

An Armour Structure to Suppress the Brittle Failure of Ceramic Coatings



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
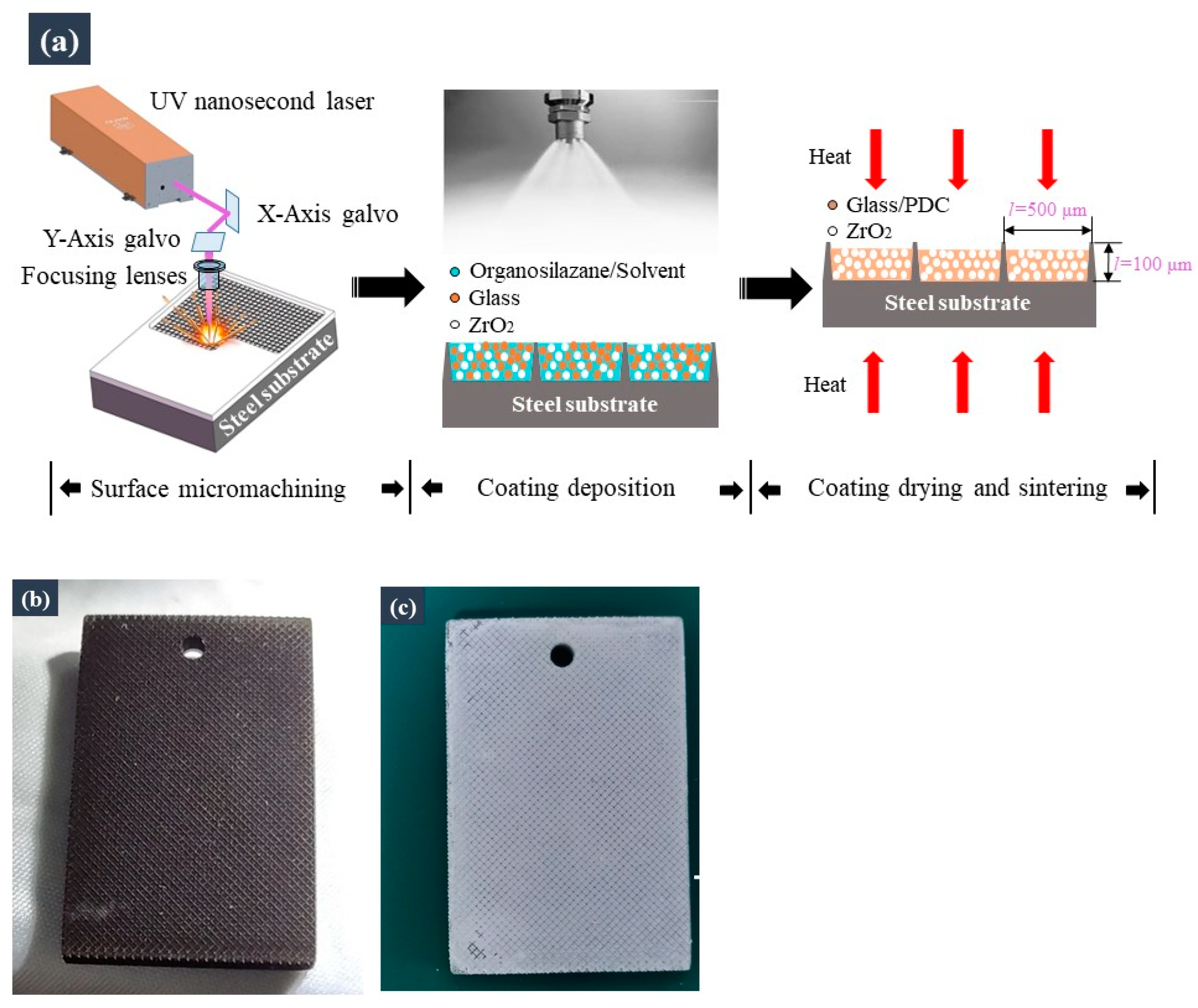
2.2. Sample Preparation
2.3. Characterisation and Analyses
2.4. Corrosion Coupon Tests in a Waste Incinerator
