
Experimental and Numerical Simulation Studies on V-Shaped Bending of Aluminum/CFRP Laminates

Abstract
1. Introduction
2. Experimental Methods and Materials
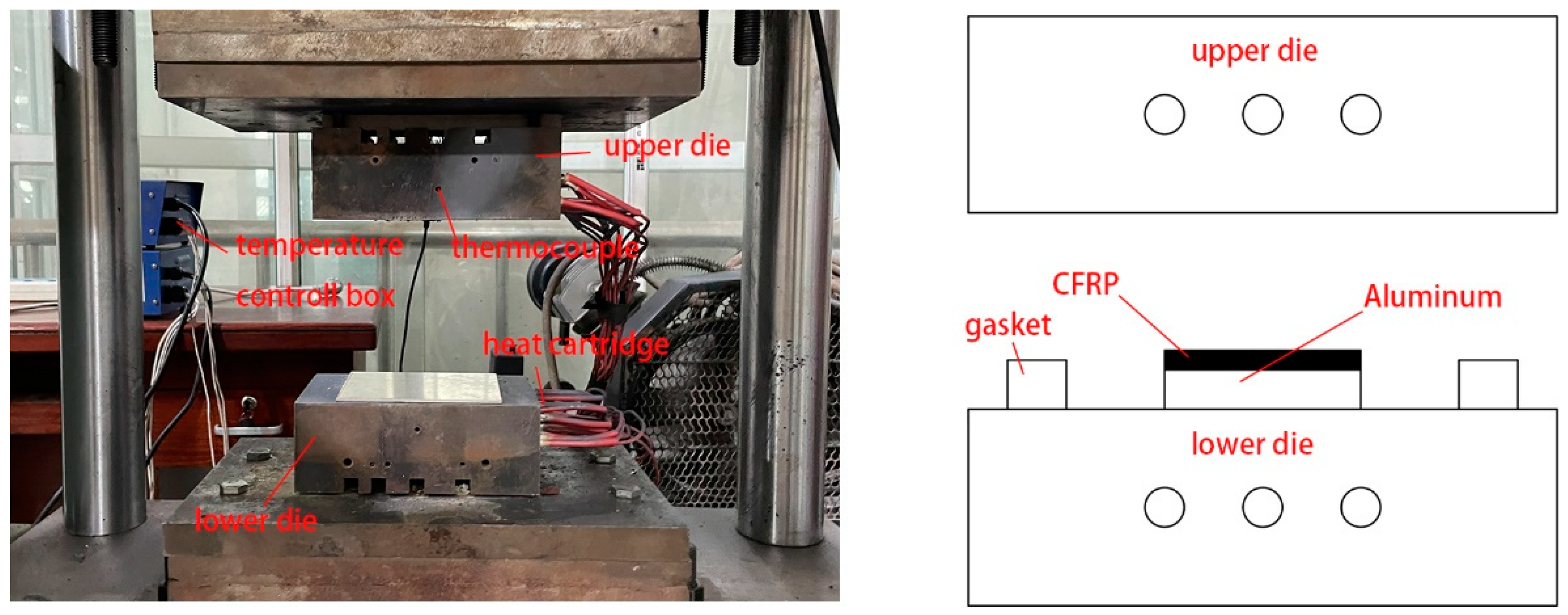
2.1. Preparation of Composite Laminates
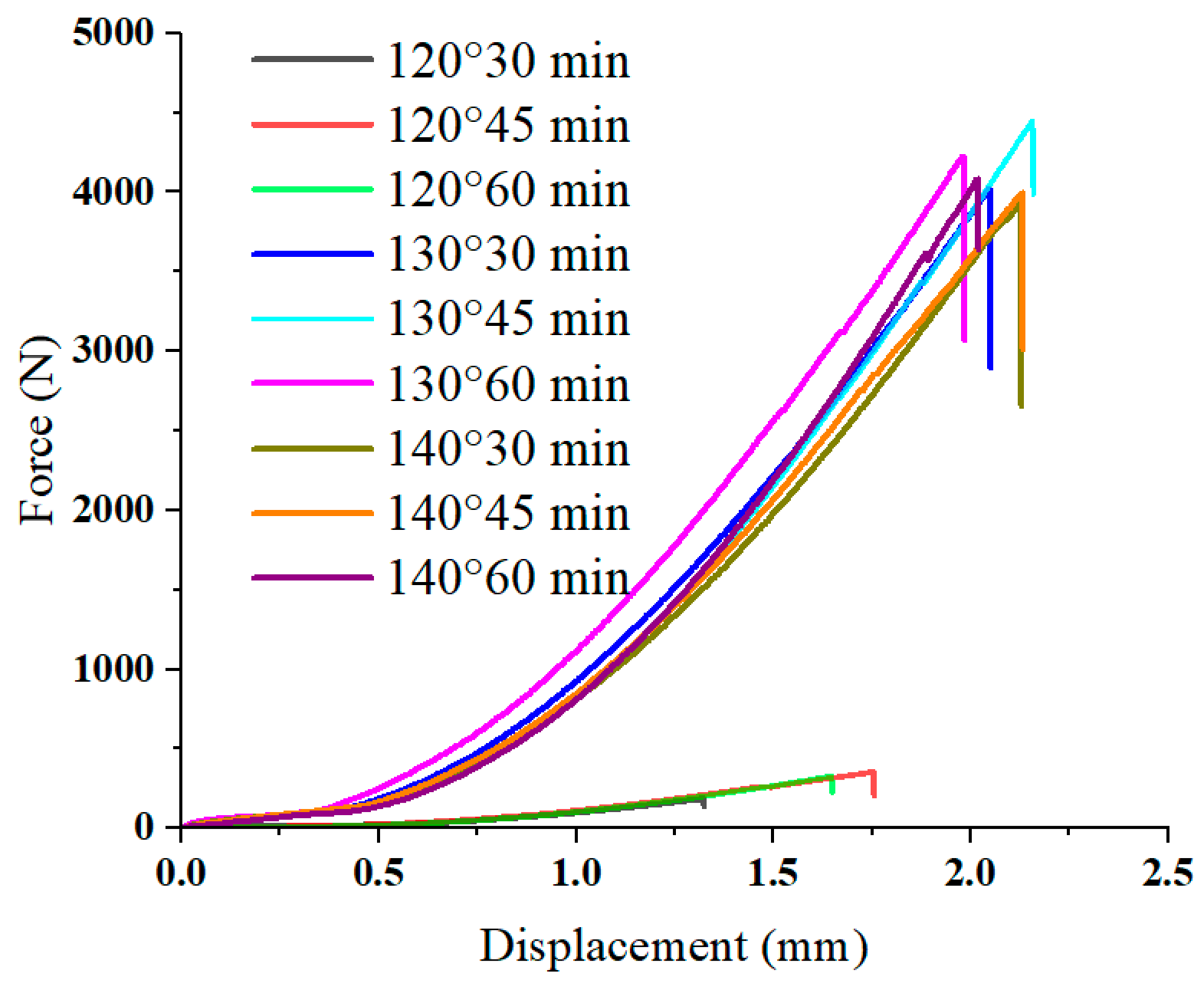
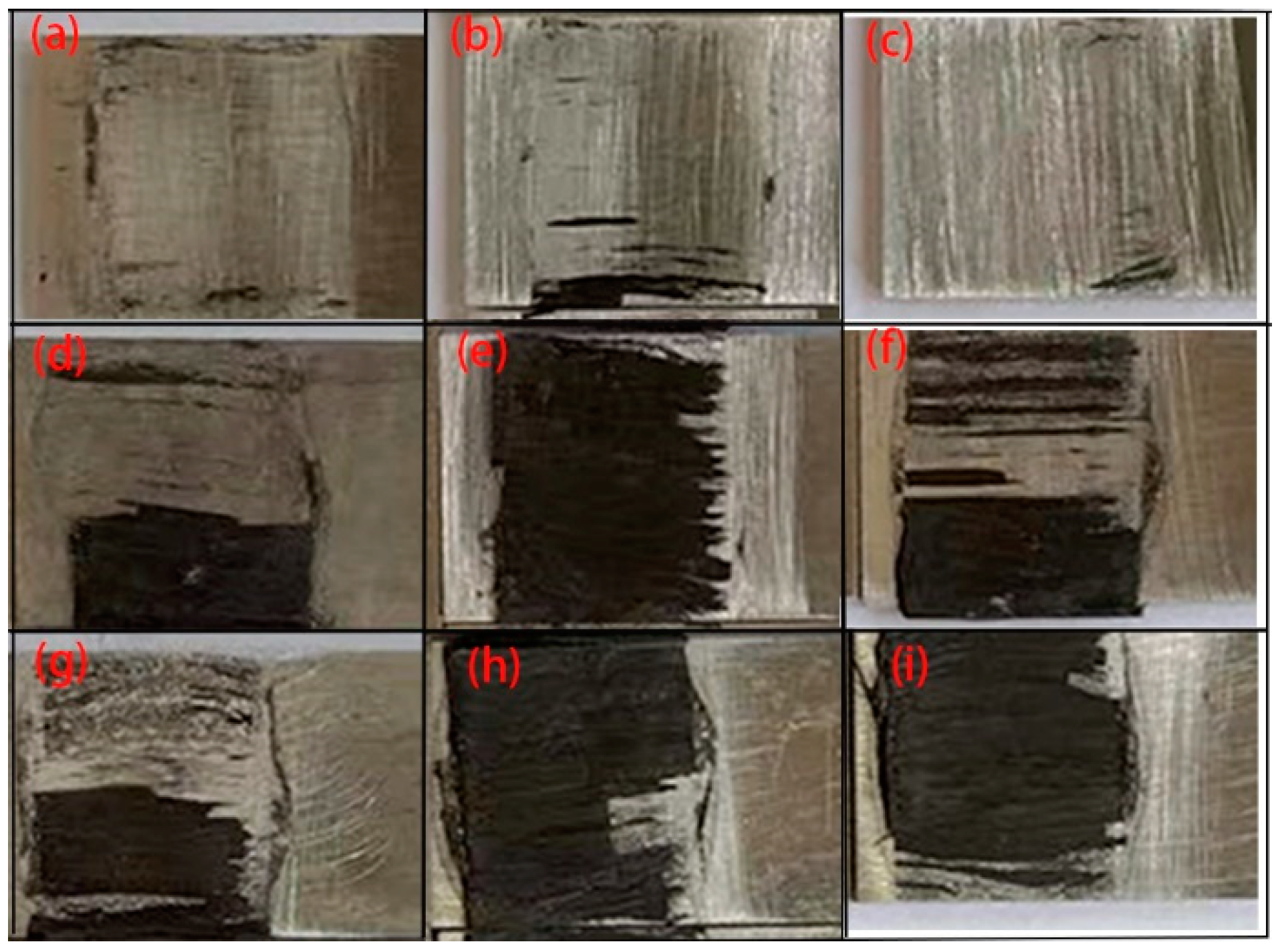
2.2. Determination of Curing Conditions
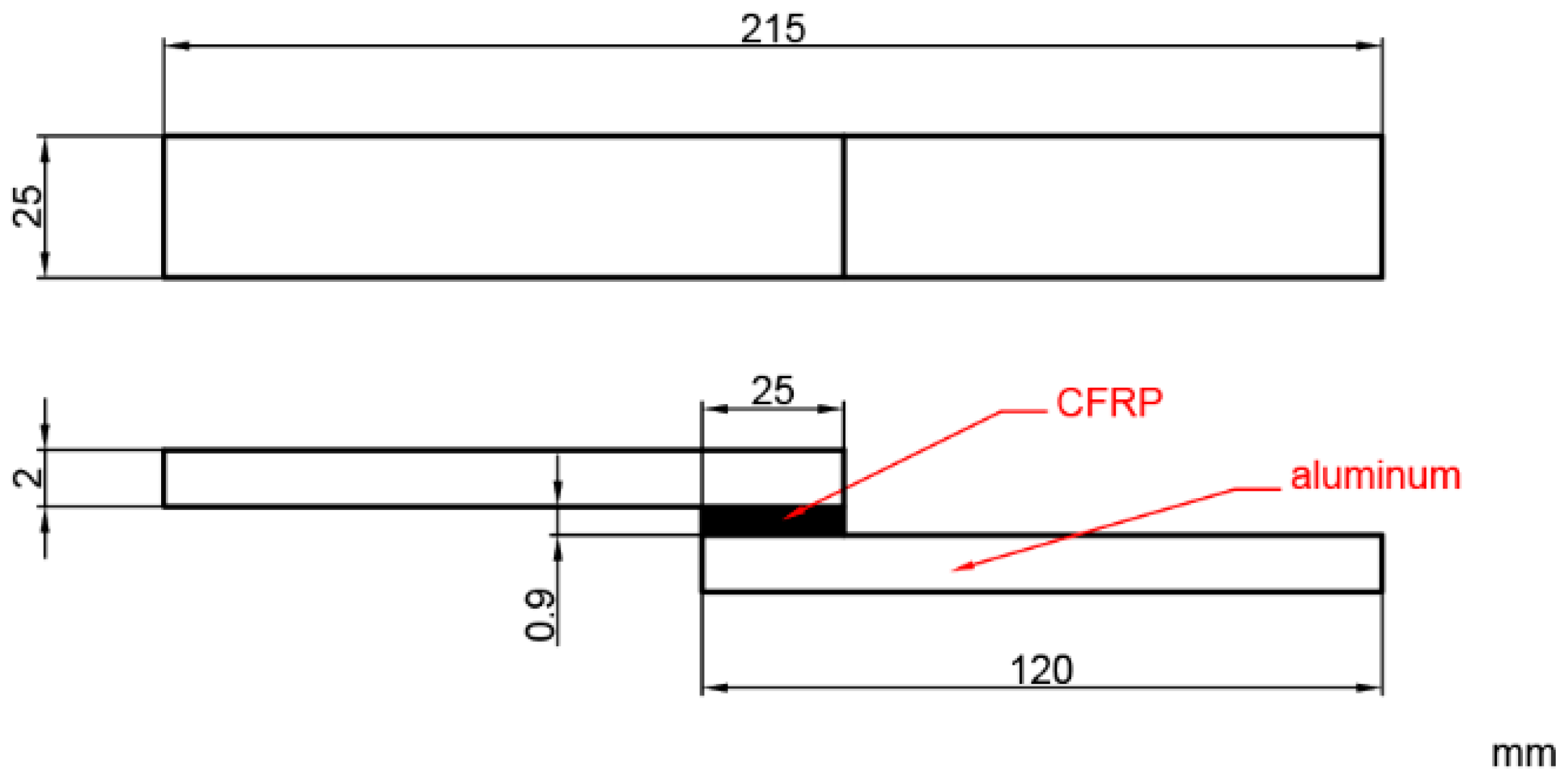
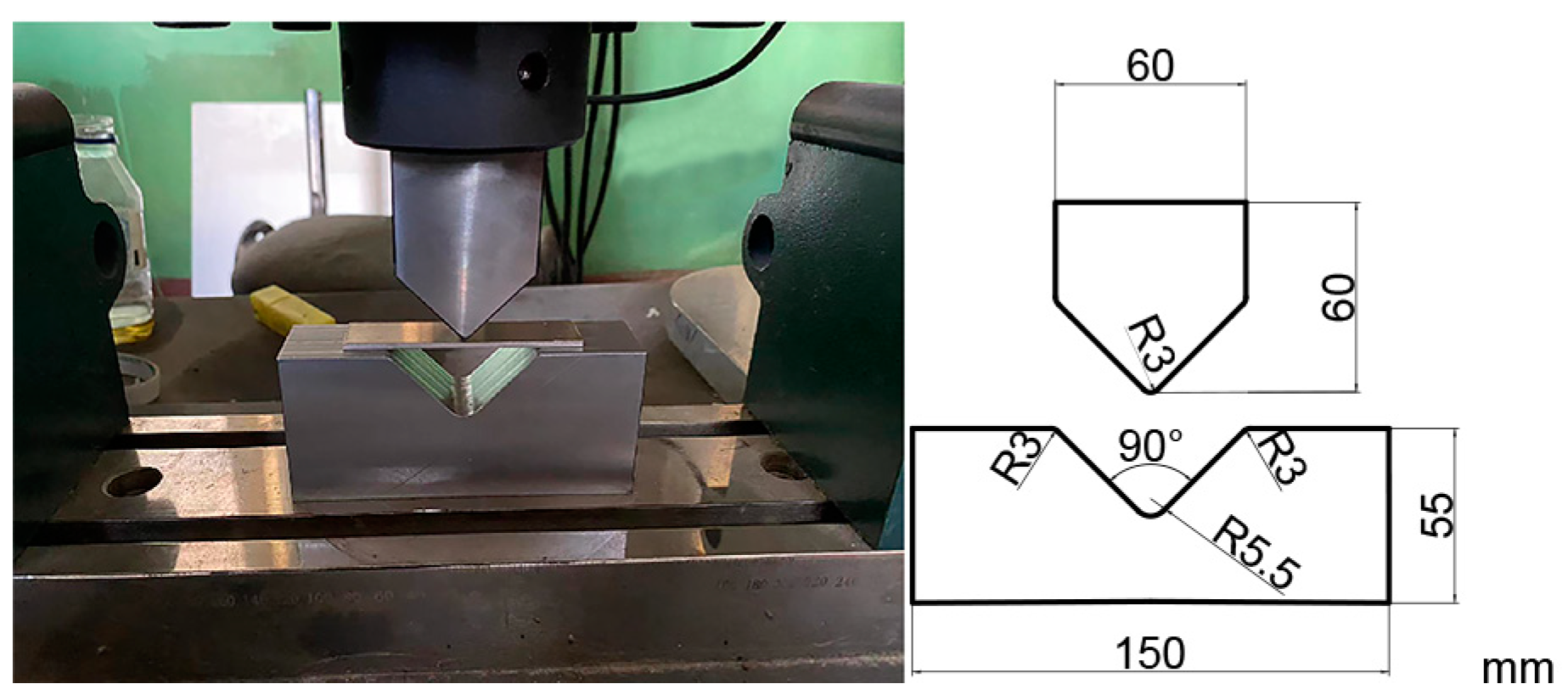
2.3. V-Shaped Bending Test
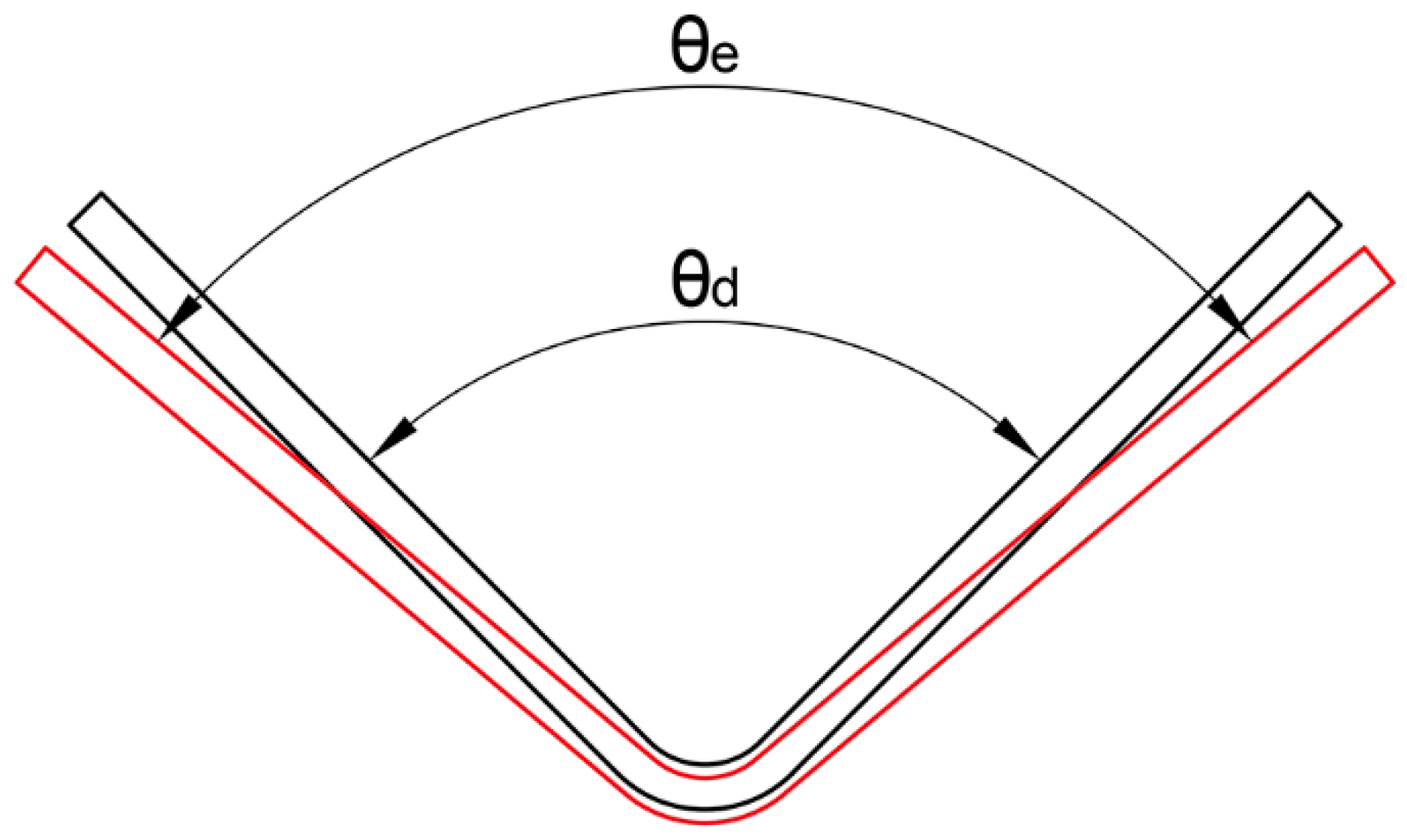
2.4. Springback Rate Measurement
3. Results and Discussion
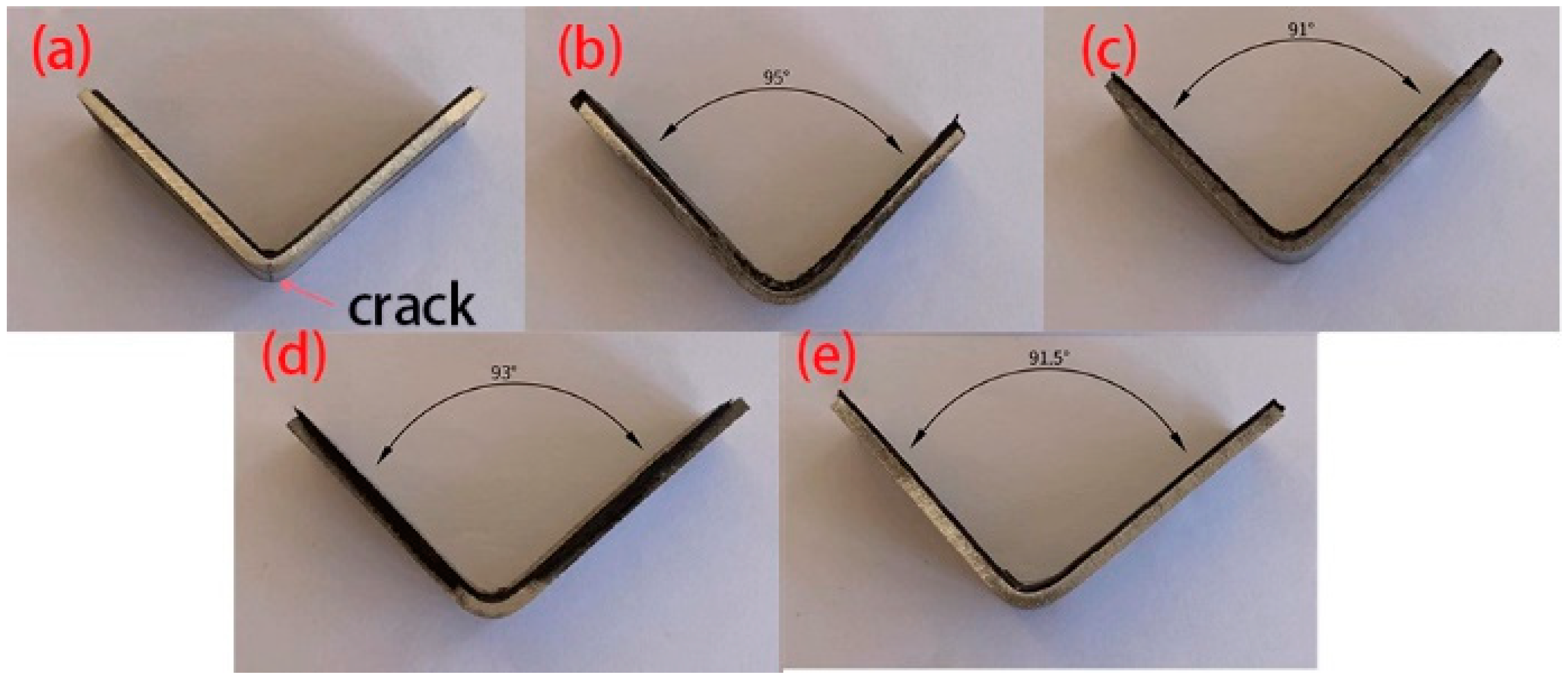
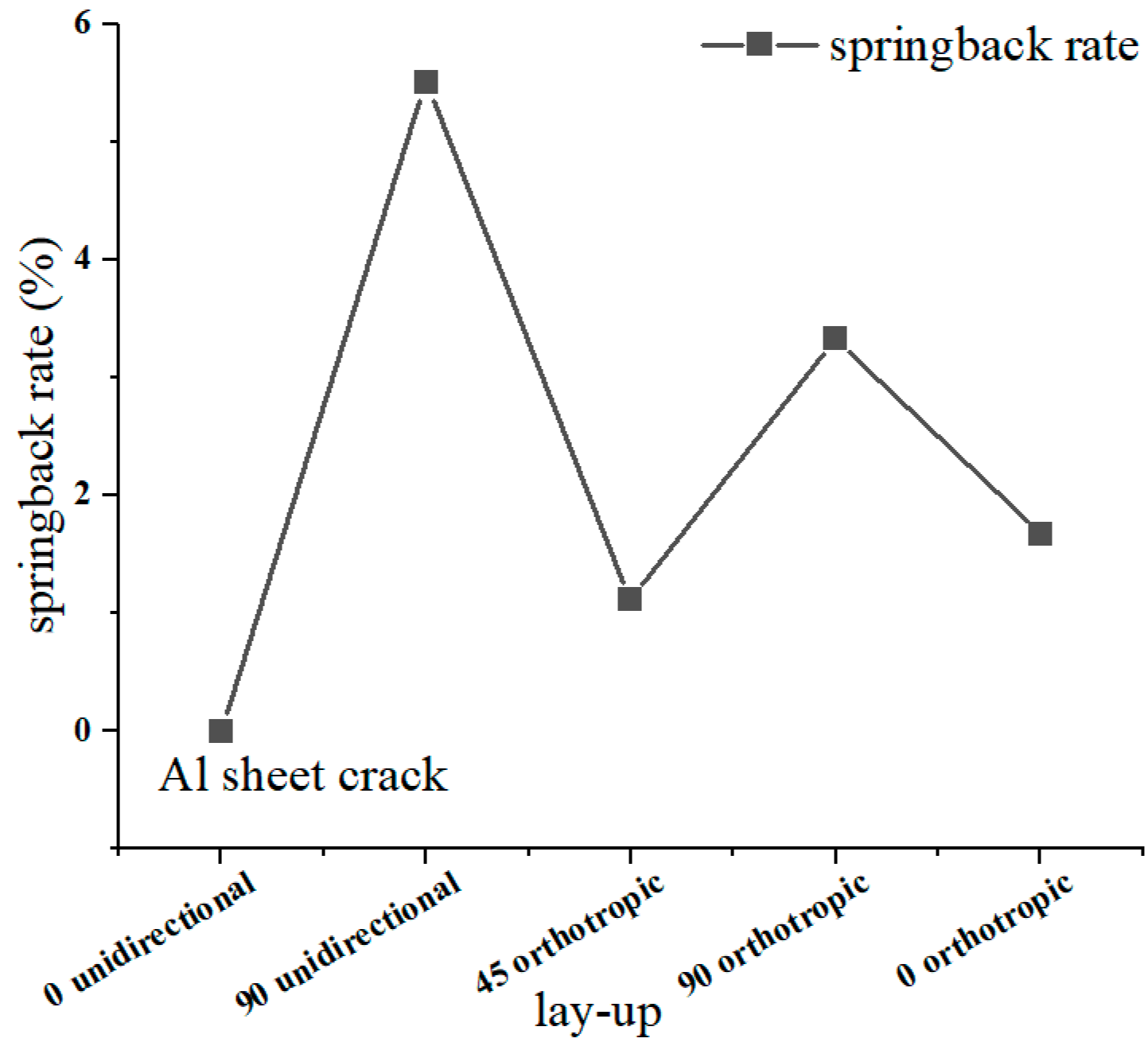
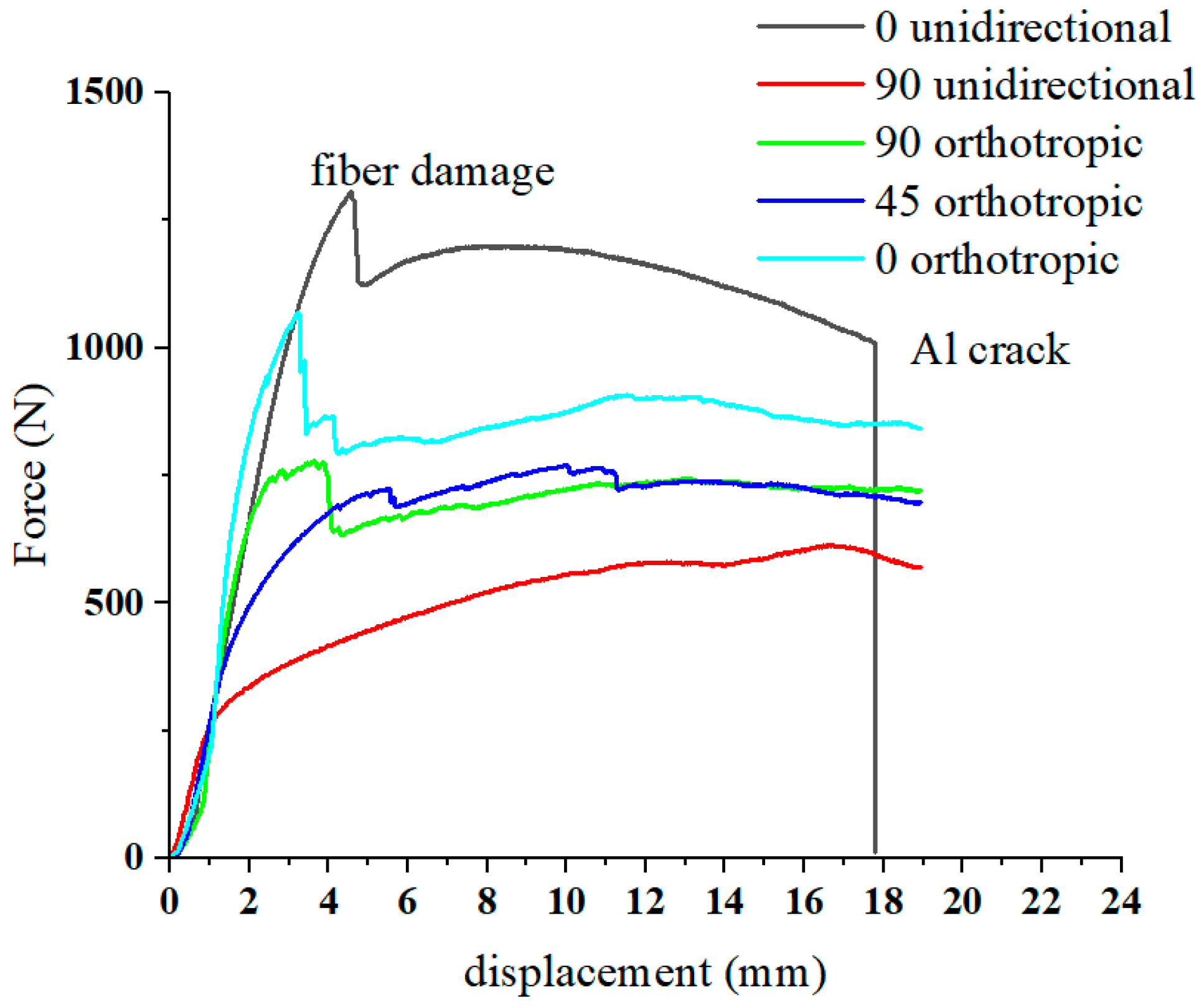
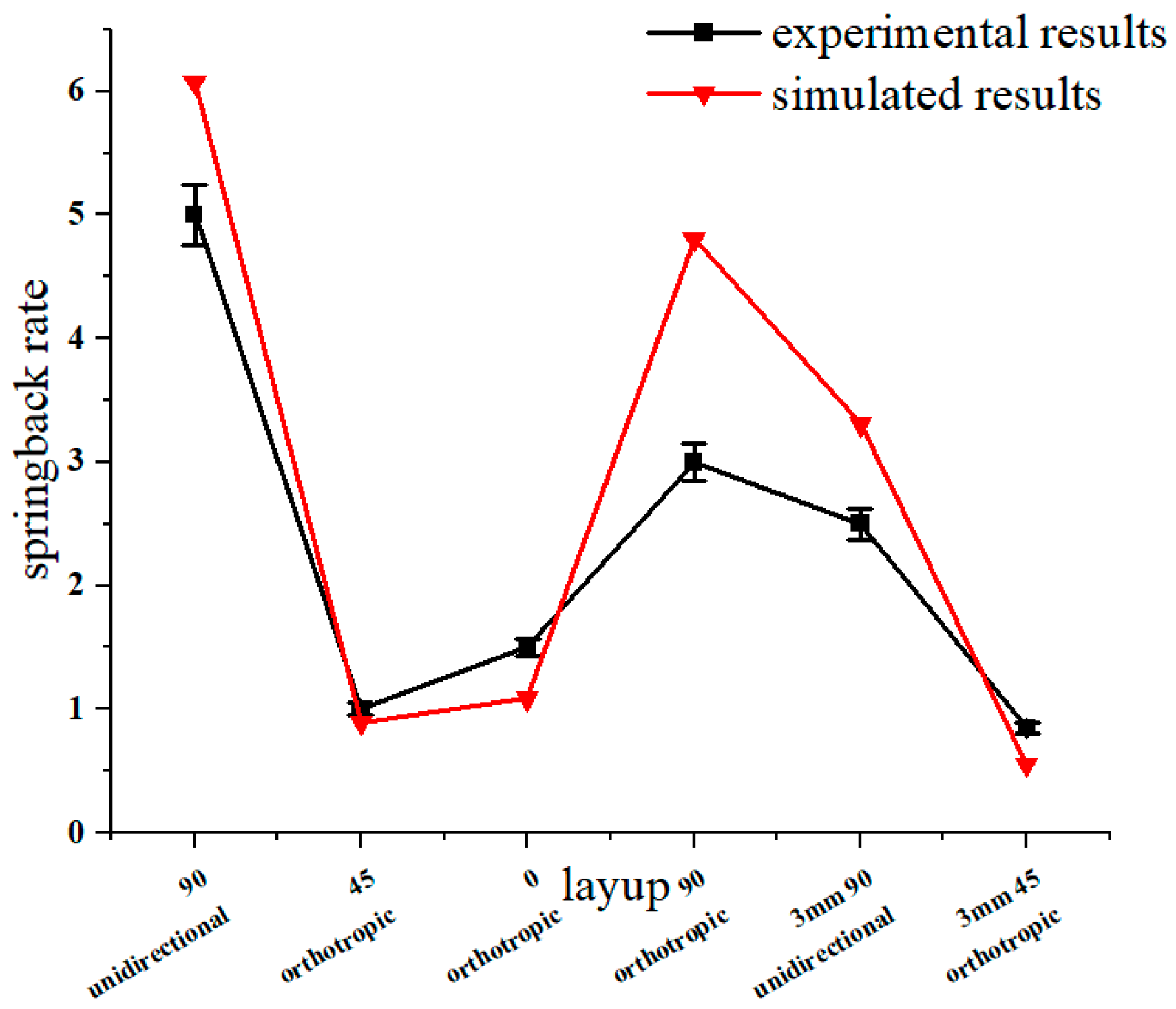
3.1. Effect of Lay-Up Direction on Springback
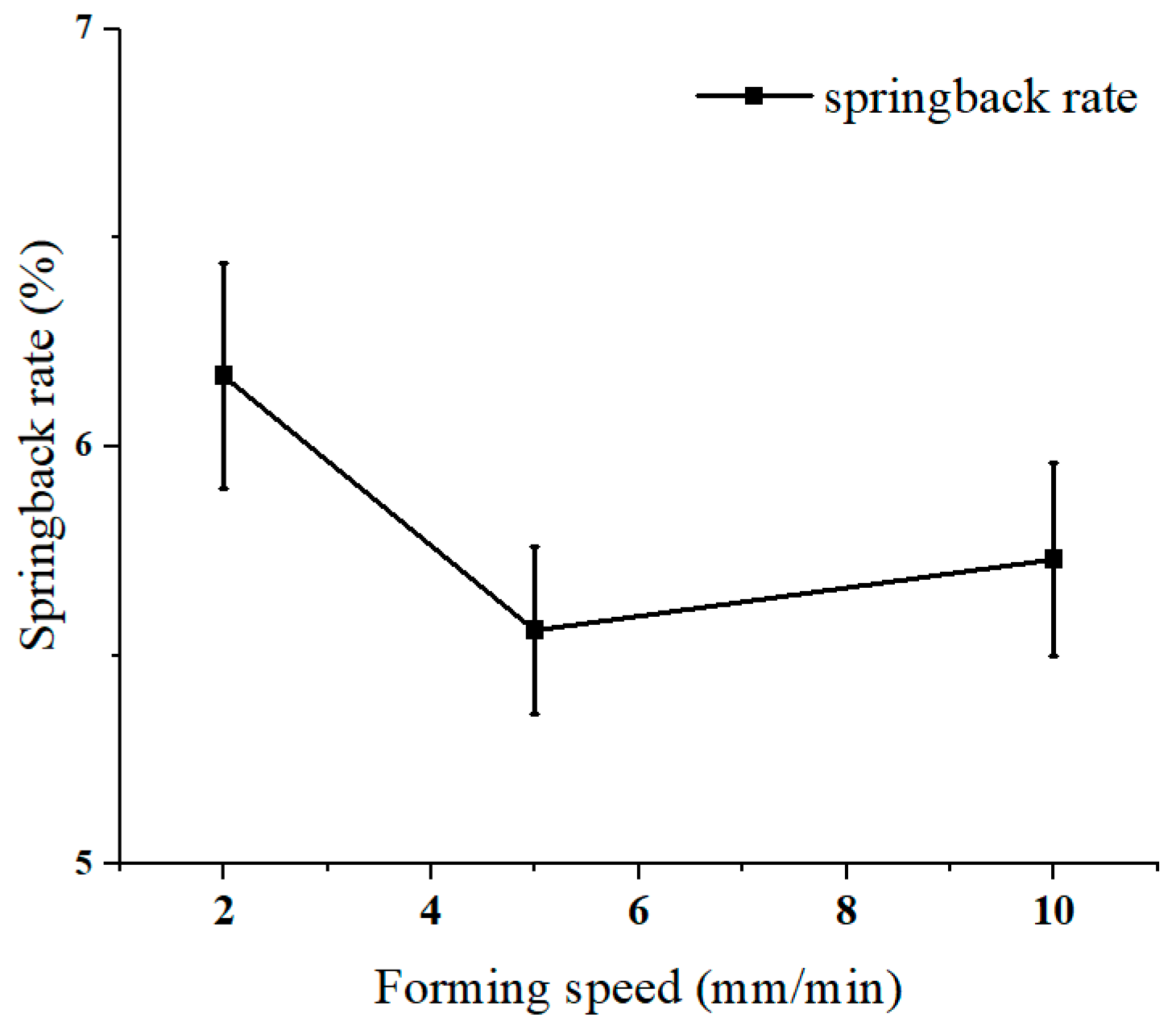
3.2. Influence of Forming Speed
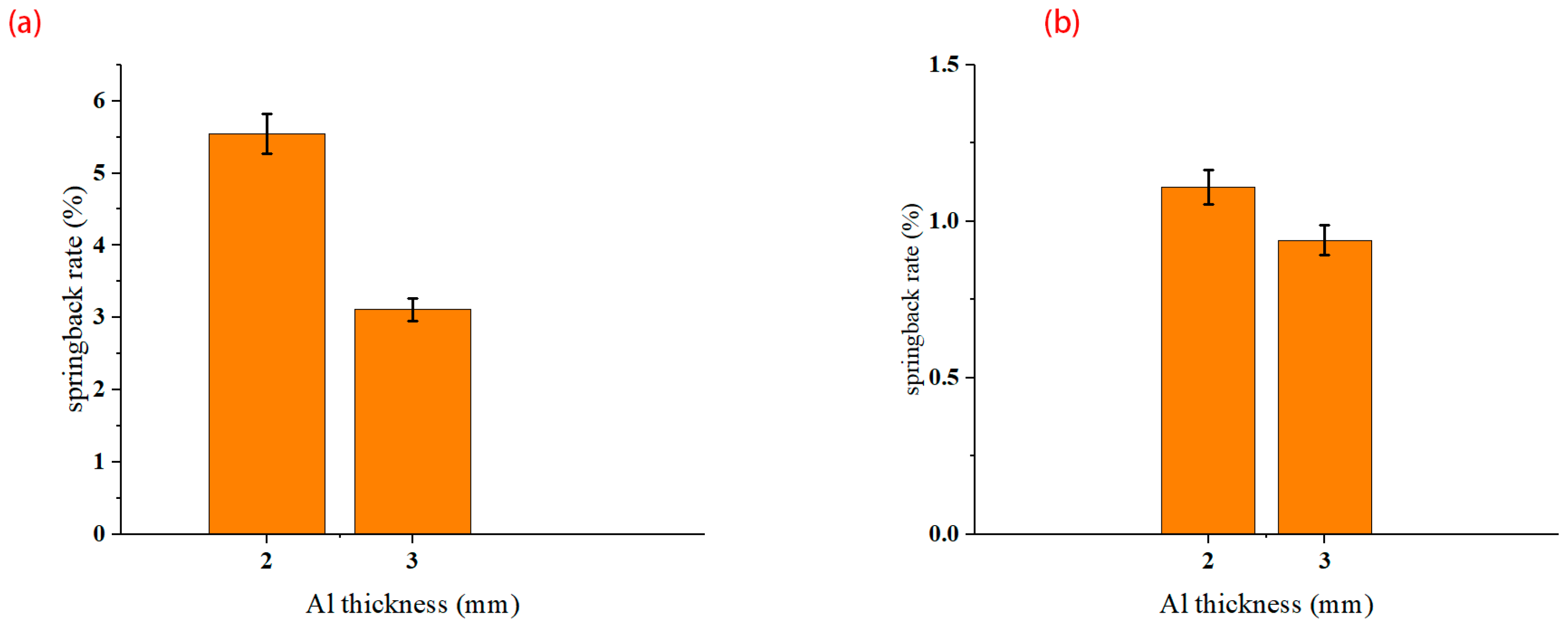
3.3. Effect of Metal Thickness
4. Finite Element Analysis
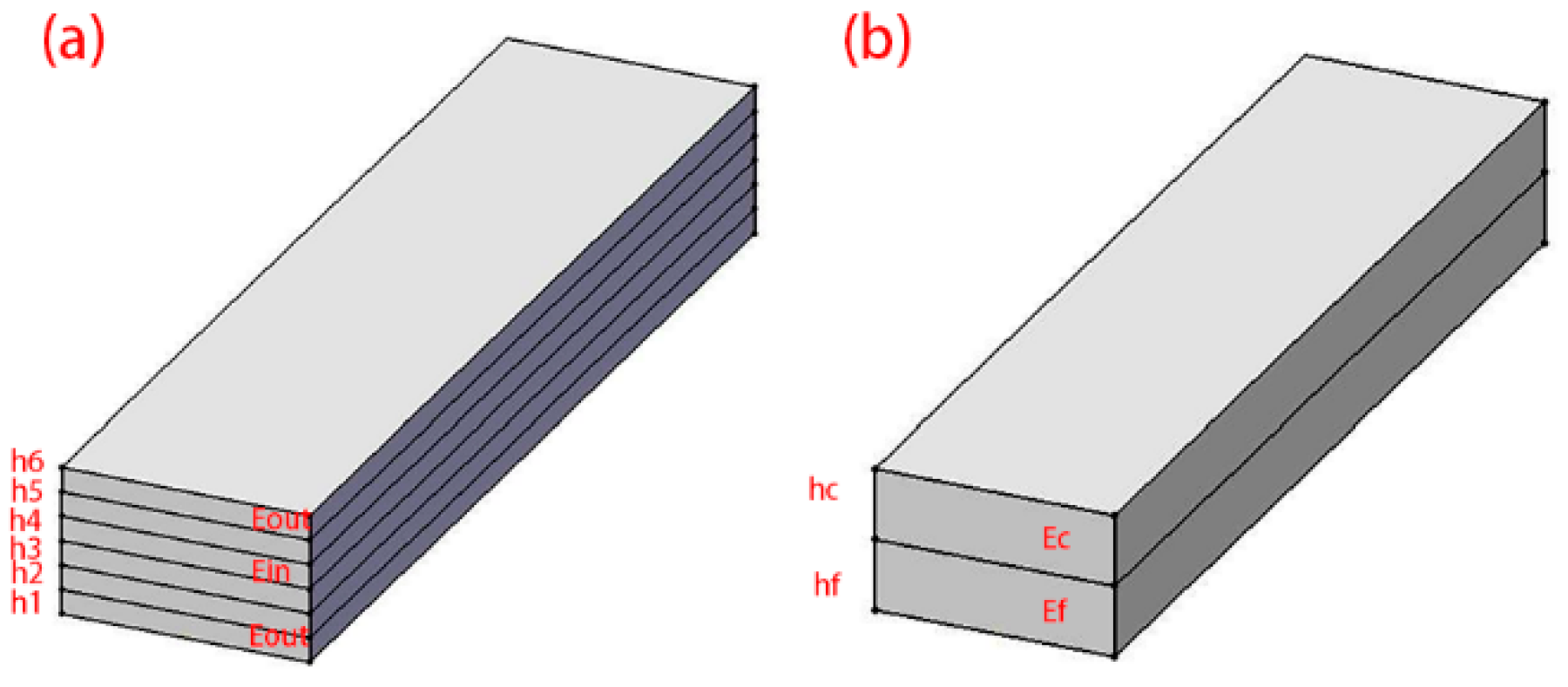
