
A Novel Inorganic Aluminum Phosphate-Based Flame Retardant and Thermal Insulation Coating and Performance Analysis



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Fire Resistance Performance
3.2. Component Analysis
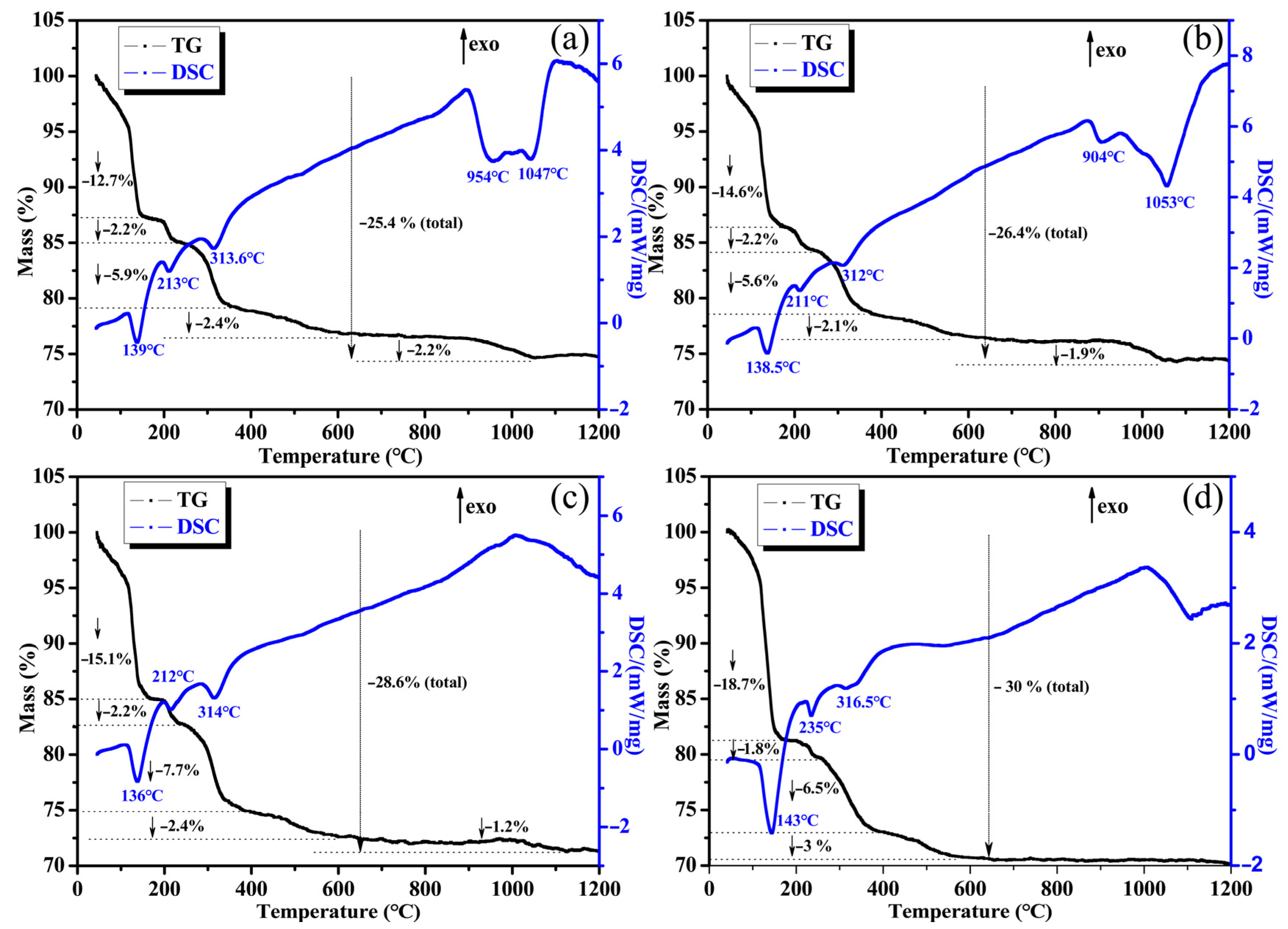
3.3. Thermal Properties
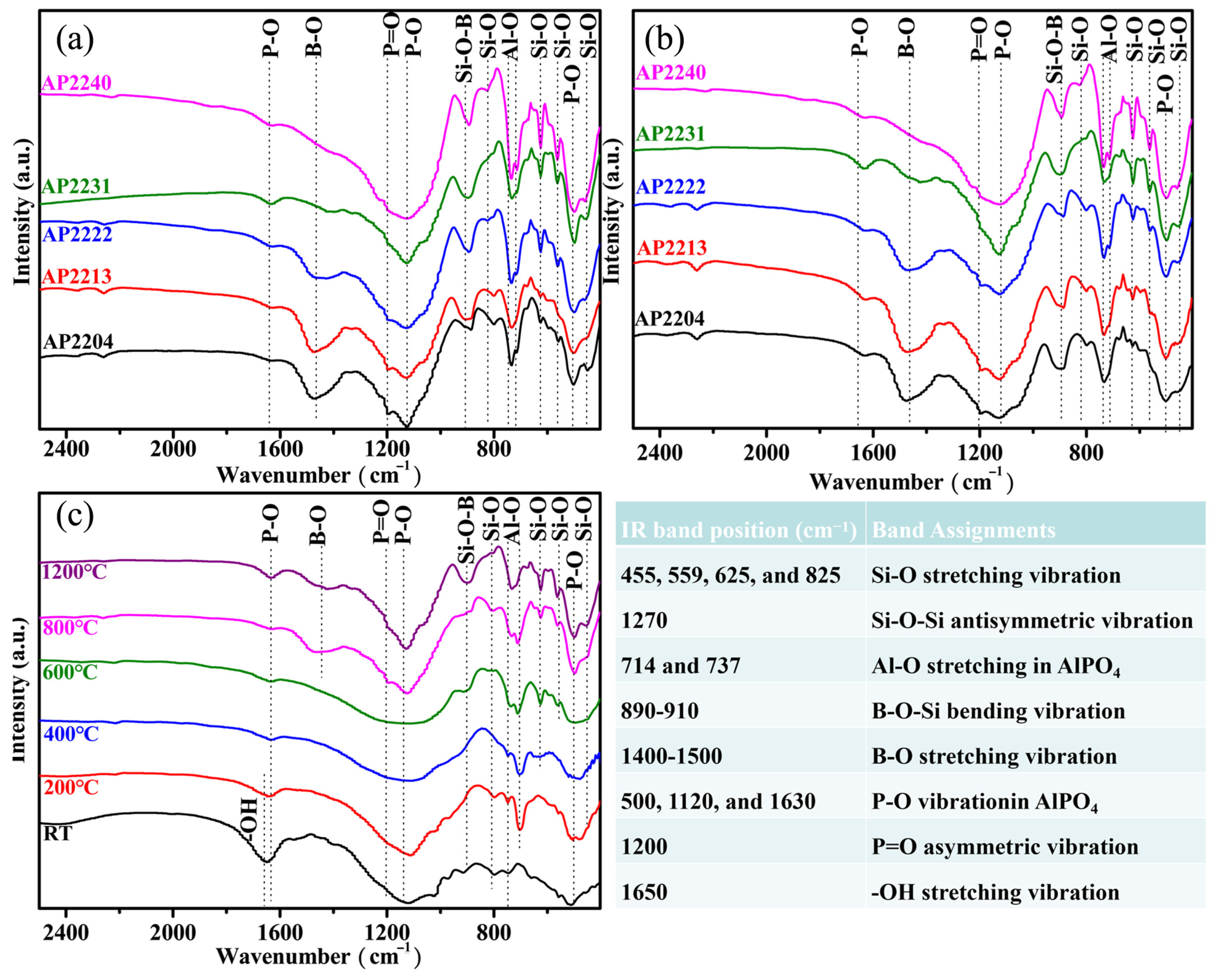
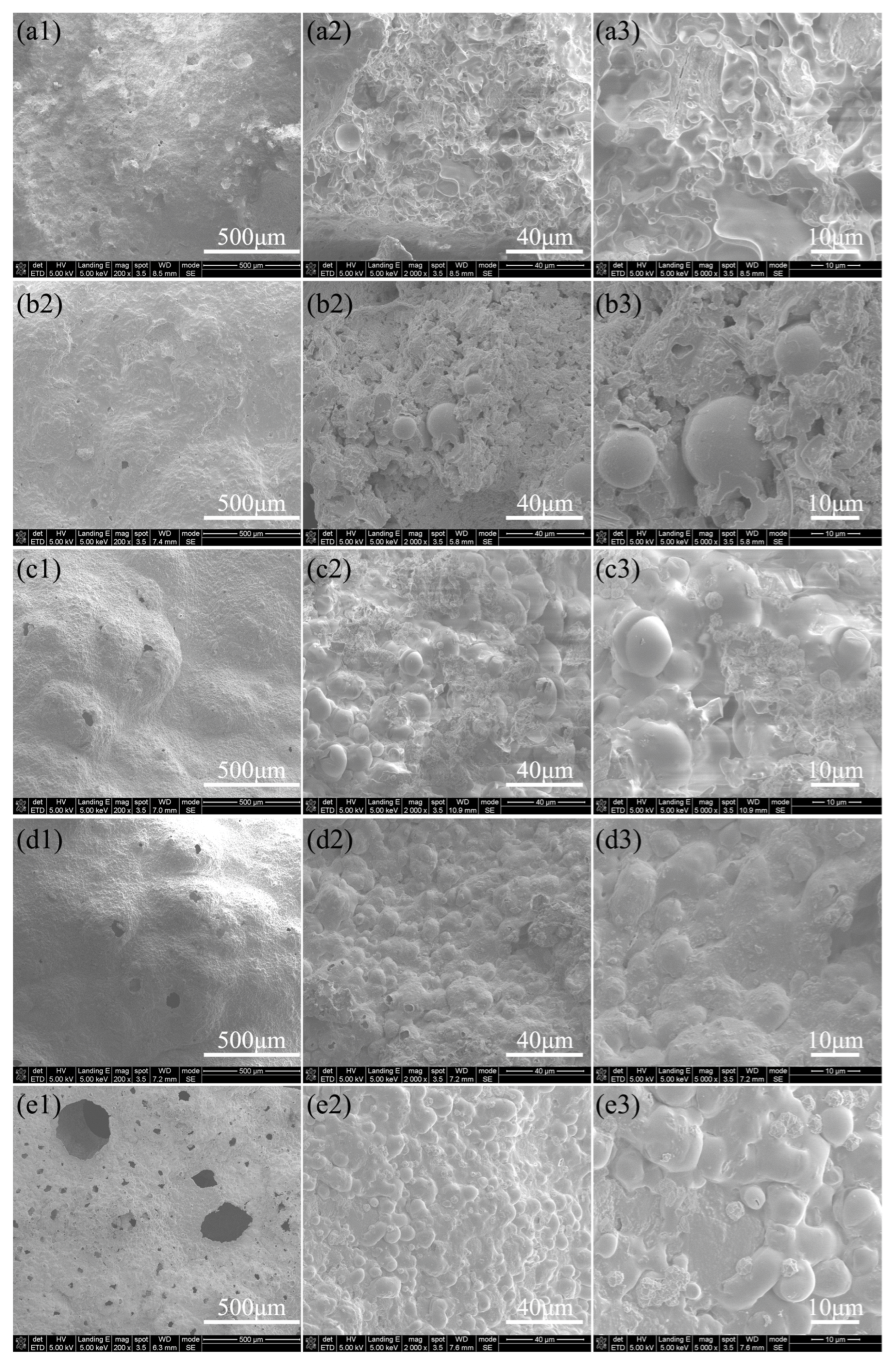
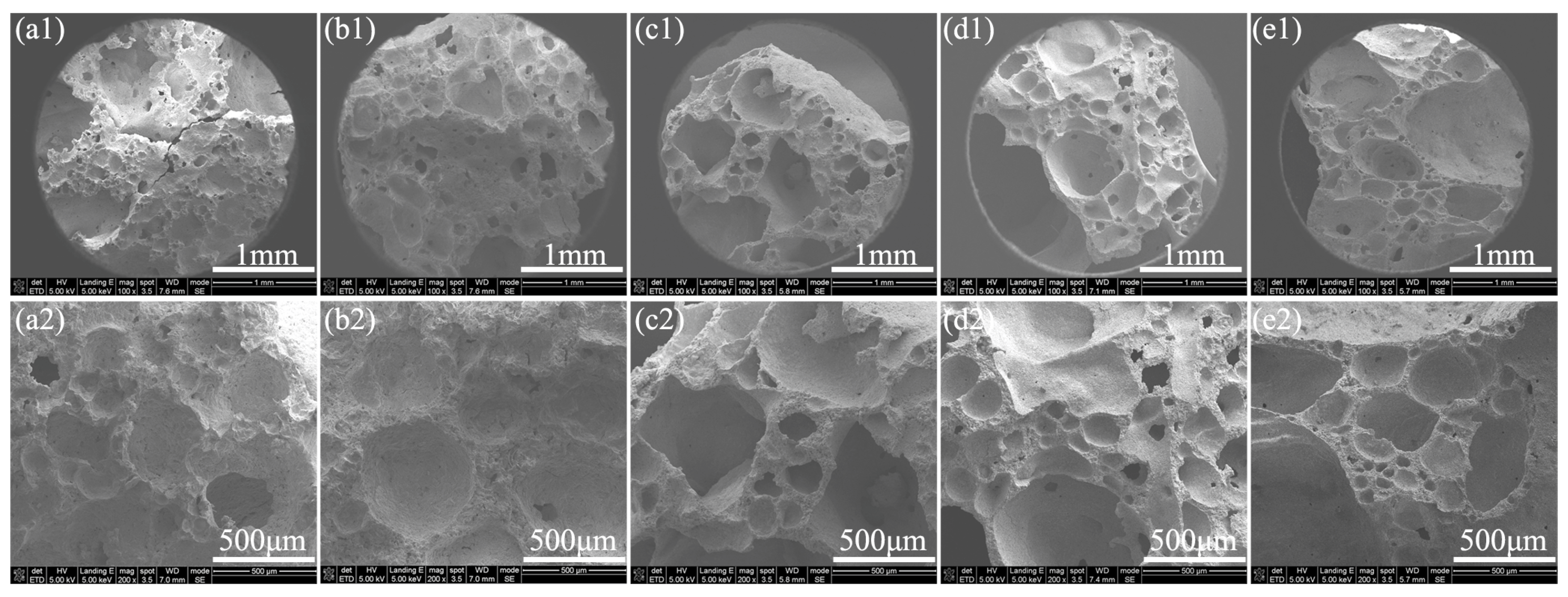
3.4. Structure Analysis
3.5. Flame Retardancy and Thermal Insulation Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hidalgo, J.P.; Welch, S.; Torero, J.L. Performance Criteria for the Fire Safe Use of Thermal Insulation in Buildings. Constr. Build. Mater. 2015, 100, 285–297. [Google Scholar] [CrossRef]
- Cai, J.; Li, C.; Amyotte, P.; Yuan, Y.; Pang, L.; Li, G.; Wang, Q.; Yuan, C. Fire Hazard Potential of Non-Metallic Powder Layers Induced by Deposit Surfaces. Fire Saf. J. 2021, 122, 103365. [Google Scholar] [CrossRef]
- Wang, M.; Liang, Z.; Yan, S.; Tao, X.; Zou, Y.; Li, J.; Zhou, X.; Zhang, H. The Preparation and Property Analysis of B4C Modified Inorganic Amorphous Aluminum Phosphates-Based Intumescent Flame Retardant Coating. Constr. Build. Mater. 2022, 359, 129480. [Google Scholar] [CrossRef]
- Liang, Z.; Zhou, Z.; Sun, Y.; Huang, Y.; Guo, X.; Cai, G.; Wang, M.; Zhang, H. Fire Extinguishing Performance of Chemically Bonded Struvite Ceramic Powder with High Heat-Absorbing and Flame Retardant Properties. Materials 2022, 15, 8021. [Google Scholar] [CrossRef] [PubMed]
- Li, G.-Q.; Li, J.; Zhu, S. An Approach for Early-Warning Collapse of Planar Steel Trapezoid Trusses Exposed to Fire. Fire Saf. J. 2023, 137, 103778. [Google Scholar] [CrossRef]