3. Results and Discussion
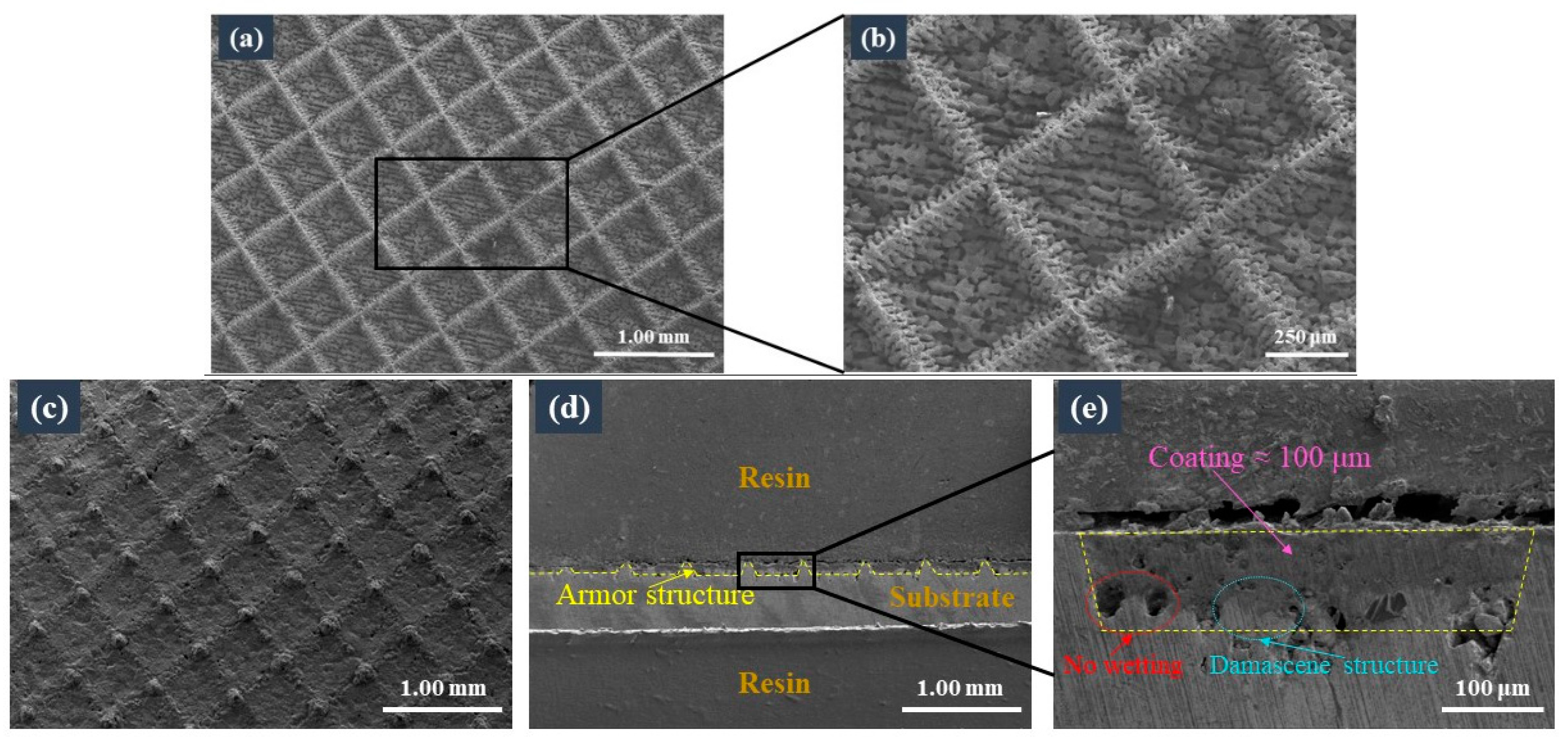
3.1. Subsection Microstructure of the Armoured Coating
3.2. Thermal Shock Resistance Tests
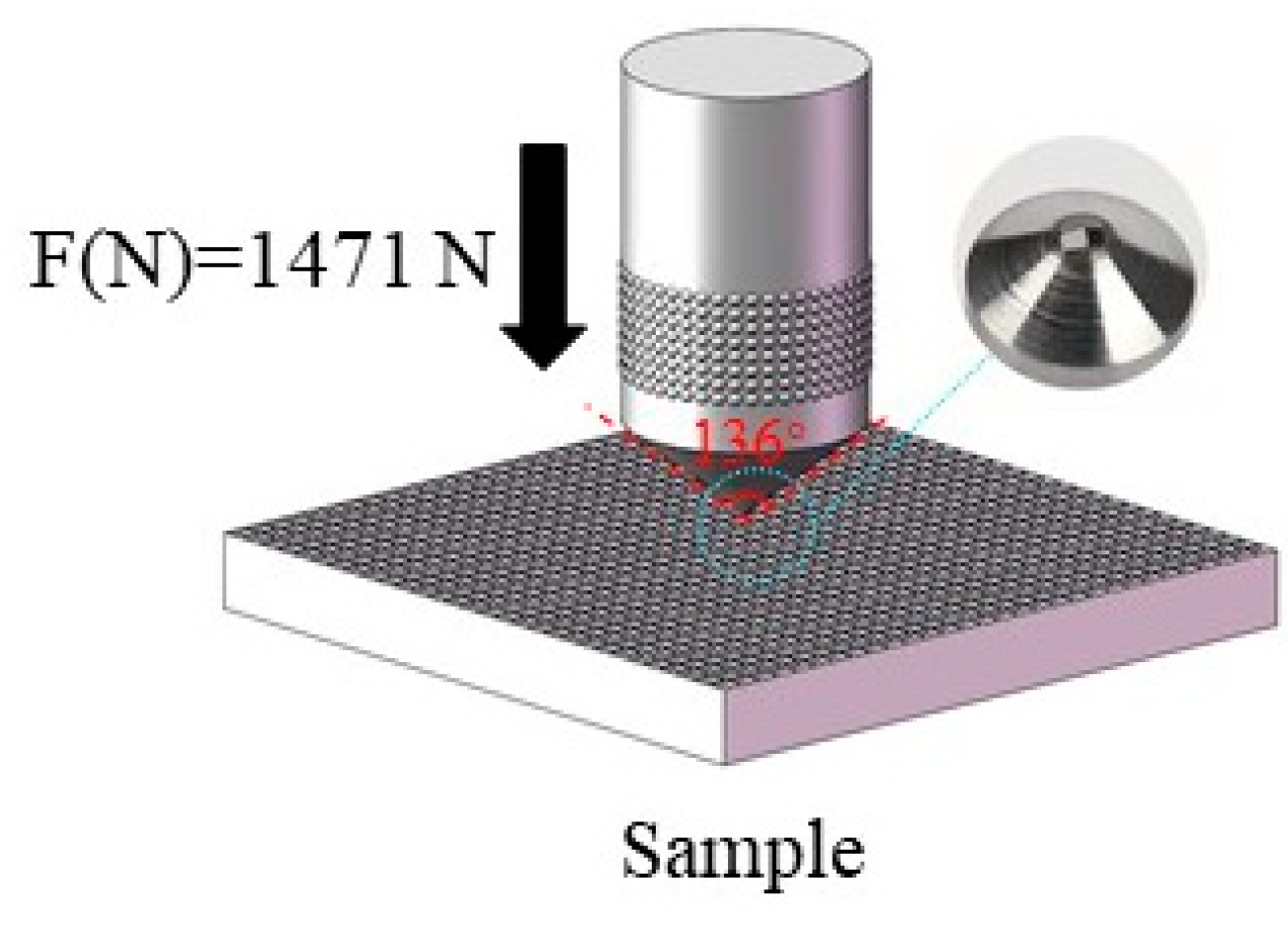
3.3. Indentation Tests
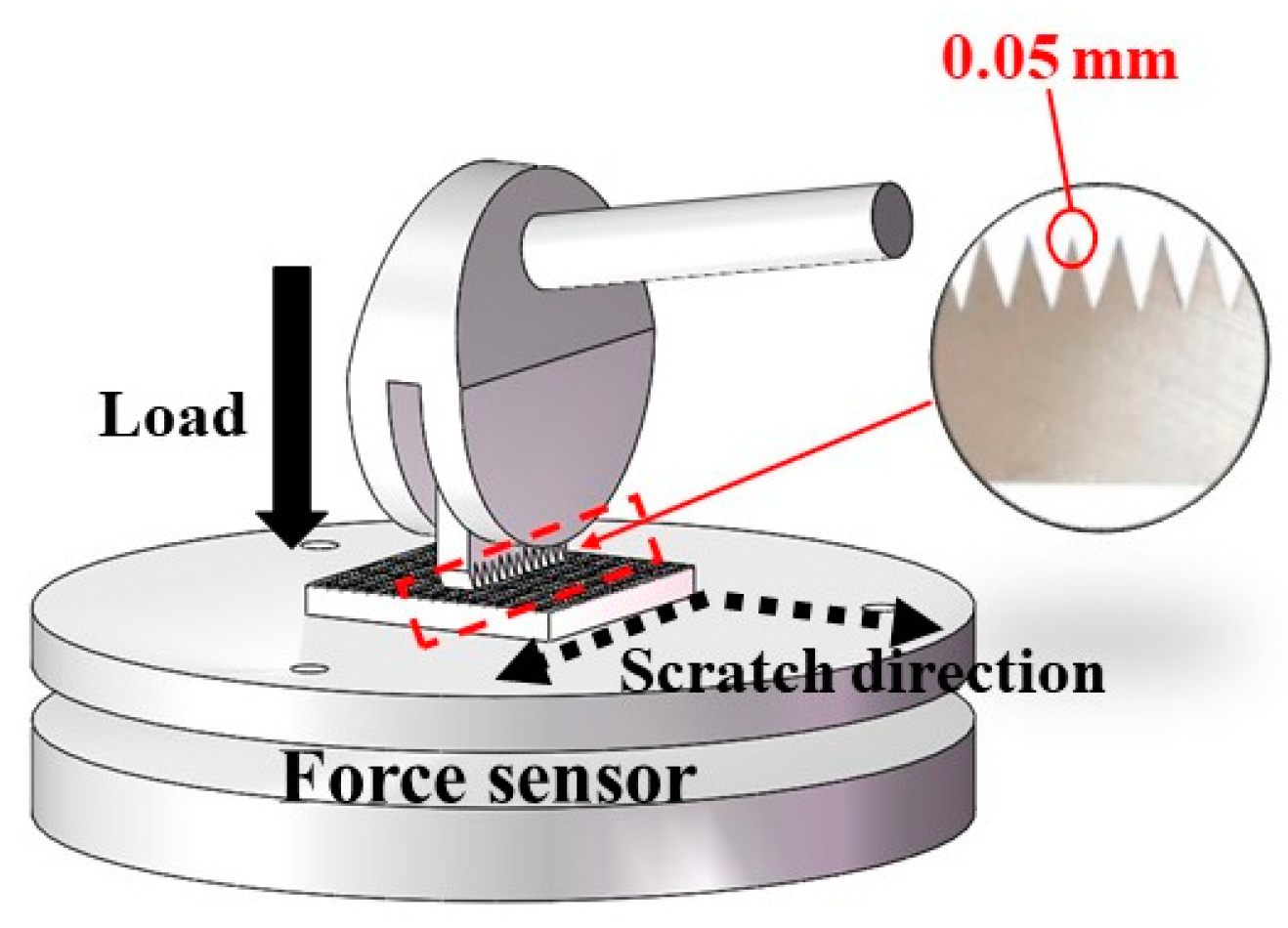
3.4. Scratch Tests
3.5. Laboratory Corrosion Tests
3.6. Field Corrosion Tests
4. Conclusions
- (1)
- The burr-like structural defects formed during the laser micromachining process promoted the formation of a metallic damascene structure between the coating and the substrate.