4.1. Finite Element Modeling
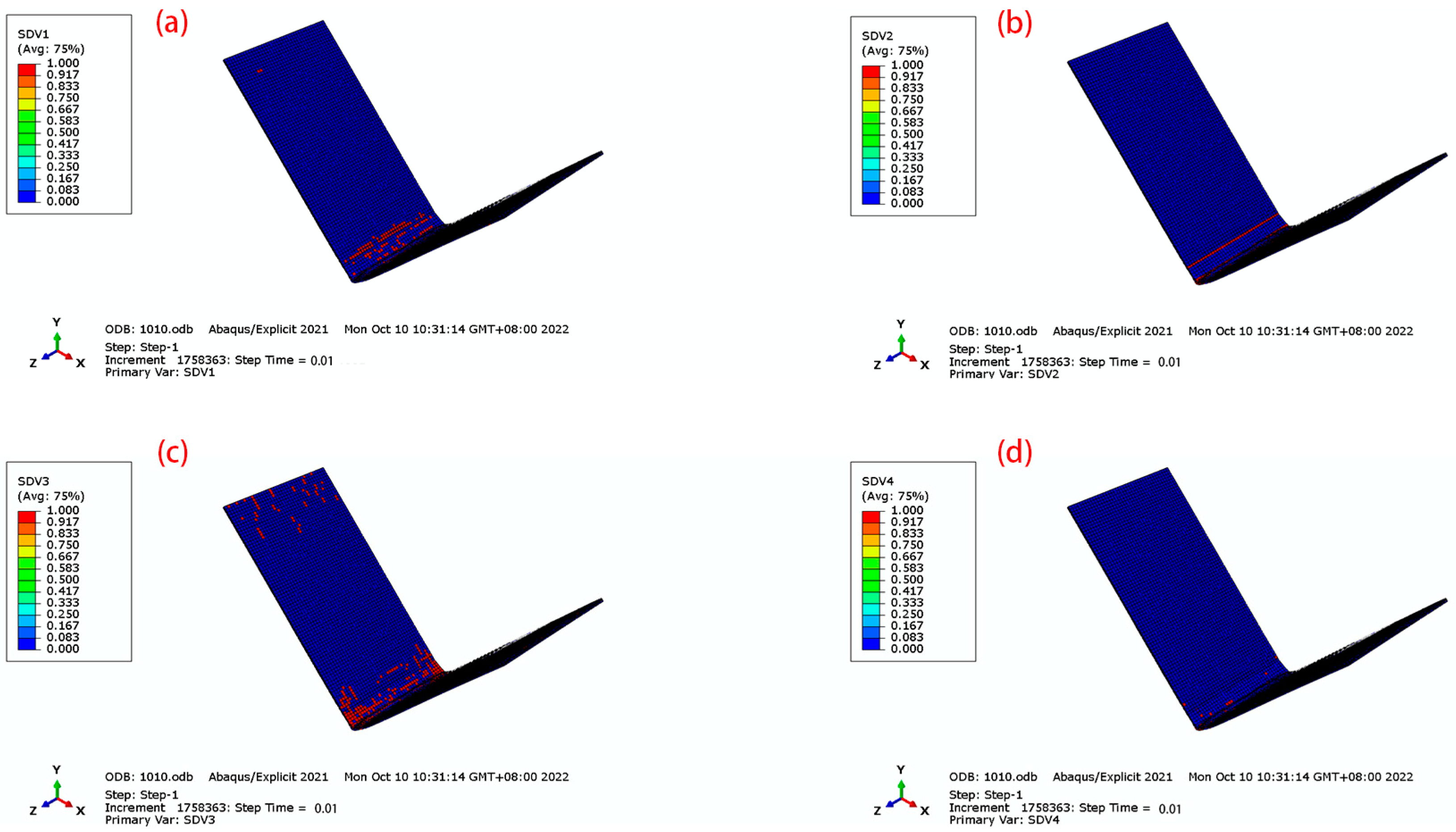
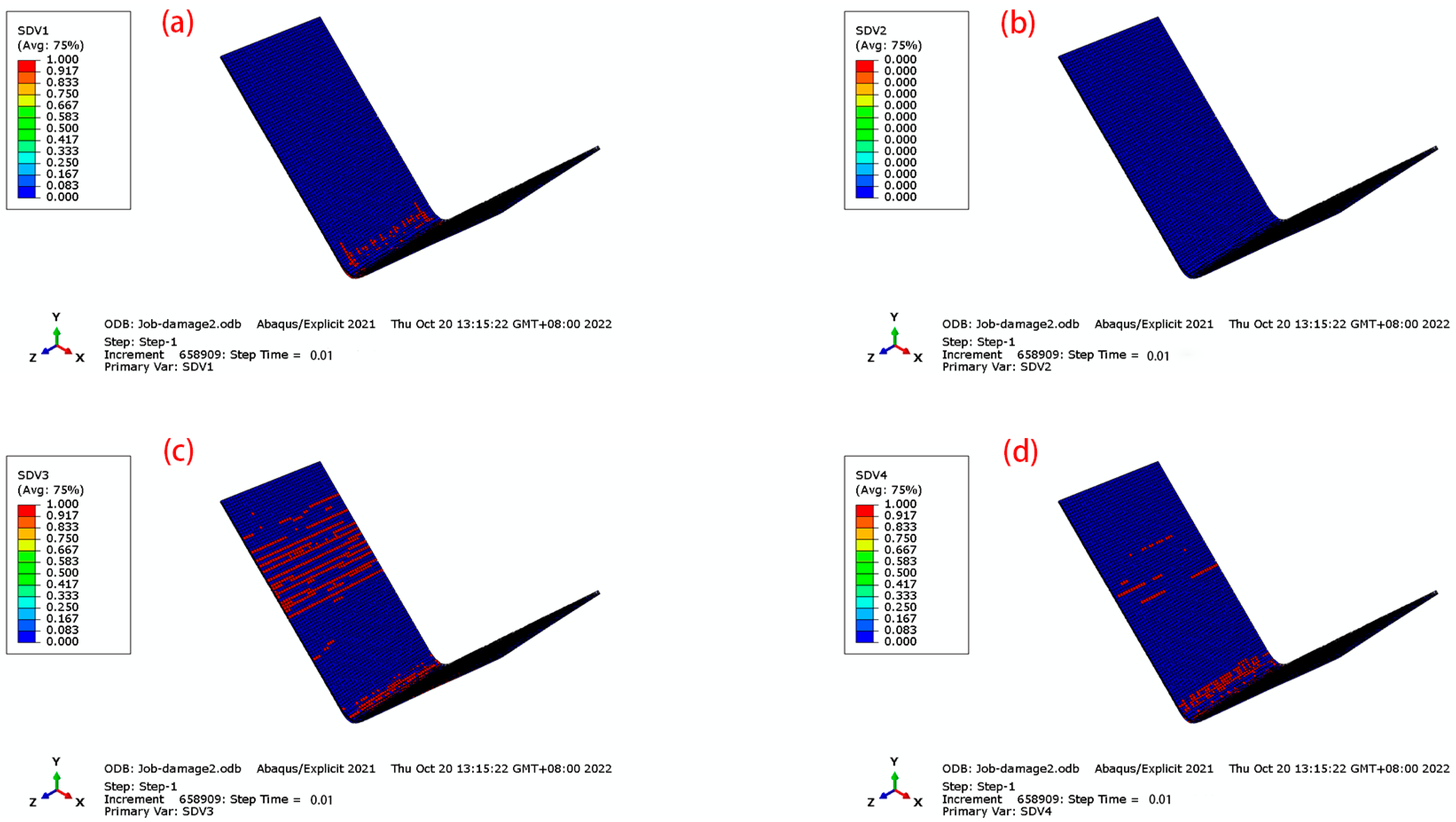
4.2. Simulation Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Al-Mosawe, A.; Al-Mahaidi, R.; Zhao, X.-L. Engineering properties of CFRP laminate under high strain rates. Compos. Struct. 2017, 180, 9–15. [Google Scholar] [CrossRef]
- Ali, A.; Nasir, M.A.; Khalid, M.Y.; Nauman, S.; Shaker, K.; Khushnood, S.; Altaf, K.; Zeeshan, M.; Hussain, A. Experimental and numerical characterization of mechanical properties of carbon/jute fabric reinforced epoxy hybrid composites. J. Mech. Sci. Technol. 2019, 33, 4217–4226. [Google Scholar] [CrossRef]
- Weng, F.; Fang, Y.; Ren, M.; Sun, J.; Feng, L. Effect of high strain rate on shear properties of carbon fiber reinforced composites. Compos. Sci. Technol. 2021, 203, 108599. [Google Scholar] [CrossRef]