- Song, L.; Fan, B.; Chen, Y.; Gao, Q.; Li, Z.; Wang, H.; Zhang, X.; Guan, L.; Li, H.; Zhang, R. Ultralight and Hyperelastic SiC Nanofiber Aerogel Spring for Personal Thermal Energy Regulation. J. Adv. Ceram 2022, 11, 1235–1248. [Google Scholar] [CrossRef]
- Liu, G.; Meng, H.; Qu, G.; Wang, L.; Ren, L.; Lu, H. Real-Time Monitoring and Prediction Method of Commercial Building Fire Temperature Field Based on Distributed Optical Fiber Sensor Temperature Measurement System. J. Build. Eng. 2023, 70, 106403. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.; Huang, Y.; Liang, Z.; Wu, L.; Liu, Y.; Jiang, S. Highly Water Retention, Flexible and Self-Extinguished Temperature Sensors Based on Double Network Hydrogel for Early Fire Warning. Compos. Part B Eng. 2023, 260, 110753. [Google Scholar] [CrossRef]
- Liang, Z.; Liu, J.; Wan, Y.; Feng, Z.; Zhang, P.; Wang, M.; Zhang, H. Preparation and Fire Extinguishing Mechanism of Novel Fire Extinguishing Powder Based on Recyclable Struvite. Mater. Today Commun. 2023, 34, 105410. [Google Scholar] [CrossRef]
- Ni, X.; Kuang, K.; Yang, D.; Jin, X.; Liao, G. A New Type of Fire Suppressant Powder of NaHCO3/Zeolite Nanocomposites with Core–Shell Structure. Fire Saf. J. 2009, 44, 968–975. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, J. Benign Design of Intumescent Flame Retardant Coating Incorporated Various Carbon Sources. Constr. Build. Mater. 2020, 236, 117433. [Google Scholar] [CrossRef]
