
Effects of β-Si3N4 Seeds on Microstructure and Performance of Si3N4 Ceramics in Semiconductor Package

Abstract
1. Introduction
2. Experimental
2.1. Materials
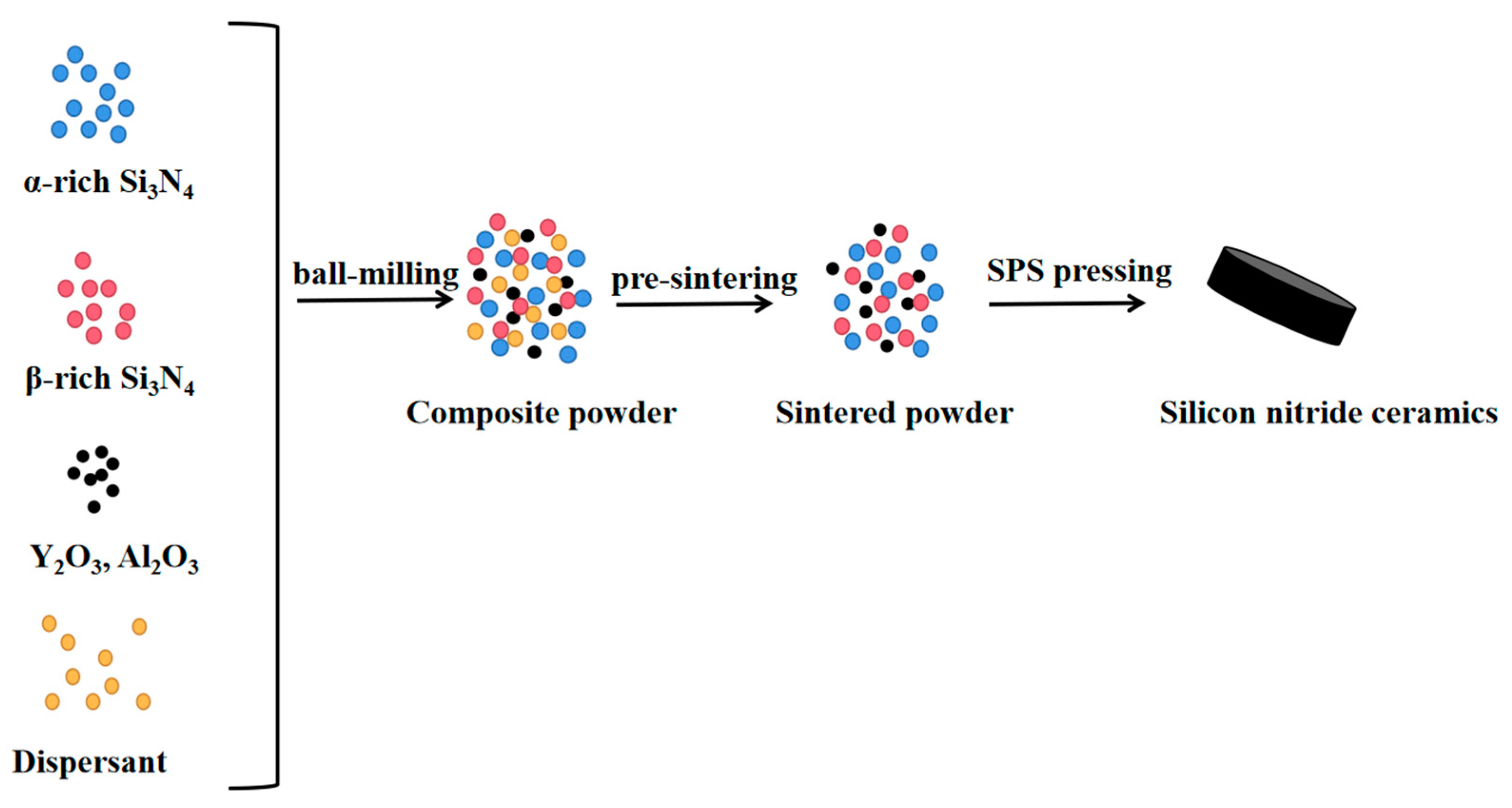
2.2. Method
2.3. Measurement
3. Results and Discussion
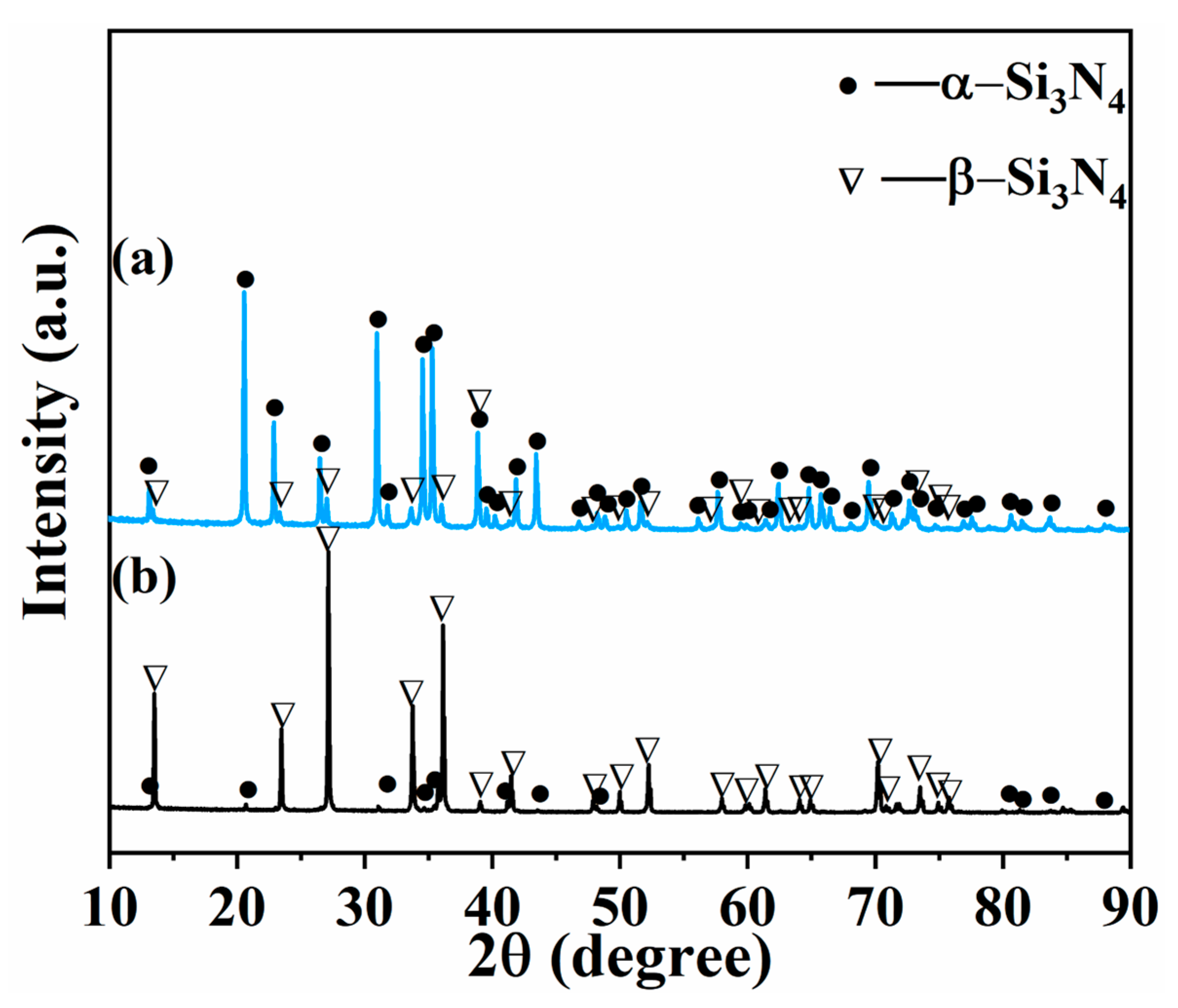
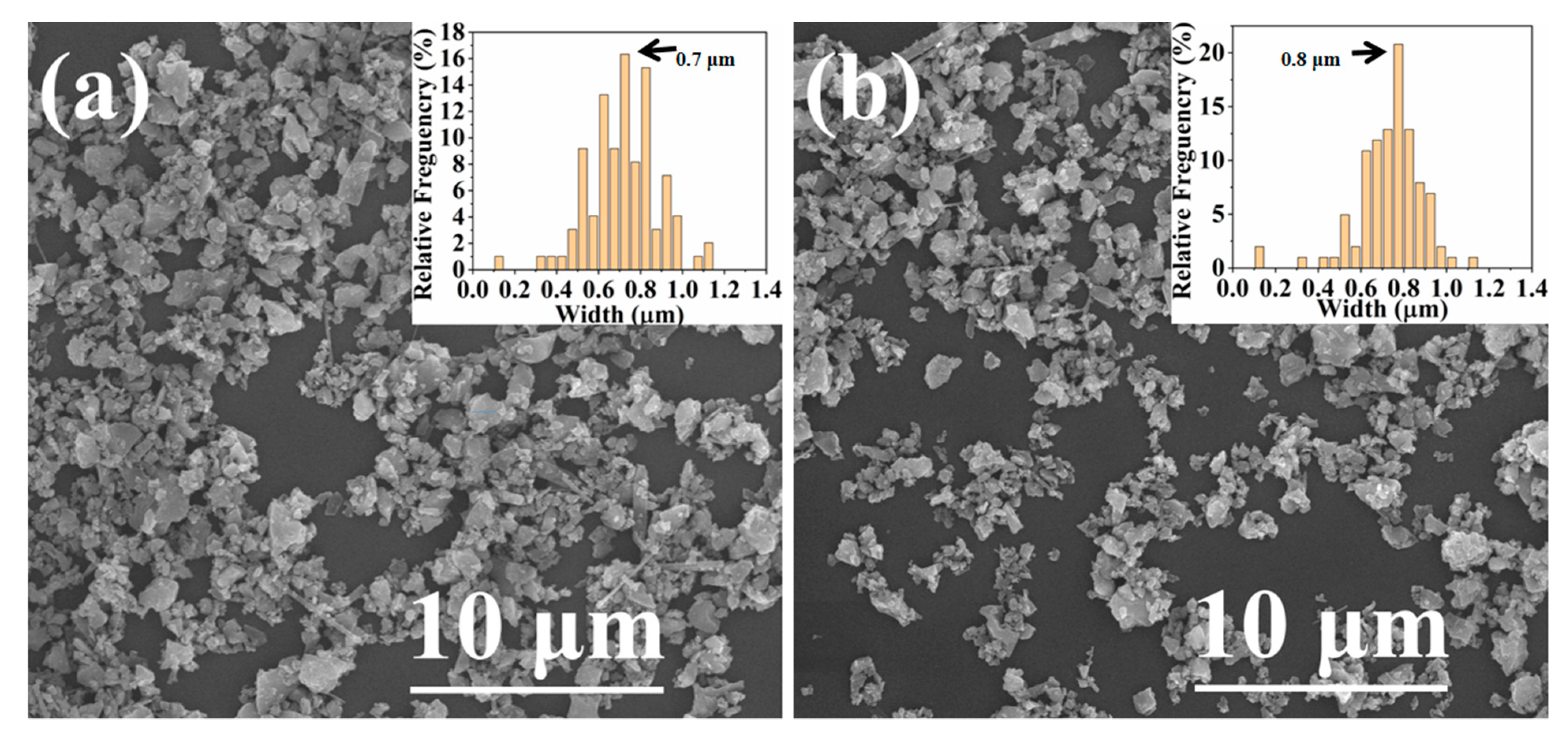
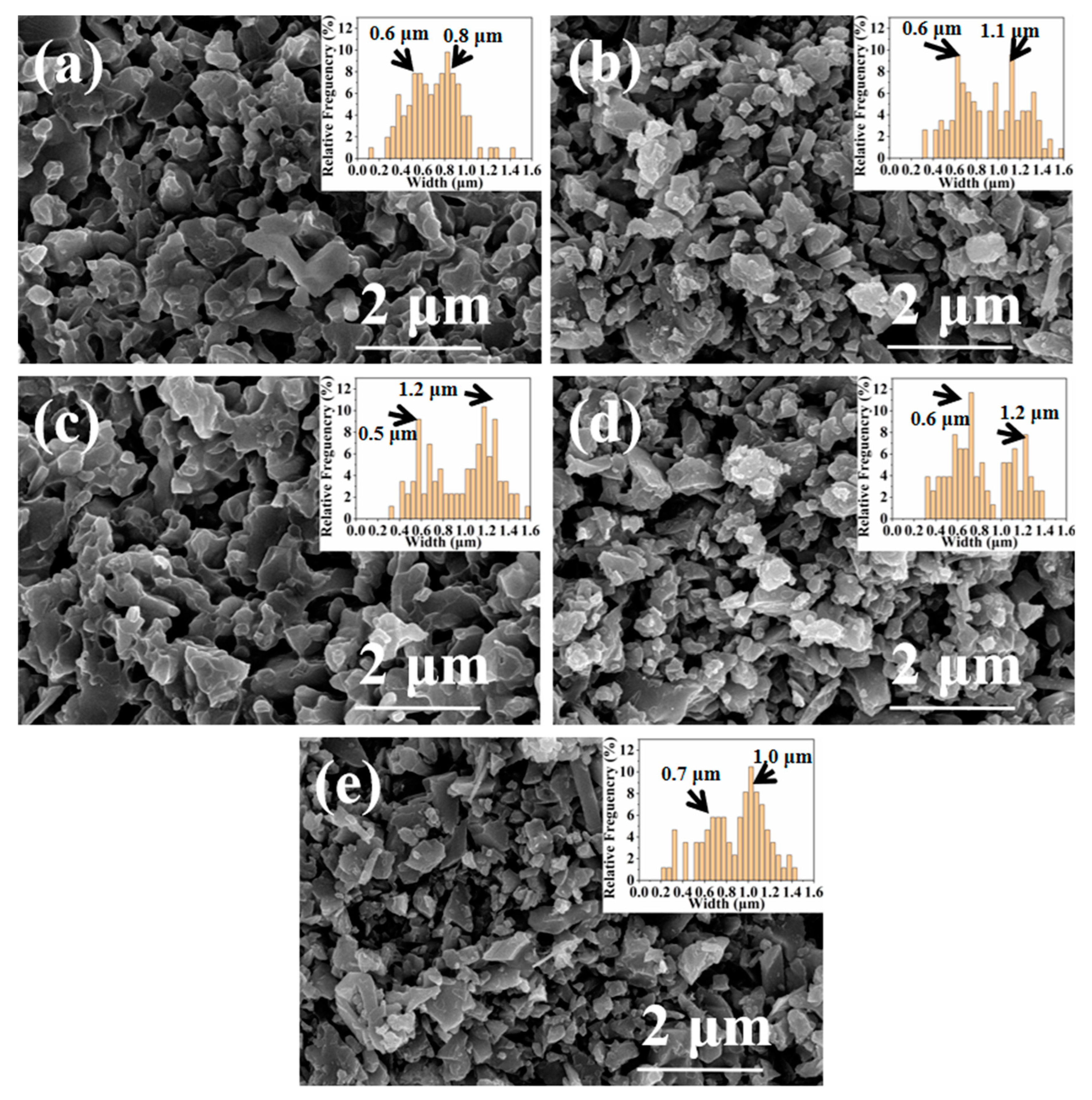
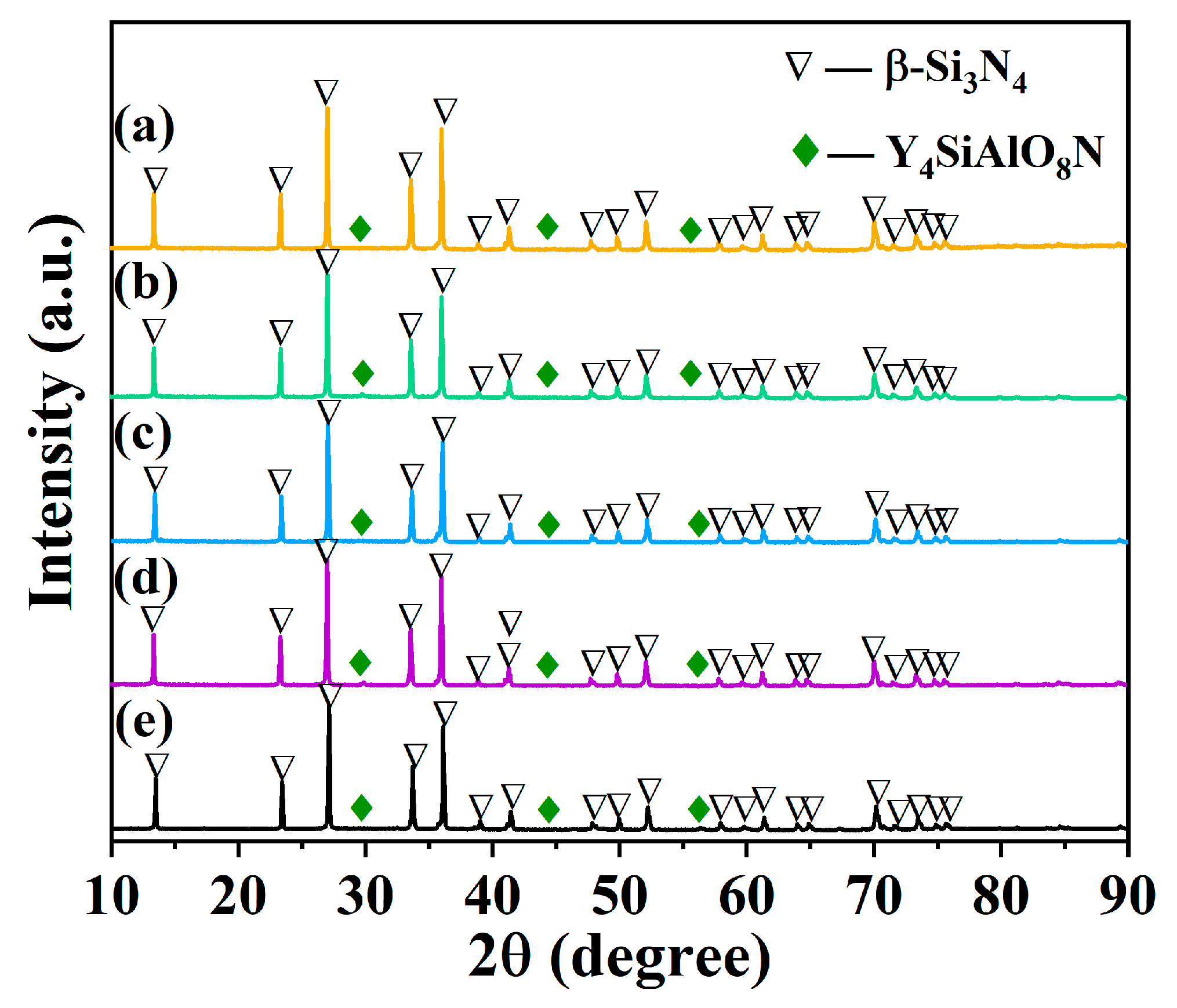
3.1. Phase Composition of Seed Crystal and Microstructure of Samples
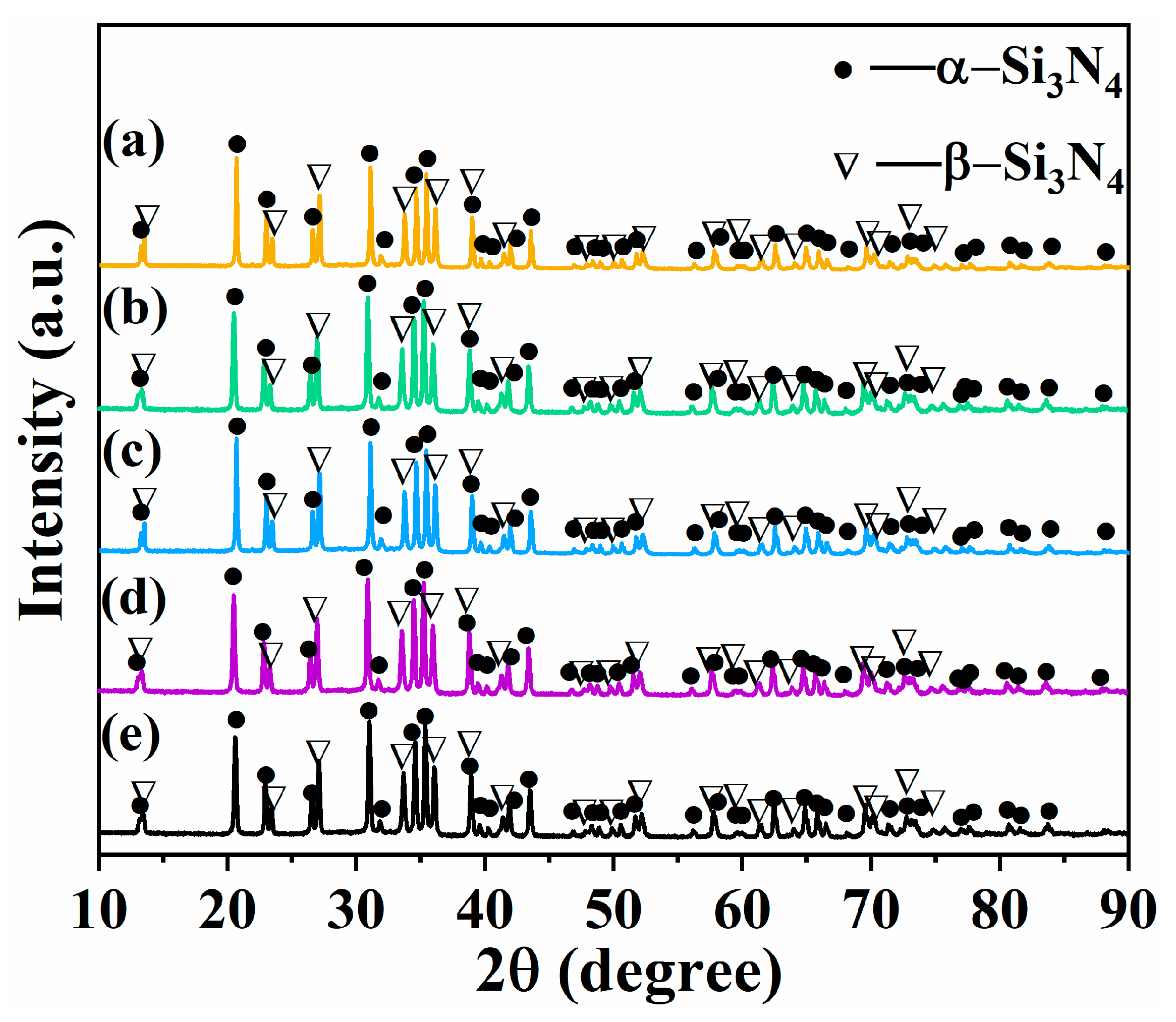
3.2. Effects of Seed Crystal Composition on Phase Composition and Microstructure of Ceramic Samples
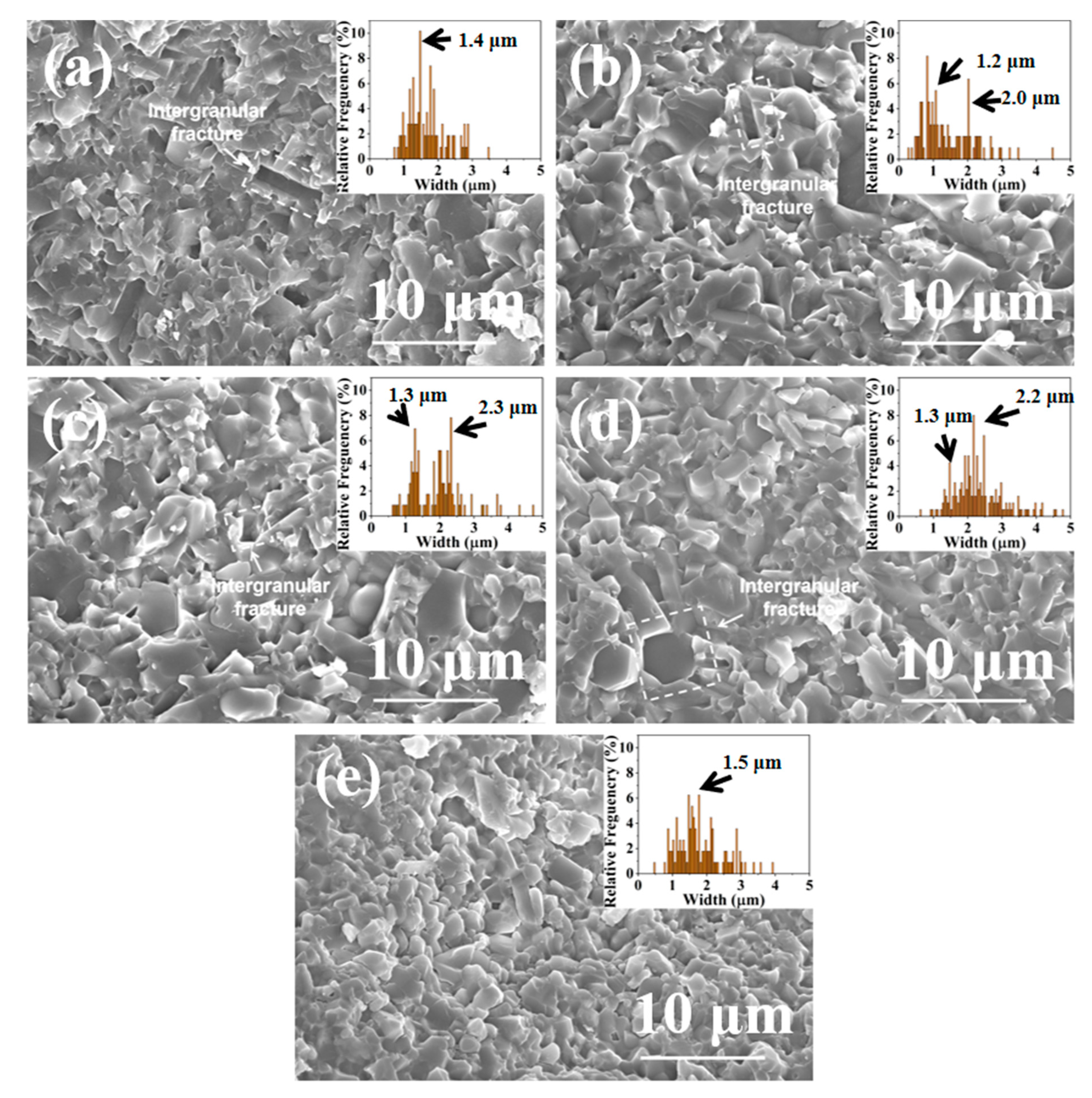
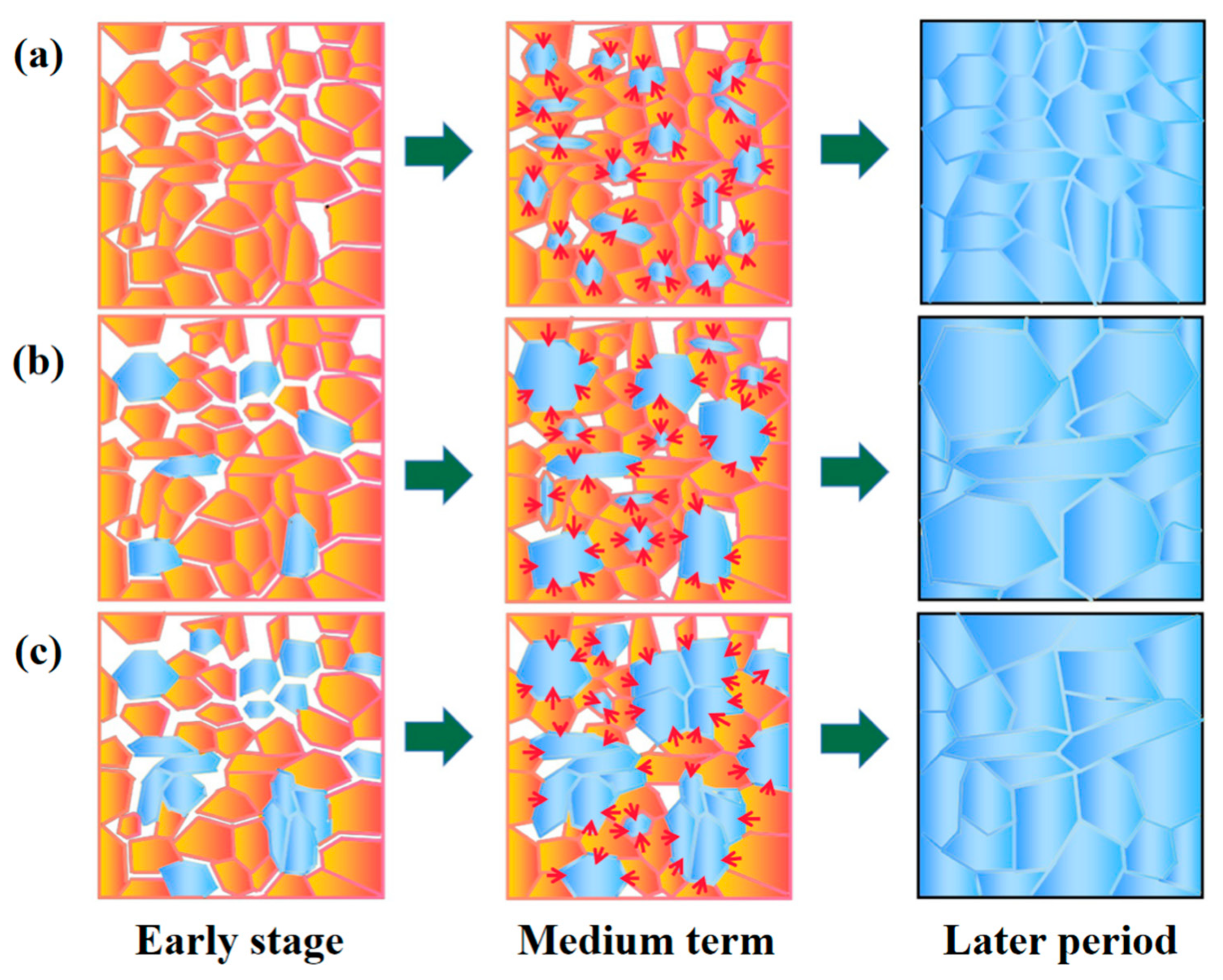
3.3. Effect of β-Si3N4 Seed on the Sintering and Grain Growth of Silicon Nitride Ceramics
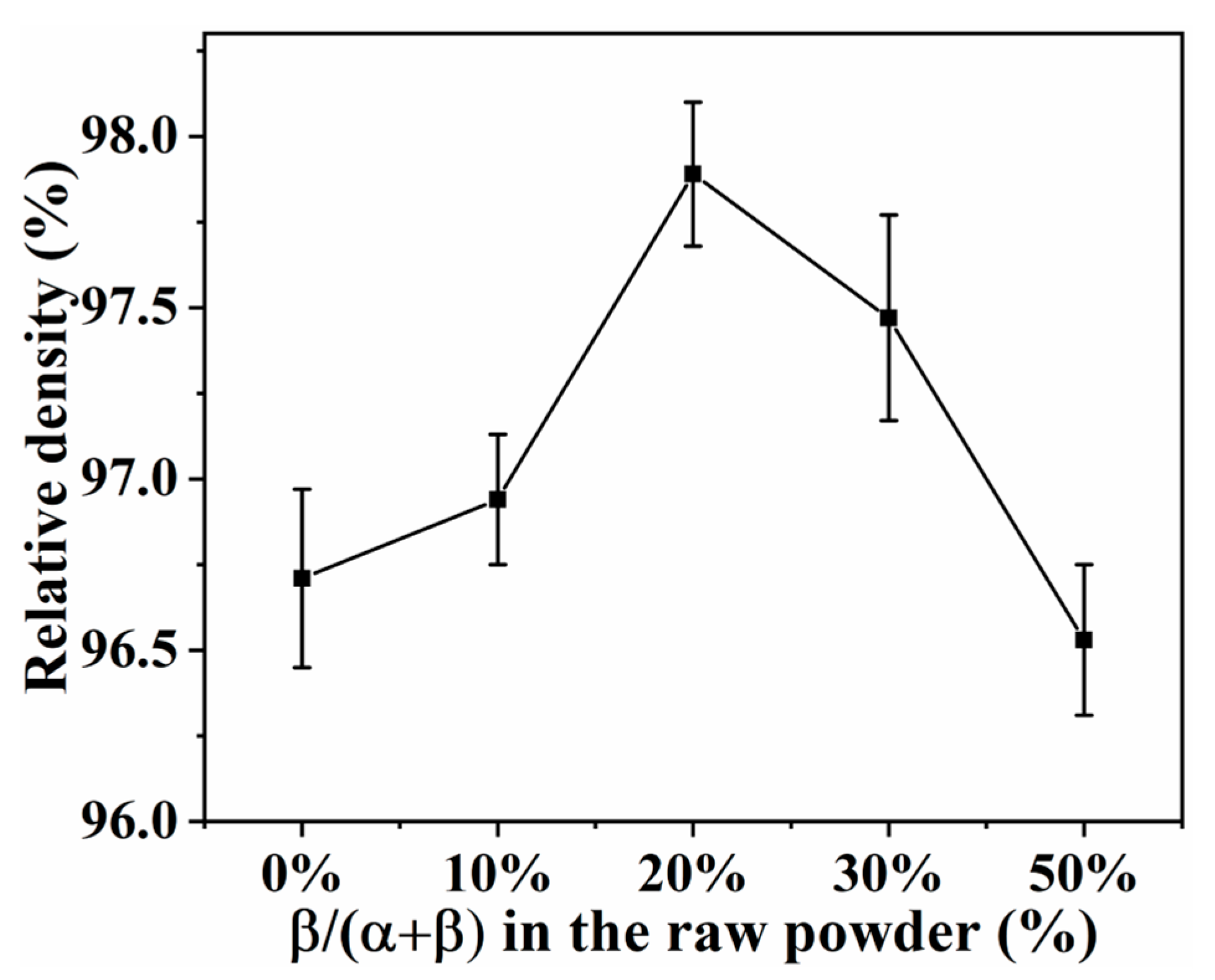
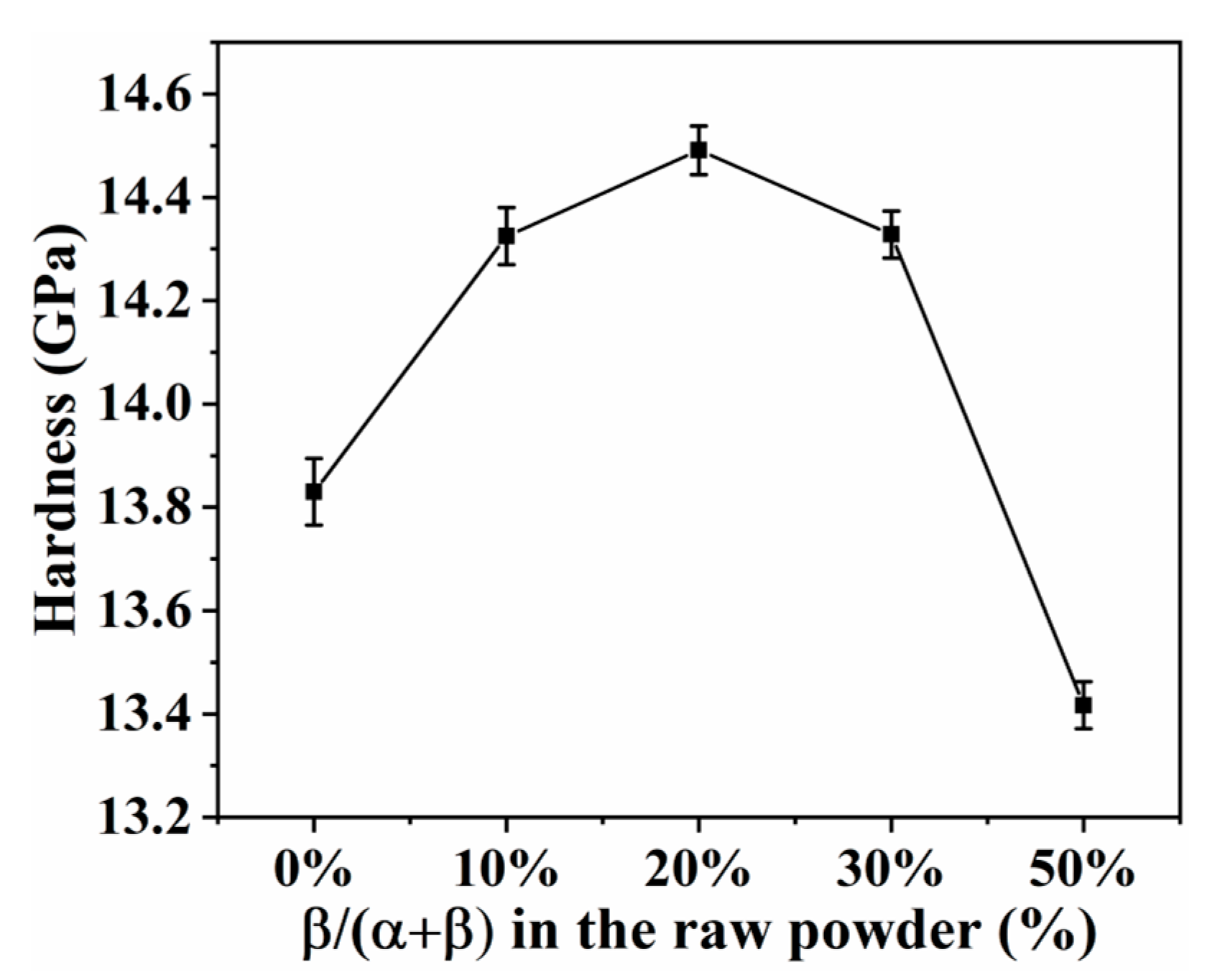
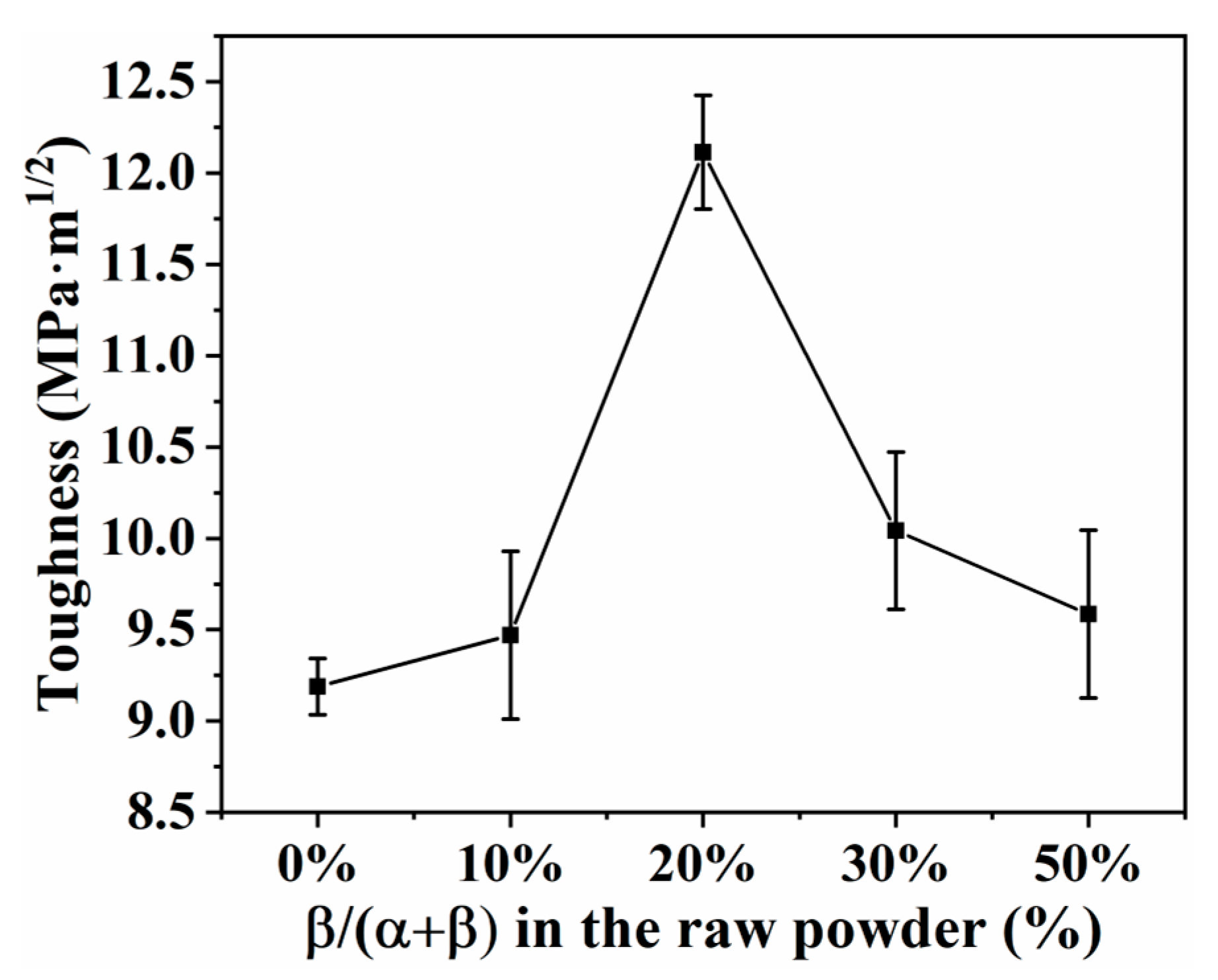
3.4. Effects of Seed Crystal Composition on Sample Performances
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kita, K.; Hotta, M. Joining of aluminum and ceramic substrates by interposing molten aluminum–silicon alloy. Int. J. Appl. Ceram. Technol. 2023, 20, 995–1001. [Google Scholar] [CrossRef]
- Hirao, K.; Zhou, Y.; Hyuga, H.; Nagao, S.; Suganuma, K.; Wakasugi, N. Evaluation of thermal resistance for metalized ceramic substrates using a microheater chip. Int. J. Appl. Ceram. Technol. 2022, 19, 232–240. [Google Scholar] [CrossRef]
