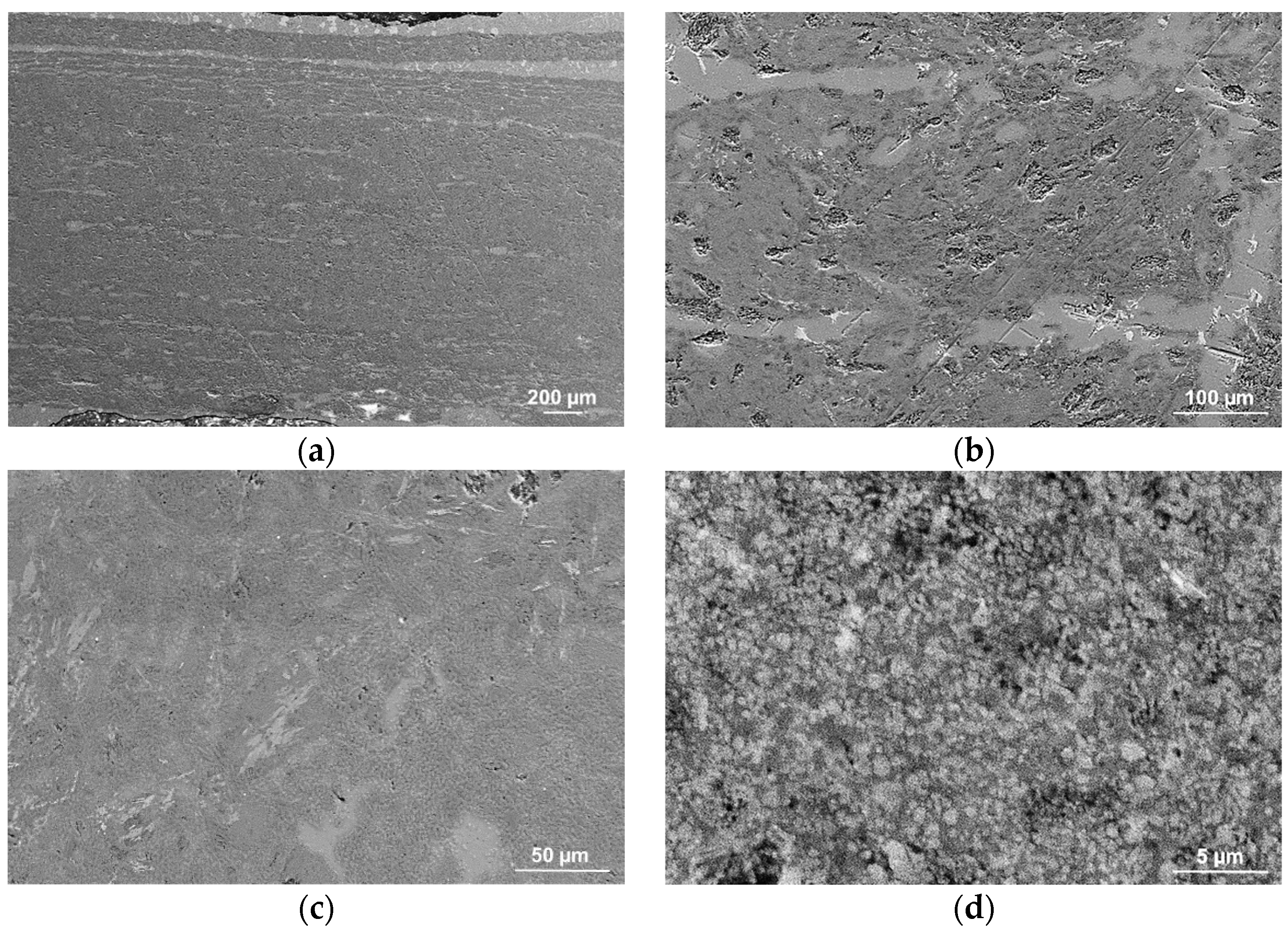
3.3. Microstructure Observations
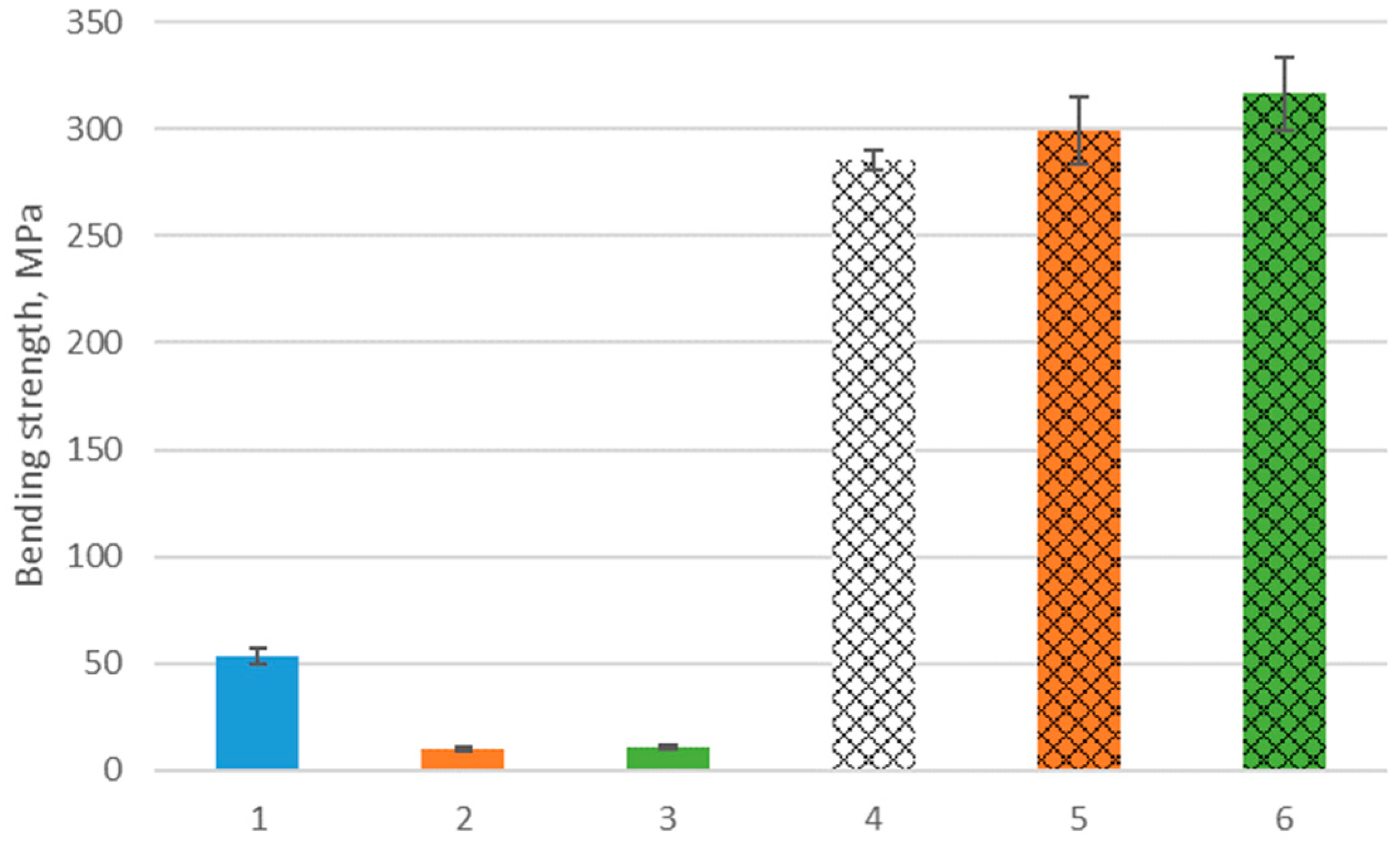
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- Skeletons based on the developed filaments filled with Al2O3 particles, characterized by the structure of open, connected pores, can be a reinforcement of composites manufactured by pressure infiltration with light metal alloys.