- Han, Y.; Yang, L.; Yu, Z.; Zhao, Y.; Zhang, Z.X. Lightweight and Flame Retardant Silicone Rubber Foam Prepared by Supercritical Nitrogen: The Influence of Flame Retardants Combined with Ceramicizable Fillers. Constr. Build. Mater. 2023, 370, 130735. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, Z.; Liu, J.; Wan, Y.; Tao, X.; Zhang, H.; Wang, M. Preparation and Performance Analysis of Palygorskite Reinforced Silicone-Acrylic Emulsion-Based Intumescent Coating. Prog. Org. Coat. 2022, 166, 106801. [Google Scholar] [CrossRef]
- Chen, L.; Zeng, S.; Xu, Y.; Nie, W.; Zhou, Y.; Chen, P. Epoxy-Modified Silicone Resin Based N/P/Si Synergistic Flame-Retardant Coating for Wood Surface. Prog. Org. Coat. 2022, 170, 106953. [Google Scholar] [CrossRef]
- Ni, D.; Cheng, Y.; Zhang, J.; Liu, J.-X.; Zou, J.; Chen, B.; Wu, H.; Li, H.; Dong, S.; Han, J.; et al. Advances in Ultra-High Temperature Ceramics, Composites, and Coatings. J. Adv. Ceram 2022, 11, 1–56. [Google Scholar] [CrossRef]
- Gong, J.; Xiang, Q.; Zhao, M. Laboratory Research on Composite Tunnel Fire-Retardant Coating. Mater. Manuf. Process. 2015, 30, 699–705. [Google Scholar] [CrossRef]
- Chen, S.-N.; Lin, C.; Hsu, H.-L.; Chen, X.-H.; Huang, Y.-C.; Hsieh, T.-H.; Ho, K.-S.; Lin, Y.-J. Inorganic Flame-Retardant Coatings Based on Magnesium Potassium Phosphate Hydrate. Materials 2022, 15, 5317. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Synergistic Effects of Organically Modified Montmorillonite on the Flame-Retardant and Smoke Suppression Properties of Transparent Intumescent Fire-Retardant Coatings. Prog. Org. Coat. 2018, 122, 107–118. [Google Scholar] [CrossRef]
