
Microstructure Characteristics, Mechanical Properties and Strain Hardening Behavior of B2 Intermetallic Compound-Strengthening Fe-16Mn-9Al-0.8C-3Ni Steel Fabricated by Twin-Roll Strip Casting, Cold Rolling and Annealing


 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. As-Cast Microstructure
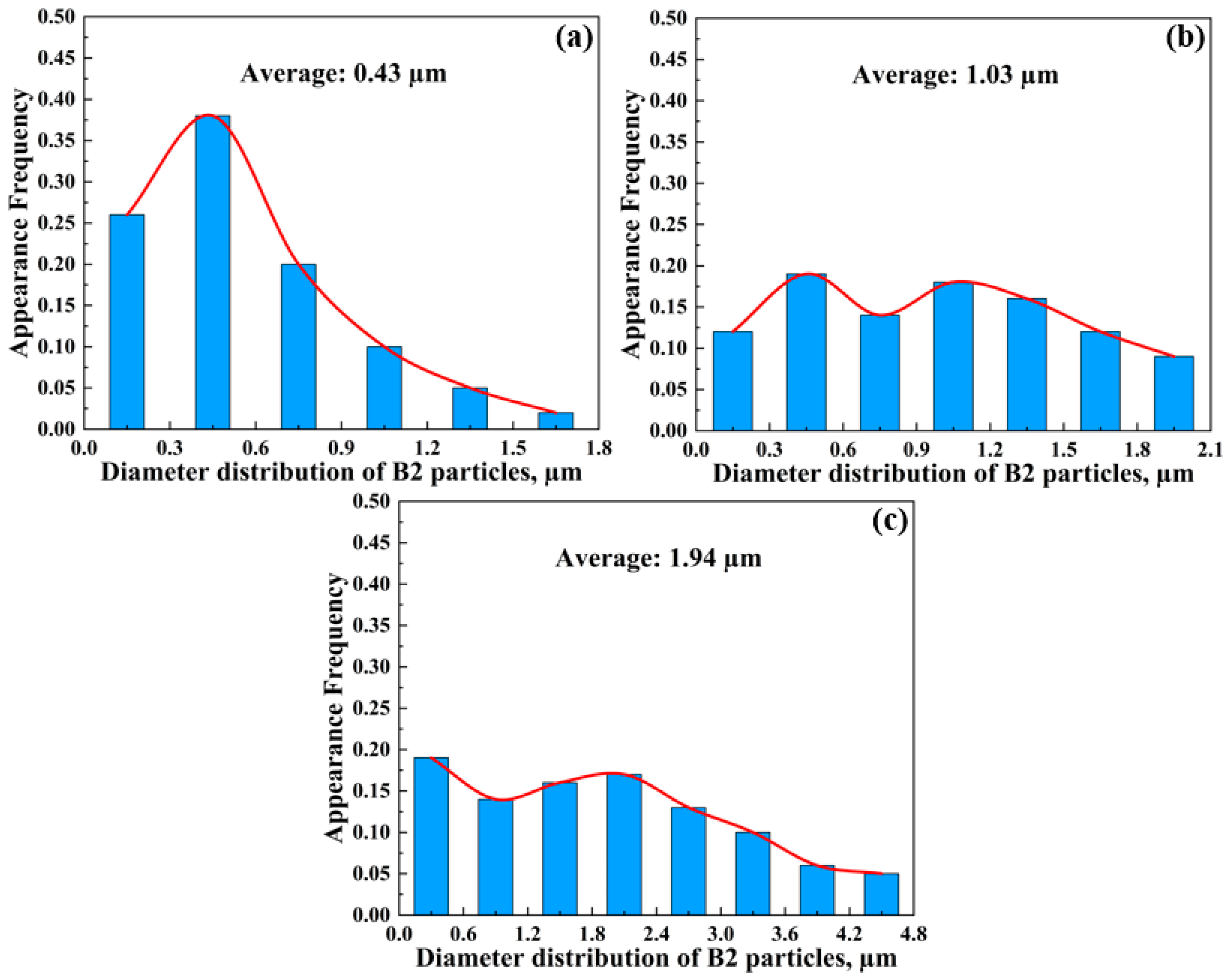
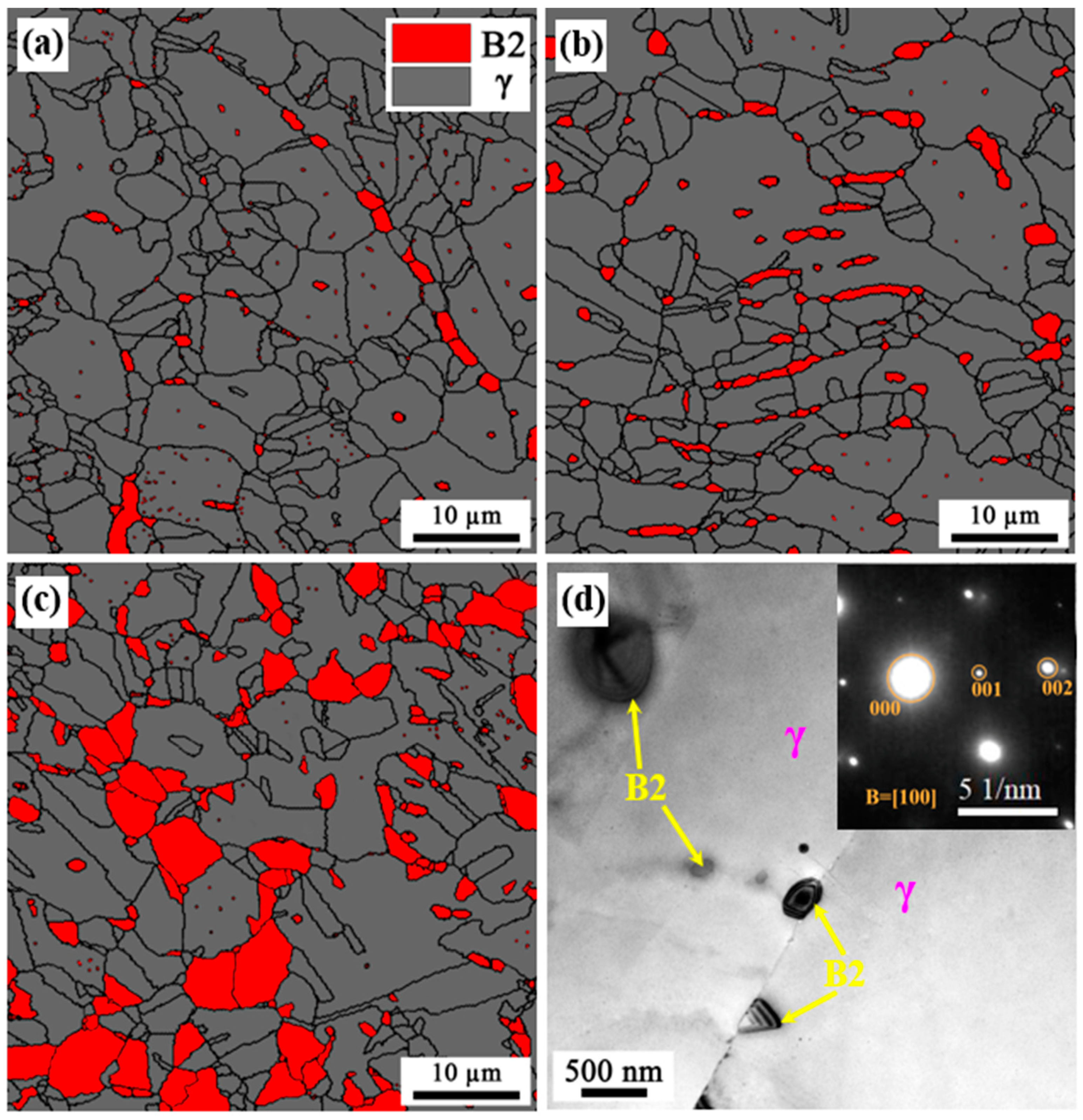
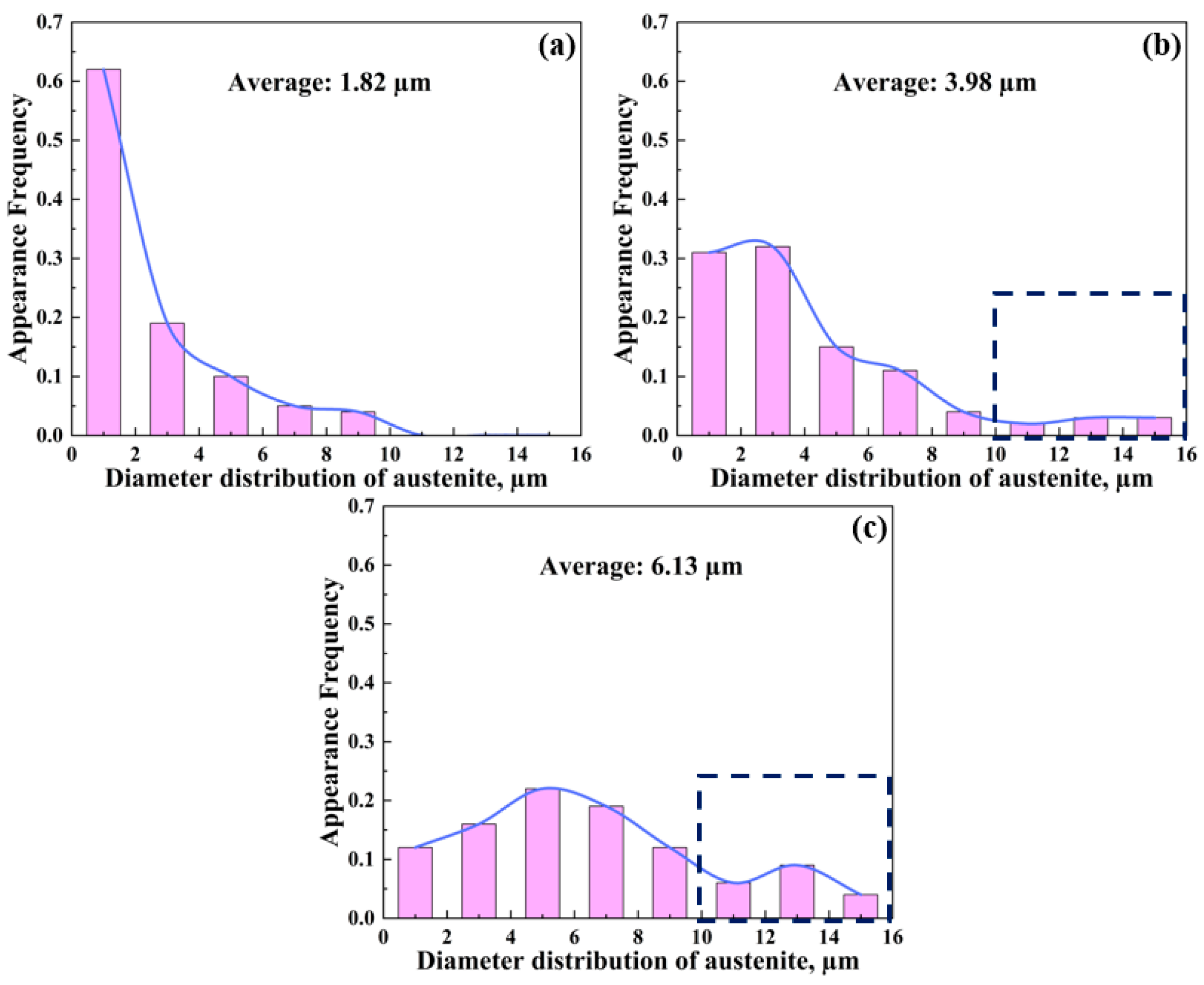
3.2. As-Annealed Microstructure
3.3. Mechanical Properties
4. Discussion
4.1. Microstructure Difference between Present Steel and Conventionally Processed Steel
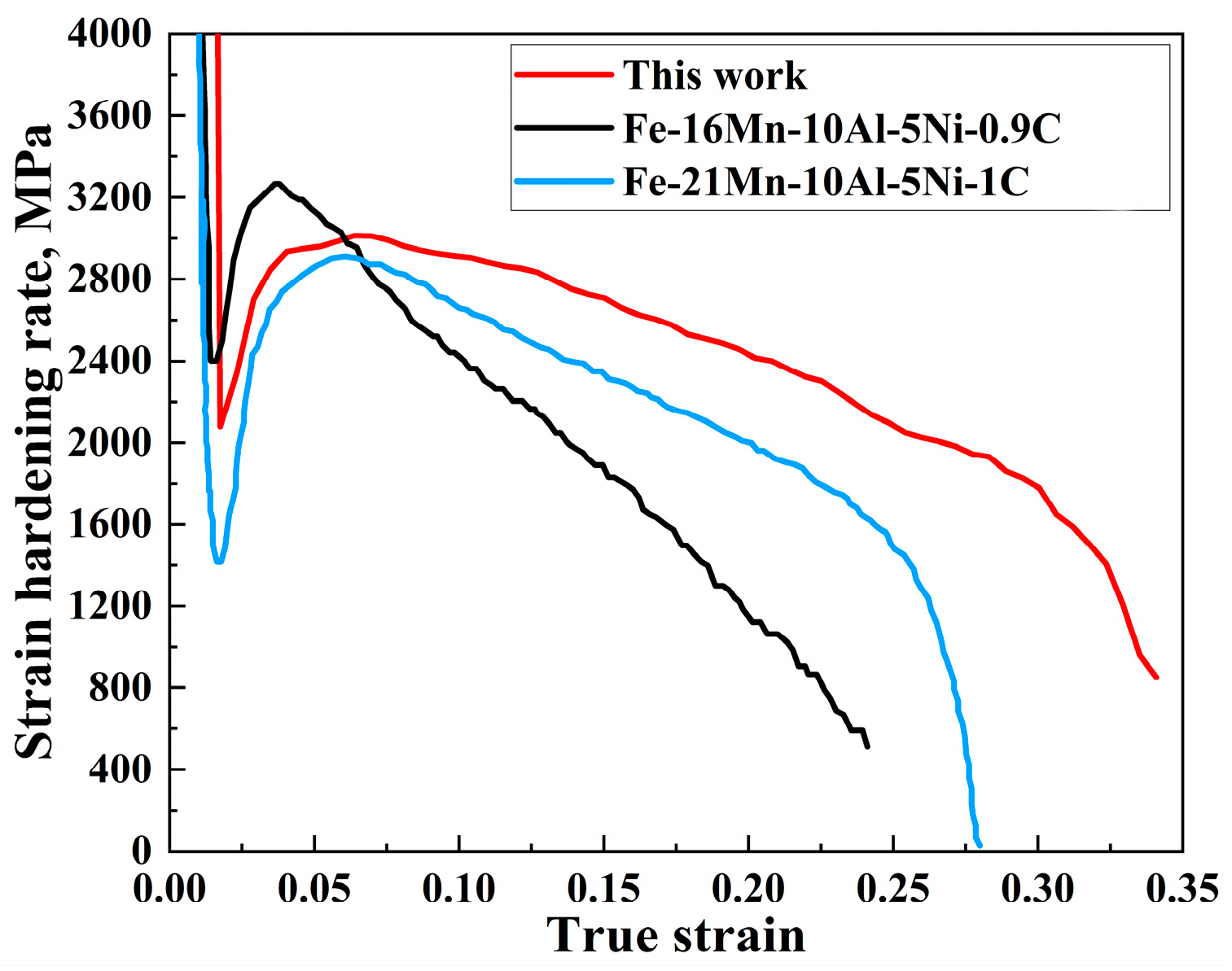
4.2. Strain Hardening Behavior and its Influencing Factors
4.3. Comparison of This Work with Other Conventionally Processed Steels
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frommeyer, G.; Brüx, U. Microstructures and mechanical properties of high-strength Fe-Mn-Al-C light-weight TRIPLEX steels. Steel Res. Int. 2006, 77, 627–633. [Google Scholar] [CrossRef]
- Zhao, C.; Song, R.; Zhang, L.; Yang, F.; Kang, T. Effect of annealing temperature on the microstructure and tensile properties of Fe-10Mn-10Al-0.7C low-density steel. Mater. Des. 2015, 91, 348–360. [Google Scholar] [CrossRef]
- Ding, H.; Han, D.; Zhang, J.; Cai, Z.; Wu, Z.; Cai, M. Tensile deformation behavior analysis of low density Fe-18Mn-10Al-xC steels. Mater. Sci. Eng. A 2016, 652, 69–76. [Google Scholar] [CrossRef]
- Liu, D.; Cai, M.; Ding, H.; Han, D. Control of inter/intra-granular κ-carbides and its influence on overall mechanical properties of a Fe-11Mn-10Al-1.25C low density steel. Mater. Sci. Eng. A 2018, 715, 25–32. [Google Scholar] [CrossRef]
- Zambrano, O. A general perspective of Fe–Mn–Al–C steels. J. Mater. Sci. 2018, 53, 14003–14062. [Google Scholar] [CrossRef]