- Hu, F.; Zhu, T.B.; Xie, Z.P.; Liu, J. Effect of composite sintering additives containing non-oxide on mechanical, thermal and dielectric properties of silicon nitride ceramics substrate. Ceram. Int. 2021, 47, 13635–13643. [Google Scholar] [CrossRef]
- Huang, L.; Ding, Z.H.; Yuan, J.T.; Zhou, D.; Yin, Z.B. Effect of the post-heating temperatures on the microstructure, mechanical and electrical properties of silicon nitride thin films. Ceram. Int. 2022, 48, 9188–9196. [Google Scholar] [CrossRef]
- Hu, F.; Xie, Z.P.; Zhang, J.; Hu, Z.L.; An, D. Promising high-thermal-conductivity substrate material for high-power electronic device: Silicon nitride ceramics. Rare Met. 2020, 39, 463–478. [Google Scholar] [CrossRef]
- Kong, J.H.; Ma, H.J.; Jung, W.K.; Hong, J.; Jun, K.; Kim, D.K. Self-reinforced and high-thermal conductivity silicon nitride by tailoring α-β phase ratio with pressure-less multi-step sintering. Ceram. Int. 2021, 47, 13057–13064. [Google Scholar] [CrossRef]
- Li, S.H.; Chen, H.B.; Wang, W.D.; Yao, D.X.; Xia, Y.F.; Zeng, Y.P. Effects of Y2O3/MgO ratio on mechanical properties and thermal conductivity of silicon nitride ceramics. Int. J. Appl. Ceram. Technol. 2022, 19, 2873–2882. [Google Scholar]