- Li, P.; Liu, C.; Wang, B.; Tao, Y.; Xu, Y.-J.; Liu, Y.; Zhu, P. Eco-Friendly Coating Based on an Intumescent Flame-Retardant System for Viscose Fabrics with Multi-Function Properties: Flame Retardancy, Smoke Suppression, and Antibacterial Properties. Prog. Org. Coat. 2021, 159, 106400. [Google Scholar] [CrossRef]
- Qian, W.; Li, X.; Zhou, J.; Liu, Y.; Wu, Z. High Synergistic Effects of Natural-Based Tea Saponin in Intumescent Flame-Retardant Coatings for Enhancement of Flame Retardancy and Pyrolysis Performance. Prog. Org. Coat. 2019, 127, 408–418. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, G.; Zhong, F.; Dong, S.; Yang, Z.; Chen, C.; Wang, M.; Zou, R. Synergistic Effect of Carbon Nanotubes Bonded Graphene Oxide to Enhance the Flame Retardant Performance of Waterborne Intumescent Epoxy Coatings. Prog. Org. Coat. 2022, 162, 106598. [Google Scholar] [CrossRef]
- Vippola, M.; Ahmaniemi, S.; Keränen, J.; Vuoristo, P.; Lepistö, T.; Mäntylä, T.; Olsson, E. Aluminum Phosphate Sealed Alumina Coating: Characterization of Microstructure. Mater. Sci. Eng. A 2002, 323, 1–8. [Google Scholar] [CrossRef]
- Formanek, B.; Szymański, K.; Szczucka-Lasota, B.; Włodarczyk, A. New Generation of Protective Coatings Intended for the Power Industry. J. Mater. Process. Technol. 2005, 164–165, 850–855. [Google Scholar] [CrossRef]
- Wang, M.; Li, K.; Lu, R.; Feng, Z.; Wei, T.; Zhou, Q.; Zhai, W. Advanced High-Temperature Resistant (RT-1000 °C) Aluminum Phosphate-Based Adhesive for Titanium Superalloys in Extreme Environments. Ceram. Int. 2021, 47, 32988–33001. [Google Scholar] [CrossRef]