- Bere, P.; Dudescu, M.; Neamțu, C.; Cocian, C. Design, Manufacturing and Test of CFRP Front Hood Concepts for a Light-Weight Vehicle. Polymers 2021, 13, 1374. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing Technologies of Carbon/Glass Fiber-Reinforced Polymer Composites and Their Properties: A Review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef]
- Yaghoubi, A.S.; Liu, Y.; Liaw, B. Stacking Sequence and Geometrical Effects on Low-Velocity Impact Behaviors of GLARE 5 (3/2) Fiber–Metal Laminates. J. Thermoplast. Compos. Mater. 2011, 25, 223–247. [Google Scholar] [CrossRef]
- Zhou, X.; Zhao, Y.; Chen, X.; Liu, Z.; Li, J.; Fan, Y. Fabrication and mechanical properties of novel CFRP/Mg alloy hybrid laminates with enhanced interface adhesion. Mater. Des. 2020, 197, 109251. [Google Scholar] [CrossRef]
- Mukesh, A.M.; Hynes, N.R.J. Mechanical properties and applications of fibre metal laminates. AIP Conf. Proc. 2019, 2142, 100002. [Google Scholar] [CrossRef]
- Maheri, M.; Adams, R. Vibration Properties of Structural FRP Composites. JSME Int. J. Ser. A 1999, 42, 307–320. [Google Scholar] [CrossRef]
