

Study on Porosity Defect Detection in Narrow Gap Laser Welding Based on Spectral Diagnosis

Abstract
:1. Introduction
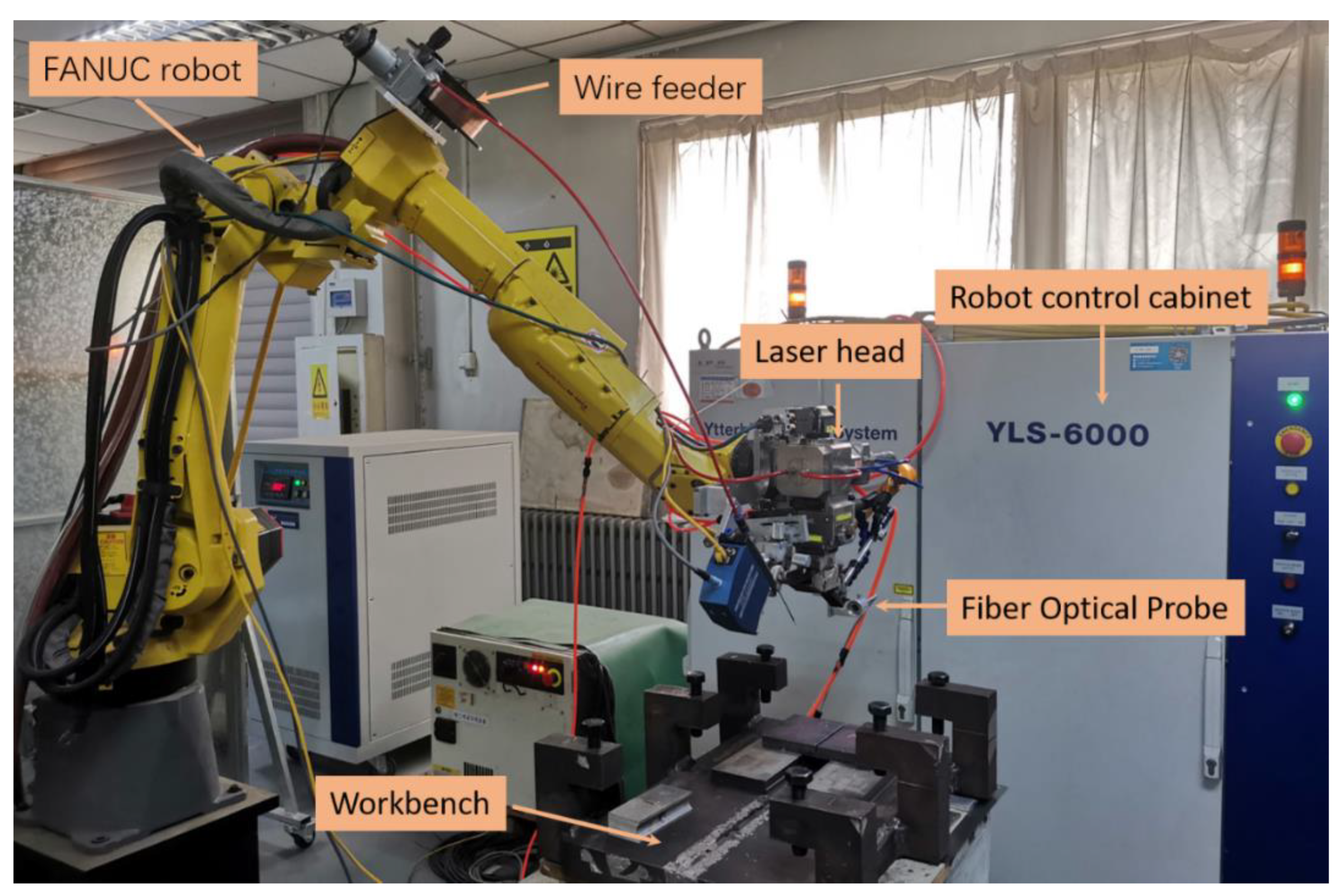
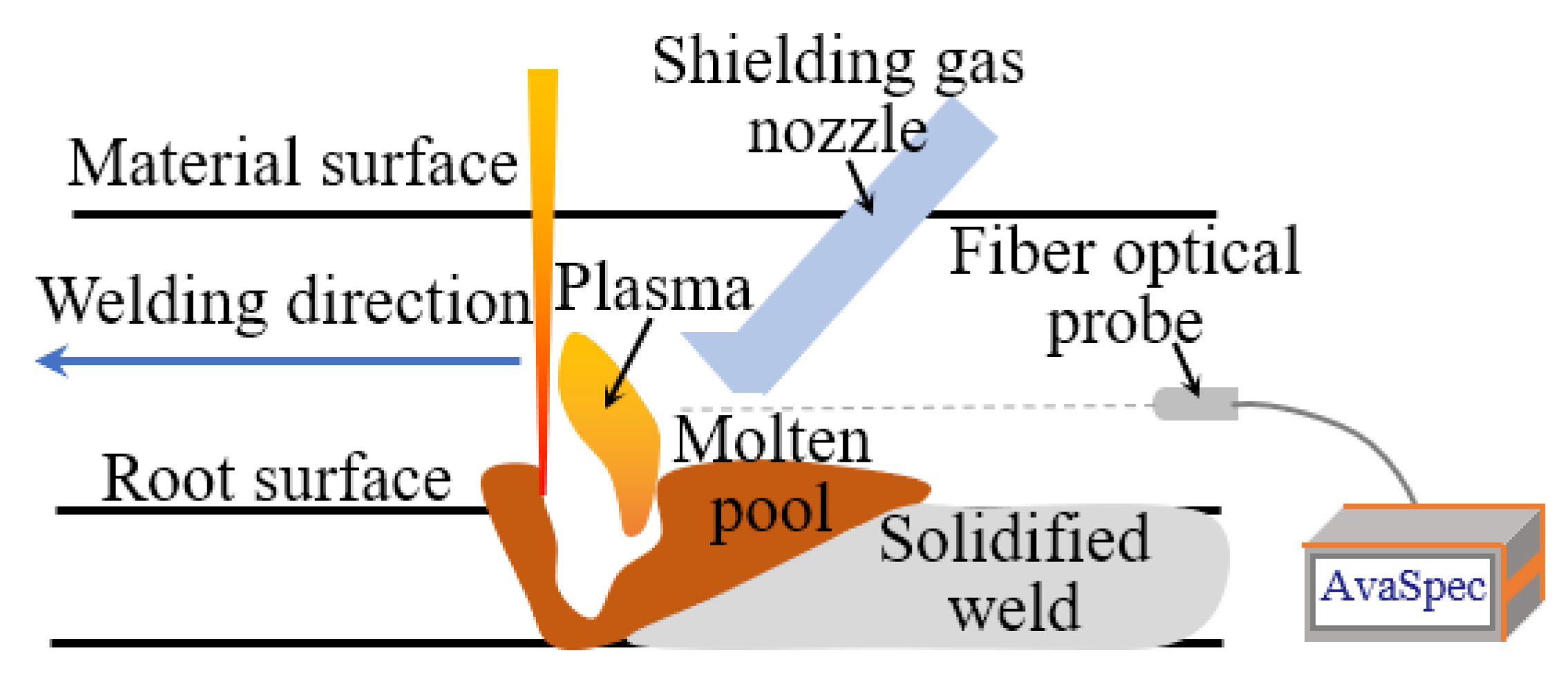