- (2)
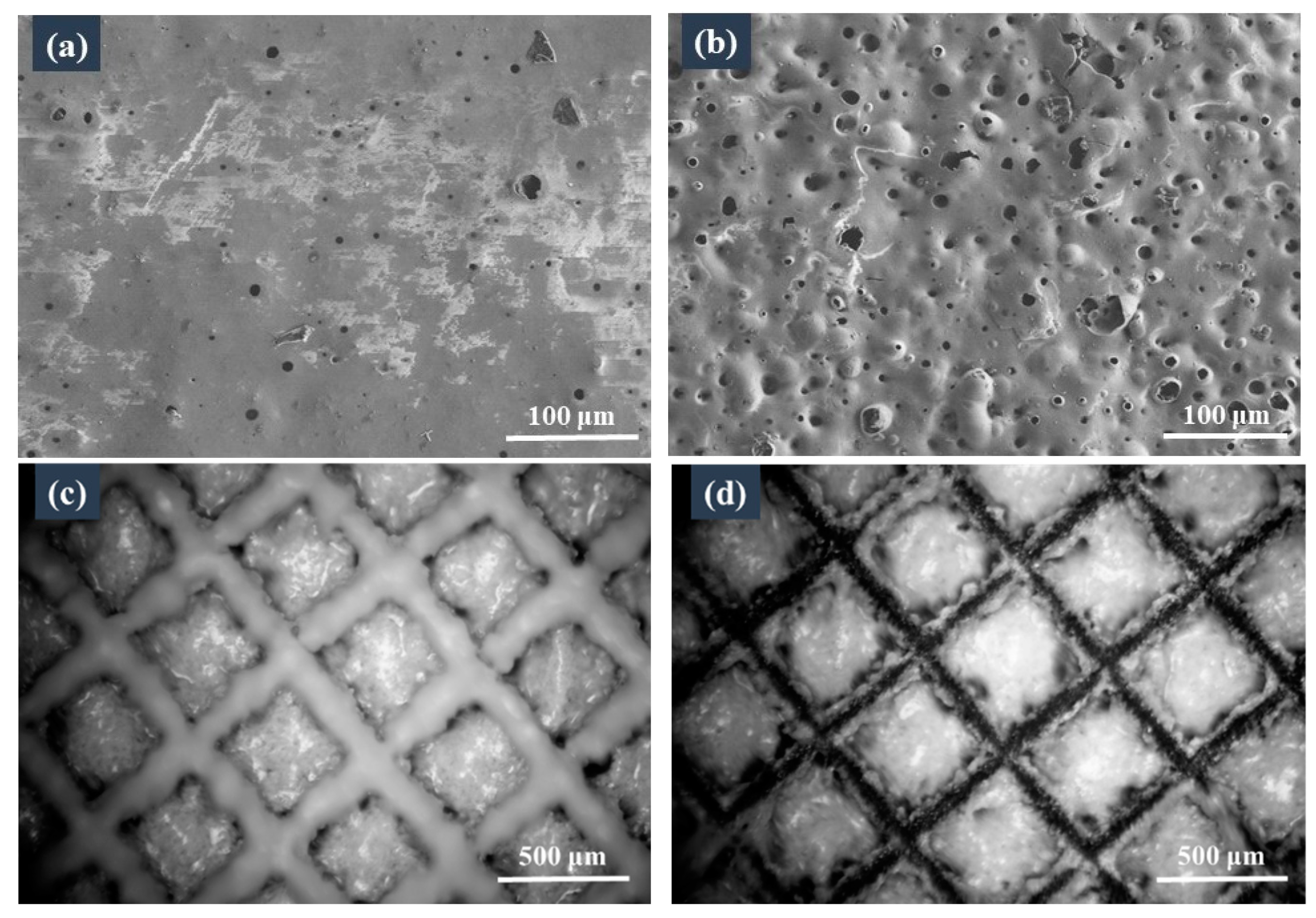
- After 20 thermal shocks, no peeling of the armour coating was found, while many micropores appeared in the unarmoured coating.
