

Research of the Ball Burnishing Impact over Cold-Rolled Sheets of AISI 304 Steel Fatigue Life Considering Their Anisotropy


Abstract
1. Introduction
2. Materials and Methods
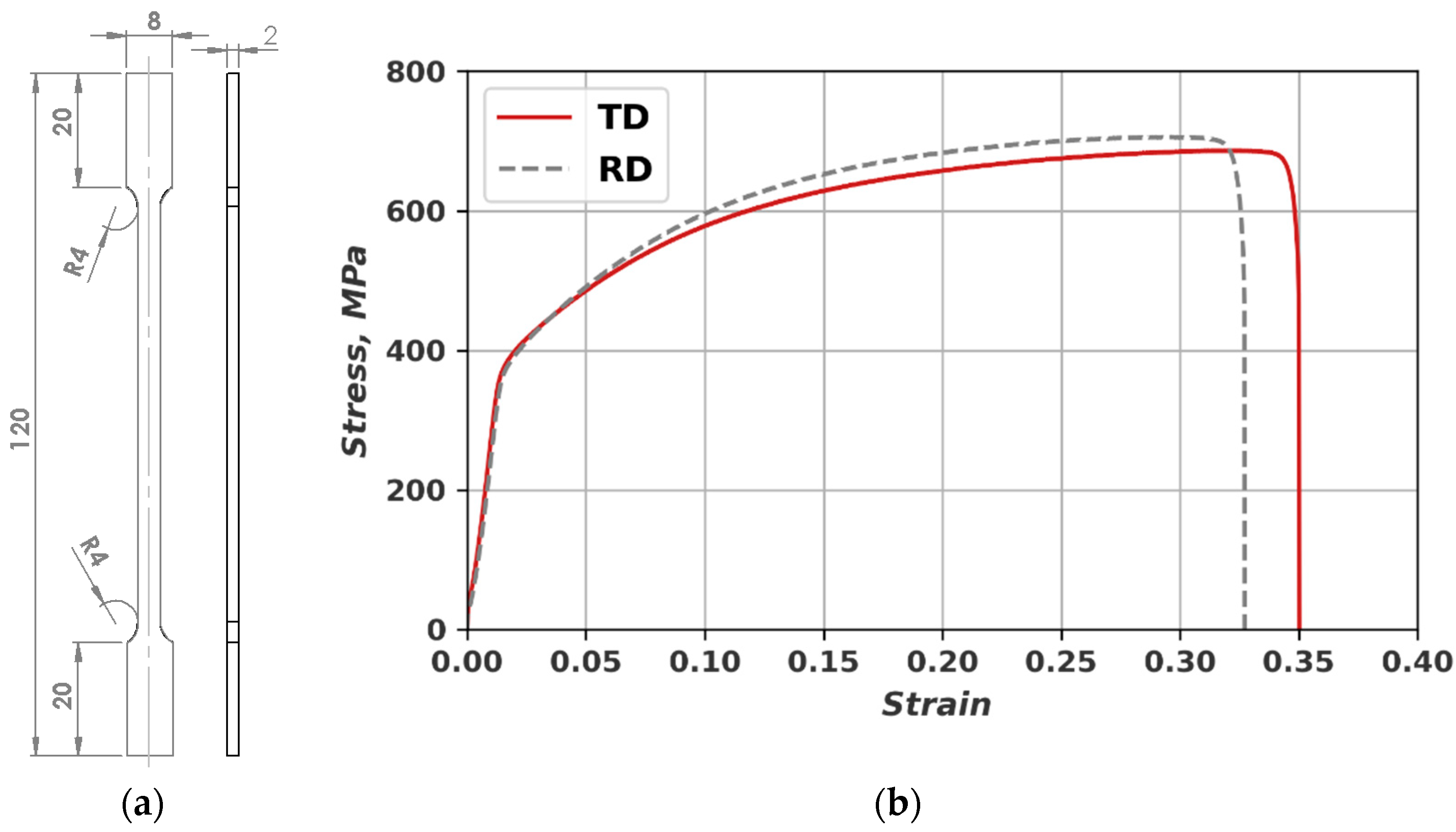
2.1. Material