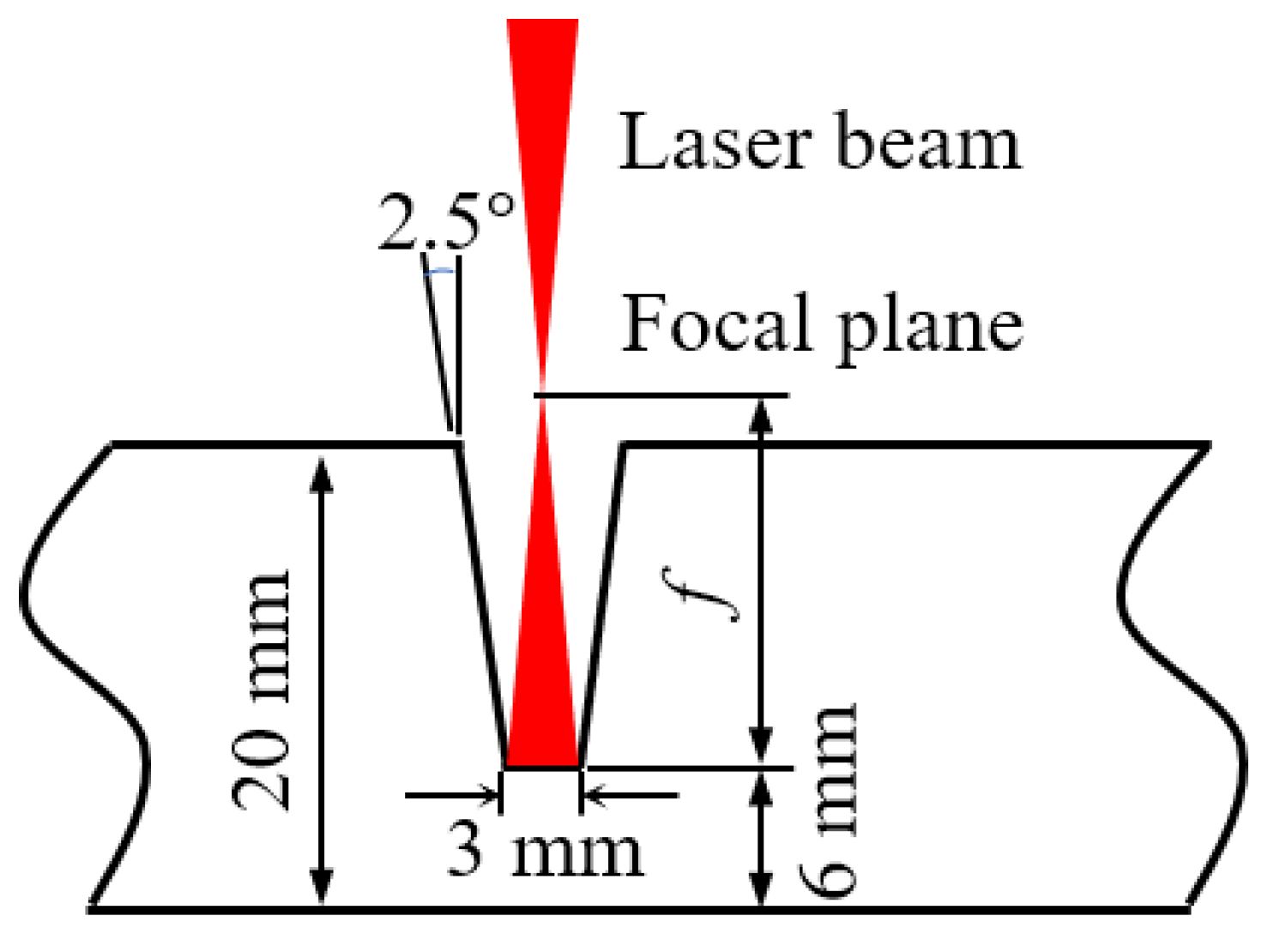
2. Material and Experimental Procedures
3. Results and Discussion
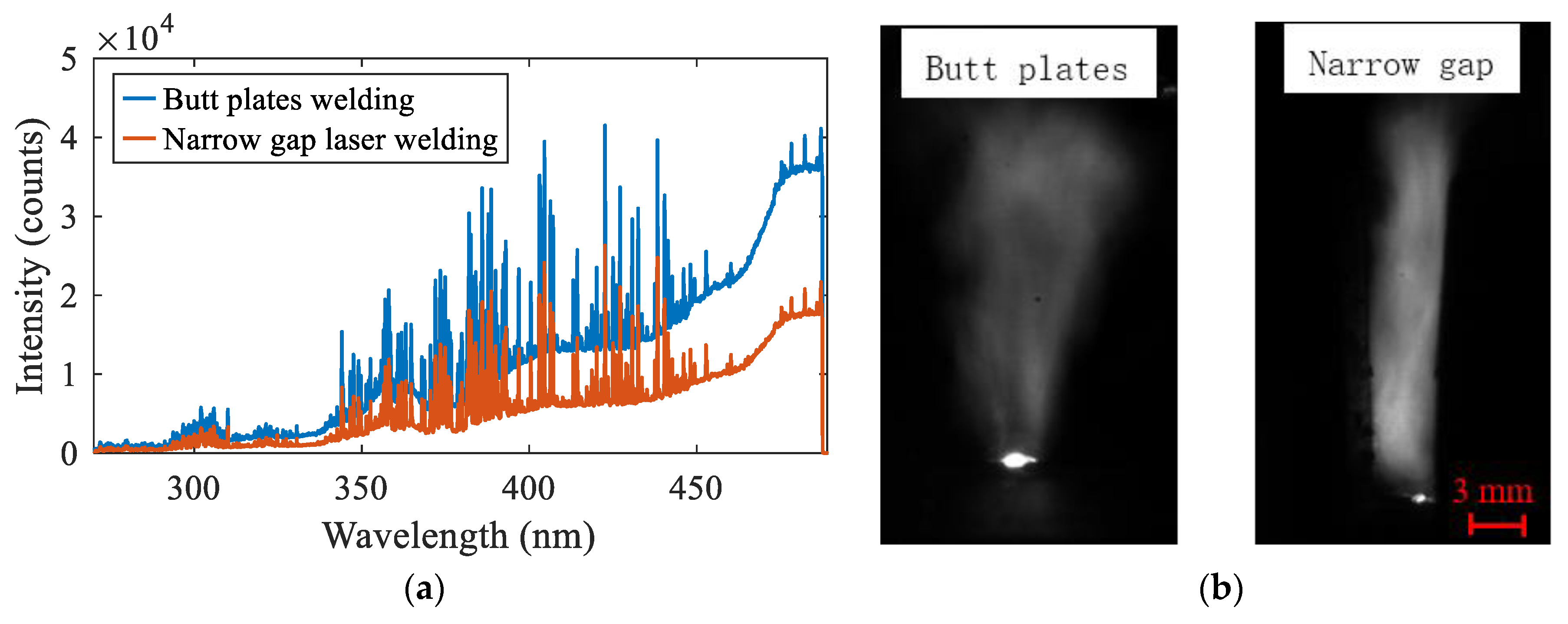
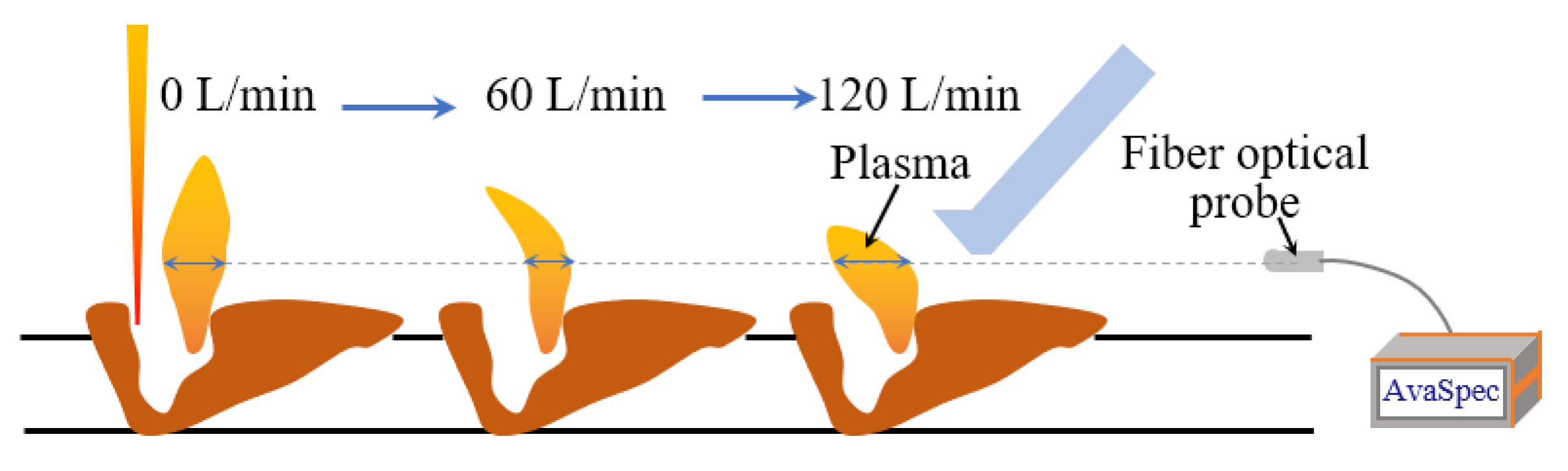
3.1. Morphology Characteristics of Laser-Induced Plasma during NGLW