- Lee, W.-S.; Sue, W.-C.; Chiou, S.-T. Effect of Reinforcement Orientation on the Impact Fracture of Carbon Fiber Reinforced 7075-T6 Aluminum Matrix Composite. Mater. Trans. JIM 2000, 41, 1055–1063. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S. The Advancement of 7XXX Series Aluminum Alloys for Aircraft Structures: A Review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Nürnberger, F.; Bonk, C.; Hübner, S.; Behrens, S.; Vogt, H. Influences on the formability and mechanical properties of 7000-aluminum alloys in hot and warm forming. J. Phys. Conf. Ser. 2017, 896, 012004. [Google Scholar] [CrossRef]
- Tamura, R.; Watanabe, M.; Mamiya, H.; Washio, K.; Yano, M.; Danno, K.; Kato, A.; Shoji, T. Materials informatics approach to understand aluminum alloys. Sci. Technol. Adv. Mater. 2020, 21, 540–551. [Google Scholar] [CrossRef] [PubMed]
- Kaczyński, P.; Skwarski, M.; Jaśkiewicz, K. Development of the technology for press-forming of energy-absorbing elements made of 7075 aluminum alloy. J. Manuf. Process. 2020, 50, 676–683. [Google Scholar] [CrossRef]
- Sivaraman, P.; Prabhu, M.; Nithyanandhan, T.; Razzaq, M.M.; Kousik, K.; Abraham, D.D. Development of aluminum based AA 2014 and AA 7075 dissimilar metals for aerospace applications. Mater. Today Proc. 2020, 37, 522–526. [Google Scholar] [CrossRef]
- Vita, A.; Castorani, V.; Germani, M.; Marconi, M. Comparative life cycle assessment of low-pressure RTM, compression RTM and high-pressure RTM manufacturing processes to produce CFRP car hoods. Procedia CIRP 2019, 80, 352–357. [Google Scholar] [CrossRef]
- Öztoprak, N. Bilayer AA7075-thermoplastic composite structures manufactured by hot pressing: Effect of glass fiber amount of polypropylene composite on mechanical properties. J. Thermoplast. Compos. Mater. 2023, 08927057231154428. [Google Scholar] [CrossRef]