- Due to a broader range of thermal degradation temperatures, using a multi-component binder shifts the end of degradation to a higher temperature, which is desirable in maintaining the shape of the manufactured element up to the sintering temperature.
- A binder system component such as an ABS that dissolves during solvent degradation ensures open porosity. It allows for the free release of decomposition products of organic fractions during subsequent thermal degradation.
- The manufactured composite materials have higher bending strength and hardness than the unreinforced casted aluminium alloy AlSi12.
- Thanks to the combination of additive manufacturing technology and liquid metal infiltration, it is possible to produce composites with a complex geometry and a precisely designed structure, which can be homogeneous, gradient or locally reinforced.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, H.; Liu, Y.; Zhang, H.; Qin, Z.; Wang, Z.; Deng, Y.; Xiong, J.; Wang, X.; Ha, S.K. Amplitude-dependent damping characteristics of all-composite sandwich plates with a foam-filled hexagon honeycomb core. Mech. Syst. Signal Process. 2023, 186, 109845. [Google Scholar] [CrossRef]
- Li, H.; Li, Z.; Xiao, Z.; Xiong, J.; Wang, X.; Han, Q.; Zhou, J.; Guan, Z. Vibro-impact response of FRP sandwich plates with a foam core reinforced by chopped fiber rods. Compos. Part B Eng. 2022, 242, 110077. [Google Scholar] [CrossRef]
- Lu, J.; Wang, J.; Lin, Y.; Zheng, K.; Tian, Z.; Han, P. The influence of particle surface oxidation treatment on microstructure and mechanical behavior of 3D-SiCp/A356 interpenetrating composites fabricated by pressure infiltration technique. J. Mater. Res. Technol. 2023, 24, 8984–8996. [Google Scholar] [CrossRef]
- Song, M.; Peng, K. Pre-oxidization of SiC on interfacial structure and mechanical properties of SiCp/Al composites prepared by vacuum-pressure infiltration. J. Mater. Res. Technol. 2023, 24, 6567–6577. [Google Scholar] [CrossRef]
- Hu, Z.-J.; Guo, R.-F.; Shen, P. Lamellar and interpenetrated Al/(Al2O3–TiC) composites prepared by bidirectional freeze casting and melt infiltration. Ceram. Int. 2022, 48, 30734–30744. [Google Scholar] [CrossRef]
- He, X.; Lin, B.; Zhang, W.; Xiao, H.; Zhang, W. Microstructures and enhanced mechanical properties of (Al3Ti + Al2O3)/Al–Si composites with co-continuous network structure prepared by pressure infiltration. Ceram. Int. 2022, 48, 36824–36834. [Google Scholar] [CrossRef]
- Zhao, D.-X.; Li, S.-S.; Yang, L.-K.; Zhang, Z.-H.; Shen, P. Near-net shaping of laminated Al/Al2O3 composites by direct ink writing and pressure infiltration. Mater. Sci. Eng. A 2022, 860, 144267. [Google Scholar] [CrossRef]
- Agrawal, P.; Sun, C.T. Fracture in metal–ceramic composites. Compos. Sci. Technol. 2004, 64, 1167–1178. [Google Scholar] [CrossRef]
- Hossein-Zadeh, M.; Mirzaee, O.; Saidi, P. Structural and mechanical characterization of Al-based composite reinforced with heat treated Al2O3 particles. Mater. Des. 2014, 54, 245–250. [Google Scholar] [CrossRef]
- Jue, J.; Gu, D.; Chang, K.; Dai, D. Microstructure evolution and mechanical properties of Al-Al2O3 composites fabricated by selective laser melting. Powder Technol. 2017, 310, 80–91. [Google Scholar] [CrossRef]