- Ding, H.; Liu, D.; Cai, M.; Zhang, Y. Austenite-based Fe-Mn-Al-C lightweight steels: Research and prospective. Metals 2022, 12, 1572. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, H.; Kim, N.J. Brittle intermetallic compound makes ultrastrong low-density steel with large ductility. Nature 2015, 518, 77–79. [Google Scholar] [CrossRef]
- Yang, M.X.; Yuan, F.P.; Xie, Q.G.; Wang, Y.D.; Ma, E.; Wu, X.L. Strain hardening in Fe-16Mn-10Al-0.86C-5Ni high specific strength steel. Acta Mater. 2016, 109, 213–222. [Google Scholar] [CrossRef]
- Park, G.; Nam, C.H.; Zargaran, A.; Kim, N.J. Effect of B2 morphology on the mechanical properties of B2-strengthened lightweight steels. Scr. Mater. 2019, 165, 68–72. [Google Scholar] [CrossRef]
- Rahnama, A.; Kotadia, H.; Clark, S.; Janik, V.; Sridhar, S. Nano-mechanical properties of Fe-Mn-Al-C lightweight steels. Sci. Rep. 2018, 8, 9065. [Google Scholar] [CrossRef]
- Mishra, B.; Sarkar, R.; Singh, V.; Mukhopadhyay, A.; Mathew, R.T.; Madhu, V.; Prasad, M.J.N.V. Microstructure and deformation behaviour of austenitic low-density steels: The defining role of B2 intermetallic phase. Materialia 2021, 20, 101198. [Google Scholar] [CrossRef]
- Zargaran, A.; Trang, T.T.T.; Park, G.; Kim, N.J. κ-carbide assisted nucleation of B2: A novel pathway to develop high specific strength steels. Acta Mater. 2021, 220, 117349. [Google Scholar] [CrossRef]
- Hwang, J.; Trang, T.; Lee, O.; Park, G.; Zargaran, A.; Kim, N.J. Improvement of strength–ductility balance of B2-strengthened lightweight steel. Acta Mater. 2020, 191, 1–12. [Google Scholar] [CrossRef]
- Cho, J.-W.; Blazek, K.; Frazee, M.; Yin, H.; Park, J.H.; Moon, S.-W. Assessment of CaO–Al2O3 based mold flux system for high aluminum TRIP casting. ISIJ Int. 2013, 53, 62–70. [Google Scholar] [CrossRef]
- Yu, X.; Wen, G.H.; Tang, P.; Wang, H. Investigation on viscosity of mould fluxes during continuous casting of aluminium containing TRIP steels. Ironmak. Steelmak. 2013, 36, 623–630. [Google Scholar] [CrossRef]