- Uriya, Y.; Ikeuch, K.; Yanagimoto, J. Cold and Warm V-bending Test for Carbon-fiber-reinforced Plastic Sheet. Procedia Eng. 2014, 81, 1633–1638. [Google Scholar] [CrossRef]
- Wang, J.; Zheng, X.; Fu, C.; Li, J.; An, A. Deep Drawing Characteristics of Carbon Fiber/Epoxy Resin Composite- Aluminum Alloy Laminates. Acta Mater. Compos. Sin. 2019, 36, 2786–2794. [Google Scholar] [CrossRef]
- Tanaka, K.; Kitano, T.; Kawaguchi, M.; Watanabe, K.; Katayama, T. Effect of Stacking Sequence on Stiffness of Al/CFRTP Multi-Material Hat Shaped Member and Its Cost Evaluation. J. Soc. Mater. Sci. Jpn. 2021, 70, 773–780. [Google Scholar] [CrossRef]
- Hu, C.; Sang, L.; Jiang, K.; Xing, J.; Hou, W. Experimental and numerical characterization of flexural properties and failure behavior of CFRP/Al laminates. Compos. Struct. 2022, 281, 115036. [Google Scholar] [CrossRef]
- Shin, D.; Kim, H.; Lee, J. Numerical analysis of the damage behavior of an aluminum/CFRP hybrid beam under three point bending. Compos. Part B Eng. 2014, 56, 397–407. [Google Scholar] [CrossRef]