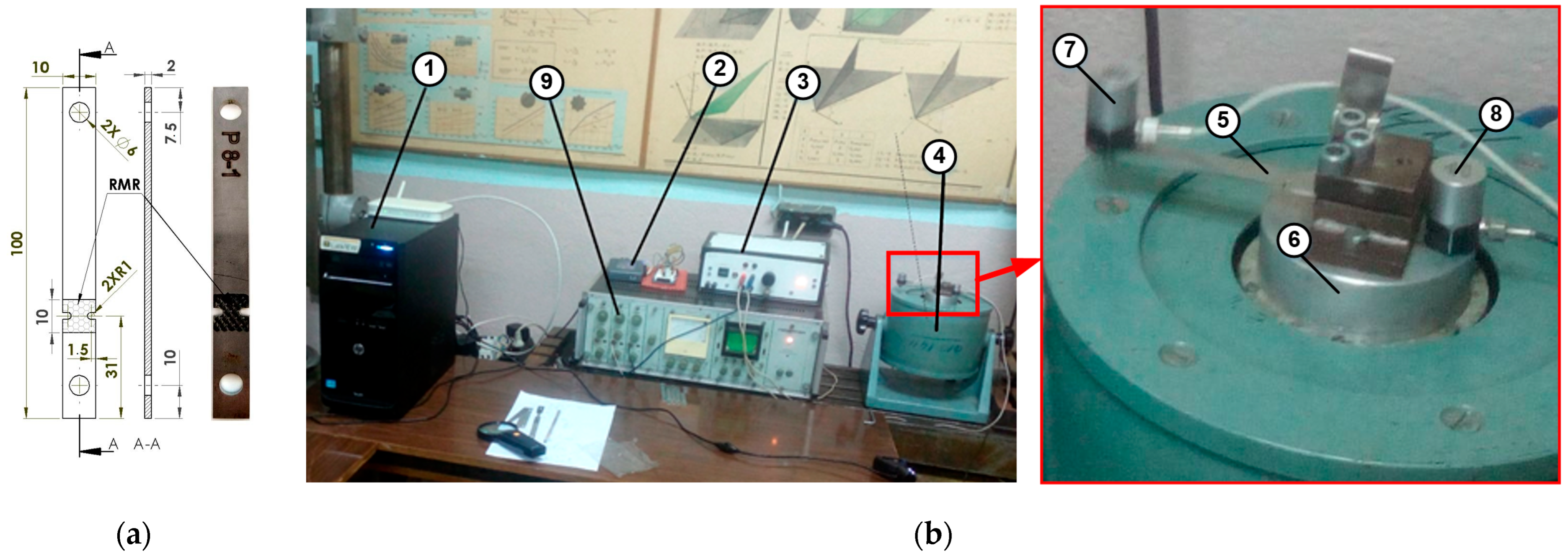
2.2. Fatigue Failure Test Specimens and Setup
2.3. Design of the Experimental Research
2.4. Description of the RMR Formation by BB Process
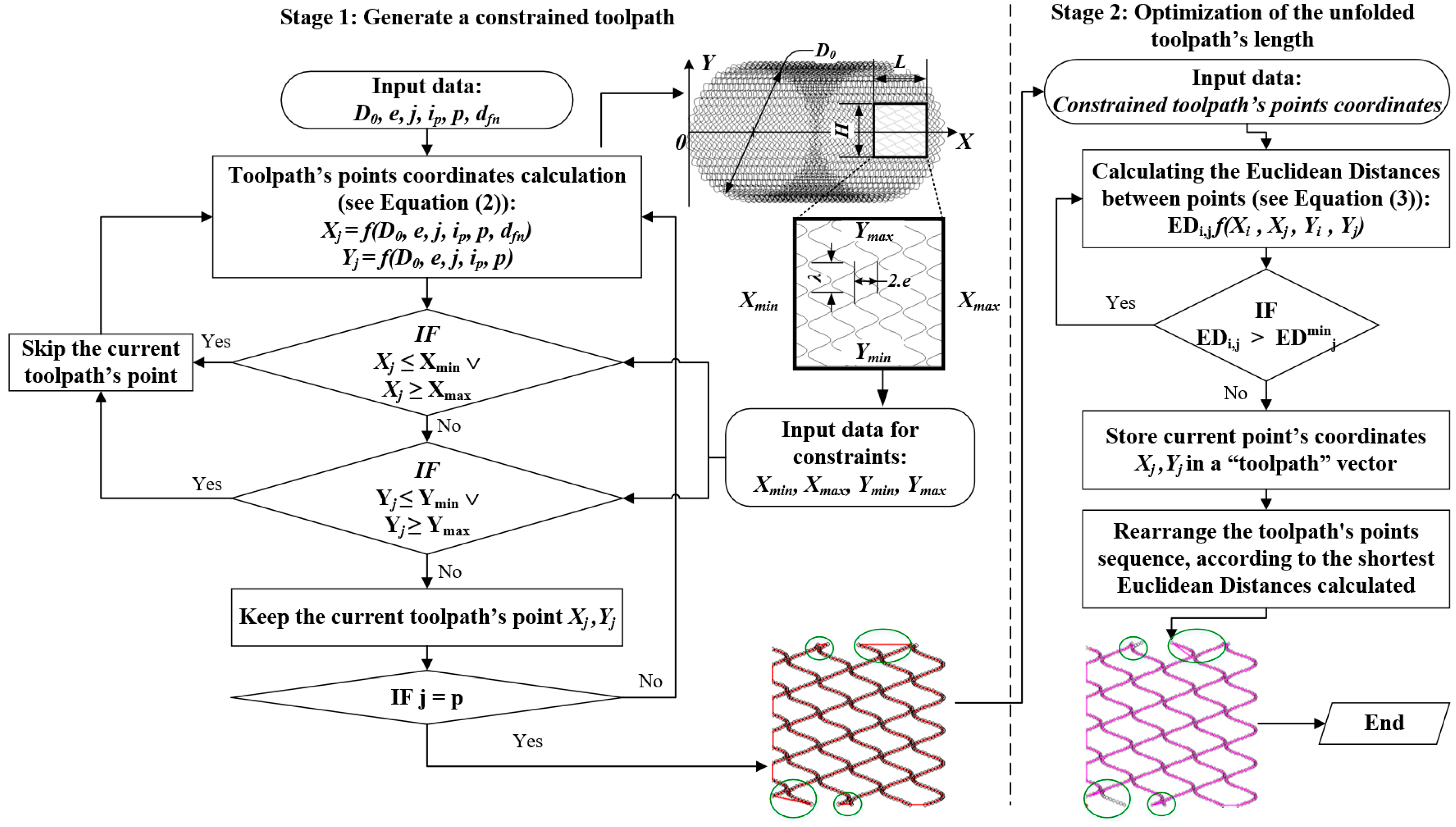