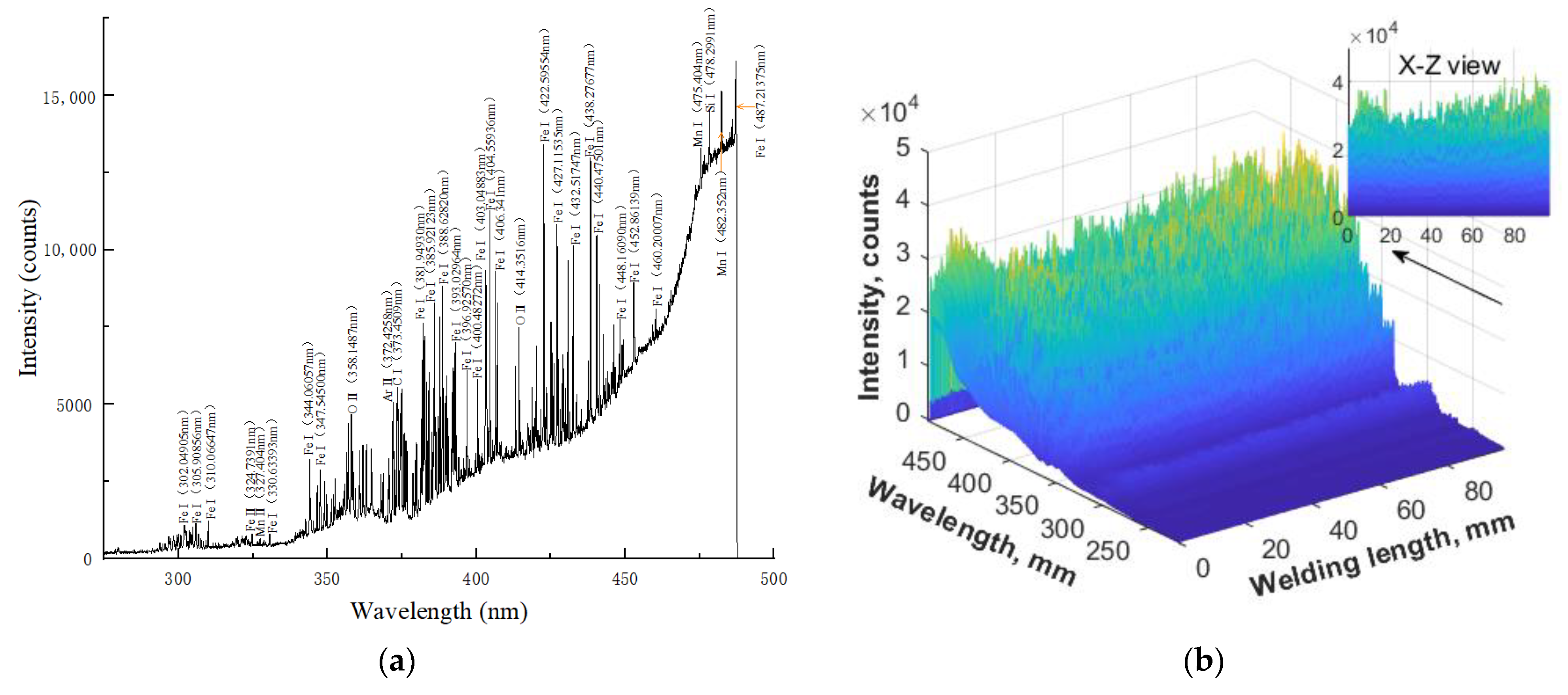
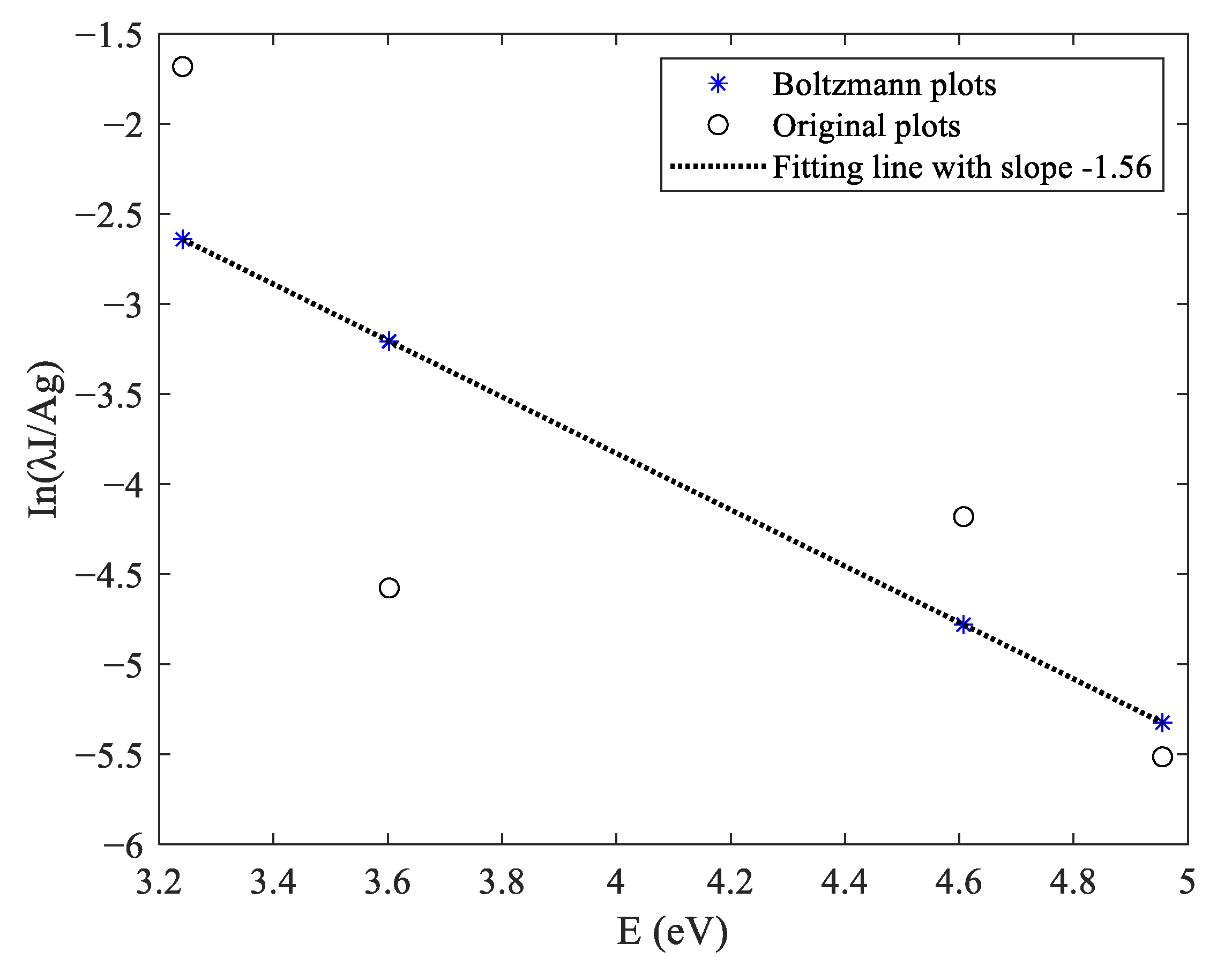
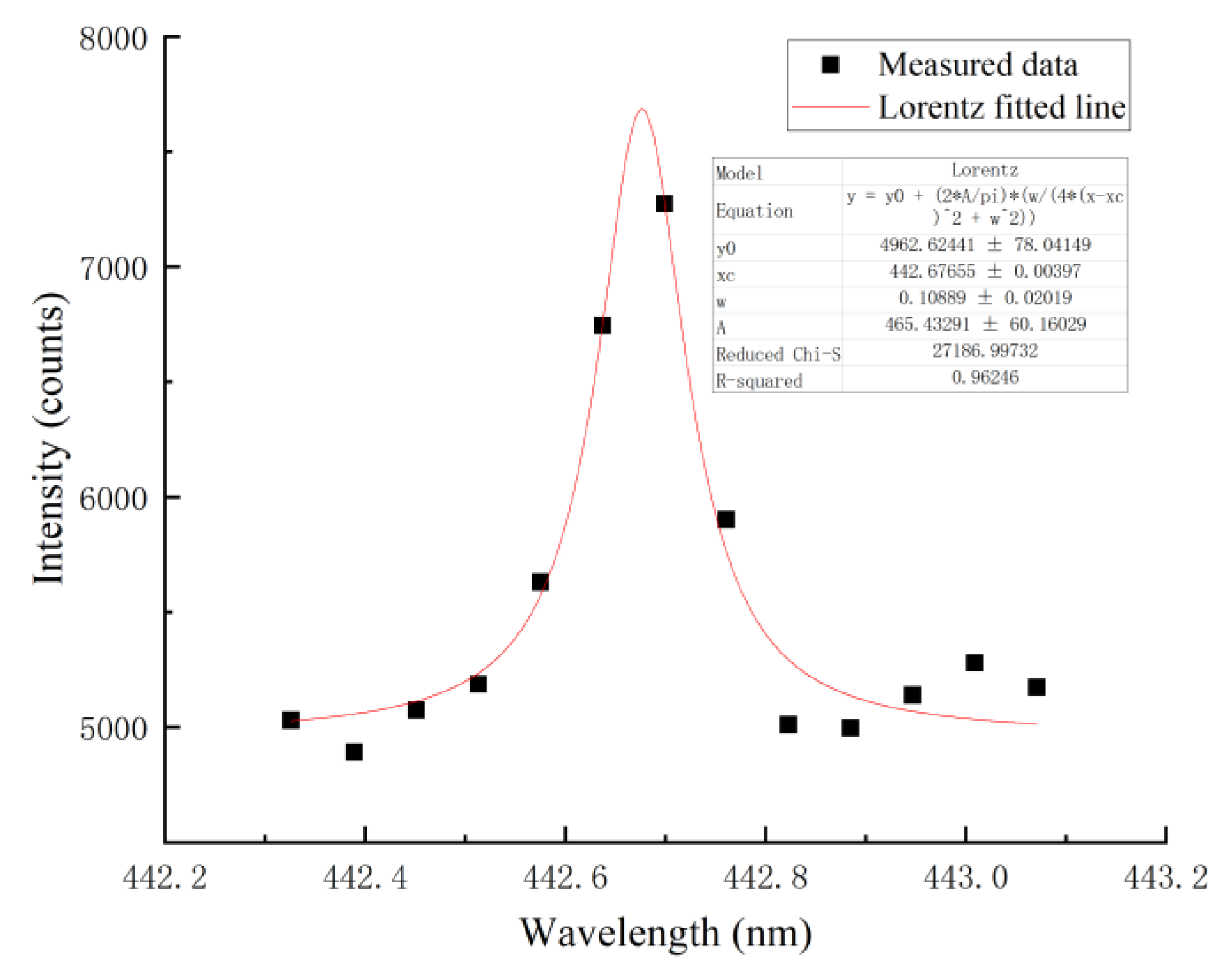
3.2. Thermodynamic Characteristics of Laser-Induced Plasma during NGLW