- Chen, S.; Rana, R.; Haldar, A.; Ray, R.K. Current state of Fe-Mn-Al-C low density steels. Prog. Mater. Sci. 2017, 89, 345–391. [Google Scholar] [CrossRef]
- Lu, W.J.; Qin, R.S. Influence of kappa-carbide interface structure on the formability of lightweight steels. Mater. Des. 2016, 104, 211–216. [Google Scholar] [CrossRef]
- Zhao, J.; He, G.; Liu, G.; Pan, F.; Wu, H.; Jin, W.; Jiang, Z. Manipulation of interactions at membrane interfaces for energy and environmental applications. Prog. Polym. Sci. 2018, 80, 125–152. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. The influence of precipitation, high levels of Al, Si, P and a small B addition on the hot ductility of TWIP and TRIP assisted steels: A critical review. Metals 2022, 12, 502. [Google Scholar] [CrossRef]
- Han, S.Y.; Sang, Y.S.; Lee, S.; Kim, N.J.; Kwak, J.H.; Chin, K.G. Effect of carbon content on cracking phenomenon occurring during cold rolling of three light-weight steel plates. Metall. Mater. Trans. A 2011, 42, 138–146. [Google Scholar] [CrossRef]
- Sohn, S.S.; Lee, B.J.; Lee, S.; Kwak, J.H. Effects of aluminum content on cracking phenomenon occurring during cold rolling of three ferrite-based lightweight steel. Acta Mater. 2013, 61, 5626–5635. [Google Scholar] [CrossRef]
- Sohn, S.S.; Lee, B.J.; Kwak, J.H.; Lee, S. Effects of annealing treatment prior to cold rolling on the edge cracking phenomenon of ferritic lightweight steel. Metall. Mater. Trans. A 2014, 45, 3844–3856. [Google Scholar] [CrossRef]
- Sa, G.E.; Isac, M.; Guthrie, R.I.L. Progress of strip casting technology for steel; Historical developments. ISIJ Int. 2012, 52, 2109–2122. [Google Scholar]
- Suh, B.C.; Kim, J.H.; Bae, J.H.; Hwang, J.H.; Shim, M.S.; Kim, N.J. Effect of Sn addition on the microstructure and deformation behavior of Mg-3Al alloy. Acta Mater. 2017, 124, 268–279. [Google Scholar] [CrossRef]