- Feng, Z.; Wang, M.; Lu, R.; Xu, W.; Zhang, T.; Wei, T.; Zhang, J.; Liao, Y. A Composite Structural High-Temperature-Resistant Adhesive Based on in-Situ Grown Mullite Whiskers. Mater. Today Commun. 2020, 23, 100944. [Google Scholar] [CrossRef]
- Wang, M.; Feng, Z.; Zhai, C.; Zhang, J.; Li, Z.; Zhang, H.; Xu, X. Low-Temperature in-Situ Grown Mullite Whiskers Toughened Heat-Resistant Inorganic Adhesive. J. Alloys Compd. 2020, 836, 155349. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, J.; Tong, W.; Zhou, Q.; Li, Z. Effect of Al:P Ratio on Bonding Performance of High-Temperature Resistant Aluminum Phosphate Adhesive. Int. J. Adhes. Adhes. 2020, 100, 102627. [Google Scholar] [CrossRef]
- Wang, M.; Dong, X.; Zhou, Q.; Feng, Z.; Liao, Y.; Zhou, X.; Du, M.; Gu, Y. An Engineering Ceramic-Used High-Temperature-Resistant Inorganic Phosphate-Based Adhesive Self-Reinforced by in-Situ Growth of Mullite Whiskers. J. Eur. Ceram. Soc. 2019, 39, 1703–1706. [Google Scholar] [CrossRef]
- Wang, M.; Liu, J.; Du, H.; Hou, F.; Guo, A.; Zhao, Y.; Zhang, J. Joining of Silicon Carbide by a Heat-Resistant Phosphate Adhesive. RSC Adv. 2014, 4, 31821. [Google Scholar] [CrossRef]
- Wang, M.; Song, Q.; Gu, Y.; Wu, C.; Liu, J.; Zhou, X.; Du, M. Multiple High-Temperature Resistant Phases Modified Phosphate-Based Adhesive for Engineering Ceramic Connection in Extreme Environment. Ceram. Int. 2019, 45, 516–521. [Google Scholar] [CrossRef]
- Krishnarao, R.V.; Bhanuprasad, V.V.; Madhusudhan Reddy, G. ZrB2–SiC Based Composites for Thermal Protection by Reaction Sintering of ZrO2 + B4C + Si. J. Adv. Ceram 2017, 6, 320–329. [Google Scholar] [CrossRef]