- Kleebe, H.J.; Pezzotti, G.; Ziegler, G. Microstructure and fracture toughness of Si3N4 ceramics: Combined roles of grain morphology and secondary phase chemistry. J. Am. Ceram. Soc. 1999, 82, 1857–1867. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Yin, X. Microstructure and mechanical properties of three porous Si3N4 ceramics fabricated by different techniques. Mater. Sci. Eng. A 2012, 549, 43–49. [Google Scholar] [CrossRef]
- Zhou, A.; Wang, C.A.; Hunag, Y. Synthesis and mechanical properties of Ti3AlC2 by spark plasma sintering. J. Mater. Sci. 2003, 38, 3111–3115. [Google Scholar] [CrossRef]
- Luo, S.C.; Guo, W.M.; Plucknett, K.; Lin, H.T. Improved toughness of spark-plasma-sintered Si3N4 ceramics by adding HfB2. Ceram. Int. 2021, 47, 8717–8721. [Google Scholar] [CrossRef]
- Rivero-Antúnez, P.; Cano-Crespo, R.; Sánchez-Bajo, F.; Domínguez-Rodríguez, A.; Morales-Florez, V. Reactive SPS for sol-gel alumina samples: Structure, sintering behavior, and mechanical properties. J. Eur. Ceram. Soc. 2021, 41, 5548–5557. [Google Scholar] [CrossRef]
- Zhao, T.; Lian, M.M.; Qin, Y.; Zhu, J.F.; Kong, X.G.; Yang, J.F. Improved performances of lithium disilicate glass-ceramics by seed induced crystallization. J. Adv. Ceram. 2021, 10, 614–626. [Google Scholar] [CrossRef]
- Tang, S.J.; Guo, W.M.; Sun, S.K.; Lin, H.T. Design strategy of phase and microstructure of Si3N4 ceramics with simultaneously high hardness and toughness. J. Adv. Ceram. 2023, 12, 122–131. [Google Scholar] [CrossRef]