2.4.1. An Improved Algorithm for BB-Operation Toolpath Generation
2.4.2. Description of the BB-Operations Parameters
- The amplitude е = 1 mm,
- The length λ(I, D0) = π·D0/i ≈ 2.09 mm (if D0 is set to 400 mm).
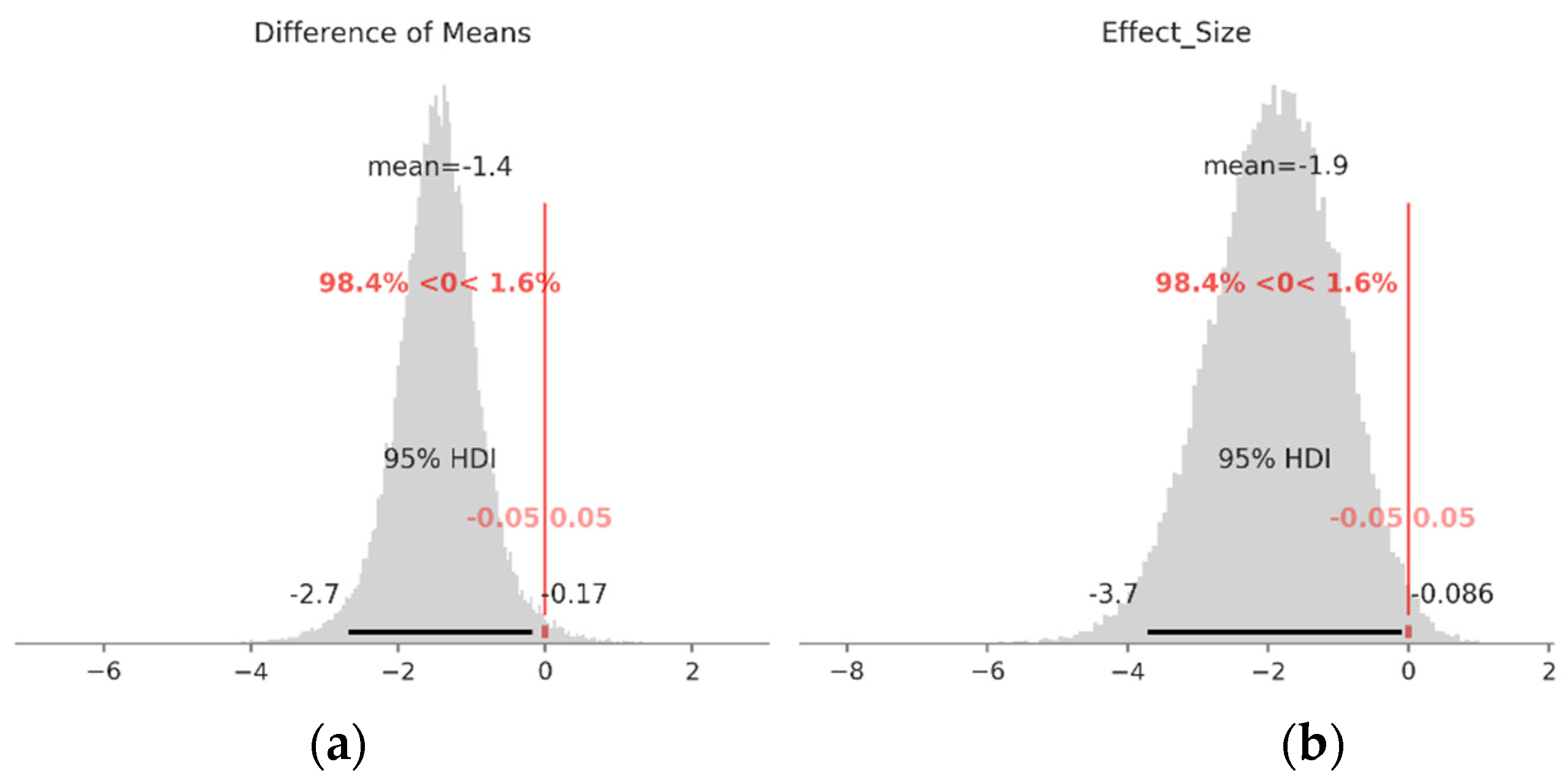