- Pham, D.C.; Cui, X.; Ren, X.; Lua, J. A discrete crack informed 3D continuum damage model and its application for delamination migration in composite laminates. Compos. Part B Eng. 2019, 165, 554–562. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/cm3) | E1 (GPa) | E2 (GPa) | μ12 | G12 (GPa) | G13 (GPa) | G23 (GPa) |
|---|---|---|---|---|---|---|
| 1560 | 130 | 8 | 0.28 | 4.5 | 4.5 | 3.6 |
| Density (kg/cm3) | Tensile Strength (GPa) | Yield Strength (GPa) | E (GPa) | Elongation % |
|---|---|---|---|---|
| 2800 | 0.55 | 0.48 | 64 | 10 |
| Lay-Up | 0 Unidirectional | 90 Unidirectional | 90 Orthotropic | 0 Orthotropic | 45 Orthotropic |
|---|---|---|---|---|---|
| E (GPa) | 130 | 8 | 48.67 | 89.33 | 16 |
| Lay-Up | 0 Unidirectional | 90 Unidirectional | 90 Orthotropic | 0 Orthotropic | 45 Orthotropic |
|---|---|---|---|---|---|
| E (GPa) | 79.28 | 51.12 | 60.47 | 69.82 | 66.76 |
| E (GPa) | Tensile Strength (GPa) | Yield Strength (GPa) | Density (kg/cm3) | Elongation % |
|---|---|---|---|---|
| 69 | 0.37 | 0.27 | 2800 | 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, H.; Zhang, Z.; Ren, M.; Jia, H. Experimental and Numerical Simulation Studies on V-Shaped Bending of Aluminum/CFRP Laminates. Materials 2023, 16, 4939. https://doi.org/10.3390/ma16144939
Cheng H, Zhang Z, Ren M, Jia H. Experimental and Numerical Simulation Studies on V-Shaped Bending of Aluminum/CFRP Laminates. Materials. 2023; 16(14):4939. https://doi.org/10.3390/ma16144939
Chicago/Turabian StyleCheng, Hang, Zhiqiang Zhang, Mingwen Ren, and Hongjie Jia. 2023. "Experimental and Numerical Simulation Studies on V-Shaped Bending of Aluminum/CFRP Laminates" Materials 16, no. 14: 4939. https://doi.org/10.3390/ma16144939
APA StyleCheng, H., Zhang, Z., Ren, M., & Jia, H. (2023). Experimental and Numerical Simulation Studies on V-Shaped Bending of Aluminum/CFRP Laminates. Materials, 16(14), 4939. https://doi.org/10.3390/ma16144939