- Lin, R.L.; Bao, W.C.; Yu, J.J.; Guo, W.M.; Lin, H.T. Effect of ZrB2 and its oxide impurities (ZrO2 and B2O3) on hot-pressed Si3N4 ceramics at low temperature. J. Eur. Ceram. Soc. 2021, 41, 6763–6766. [Google Scholar] [CrossRef]
- Guo, W.M.; Wu, L.X.; Ma, T.; You, Y.; Lin, H.T. Rapid fabrication of Si3N4 ceramics by reaction-bonding and pressureless sintering. J. Eur. Ceram. Soc. 2016, 36, 3919–3924. [Google Scholar] [CrossRef]
- Tan, D.W.; Zhu, L.L.; Wei, W.X.; Yu, J.J.; Zhou, Y.Z.; Guo, W.M.; Lin, H.T. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Guo, W.M.; Yu, J.J.; Xiong, M.; Wu, S.H.; Lin, H.T. High-toughness Lu2O3-doped Si3N4 ceramics by seeding. Ceram. Int. 2016, 42, 6495–6499. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H.; Matovic, B. Mechanical properties of silicon nitride-based ceramics and its use in structural applications at high temperatures. Mater. Sci. Eng. A 2010, 527, 1314–1338. [Google Scholar] [CrossRef]
- Liang, Z.H.; Zhang, H.L.; Gui, L.C.; Li, J.; Peng, G.H.; Jiang, G.J. Effects of whisker-like β-Si3N4 seeds on phase transformation and mechanical properties of α/β Si3N4 composites using MgSiN2 as additives. Ceram. Int. 2013, 39, 2743–2751. [Google Scholar] [CrossRef]