- Li, H.; Li, C.; Jia, H.; Chen, G.; Li, S.; Chen, K.; Wang, C.; Qiao, L. Facile Fabrication of Cordierite-Based Porous Ceramics with Magnetic Properties. J. Adv. Ceram. 2022, 11, 1583–1595. [Google Scholar] [CrossRef]
- Zheng, W.; Wu, J.; Chen, S.; Wang, C.; Liu, C.; Hua, S.; Yu, K.; Zhang, J.; Zhang, J.; Shi, Y. Influence of Al2O3 Content on Mechanical Properties of Silica-Based Ceramic Cores Prepared by Stereolithography. J. Adv. Ceram. 2021, 10, 1381–1388. [Google Scholar] [CrossRef]
- Bruckner, T.M.; Singewald, T.D.; Gruber, R.; Hader-Kregl, L.; Müller, M.; Kern, C.; Hafner, M.; Paulik, C. Influence of Hollow Glass Microspheres on 1K Epoxy Structural Adhesive for the Automotive Industry. Int. J. Adhes. Adhes. 2023, 124, 103396. [Google Scholar] [CrossRef]
- Wang, J.G.; Guo, Q.G.; Liu, L.; Song, J.R. The Preparation and Performance of High-Temperature Adhesives for Graphite Bonding. Int. J. Adhes. Adhes. 2005, 25, 495–501. [Google Scholar] [CrossRef]
- Wang, M.; Liu, J.; Du, H.; Guo, A.; Tao, X.; Dong, X.; Geng, H. A SiC Whisker Reinforced High-Temperature Resistant Phosphate Adhesive for Bonding Carbon/Carbon Composites. J. Alloy. Compd. 2015, 633, 145–152. [Google Scholar] [CrossRef]
- Wang, M.; Liu, J.; Du, H.; Hou, F.; Guo, A.; Liu, S.; Dong, X. Joining of C/C Composites by Using B4C Reinforced Phosphate Adhesive. Ceram. Int. 2014, 40, 11581–11591. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix (g) | Nano-Silica Powder (g) | Hollow Silica Beads (g) | Hollow Glass Microspheres (g) | Boron Carbide (g) | |