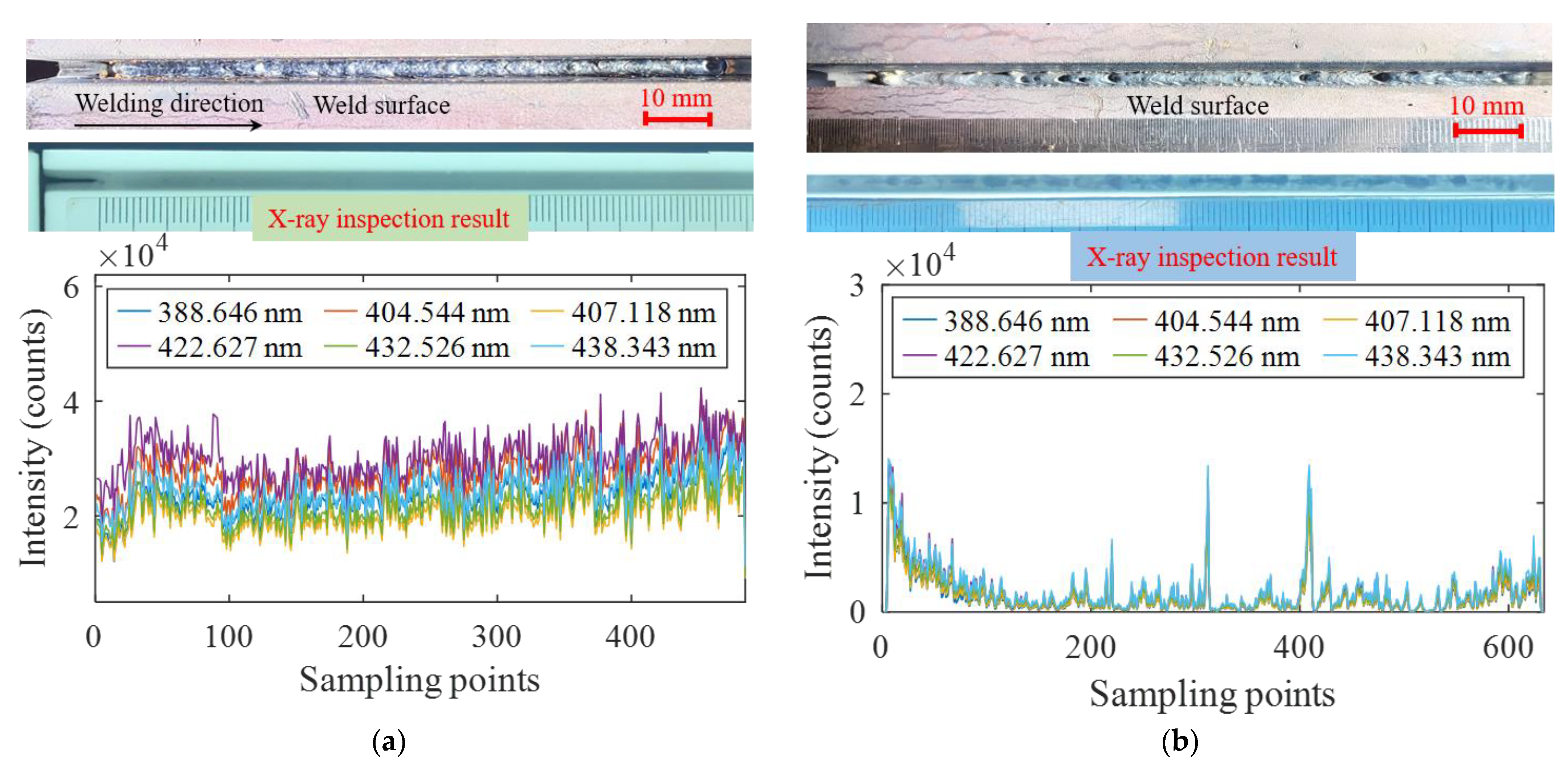
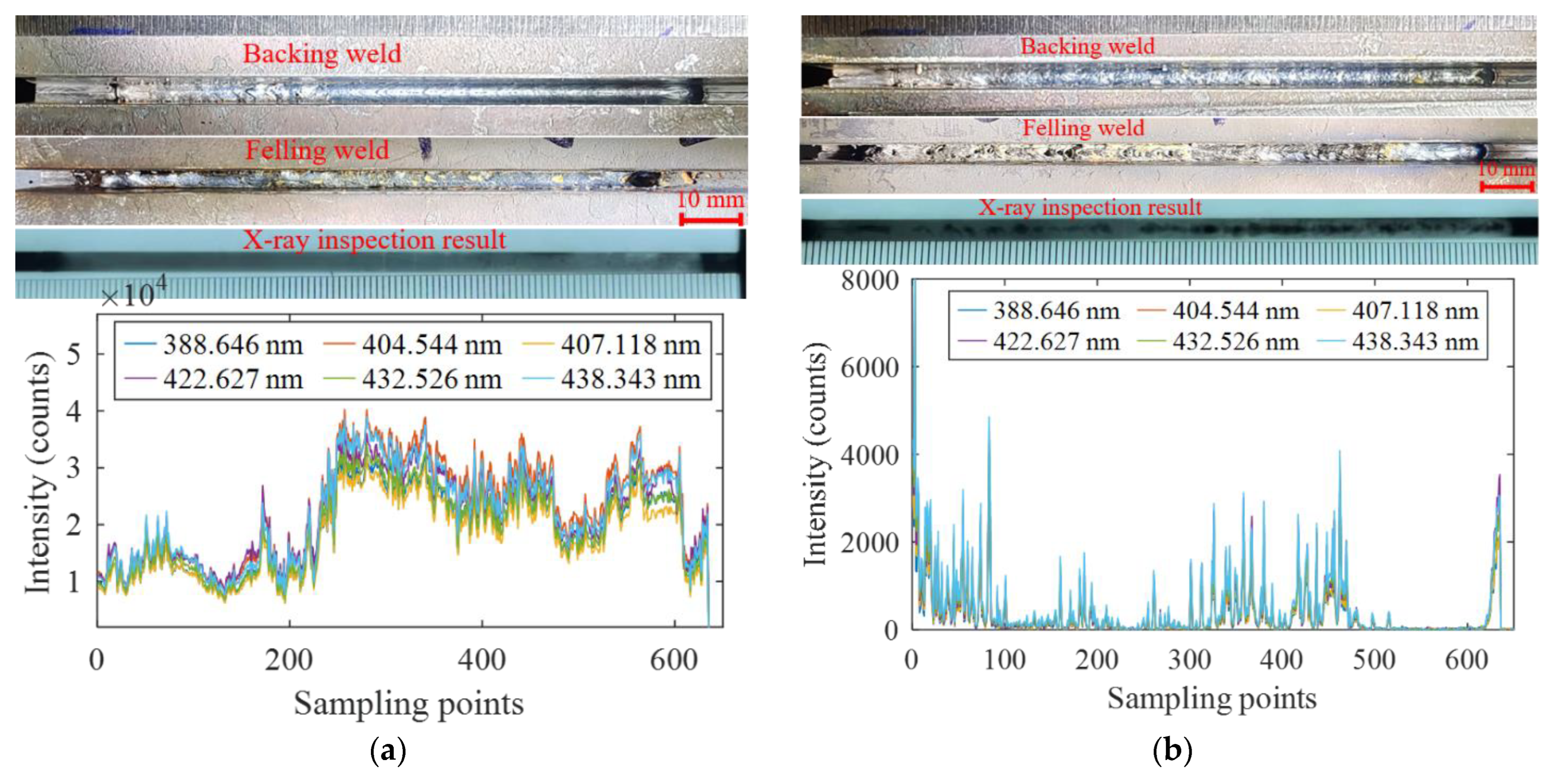
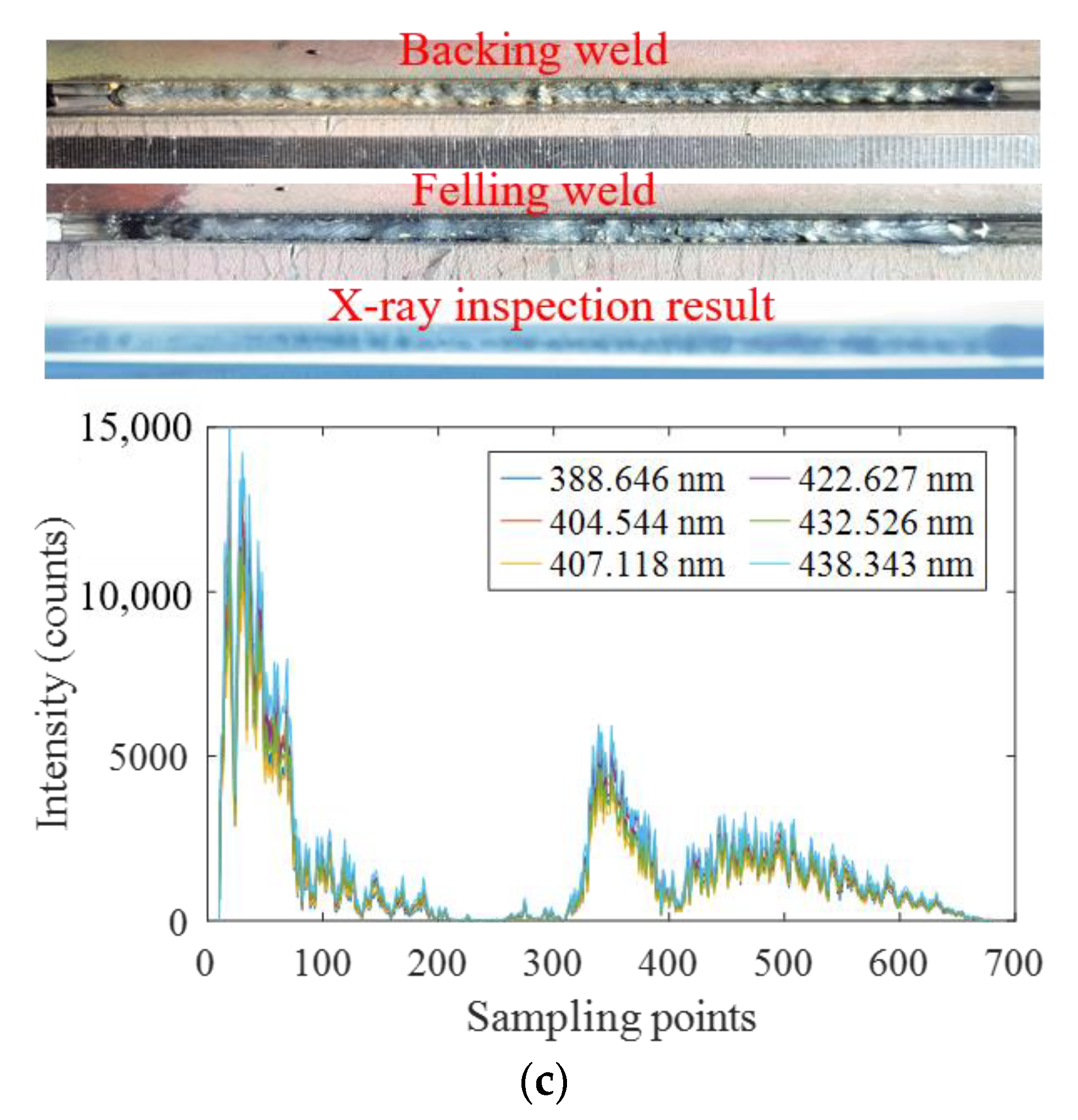
3.3. Relationship between Spectrum and Welding Quality
4. Conclusions
- Under the same process conditions, the plasma morphology and spectral intensity of NGLW were different from that of butt plate laser welding (BPLW). The plasma was thin at the bottom and thick at the top during BPLW, while the plasma eruption was restricted by the sidewall in the NGLW process. The eruption periods of the plasma were almost the same under the two conditions. The measured relative spectral intensity was weaker in the NGLW process.