- Becher, P.F.; Sun, E.Y.; Plucknett, K.P.; Alexander, K.B.; Hsueh, C.H.; Lin, H.T.; Waters, S.B.; Westmoreland, C.G.; Kang, E.S.; Hirao, K.; et al. Microstructural design of silicon nitride with improved fracture toughness: I. effects of grain shape and size. J. Am. Ceram. Soc. 1998, 81, 2821–2830. [Google Scholar] [CrossRef]
- Peillon, F.C.; Thevenot, F. Microstructural designing of silicon nitride related to toughness. J. Eur. Ceram. Soc. 2002, 22, 271–278. [Google Scholar] [CrossRef]
- Lee, H.M.; Tatami, J.; Kim, D.K. Microstructural evolution of Si3N4 ceramics from starting powders with different α-to-β ratios. J. Ceram. Soc. Jpn. 2016, 124, 800–807. [Google Scholar] [CrossRef]
- Koroglu, L.; Ak, G.; Kurama, S. Spark plasma sintering of translucent polycrystalline α/β-silicon nitride ceramics with Y2O3 additive. Mater. Chem. Phys. 2023, 299, 127490. [Google Scholar] [CrossRef]
- Li, Y.; Qi, H.; Yu, J.; Han, W. Effect of Mo particle size on microstructure and mechanical properties of spark plasma sintered silicon nitride. Mater. Sci. Eng. A 2021, 814, 141155. [Google Scholar] [CrossRef]
- Liu, G.; Chen, K.; Zhou, H.; Guo, J.; Pereira, C.; Ferreira, J.M.F. Low-temperature preparation of in situ toughened Ybα-SiAlON ceramics by spark plasma sintering (SPS) with addition of combustion synthesized seed crystals. Mater. Sci. Eng. A 2005, 402, 242–249. [Google Scholar] [CrossRef]