- Trang, T.; Zhang, J.; Kim, J.; Zargaran, A.; Hwang, J.; Suh, B.-C.; Kim, N. Designing a magnesium alloy with high strength and high formability. Nat. Commun. 2018, 9, 2522. [Google Scholar] [CrossRef]
- Haga, T.; Tkahashi, K.; Ikawaand, M.; Watari, H. Twin roll casting of aluminum alloy strips. J. Mater. Process. Technol. 2004, 153, 42–47. [Google Scholar] [CrossRef]
- Heo, J.Y.; Baek, M.S.; Euh, K.J.; Lee, K.A. Microstructure, tensile and fatigue properties of Al–5 wt.%Mg alloy manufactured by twin roll strip casting. Met. Mater. Int. 2018, 24, 992–1001. [Google Scholar] [CrossRef]
- Song, Z.H.; Song, H.Y.; Liu, H.T. A unique bimodal microstructure induced by ultrafine inclusions to improve mechanical properties of low-carbon steels produced by twin-roll casting. Steel Res. Int. 2019, 91, 1900471. [Google Scholar] [CrossRef]
- Zapuskalov, N. Quality improvement of cast strip by temperature treatment of liquid metal. ISIJ Int. 2004, 44, 1541–1548. [Google Scholar] [CrossRef]
- Liu, H.-T.; Schneider, J.; Li, H.-L.; Sun, Y.; Gao, F.; Lu, H.-H.; Song, H.-Y.; Li, L.; Geng, D.-Q.; Liu, Z.-Y. Fabrication of high permeability non-oriented electrical steels by increasing< 0 0 1> recrystallization texture using compacted strip casting processes. J. Magn. Magn. Mater. 2015, 374, 577–586. [Google Scholar]
- Liu, H.-T.; Wang, Y.-P.; An, L.-Z.; Wang, Z.-J.; Hou, D.-Y.; Chen, J.-M.; Wang, G.-D. Effects of hot rolled microstructure after twin-roll casting on microstructure, texture and magnetic properties of low silicon non-oriented electrical steel. J. Magn. Magn. Mater. 2016, 420, 192–203. [Google Scholar] [CrossRef]
- Daamen, M.; Haase, C.; Dierdorf, J.; Molodov, D.A.; Hirt, G. Twin-roll strip casting: A competitive alternative for the production of high-manganese steels with advanced mechanical properties. Mater. Sci. Eng. A 2015, 627, 72–81. [Google Scholar] [CrossRef]