- Konopka, K.; Szafran, M. Fabrication of Al2O3–Al composites by infiltration method and their characteristic. J. Mater. Process. Technol. 2006, 175, 266–270. [Google Scholar] [CrossRef]
- Zhang, H.; Shen, P.; Shaga, A.; Guo, R.; Jiang, Q. Preparation of nacre-like composites by reactive infiltration of a magnesium alloy into porous silicon carbide derived from ice template. Mater. Lett. 2016, 183, 299–302. [Google Scholar] [CrossRef]
- Chang, H.; Binner, J.; Higginson, R. Dry sliding wear behaviour of Al(Mg)/Al2O3 interpenetrating composites produced by a pressureless infiltration technique. Wear 2010, 268, 166–171. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Angadi, S.; Malik, V.; Saxena, K.K.; Prakash, C.; Dixit, S.; Mohammed, K.A. Mechanical and Tribological Properties of Aluminium-Based Metal-Matrix Composites. Materials 2022, 15, 6111. [Google Scholar] [CrossRef]
- Leon-Patiño, C.A.; Drew, R.A.L. Role of metal interlayers in the infiltration of metal–ceramic composites. Curr. Opin. Solid State Mater. Sci. 2005, 9, 211–218. [Google Scholar] [CrossRef]
- Sazgar, A.; Movahhedy, M.R.; Mahnama, M.; Sohrabpour, S. A molecular dynamics study of bond strength and interface conditions in the metal–ceramic composites. Comput. Mater. Sci. 2015, 109, 200–208. [Google Scholar] [CrossRef]
- Zhang, Q.; Ma, X.; Wu, G. Interfacial microstructure of SiCp/Al composite produced by the pressureless infiltration technique. Ceram. Int. 2013, 39, 4893–4897. [Google Scholar] [CrossRef]
- Liu, J.; Binner, J.; Higginson, R.; Zhou, Z. Interfacial reactions and wetting in Al–Mg/oxide ceramic interpenetrating composites made by a pressureless infiltration technique. Compos. Sci. Technol. 2012, 72, 886–893. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef] [PubMed]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing-Encapsulated Polycaprolactone–Thermoplastic Polyurethane with High Shape Memory Performances. Adv. Eng. Mater. 2023, 25, 2201309. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Wang, Y.; Zhao, Z. Mechanical performance and damage monitoring of CFRP thermoplastic laminates with an open hole repaired by 3D printed patches. Compos. Struct. 2023, 303, 116308. [Google Scholar] [CrossRef]
- Dreier, T.; Riaz, A.; Ahrend, A.; Polley, C.; Bode, S.; Milkereit, B.; Seitz, H. 3D printing of aluminium oxide via composite extrusion modeling using a ceramic injection molding feedstock. Mater. Des. 2023, 227, 111806. [Google Scholar] [CrossRef]
- Wick-Joliat, R.; Schroffenegger, M.; Penner, D. Multi-material ceramic material extrusion 3D printing with granulated injection molding feedstocks. Ceram. Int. 2023, 49, 6361–6367. [Google Scholar] [CrossRef]
- Conzelmann, N.A.; Gorjan, L.; Sarraf, F.; Poulikakos, L.D.; Partl, M.N.; Müller, C.R.; Clemens, F.J. Manufacturing complex Al2O3 ceramic structures using consumer-grade fused deposition modelling printers. Rapid Prototyp. J. 2020, 26, 1035–1048. [Google Scholar] [CrossRef]
- Bedi, P.; Singh, R.; Ahuja, I.P.S. Effect of SiC/Al2O3 particle size reinforcement in recycled LDPE matrix on mechanical properties of FDM feed stock filament. Virtual Phys. Prototyp. 2018, 13, 246–254. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Drygała, A. Influence of Laser Processing on Polycrystalline Silicon Surface. Mater. Sci. Forum 2012, 706–709, 829–834. [Google Scholar] [CrossRef]