- Zamula, M.V.; Kolesnichenko, V.G.; Stepanenko, A.V.; Tyschenko, N.I.; Shyrokov, O.V.; Borodianska, H.Y.; Ragulya, A.V. Phase transformations and consolidation of Si3N4 ceramics activated with yttrium and silicon oxides in spark plasma sintering. Powder Metall. Met. Ceram. 2022, 60, 672–684. [Google Scholar] [CrossRef]
- Andreev, P.; Drozhilkin, P.; Alekseeva, L.; Smetanina, K.; Rostokina, E.; Balabanov, S.; Boldin, M.; Murashov, A.; Shcherbak, G. Spark plasma sintering of Si3N4 ceramics with Y2O3-Al2O3 (3%–10% wt.) as sintering additive. Coatings 2023, 13, 240. [Google Scholar] [CrossRef]
- Li, M.; Huang, H.L.; Wu, J.M.; Wu, Y.R.; Shi, Z.A.; Zhang, J.X.; Shi, Y.S. Preparation and properties of Si3N4 ceramics via digital light processing using Si3N4 powder coated with Al2O3-Y2O3 sintering additives. Addit. Manuf. 2022, 53, 102713. [Google Scholar] [CrossRef]
- Voorhees, P.W. The theory of Ostwald ripening. J. Stat. Phys. 1985, 38, 231–252. [Google Scholar] [CrossRef]
- Kitayama, M.; Hirao, K.; Toriyama, M.; Kanzaki, S. Modeling and simulation of grain growth in Si3N4—I. Anisotropic Ostwald ripening. Acta Mater. 1998, 46, 6541–6550. [Google Scholar] [CrossRef]
- Luo, C.; Zhang, Y.; Deng, T. Pressureless sintering of high performance silicon nitride ceramics at 1620 °C. Ceram. Int. 2021, 47, 29371–29378. [Google Scholar] [CrossRef]