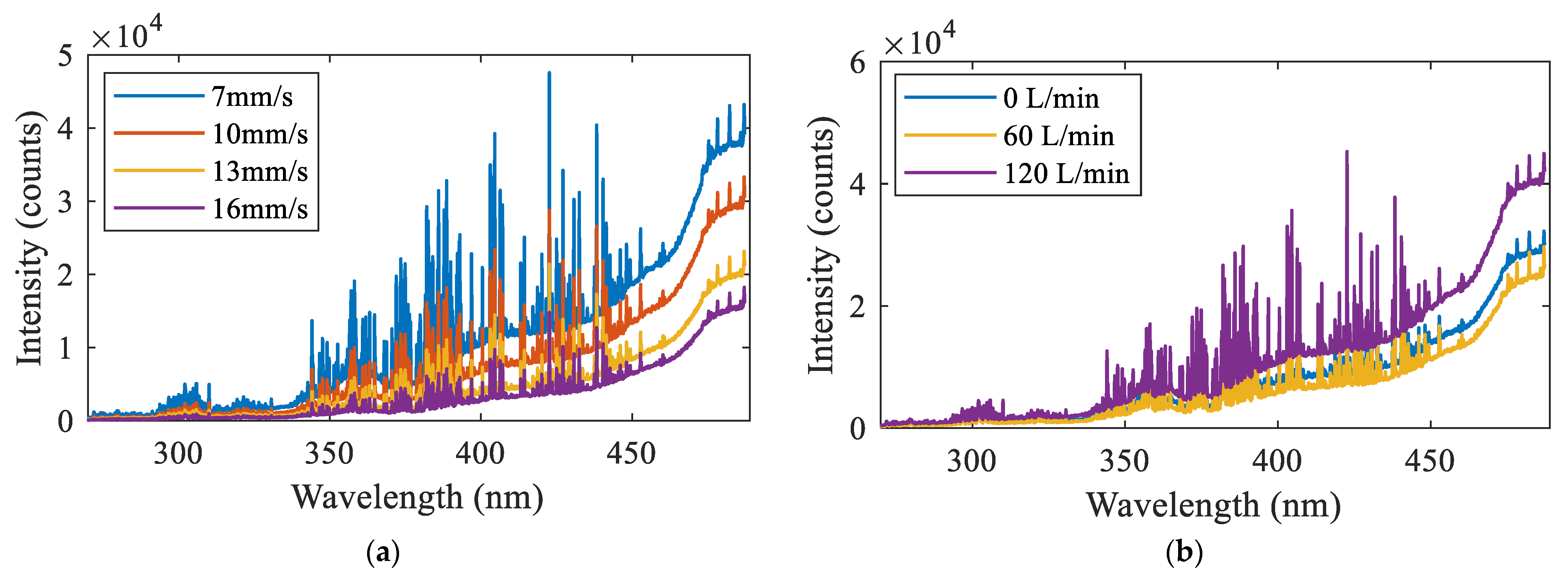
- During narrow gap self-fusion welding, the spectral intensity decreased with the increase of the welding speed, while the intensity decreased first and then increased with the increase of the gas flow. Under the conditions of a 10 mm defocus distance and 10 mm/s welding speed, the electron temperature of the laser-induced plasma was 7413.3 K and the electron density was 5.6714 × 1015 cm−3, which accorded with the state of the local thermodynamic equilibrium.
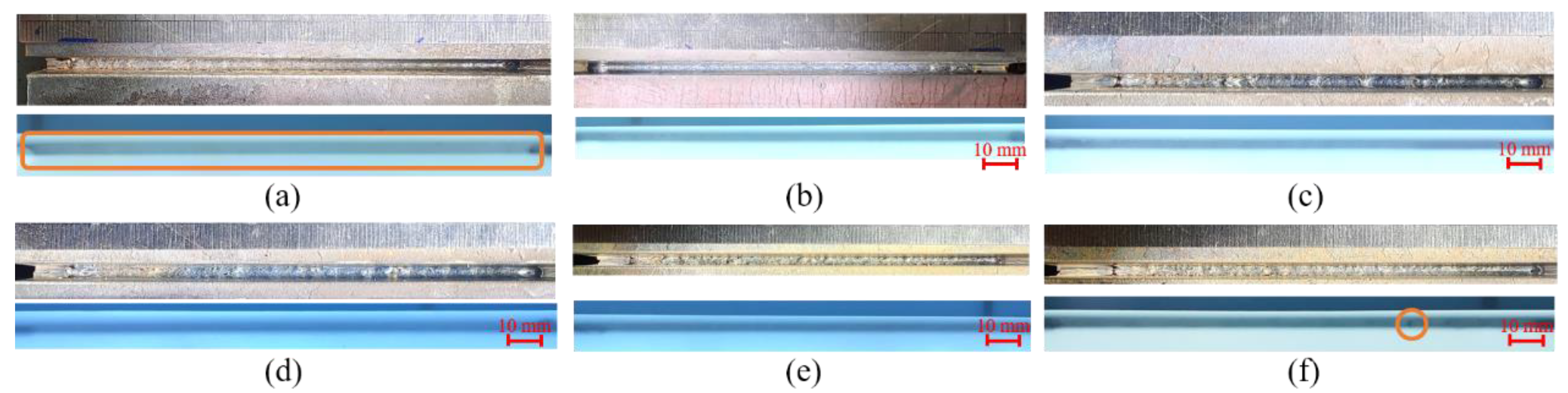
- When there was water on the groove surface, pores were generated on the weld surface during narrow gap laser self-fusion welding. A large number of dense pores were observed in the weld through X-ray detection. At this time, the relative spectral intensity in the whole waveband decreased and the electron temperature of the plasma decreased to 6900–7200 K. However, the electron density increased from 5.6714 × 1015 cm−3 to 8.4193 × 1015 cm−3.
- During narrow gap laser wire filling welding, porosity defects were produced when there were water and oil pollutants on the surface of the last weld. The spectral intensity was significantly weakened compared to that collected in the normal welding process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramakrishna, R.V.; Amrutha, P.; Rahman Rashid, R.; Palanisamy, S. Narrow gap laser welding (NGLW) of structural steels—A technological review and future research recommendations. Int. J. Adv. Manuf. Technol. 2020, 111, 2277–2300. [Google Scholar] [CrossRef]
- Li, J.; Sun, Q.; Kang, K.; Zhen, Z.; Liu, Y.; Feng, J. Process stability and parameters optimization of narrow-gap laser vertical welding with hot wire for thick stainless steel in nuclear power plant. Opt. Laser Technol. 2020, 123, 105921. [Google Scholar] [CrossRef]
- Li, R.; Wang, T.; Wang, C.; Yan, F.; Shao, X.; Hu, X.; Li, J. A study of narrow gap laser welding for thick plates using the multi-layer and multi-pass method. Opt. Laser Technol. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Elmesalamy, A.; Francis, J.A.; Li, L. A comparison of residual stresses in multi pass narrow gap laser welds and gas-tungsten arc welds in AISI 316L stainless steel. Int. J. Press. Vessel. Pip. 2014, 113, 49–59. [Google Scholar] [CrossRef]
- Huang, Y.; Hou, S.; Xu, S.; Zhao, S.; Yang, L.; Zhang, Z. EMD-PNN based welding defects detection using laser-induced plasma electrical signals. J. Manuf. Process. 2019, 45, 642–651. [Google Scholar] [CrossRef]
- Liu, S.; Wu, D.; Luo, Z.; Zhang, P.; Ye, X.; Yu, Z. Measurement of pulsed laser welding penetration based on keyhole dynamics and deep learning approach. Measurement 2022, 199, 111579. [Google Scholar] [CrossRef]
- Feng, J.; Guo, W.; Francis, J.; Irvine, N.; Li, L. Narrow gap laser welding for potential nuclear pressure vessel manufacture. J. Laser Appl. 2016, 28, 022421. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.-J.; Yang, J.-n.; Yin, X.-Q.; Wang, X.-W.; Wu, J. Characteristics of multi-pass narrow-gap laser welding of D406A ultra-high strength steel. J. Mater. Process. Technol. 2019, 270, 168–181. [Google Scholar] [CrossRef]
- Gu, H.; Väistö, T.; Wei, C.; Li, L.; Ren, X.; Qian, L. A coupled ray-tracing based CFD and cellular automaton model for predicting molten pool formation and microstructure evolution in narrow gap laser welding. Int. J. Heat Mass Transf. 2023, 209, 124115. [Google Scholar] [CrossRef]
- Long, J.; Zhang, L.-J.; Zhuang, M.-X.; Bai, L.-a.; Na, S.-J. Narrow-gap laser welding with beam wobbling and filler wire and microstructural performance of joints of thick TC4 titanium alloy plates. Opt. Laser Technol. 2022, 152, 108089. [Google Scholar] [CrossRef]
- Wang, R.; He, Z.; Kan, X.; Li, K.; Chen, F.; Fu, J.; Zhao, Y. Dynamic Characteristics of Plasma in Ultrasonic-Assisted Narrow-Gap Laser Welding with Filler Wire. Materials 2023, 16, 502. [Google Scholar] [CrossRef]
- Fu, J.; Zhao, Y.; Zou, J.; Liu, X.; Pan, Y. Influence of the magnetic field on the melting and solidification behavior of narrow-gap laser welding with filler wire. Int. J. Adv. Manuf. Technol. 2022, 123, 1123–1131. [Google Scholar] [CrossRef]
- Jiang, L.; Shi, L.; Lu, Y.; Xiang, Y.; Zhang, C.; Gao, M. Effects of sidewall grain growth on pore formation in narrow gap oscillating laser welding. Opt. Laser Technol. 2022, 156, 108483. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, L.; Wen, G. Study of inner porosity detection for Al-Mg alloy in arc welding through on-line optical spectroscopy: Correlation and feature reduction. J. Manuf. Process. 2019, 39, 79–92. [Google Scholar] [CrossRef]