- Xiong, Z.; Kostryzhev, A.; Saleh, A.A.; Chen, L.; Pereloma, E.V. Microstructures and mechanical properties of TRIP steel produced by strip casting simulated in the laboratory. Mat. Sci. Eng. A 2016, 664, 26–42. [Google Scholar] [CrossRef]
- Rahnama, A.; Kotadia, H.; Sridhar, S. Effect of Ni alloying on the microstructural evolution and mechanical properties of two duplex light-weight steels during different annealing temperatures: Experiment and phase-field simulation. Acta Mater. 2017, 132, 627–643. [Google Scholar] [CrossRef]
- Kim, H. Strain hardening of novel high Al low-density steel consisting of austenite matrix and B2-ordered intermetallic second phase in the perspective of non-cell forming face-centered-cubic alloy with high stacking fault energy. Scr. Mater. 2019, 160, 29–32. [Google Scholar] [CrossRef]
- Wang, W.; Ma, Y.; Yang, M.; Jiang, P.; Yuan, F.; Wu, X. Metals strain rate effect on tensile behavior for a high specific strength steel: From quasi-static to intermediate strain rates. Metals 2017, 8, 3390–3403. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, H.; Yang, M.; Jiang, P.; Yuan, F.; Wu, X. Shock and spall behaviors of a high specific strength steel: Effects of impact stress and microstructure. J. Appl. Phys. 2017, 121, 135901. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, W.; Liu, X.; Liu, Z.; Wang, G. Development of TRIP-aided lean duplex stainless steel by twin-roll strip casting and its deformation mechanism. Metall. Mater. Trans. A 2016, 47, 6292–6303. [Google Scholar] [CrossRef]
- Huang, F.-X.; Wang, X.-H.; Wang, W.-J. Microstructures of austenitic stainless steel produced by twin-roll strip caster. J. Iron Steel Res. Int. 2012, 19, 57–61. [Google Scholar] [CrossRef]
- Wang, H.-S.; Yuan, G.; Kang, J.; Cao, G.-M.; Li, C.-G.; Misra, R.D.K.; Wang, G.-D. Microstructural evolution and mechanical properties of dual phase steel produced by strip casting. Mater. Sci. Eng. A 2017, 703, 486–495. [Google Scholar] [CrossRef]