- Gábrišová, Z.; Švec, P.; Brusilová, A. Microstructure and selected properties of Si3N4+ SiC composite. Manuf. Technol. 2020, 20, 293–299. [Google Scholar] [CrossRef]
- Sayyadi-Shahraki, A.; Rafiaei, S.M.; Ghadami, S.; Nekouee, K.A. Densification and mechanical properties of spark plasma sintered Si3N4/ZrO2 nano-composites. J. Alloys Compd. 2019, 776, 798–806. [Google Scholar] [CrossRef]
- Sun, N.; Wang, Z.; Yu, B.; Huang, L.; Yin, Z.; Yuan, J. Effects of Ti (C.; N) addition on the microstructure and mechanical properties of spark plasma sintered Si3N4/Ti (C.; N) ceramic tool material. Ceram. Int. 2020, 46, 28459–28466. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Fraction of 1# | Fraction of 2# |
|---|---|---|
| SN0 | 100% | 0% |
| SN1 | 90% | 10% |
| SN2 | 80% | 20% |
| SN3 | 70% | 30% |
| SN4 | 50% | 50% |
| Sample | Si (%) | N (%) | O (%) | Y (%) | Al (%) |
|---|---|---|---|---|---|
| SN0 | 46.3 | 43.7 | 6.6 | 1.9 | 1.5 |
| SN1 | 47.2 | 43.8 | 6.2 | 1.7 | 1.1 |
| SN2 | 46.1 | 43.8 | 6.7 | 1.8 | 1.6 |
| SN3 | 46.7 | 43.5 | 6.4 | 2 | 1.4 |
| SN4 | 46.9 | 43.2 | 6.6 | 1.7 | 1.6 |
| Raw Material | Preparation Method | Relative Density (%) | Hardness (GPa) | Toughness (MPa·m1/2) | Reference |
|---|---|---|---|---|---|
| 80% α-Si3N4 and 20% β-Si3N4 | SPS, 1650 °C, 30 MPa, 30 min | 97.9 | 14.5 | 12.1 | this paper |
| α-Si3N4 | HP, 1620 °C, 30 MPa, 3 h | 92.1 | 12.5 | 6.02 | [32] |