- Gong, J.; Li, L.; Meng, S.; Huang, R.; Zou, J.; Cao, H. Study on stability and microstructure properties of oscillating laser welded 5A06 alloy with narrow gap. Opt. Laser Technol. 2022, 155, 108360. [Google Scholar] [CrossRef]
- Dong, J.; Huang, Y.; Zhu, J.; Guan, W.; Yang, L.; Cui, L. Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys. Materials 2023, 16, 1312. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, P.; Yu, Z.; Gao, Y.; Zhang, H.; Chen, H.; Chen, S.; Tian, Y. Progress and perspectives of in-situ optical monitoring in laser beam welding: Sensing, characterization and modeling. J. Manuf. Process. 2022, 75, 767–791. [Google Scholar] [CrossRef]
- Buongiorno, D.; Prunella, M.; Grossi, S.; Hussain, S.M.; Rennola, A.; Longo, N.; Di Stefano, G.; Bevilacqua, V.; Brunetti, A. Inline Defective Laser Weld Identification by Processing Thermal Image Sequences with Machine and Deep Learning Techniques. Appl. Sci. 2022, 12, 6455. [Google Scholar] [CrossRef]
- Will, T.; Jeron, T.; Hoelbling, C.; Muller, L.; Schmidt, M. In-Process Analysis of Melt Pool Fluctuations with Scanning Optical Coherence Tomography for Laser Welding of Copper for Quality Monitoring. Micromachines 2022, 13, 1937. [Google Scholar] [CrossRef]
- Huang, W.; Gao, X.; Huang, Y.; Zhang, Y. Improved Convolutional Neural Network for Laser Welding Defect Prediction. Int. J. Precis. Eng. Manuf. 2022, 24, 33–41. [Google Scholar] [CrossRef]
- Zhao, S.; Yang, L.; Huang, Y.; Zhao, D.; Xu, S. A study on welding mode transition by electrical detection of laser-induced plasma at varying energy levels. Int. J. Adv. Manuf. Technol. 2019, 104, 893–906. [Google Scholar] [CrossRef]
- Huang, Y.; Xu, S.; Yang, L.; Zhao, S.; Liu, Y.; Shi, Y. Defect detection during laser welding using electrical signals and high-speed photography. J. Mater. Process. Technol. 2019, 271, 394–403. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.; Jiang, P.; Cao, L.; Mi, G.; Zhou, Q. Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: A critical review of recent literature. J. Manuf. Syst. 2020, 57, 1–18. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Lednev, V.N.; Sdvizhenskii, P.A.; Stavertiy, A.Y.; Grishin, M.Y.; Tretyakov, R.S.; Asyutin, R.D.; Pershin, S.M. Online and in situ laser-induced breakdown spectroscopy for laser welding monitoring. Spectrochim. Acta Part B At. Spectrosc. 2021, 175, 106032. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y.; Liu, W.; Li, B.; Yin, X.; Chen, C. Prediction of penetration based on plasma plume and spectrum characteristics in laser welding. J. Manuf. Process. 2022, 75, 593–604. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, D.; Zhang, Z.; Chen, H.; Chen, S. EMD-based pulsed TIG welding process porosity defect detection and defect diagnosis using GA-SVM. J. Mater. Process. Technol. 2017, 239, 92–102. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cu | Si | S | P | Fe | |
|---|---|---|---|---|---|---|---|
| A36 | ≤0.25 | 0.8~1.2 | 0.2 | ≤0.4 | ≤0.05 | ≤0.04 | Balance |
| No. | Welding Speed (mm/s) | Defocus Distance (mm) | Gas Flow Rate (L/min) |
|---|---|---|---|
| 1 | 7 | 10 | 120 |
| 2 | 10 | 10 | 120 |
| 3 | 13 | 10 | 120 |
| 4 | 16 | 10 | 120 |
| 5 | 10 | 10 | 0 |
| 6 | 10 | 10 | 60 |
| Atom | Λ (nm) | Ek (eV) | gk | Aki (s−1) |
|---|---|---|---|---|
| Fe I | 393.015 | 3.241 | 7 | 1.99 × 106 |
| Fe I | 344.078 | 3.603 | 7 | 1.71 × 107 |
| Fe I | 396.914 | 4.608 | 7 | 2.26 × 107 |
| Fe I | 310.055 | 4.956 | 7 | 1.35 × 107 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Xu, B.; Feng, Y.; Chen, P.; Yan, C.; Li, Z.; Yang, K.; She, K.; Huang, Y. Study on Porosity Defect Detection in Narrow Gap Laser Welding Based on Spectral Diagnosis. Materials 2023, 16, 4989. https://doi.org/10.3390/ma16144989
Liu J, Xu B, Feng Y, Chen P, Yan C, Li Z, Yang K, She K, Huang Y. Study on Porosity Defect Detection in Narrow Gap Laser Welding Based on Spectral Diagnosis. Materials. 2023; 16(14):4989. https://doi.org/10.3390/ma16144989
Chicago/Turabian StyleLiu, Jinping, Baoping Xu, Yingchao Feng, Peng Chen, Cancan Yan, Zhuyuan Li, Kaisong Yang, Kun She, and Yiming Huang. 2023. "Study on Porosity Defect Detection in Narrow Gap Laser Welding Based on Spectral Diagnosis" Materials 16, no. 14: 4989. https://doi.org/10.3390/ma16144989
APA StyleLiu, J., Xu, B., Feng, Y., Chen, P., Yan, C., Li, Z., Yang, K., She, K., & Huang, Y. (2023). Study on Porosity Defect Detection in Narrow Gap Laser Welding Based on Spectral Diagnosis. Materials, 16(14), 4989. https://doi.org/10.3390/ma16144989