- Singh, K.; Singh, B.R.; Singh, H. Experimental investigations for development of Nylon6-Al-Al2O3 alternative FDM filament. Rapid Prototyp. J. 2016, 22, 217–224. [Google Scholar] [CrossRef]
- Smirnov, A.; Seleznev, A.; Peretyagin, P.; Bentseva, E.; Pristinskiy, Y.; Kuznetsova, E.; Grigoriev, S. Rheological Characterization and Printability of Polylactide (PLA)-Alumina (Al2O3) Filaments for Fused Deposition Modeling (FDM). Materials 2022, 15, 8399. [Google Scholar] [CrossRef] [PubMed]
- Truxová, V.; Šafka, J.; Sobotka, J.; Macháček, J.; Ackermann, M. Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity. Polymers 2022, 14, 991. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Xi, G.X.; Song, S.L.; Liu, Q. Catalytic effects of sulfates on thermal degradation of waste poly(methyl methacrylate). Thermochim. Acta 2005, 435, 64–67. [Google Scholar] [CrossRef]
- Park, S.; Shou, W.; Makatura, L.; Matusik, W.; Fu, K. 3D printing of polymer composites: Materials, processes, and applications. Matter 2022, 5, 43–76. [Google Scholar] [CrossRef]
- Ramazani, H.; Kami, A. Metal FDM, a new extrusion-based additive manufacturing technology for manufacturing of metallic parts: A review. Prog. Addit. Manuf. 2022, 7, 609–626. [Google Scholar] [CrossRef]
- Van Krevelen, D.W. Properties of Polymers; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Mark, J.E. Physical Properties of Polymers Handbook; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Rutkowski, P.; Klimczyk, P.; Jaworska, L.; Stobierski, L.; Dubiel, A. Thermal properties of pressure sintered alumina–graphene composites. J. Therm. Anal. Calorim. 2015, 122, 105–114. [Google Scholar] [CrossRef]
- Biggemann, J.; Stumpf, M.; Fey, T. Porous Alumina Ceramics with Multimodal Pore Size Distributions. Materials 2021, 14, 3294. [Google Scholar] [CrossRef]
- Selamat, M.Z.; Nasir, N.; Jumaidin, R.; Salleh, S.; Lau, K.T. Effect of Yeast Content as Pores Forming Agent on Porous Alumina Ceramic. Int. J. Nanoelectron. Mater. 2022, 15, 27–36. [Google Scholar]
- Smirnov, A.; Terekhina, S.; Tarasova, T.; Hattali, L.; Grigoriev, S. From the development of low-cost filament to 3D printing ceramic parts obtained by fused filament fabrication. Int. J. Adv. Manuf. Technol. 2023, 1–19. [Google Scholar] [CrossRef]
- Han, S.O.; Lee, D.W.; Han, O.H. Thermal degradation of crosslinked high density polyethylene. Polym. Degrad. Stab. 1999, 63, 237–243. [Google Scholar] [CrossRef]
- Zurowski, R.; Gluszek, M.; Antosik, A.; Pietrzak, E.; Rokicki, G.; Szafran, M. Copolymers dispersions designed to shaping of ceramic materials. J. Therm. Anal. Calorim. 2018, 132, 453–461. [Google Scholar] [CrossRef]
- Cho, Y.-S.; Shim, M.-J.; Kim, S.-W. Thermal degradation kinetics of PE by the Kissinger equation. Mater. Chem. Phys. 1998, 52, 94–97. [Google Scholar] [CrossRef]
- Hrdina, K.E.; Halloran, J.W.; Oliveira, A.; Kaviany, M. Chemistry of removal of ethylene vinyl acetate binders. J. Mater. Sci. Technol. 1998, 33, 2795–2803. [Google Scholar] [CrossRef]
- Maurin, M.B.; Dittert, L.W.; Hussain, A.A. Thermogravimetric analysis of ethylene-vinyl acetate copolymers with Fourier transform infrared analysis of the pyrolysis products. Thermochim. Acta 1991, 186, 97–102. [Google Scholar] [CrossRef]