| 90% α-Si3N4 and 10% SiC ceramic composites | HP, 1680 °C, 34 MPa, 4 h | 97.9 | 16.4 | 8.2 | [33] |
| 70% α-Si3N4 and 30% ZrO2 ceramic composites | SPS, 1600 °C, 30 MPa, 10 min | 99 | 13.2 | 7.1 | [34] |
| 90% α-Si3N4 and 10% Ti(C, N) ceramic composites | SPS, 1700 °C, 50 MPa, 6 min | 99.7 | 15.6 | 8.3 | [35] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Q.; Lin, Z.; Deng, J.; Chen, H.; Chen, X.; Tian, J.; Bao, B.; Dai, P.; Sun, X. Effects of β-Si3N4 Seeds on Microstructure and Performance of Si3N4 Ceramics in Semiconductor Package. Materials 2023, 16, 4461. https://doi.org/10.3390/ma16124461
Shen Q, Lin Z, Deng J, Chen H, Chen X, Tian J, Bao B, Dai P, Sun X. Effects of β-Si3N4 Seeds on Microstructure and Performance of Si3N4 Ceramics in Semiconductor Package. Materials. 2023; 16(12):4461. https://doi.org/10.3390/ma16124461
Chicago/Turabian StyleShen, Qiang, Zhijie Lin, Junjie Deng, Hongxiang Chen, Xuan Chen, Jun Tian, Biliang Bao, Pinqiang Dai, and Xudong Sun. 2023. "Effects of β-Si3N4 Seeds on Microstructure and Performance of Si3N4 Ceramics in Semiconductor Package" Materials 16, no. 12: 4461. https://doi.org/10.3390/ma16124461
APA StyleShen, Q., Lin, Z., Deng, J., Chen, H., Chen, X., Tian, J., Bao, B., Dai, P., & Sun, X. (2023). Effects of β-Si3N4 Seeds on Microstructure and Performance of Si3N4 Ceramics in Semiconductor Package. Materials, 16(12), 4461. https://doi.org/10.3390/ma16124461