- (3)
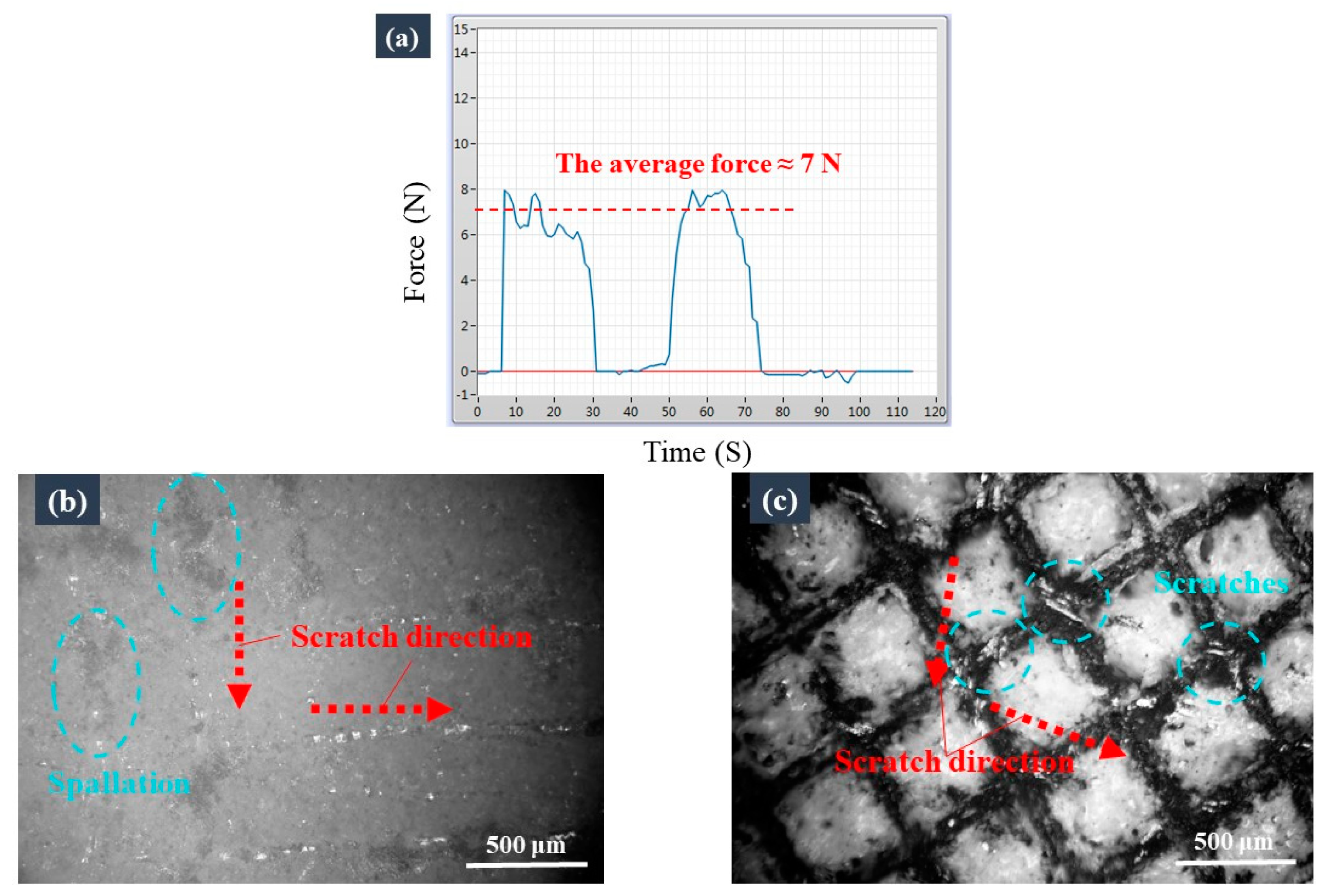
- The results of the indentation and scratch tests showed that the resistance to brittle failure, under an external force, was higher for the armoured coating than for the unarmoured coating. Under a normal load of 1471 N, the peeling area of the armour coating was approximately three times less than that of the unarmoured coating.
- (4)
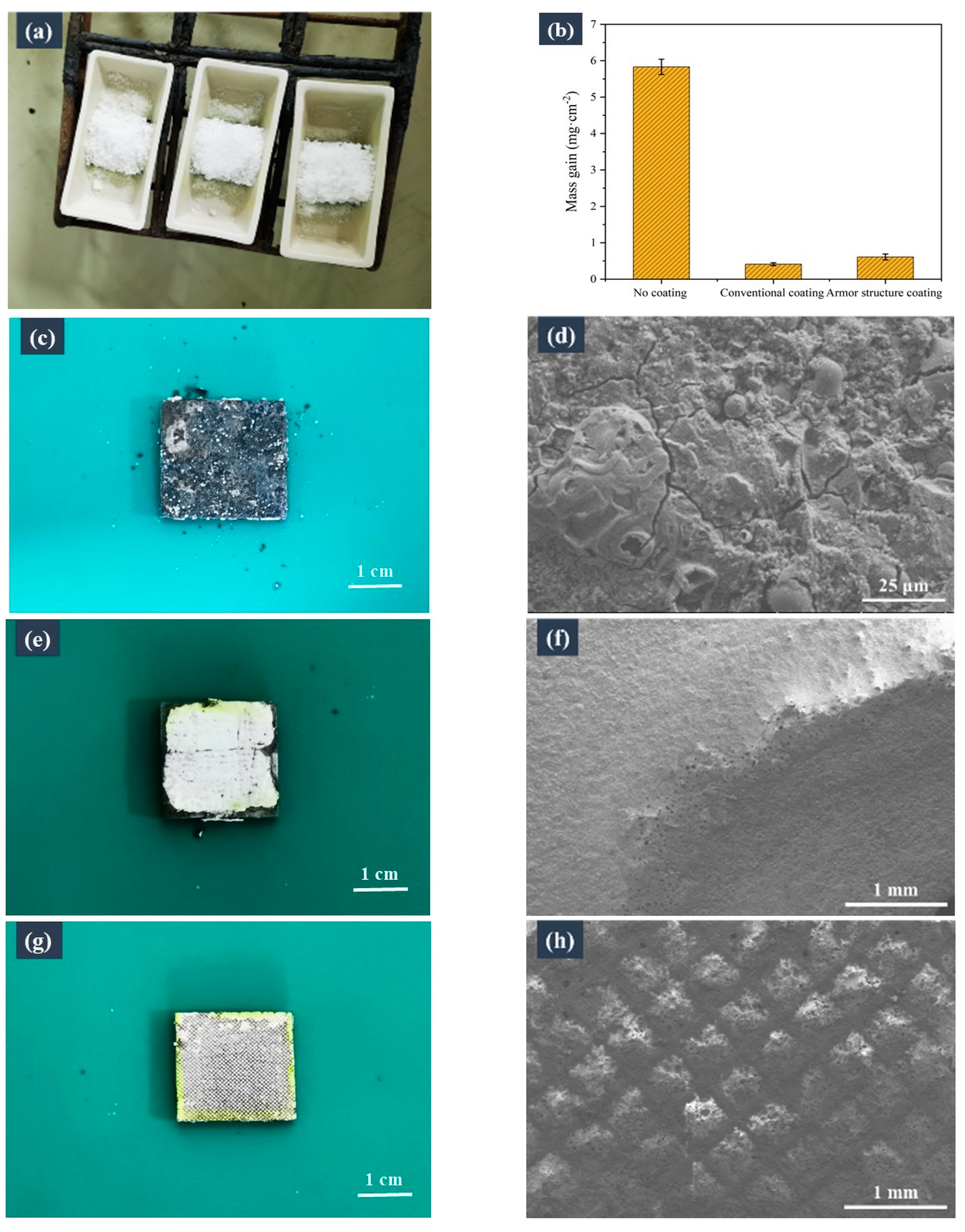
- The results of the corrosion test showed that the corrosion-induced weight gain of the uncoated sample, the unarmoured coating, and the armoured coating was 5.83, 0.41, and 0.61 mg·cm−2 respectively. The armoured coating mostly retained its excellent corrosion resistance at high temperatures as well. The excellent anticorrosion performance of the armour coating was also verified in subsequent field corrosion tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schütz, M.; Günthner, G.; Motz, O.; Greißl, U.G. High temperature (salt melt) corrosion tests with ceramic-coated steel. Mater. Chem. Phys. 2015, 159, 10–18. [Google Scholar] [CrossRef]
- Gazulla, M.F.; Rodrigo, M.; Gilabert, J.; Montolio, J. Development of anti-corrosive coatings for non-alloyed steels subjected to different real use conditions. Mater. Today Commun. 2019, 19, 87–97. [Google Scholar] [CrossRef]
- Li, F.; Wang, Y.; Dang, W.; Xu, Z.; Zhang, X.; Zhang, B.; Zhao, K.; Tang, Y. Effect of curing process and pyrolysis temperature on the microstructure, adhesion and corrosion resistance of PCS-derived coatings. Ceram. Int. 2022, 148, 28046–28058. [Google Scholar] [CrossRef]
- Luan, S.; Zhang, S.; Ren, K.; Xu, B.; Wang, Y. Hot corrosion behavior of multialkaline-earth aluminosilicate for environmental barrier coatings. J. Eur. Ceram. Soc. 2023, 43, 2175–2184. [Google Scholar] [CrossRef]
- Gabor, R.; Prymus, T.; Cvrček, L.; Nehasil, V.; Hlinka, J.; Buřil, M.; Tokarčíková, M.; Seidlerová, J. Final surface modification for better wear resistance of ceramic coating on cast AlSi10Mg alloy. Ceram. Int. 2022, 48, 37433–37447. [Google Scholar] [CrossRef]
- Yetim, T.; Turalioğlu, K.; Taftali, M.; Tekdir, H.; Kovaci, H.; Yetim, A.F. Synthesis and characterization of wear and corrosion resistant Ni-doped Al2O3 nanocomposite ceramic coatings by sol-gel method. Surf. Coat. Technol. 2022, 444, 128659. [Google Scholar] [CrossRef]