- Wang, Z.-J.; Huang, X.-M.; Li, Y.-W.; Wang, G.-D.; Liu, H.-T. Ultra-fine microstructure and excellent mechanical properties of high borated stainless steel sheet produced by twin-roll strip casting. Mater. Sci. Eng. A 2019, 747, 185–196. [Google Scholar] [CrossRef]
- Hao, Y.; Cao, G.; Li, C.; Liu, W.; Li, J.; Liu, Z.Y.; Gao, F. Solidification structures of Fe–Cr–Ni–Mo–N super-austenitic stainless steel processed by twin-roll strip casting and ingot casting and their segregation evolution behaviors. ISIJ Int. 2018, 58, 1801–1810. [Google Scholar] [CrossRef]
- Zhang, B.G.; Zhang, X.M.; Liu, H.T. Precipitation behavior of B2 and κ-carbide during aging and its effect on mechanical properties in Al-containing high strength steel. Mater. Charact. 2021, 178, 111291. [Google Scholar] [CrossRef]
- Min, Z.; Shen, J.; Feng, Z.; Wang, L.; Fu, H. Study on partition ratio and segregation behavior of DZ125 alloy during directional solidification. Acta Metall. Sin. 2010, 46, 1543–1548. [Google Scholar]
- Wang, Z.-J.; Li, Y.-W.; Wang, G.-D.; Liu, H.-T. Effects of boron content on the microstructure and mechanical properties of twin-roll strip casting borated steel sheets. Mat. Sci. Eng. A 2020, 793, 139847. [Google Scholar] [CrossRef]
- Nakao, Y.; Nishimoto, K.; Zhang, W.P. Effect of rapid solidification on the delta-ferrite content in microstructure and its implications on the schaeffler diagram study on surface modification of stainless steels by laser surface melting (Report 5). Quar. J. Japan Weld. Soc. 1991, 23, 111–116. [Google Scholar] [CrossRef][Green Version]
- Martorano, M.A.; Tavares, C.F.; Padilha, A.F. Predicting delta ferrite content in stainless steel castings. ISIJ Int. 2012, 52, 1054–1065. [Google Scholar] [CrossRef]
- Haase, C.; Chowdhury, S.G.; Barrales-Mora, L.A.; Molodov, D.A.; Gottstein, G. On the relation of microstructure and texture evolution in an austenitic Fe-28Mn-0.28 C TWIP steel during cold rolling. Metall. Mater. Trans. A 2013, 44, 911–922. [Google Scholar] [CrossRef]