|---|---|---|---|---|---|
| AP8000 | 240 | 8 | 0 | 0 | 0 |
| AP0800 | 240 | 0 | 8 | 0 | 0 |
| AP0080 | 240 | 0 | 0 | 8 | 0 |
| AP0008 | 240 | 0 | 0 | 0 | 8 |
| AP4400 | 240 | 4 | 4 | 0 | 0 |
| AP4004 | 240 | 4 | 0 | 0 | 4 |
| AP0044 | 240 | 0 | 0 | 4 | 4 |
| AP0440 | 240 | 0 | 4 | 4 | 0 |
| AP2204 | 240 | 2 | 2 | 0 | 4 |
| AP2213 | 240 | 2 | 2 | 1 | 3 |
| AP2222 | 240 | 2 | 2 | 2 | 2 |
| AP2231 | 240 | 2 | 2 | 3 | 1 |
| AP2240 | 240 | 2 | 2 | 4 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, G.; Wu, J.; Guo, J.; Wan, Y.; Zhou, Q.; Zhang, P.; Yu, X.; Wang, M. A Novel Inorganic Aluminum Phosphate-Based Flame Retardant and Thermal Insulation Coating and Performance Analysis. Materials 2023, 16, 4498. https://doi.org/10.3390/ma16134498
Cai G, Wu J, Guo J, Wan Y, Zhou Q, Zhang P, Yu X, Wang M. A Novel Inorganic Aluminum Phosphate-Based Flame Retardant and Thermal Insulation Coating and Performance Analysis. Materials. 2023; 16(13):4498. https://doi.org/10.3390/ma16134498
Chicago/Turabian StyleCai, Guoshuai, Jiaxuan Wu, Jiayi Guo, Yange Wan, Qingjun Zhou, Pengyu Zhang, Xiaolei Yu, and Mingchao Wang. 2023. "A Novel Inorganic Aluminum Phosphate-Based Flame Retardant and Thermal Insulation Coating and Performance Analysis" Materials 16, no. 13: 4498. https://doi.org/10.3390/ma16134498
APA StyleCai, G., Wu, J., Guo, J., Wan, Y., Zhou, Q., Zhang, P., Yu, X., & Wang, M. (2023). A Novel Inorganic Aluminum Phosphate-Based Flame Retardant and Thermal Insulation Coating and Performance Analysis. Materials, 16(13), 4498. https://doi.org/10.3390/ma16134498