- Hu, H.; Mao, L.; Yin, S.; Liao, H.; Zhang, C. Wear-resistant ceramic coatings deposited by liquid thermal spraying. Ceram. Int. 2022, 48, 33245–33255. [Google Scholar] [CrossRef]
- Shen, Z.; Liu, Z.; Mu, R.; He, L.; Liu, G.; Dai, J. LaYbZrO thermal barrier coatings by EB-PVD: Microstructure, thermal shock life and failure behaviors. Mater. Today Commun. 2021, 26, 101810. [Google Scholar] [CrossRef]
- Karaoglanli, A.C. Structure and durability evaluation of blast furnace slag coatings and thermal barrier coatings (TBCs) under high temperature conditions. Surf. Coat. Technol. 2023, 452, 129087. [Google Scholar] [CrossRef]
- Ramírez, C. 10 years of research on toughness enhancement of structural ceramics by graphene. Phil. Trans. R. Soc. A 2022, 380, 20220006. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening, Part 1 Size effects associated with the thermodynamics of constrained transformations. J. Mater. Sci. 1982, 17, 225–234. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Launey, M.E.; Ritchie, R.O. On the fracture toughness of advanced materials. Adv. Mater. 2009, 21, 2103–2110. [Google Scholar] [CrossRef]
- Clegg, W.J.; Kendall, K.; Alford, N.M.; Button, T.W.; Birchall, J.D. A simple way to make tough ceramics. Nature 1990, 347, 455–457. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Kangutkar, P.; Wang, A.S.D. Matrix crack initiation in ceramic matrix composites Part I: Experiments and test results. Compos. Sci. Technol. 1992, 44, 257–269. [Google Scholar] [CrossRef]
- Verma, A.S.; Kumar, D.; Dubey, A.K. A review of an innovative concept to increase the toughness of the ceramics by piezoelectric secondary phases. Ceram. Int. 2018, 44, 16119–16127. [Google Scholar] [CrossRef]
- Schütz, A.; Günthner, M.; Motz, G.; Greißl, O.; Glatzel, U. Characterisation of novel precursor-derived ceramic coatings with glass filler particles on steel substrates. Surf. Coat. Technol. 2012, 207, 319–327. [Google Scholar] [CrossRef]
- Günthner, M.; Schütz, A.; Glatzel, U.; Wang, K.; Bordia, R.K.; Greißl, O.; Krenkel, W.; Motz, G. High performance environmental barrier coatings, part I: Passive filler loaded SiCN system for steel. J. Eur. Ceram. Soc. 2011, 31, 3003–3010. [Google Scholar] [CrossRef]