- Song, H.; Yoo, J.; Kim, S.H.; Sohn, S.S.; Koo, M.; Kim, N.J.; Lee, S. Novel ultra-high-strength Cu-containing medium-Mn duplex lightweight steels. Acta Mater. 2017, 135, 215–225. [Google Scholar] [CrossRef]
- Liu, X.L.; Xue, Q.Q.; Wang, W.; Zhou, L.L.; Jiang, P.; Ma, H.S.; Yuan, F.P.; Wei, Y.G.; Wu, X.L. Back-stress-induced strengthening and strain hardening in dual-phase steel. Materialia 2019, 7, 100376. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y.; Lu, K. Ductility and strain hardening in gradient and lamellar structured materials. Scr. Mater. 2020, 186, 321–325. [Google Scholar] [CrossRef]
- Fang, T.; Li, W.; Tao, N.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Cao, P. The strongest size in gradient nanograined metals. Nano Lett. 2020, 20, 1440–1446. [Google Scholar] [CrossRef]
- Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706–723. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Yoo, J.D.; Park, K.T. Microband-induced plasticity in a high Mn-Al-C light steel. Mater. Sci. Eng. A 2008, 496, 417–424. [Google Scholar] [CrossRef]
- Ding, H.; Han, D.; Cai, Z.; Wu, Z. Microstructures and mechanical behavior of Fe-18Mn-10Al-(0.8-1.2)C steels. JOM 2014, 66, 1821–1827. [Google Scholar] [CrossRef]
- Haase, C.; Zehnder, C.; Ingendahl, T.; Bikar, A.; Tang, F.; Hallstedt, B.; Hu, W.; Bleck, W.; Molodov, D.A. On the deformation behavior of κ-carbide-free and κ-carbide-containing high-Mn light-weight steel. Acta Mater. 2017, 122, 332–343. [Google Scholar] [CrossRef]
- Hughes, D.A. Microstructural evolution in a non-cell forming metal: Al-Mg. Acta Metall. Mater. 1993, 41, 1421–1430. [Google Scholar] [CrossRef]
- Yoo, J.D.; Hwang, S.W.; Park, K.T. Factors influencing the tensile behavior of a Fe-28Mn-9Al-0.8C steel. Mater. Sci. Eng. A 2009, 508, 234–240. [Google Scholar] [CrossRef]