- Marín, M.L.; Jiménez, A.; López, J.; Vilaplana, J. Thermal degradation of ethylene (vinyl acetate) Kinetic analysis of thermogravimetric data. J. Therm. Anal. Calorim. 1996, 47, 247–258. [Google Scholar] [CrossRef]
- Matula, G.; Tomiczek, B.; Król, M.; Szatkowska, A.; Sotomayor, M.E. Application of thermal analysis in the selection of polymer components used as a binder for metal injection moulding of Co–Cr–Mo alloy powder. J. Therm. Anal. Calorim. 2018, 134, 391–399. [Google Scholar] [CrossRef]
- Matula, G.; Krzysteczko-Witek, J.; Tomiczek, B. Application of Ceramic Injection Moulding and Pressure Infiltration to the Manufacturing of Alumina/AlSi10Mg Composites. Arch. Metall. Mater. 2023, 2101–2106. [Google Scholar] [CrossRef]
- Gałko, G.; Sajdak, M. Trends for the Thermal Degradation of Polymeric Materials: Analysis of Available Techniques, Issues, and Opportunities. Appl. Sci. 2022, 12, 9138. [Google Scholar] [CrossRef]
- Wagner, M.A.; Hadian, A.; Sebastian, T.; Clemens, F.; Schweizer, T.; Rodriguez-Arbaizar, M.; Carreño-Morelli, E.; Spolenak, R. Fused filament fabrication of stainless steel structures—From binder development to sintered properties. Addit. Manuf. 2022, 49, 102472. [Google Scholar] [CrossRef]
- Man, Y.; Ding, G.; Xudong, L.; Xue, K.; Qu, D.; Xie, Z. A review on porous ceramics with hierarchical pore structure by 3D printing-based combined route. J. Asian Ceram. Soc. 2021, 9, 1377–1389. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filament | Volume Fraction (V%) | |||
|---|---|---|---|---|
| Al2O3 | ABS | EVA | HDPE | |
| No.1 | 25 | 30 | 30 | 15 |
| No.2 | 30 | 30 | 25 | 15 |
| Dimension of Samples [mm] | |||
|---|---|---|---|
| Sample | x | y | z |
| A30% | 10.00 | 10.07 | 3.79 |
| B30% | 9.99 | 9.95 | 4.63 |
| C30% | 9.92 | 9.86 | 5.69 |
| A25% | 9.99 | 9.91 | 3.88 |
| B25% | 10.00 | 9.92 | 4.7 |
| C25% | 10.19 | 10.04 | 5.81 |
| Al2O3 Portion | 30% | 25% | ||||
|---|---|---|---|---|---|---|
| Mass of React Pollymer | m1 (ABS) | m2 (ABS) | Weight Loss % | m1 (ABS) | m2 (ABS) | Weight Loss % |
| A | 0.0958 | 0.0784 | 18.1697 | 0.0845 | 0.0719 | 14.9123 |
| B | 0.1090 | 0.0849 | 22.1163 | 0.1012 | 0.0885 | 12.5468 |
| C | 0.1213 | 0.0887 | 26.8799 | 0.1278 | 0.1159 | 9.3085 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kremzer, M.; Tomiczek, B.; Matula, G.; Gocki, M.; Krzemiński, Ł. Aluminium Matrix Composite Materials Reinforced by 3D-Printed Ceramic Preforms. Materials 2023, 16, 5473. https://doi.org/10.3390/ma16155473
Kremzer M, Tomiczek B, Matula G, Gocki M, Krzemiński Ł. Aluminium Matrix Composite Materials Reinforced by 3D-Printed Ceramic Preforms. Materials. 2023; 16(15):5473. https://doi.org/10.3390/ma16155473
Chicago/Turabian StyleKremzer, Marek, Błażej Tomiczek, Grzegorz Matula, Michał Gocki, and Łukasz Krzemiński. 2023. "Aluminium Matrix Composite Materials Reinforced by 3D-Printed Ceramic Preforms" Materials 16, no. 15: 5473. https://doi.org/10.3390/ma16155473
APA StyleKremzer, M., Tomiczek, B., Matula, G., Gocki, M., & Krzemiński, Ł. (2023). Aluminium Matrix Composite Materials Reinforced by 3D-Printed Ceramic Preforms. Materials, 16(15), 5473. https://doi.org/10.3390/ma16155473