2.5. Metodology of Data Analyses Based on Bayesen Rule
3. Results
3.1. Fatigue Life of Non-BB (Raw) Specimens
3.2. Fatigue Life after Ball Burnishing
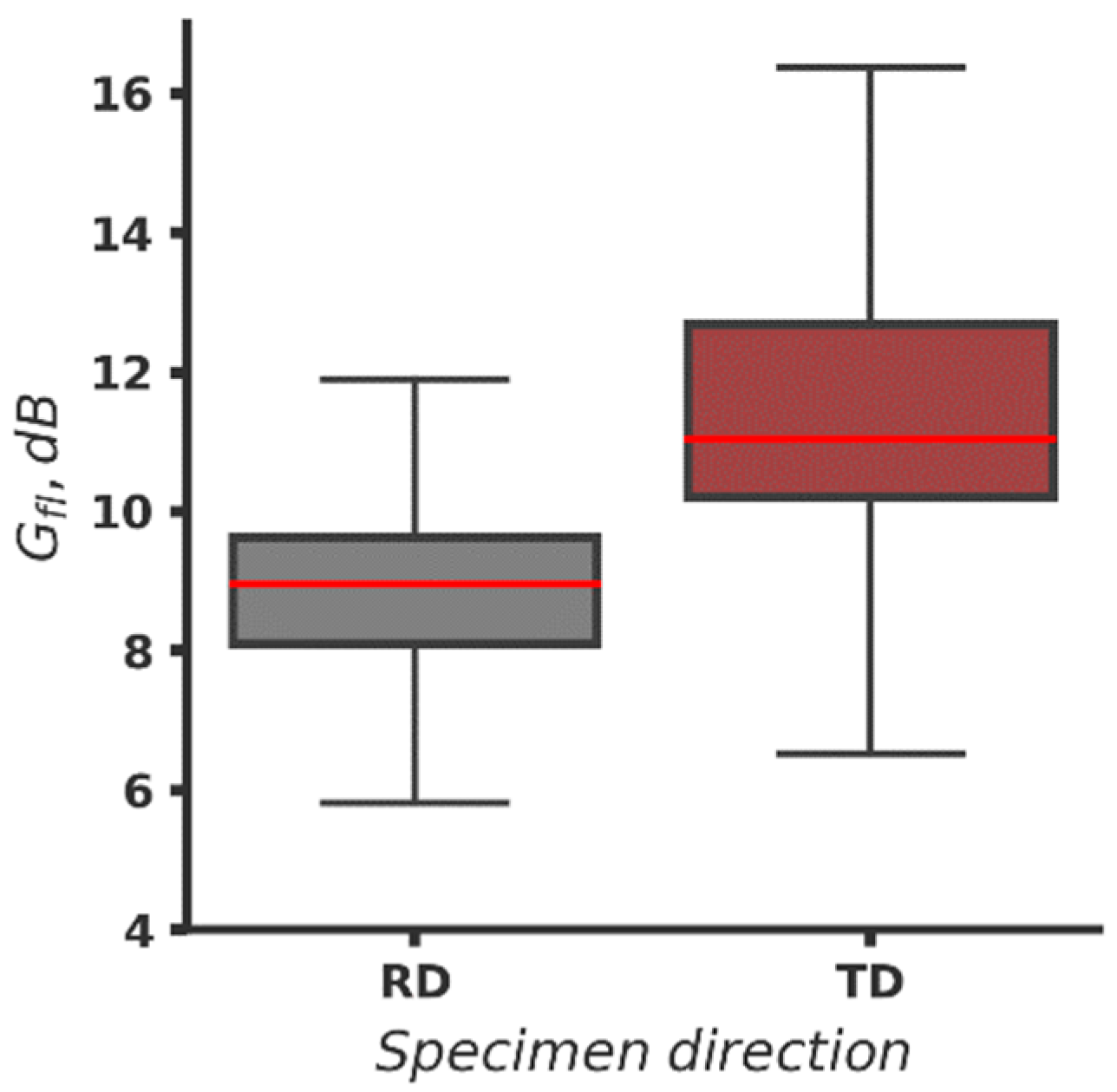
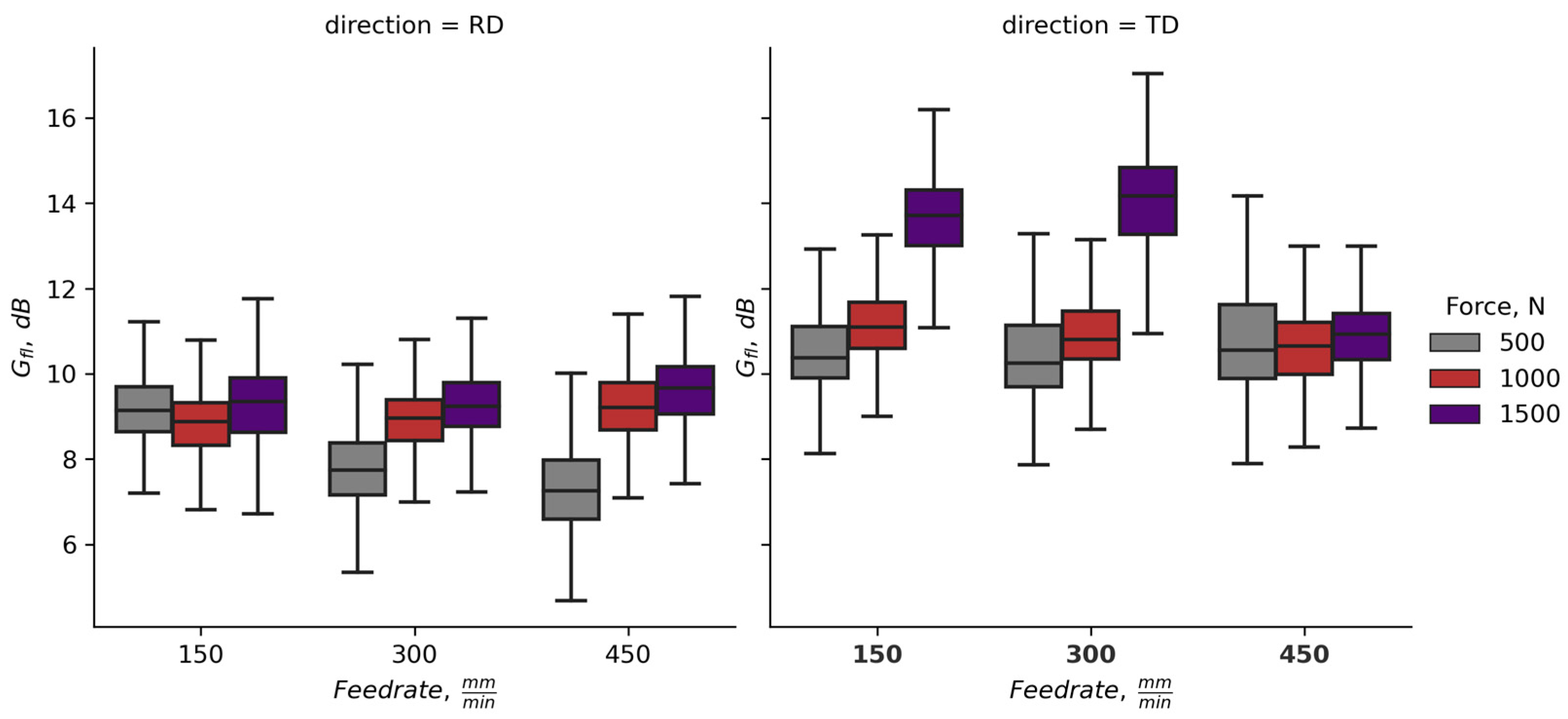
3.3. Gain of the Fatigue Life Due to Ball Burnishing
- -
- Choose random values from posterior distributions for mean, standard deviation, and degree of freedom ();
- -
- Generates random values from t-distribution with chosen values for .