- Canadinc, D.; Sehitoglu, H.; Maier, H.J.; Chumlyakov, Y.I. Strain hardening behavior of aluminum alloyed Hadfield steel single crystals. Acta Mater. 2005, 53, 1831–1842. [Google Scholar] [CrossRef]
- Wu, Z.Q.; Ding, H.; Li, H.Y.; Huang, M.L.; Cao, F.R. Microstructural evolution and strain hardening behavior during plastic deformation of Fe-12Mn-8Al-0.8C steel. Mater. Sci. Eng. A 2013, 584, 150–155. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Yang, K.; Zhang, X.; Liu, H.; Zhang, W.; Wang, J. Microstructure Characteristics, Mechanical Properties and Strain Hardening Behavior of B2 Intermetallic Compound-Strengthening Fe-16Mn-9Al-0.8C-3Ni Steel Fabricated by Twin-Roll Strip Casting, Cold Rolling and Annealing. Materials 2023, 16, 5417. https://doi.org/10.3390/ma16155417
Zhang B, Yang K, Zhang X, Liu H, Zhang W, Wang J. Microstructure Characteristics, Mechanical Properties and Strain Hardening Behavior of B2 Intermetallic Compound-Strengthening Fe-16Mn-9Al-0.8C-3Ni Steel Fabricated by Twin-Roll Strip Casting, Cold Rolling and Annealing. Materials. 2023; 16(15):5417. https://doi.org/10.3390/ma16155417
Chicago/Turabian StyleZhang, Baoguang, Kun Yang, Xiaoming Zhang, Haitao Liu, Weina Zhang, and Jian Wang. 2023. "Microstructure Characteristics, Mechanical Properties and Strain Hardening Behavior of B2 Intermetallic Compound-Strengthening Fe-16Mn-9Al-0.8C-3Ni Steel Fabricated by Twin-Roll Strip Casting, Cold Rolling and Annealing" Materials 16, no. 15: 5417. https://doi.org/10.3390/ma16155417
APA StyleZhang, B., Yang, K., Zhang, X., Liu, H., Zhang, W., & Wang, J. (2023). Microstructure Characteristics, Mechanical Properties and Strain Hardening Behavior of B2 Intermetallic Compound-Strengthening Fe-16Mn-9Al-0.8C-3Ni Steel Fabricated by Twin-Roll Strip Casting, Cold Rolling and Annealing. Materials, 16(15), 5417. https://doi.org/10.3390/ma16155417