- Barroso, G.; Kraus, T.; Degenhardt, U.; Scheffler, M.; Motz, G. Functional coatings based on preceramic polymers. Adv. Eng. Mater. 2016, 18, 746–753. [Google Scholar] [CrossRef]
- Tangermann-Gerk, K.; Barroso, G.; Weisenseel, B.; Greil, P.; Fey, T.; Schmidt, M.; Motz, G. Laser pyrolysis of an organosilazane-based glass/ZrO2 composite coating system. Mater. Des. 2016, 109, 644–651. [Google Scholar] [CrossRef]
- Seifert, M.; Gonçalves, P.; Justus, T.; Martins, N.; Klein, A.N.; Motz, G. A novel approach to develop composite ceramics based on active filler loaded precursor employing plasma assisted pyrolysis. Mater. Des. 2016, 89, 893–900. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Fabrication of Al2O3/SiC composite microcomponents using non-aqueous suspension. Adv. Eng. Mater. 2020, 11, 101–105. [Google Scholar] [CrossRef]
- Torrey, J.D.; Bordia, R.K. Processing of polymer-derived ceramiccomposite coatings on steel. J. Am. Ceram. Soc. 2008, 91, 41–45. [Google Scholar] [CrossRef]
- Lukacs, A. Polysilazane precursor to advanced ceramics. Am. Ceram. Soc. Bull. 2007, 86, 9301–9306. [Google Scholar]
- Colombo, P.; Paulson, T.; Pantano, C. Synthesis of silicon carbide thin films with polycarbosilanes (PCS). J. Am. Ceram. Soc. 1997, 80, 2333–2340. [Google Scholar] [CrossRef]
- Günthner, M.; Wang, K.; Bordia, R.K.; Motz, G. Conversion behaviour and resulting mechanical properties of polysilazane based coatings. J. Eur. Ceram. Soc. 2012, 32, 1883–1892. [Google Scholar] [CrossRef]
- Greil, P. Active-filler-controlled pyrolysis of preceramic polymers. J. Am. Ceram. Soc. 1995, 78, 835–848. [Google Scholar] [CrossRef]
- Wang, D.; Sun, Q.; Hokkanen, M.J. Design of robust superhydrophobic surfaces. Nature 2020, 582, 55–59. [Google Scholar] [CrossRef]
- Lv, S.; Zhang, X.; Yang, X.; Liu, Q.; Liu, X.; Yang, Z.; Zhai, Y. Slippery surface with honeycomb structures for enhancing chemical durability of aluminum. Colloids Surf. A 2022, 648, 129187. [Google Scholar] [CrossRef]