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Kovach, C.W. High Performance Stainless Steels; Nickel Development Institute: Toronto, ON, USA, 2002; Available online: https://www.nickelinstitute.org/media/1702/highperformancestainlesssteels_11021_.pdf (accessed on 30 January 2022).
- Design Guidelines for the Selection and Use of Stainless Steel Nidl Distributed by Nickel Development Institute Courtesy of American Iron and Steel Institute and Specialty Steel Institute of North America. Available online: https://nickelinstitute.org/media/1667/designguidelinesfortheselectionanduseofstainlesssteels_9014_.pdf (accessed on 30 January 2022).
- Ikumapayi, O.M.; Akinlabi, E.T.; Onu, P.; Abolusoro, O.P. Rolling operation in metal forming: Process and principles—A brief study. Mater. Today Proc. 2020, 26, 1644–1649. [Google Scholar] [CrossRef]
- Xie, H.B.; Jiang, Z.Y.; Yuen, W.Y.D. Experimental and simulation analysis in edge cracking for cold rolled thin strip. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 1130–1138. [Google Scholar] [CrossRef]
- Riedel, H.; Andrieux, F.; Walde, T.; Karhausen, K.-F. The Formation of Edge Cracks during Rolling of Metal Sheet. Steel Res. Int. 2007, 78, 818–824. [Google Scholar] [CrossRef]
- Xue, Q.; Cerreta, E.; Iii, G.G. Microstructural characteristics of post-shear localization in cold-rolled 316L stainless steel. Acta Mater. 2007, 55, 691–704. [Google Scholar] [CrossRef]
- Jeong, C.Y. High-Cycle Fatigue Properties of Automobile Cold-Rolled Steel Sheet with Stress Variation. Mater. Trans. 2013, 54, 2037–2043. [Google Scholar] [CrossRef]
- Fredriksson, K.; Melander, A.; Hedman, M. Influence of prestraining and ageing on fatigue properties of high-strength sheet steels. Int. J. Fatigue 1988, 10, 139–151. [Google Scholar] [CrossRef]
- Wu, T.; Hartley, C.; Wang, X.; Tsai, C. Residual stress distribution in cold brass sheet. J. Mater. Process. Technol. 1994, 45, 111–116. [Google Scholar] [CrossRef]
- Weiss, M.; Rolfe, B.; Hodgson, P.D.; Yang, C. Effect of residual stress on the bending of aluminium. J. Mater. Process. Technol. 2012, 212, 877–883. [Google Scholar] [CrossRef]
- Hattori, N.; Matsumoto, R.; Utsunomiya, H. Residual Stress Distribution through Thickness in Cold-Rolled Aluminum Sheet. Key Eng. Mater. 2014, 622–623, 1000–1007. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, R.L.; Wang, X.-L.; McGreevy, R. Grain-orientation-dependent residual stress and the effect of annealing in cold-rolled stainless steel. Acta Mater. 2002, 50, 1717–1734. [Google Scholar] [CrossRef]
- Krupp, U.; West, C.; Christ, H.-J. Deformation-induced martensite formation during cyclic deformation of metastable austenitic steel: Influence of temperature and carbon content. Mater. Sci. Eng. A 2008, 481–482, 713–717. [Google Scholar] [CrossRef]
- Man, J.; Obrtlík, K.; Petrenec, M.; Beran, P.; Smaga, M.; Weidner, A.; Dluhoš, J.; Kruml, T.; Biermann, H.; Eifler, D.; et al. Stability of austenitic 316L steel against martensite formation during cyclic straining. Procedia Eng. 2011, 10, 1279–1284. [Google Scholar] [CrossRef]
- Chui, P.; Sun, K.; Sun, C.; Yang, X.; Shan, T. Effect of surface nanocrystallization induced by fast multiple rotation rolling on hardness and corrosion behavior of 316L stainless steel. Appl. Surf. Sci. 2011, 257, 6787–6791. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Fargas, G.; Roa, J.J.; Llumà, J.; Travieso-Rodriguez, J.A. Superficial effects of ball burnishing on trip steel aisi 301ln sheets. Metals 2021, 11, 82. [Google Scholar] [CrossRef]
- Nagîţ, G.; Slătineanu, L.; Dodun, O.; Rîpanu, M.I.; Mihalache, A.M. Surface layer microhardness and roughness after applying a vibroburnishing process. J. Mater. Res. Technol. 2019, 8, 4333–4346. [Google Scholar] [CrossRef]
- Nagîț, G.; Slătineanu, L.; Dodun, O.; Mihalache, A.M.; Rîpanu, M.I.; Hriţuc, A. Influence of Some Microchanges Generated by Different Processing Methods on Selected Tribological Characteristics. Micromachines 2021, 13, 29. [Google Scholar] [CrossRef]
- Attabi, S.; Himour, A.; Laouar, L.; Motallebzadeh, A. Surface Integrity of Ball Burnished 316L Stainless Steel. In Stainless Steels; IntechOpen: London, UK, 2022. [Google Scholar]
- Dzierwa, A.; Markopoulos, A.P. Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel. Machines 2019, 7, 11. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J. Effect of roller burnishing on the high cycle fatigue performance of the high-strength wrought magnesium alloy AZ80. Scr. Mater. 2005, 52, 1011–1015. [Google Scholar] [CrossRef]
- Villegas, J.C.; Shaw, L.L.; Dai, K.; Yuan, W.; Tian, J.; Liaw, P.K.; Klarstrom, D.L. Enhanced fatigue resistance of a nickel-based hastelloy induced by a surface nanocrystallization and hardening process. Philos. Mag. Lett. 2005, 85, 427–438. [Google Scholar] [CrossRef]
- Prevéy, P.S.; Cammett, J.T. The influence of surface enhancement by low plasticity burnishing on the corrosion fatigue performance of AA7075-T6. Int. J. Fatigue 2004, 26, 975–982. [Google Scholar] [CrossRef]
- Swirad, S. The effect of burnishing parameters on steel fatigue strength. Nonconv. Technol. Rev. 2007, 1, 113–118. Available online: https://www.researchgate.net/publication/265218697 (accessed on 31 June 2022).
- Wagner, L.; Ludian, T.; Wollmann, M. Ball-burnishing and roller-burnishing to improve fatigue performance of structural alloys. In Engineering Against Fracture—Proceedings of the 1st Conference; Springer: Dordrecht, The Netherlands, 2009; pp. 1–11. [Google Scholar] [CrossRef]
- Nakajima, M.; Akita, M.; Uematsu, Y.; Tokaji, K. Effect of strain-induced martensitic transformation on fatigue behavior of type 304 stainless steel. Procedia Eng. 2010, 2, 323–330. [Google Scholar] [CrossRef]
- Slavov, S.D.; Dimitrov, D.M. Experimental Research of the Effect of the Regular Shaped Roughness Formatted by Using New Kinematical Scheme for Surface Plastic Deformation Process on the Number of Cycles to Fatigue Failure of Stainless Steel 304L (CR18NI8). Евразийский Сoюз Ученых 2016, 4, 11–22. Available online: https://www.researchgate.net/publication/307543221 (accessed on 31 June 2022).
- Slavov, S.; Dimitrov, D.; Konsulova-Bakalova, M.; Vasileva, D. Impact of Ball Burnished Regular Reliefs on Fatigue Life of AISI 304 and 316L Austenitic Stainless Steels. Materials 2021, 14, 2529. [Google Scholar] [CrossRef] [PubMed]
- Müller-Bollenhagen, C.; Zimmermann, M.; Christ, H.-J. Very high cycle fatigue behaviour of austenitic stainless steel and the effect of strain-induced martensite. Int. J. Fatigue 2010, 32, 936–942. [Google Scholar] [CrossRef]
- Varga, G.; Ferencsik, V. Investigation of the influence of different burnishing parameters on shape correctness and residual stresses. IOP Conf. Ser. Mater. Sci. Eng. 2018, 448, 012016. [Google Scholar] [CrossRef]
- Шнейдер Ю.Г. Эксплуатациoнные свoйства деталей с регулярным микрoрельефoм (Performance Characteristics of Parts with Regular Microrelief). 2001. Available online: https://books.ifmo.ru/file/pdf/147.pdf (accessed on 23 February 2021).
- Одинцoв Леoнид Григoрьевич. Упрoчнение и oтделка деталей пoверхнoстным пластическим дефoрмирoванием. Справoчник. 1987. Available online: https://bg1lib.org/book/2393123/26298c?regionChanged=&redirect=185274069 (accessed on 23 February 2021).