- Horcher, A.; Tangermann-Gerk, K.; Krenkel, W.; Schmidt, M.; Bordia, R.K.; Motz, G. Laser pyrolyzed organosilazane-based Al/ZrO2 composite coating on stainless steel: Resulting microstructure and mechanical properties. Int. J. Appl. Ceram. Technol. 2021, 19, 856–865. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B.; Lecis, N. Development of laser dimpling strategies on TiN coatings for tribological applications with a highly energetic Q-switched fibre laser. Opt. Laser Technol. 2013, 54, 53–61. [Google Scholar] [CrossRef]
- Yang, Y.F.; Zhao, G.L.; Hu, M.S.; Li, L.; He, N. Laser-induced oxidation assisted micro milling of spark plasma sintered TiB2-SiC ceramic. Ceram. Int. 2019, 45, 12780–12788. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Cheng, L.; Chen, X.; Zhou, Q.; Hou, Z. Enhanced mechanical and electromagnetic-wave- absorption properties of ceramic matrix composites fabricated by novel laser-machining-assisted cvi. J. Ceram. Sci. Technol. 2019, 9, 79–84. [Google Scholar]
- Wang, G.; Wang, J.; Chi, Z.; Zhang, G.; Zhou, Z.; Feng, Z.; Xiong, Y. A sinter visualization device for observing the relationship between fillers and porosity of precursor-derived ceramic coatings. Coatings 2020, 10, 552. [Google Scholar] [CrossRef]
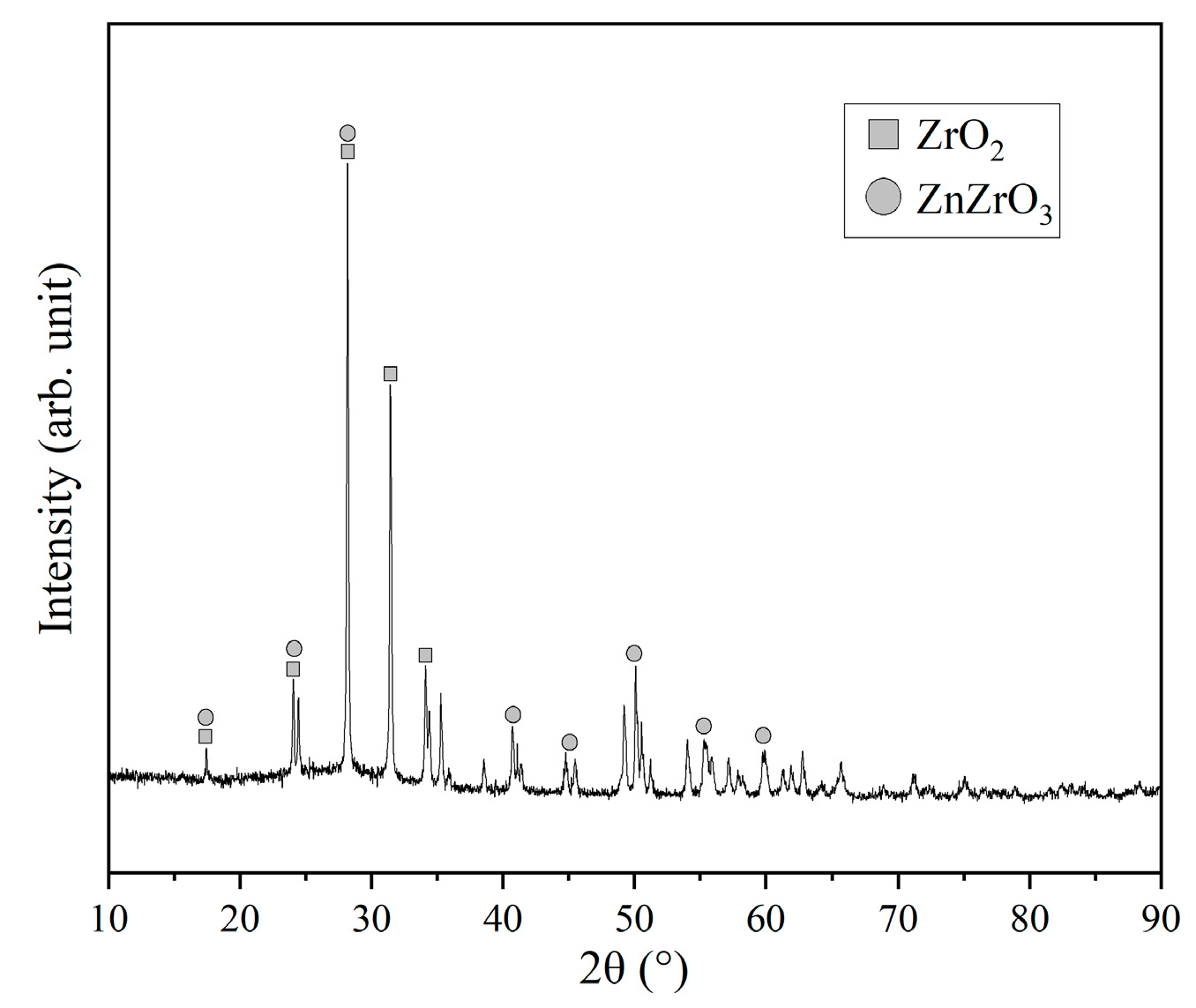
- Reddy, A.S.S.; Kityk, I.V.; Kumar, R.V. Third order nonlinear optical effects of ZnO-ZrO2-B2O3 glass ceramics embedded with ZnZrO3 perovskite crystal phases. J. Mater. Sci.-Mater. Electron. 2017, 28, 16403–16414. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Bao, F.; Zhang, Y.; Wang, J.; Liang, X. An Armour Structure to Suppress the Brittle Failure of Ceramic Coatings. Materials 2023, 16, 4941. https://doi.org/10.3390/ma16144941
Liu W, Bao F, Zhang Y, Wang J, Liang X. An Armour Structure to Suppress the Brittle Failure of Ceramic Coatings. Materials. 2023; 16(14):4941. https://doi.org/10.3390/ma16144941
Chicago/Turabian StyleLiu, Wei, Fubing Bao, Yinning Zhang, Jinqing Wang, and Xiaoyu Liang. 2023. "An Armour Structure to Suppress the Brittle Failure of Ceramic Coatings" Materials 16, no. 14: 4941. https://doi.org/10.3390/ma16144941
APA StyleLiu, W., Bao, F., Zhang, Y., Wang, J., & Liang, X. (2023). An Armour Structure to Suppress the Brittle Failure of Ceramic Coatings. Materials, 16(14), 4941. https://doi.org/10.3390/ma16144941