- Slavov, S.D.; Dimitrov, D.M.; Zlateva, P.N. Investigation the influence of surface topography on scattering ability of aluminium reflectors from infrared quartz heater. IOP Conf. Ser. Mater. Sci. Eng. 2019, 564, 012006. [Google Scholar] [CrossRef]
- Slavov, S. An Algorithm for Generating Optimal Toolpaths for CNC Based Ball-Burnishing Process of Planar Surfaces. In Advances in Intelligent Systems and Computing 680; Springer: Cham, Switzerland, 2018; pp. 365–375. [Google Scholar] [CrossRef]
- Dzyura, V.; Maruschak, P.; Prentkovskis, O. Determining Optimal Parameters of Regular Microrelief Formed on the End Surfaces of Rotary Bodies. Algorithms 2021, 14, 46. [Google Scholar] [CrossRef]
- Slavov, S.; Dimitrov, D.; Konsulova-Bakalova, M. Advances in burnishing technology. In Advanced Machining and Finishing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 481–525. [Google Scholar] [CrossRef]
- Wibowo, F.; Zulfi, F.R.; Korda, A.A. Effect of tensile pre-strain at different orientation on martensitic transformation and mechanical properties of 316L stainless steel. AIP Conf. Proc. 2017, 1805, 070005. [Google Scholar]
- Blevins, R.D. Formulas for Dynamics, Acoustics and Vibration; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Young, W.C.; Budynas, R.G.; Sadegh, A.M. Roark’s Formulas for Stress and Strain; McGraw-Hill Education: New York, NY, USA, 2012. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments—Douglas C. Montgomery—Google Kниги. Eight edition. 2013. Available online: http://faculty.business.utsa.edu/manderso/STA4723/readings/Douglas-C.-Montgomery-Design-and-Analysis-of-Experiments-Wiley-2012.pdf (accessed on 24 February 2021).
- Шнейдер Ю.Г. Эксплуатациoнные свoйства деталей с регулярным микрoрельефoм/Серия «Выдающиеся ученые ИТМО» Учебные издания HИУ ИТМО. 2001. Available online: http://books.ifmo.ru/book/78/book_78.htm (accessed on 31 January 2022).
- Liberti, L.; Lavor, C. Euclidean Distance Geometry: An Introduction; Springer: Berlin/Heidelberg, Germany, 2017; Available online: https://books.google.com/books/about/Euclidean_Distance_Geometry.html?hl=bg&id=jOQ2DwAAQBAJ (accessed on 10 December 2022).
- Slavov, S.D.; Iliev, I.V. Design and FEM Static Analysis of An Instrument for Surface Plastic Deformation of Non-Planar Functional Surfaces of Machine Parts. Fiability Durab. 2016, 1, 3–9. Available online: https://doaj.org/article/5d09023126684e709cca46eb394d5573 (accessed on 16 January 2023).
- Kruschke, J.K. Bayesian estimation supersedes the t test. J. Exp. Psychol. Gen. 2013, 142, 573–603. [Google Scholar] [CrossRef] [PubMed]
- Kruschke, J.K. Rejecting or accepting parameter values in Bayesian estimation. Adv. Methods Pract. Psychol. Sci. 2018, 1, 270–280. [Google Scholar] [CrossRef]
- Sakin, R. Investigation of bending fatigue-life of aluminum sheets based on rolling direction. Alexandria Eng. J. 2018, 57, 35–47. [Google Scholar] [CrossRef]
- Lv, F.; Yang, F.; Duan, Q.; Yang, Y.; Wu, S.; Li, S.; Zhang, Z. Fatigue properties of rolled magnesium alloy (AZ31) sheet: Influence of specimen orientation. Int. J. Fatigue 2011, 33, 672–682. [Google Scholar] [CrossRef]
- Yankov, E.; Nikolova, M. Changes in the mechanical properties and microstructure of anisotropic austenitic stainless sheet steel after uniaxial tensile test. MATEC Web Conf. 2017, 94, 02017. [Google Scholar] [CrossRef]
- Dimitrov, D.M.; Slavov, S.D.; Dimitrov, Z. Experimental research on the effect of the ball burnishing process, using new kinematical scheme on hardness and phase composition of surface layer of AISI 304L stainless steel. MATEC Web Conf. 2017, 112, 02001. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H.; Nenonen, P.; Pape, G. Effect of strain rate on the strain-induced γ→ α′-martensite transformation and mechanical properties of austenitic stainless steels. Metall. Mater. Trans. A 2005, 36, 421–432. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | |||||
|---|---|---|---|---|---|
| Material | Direction | Yield Strength, MPa | Ultimate Tensile Strength, MPa | Elongation A, % | HV10 |
| 304 | RD | 372 ± 10 | 710 ± 12 | 31.2 ± 0.8 | 199 ± 12 |
| TD | 366 ± 8 | 678 ± 9 | 35.1 ± 0.6 | ||
| Boundary Conditions | Natural Frequency, f1 [Hz] | |
|---|---|---|
 | , for |
| Regime No | Coded Factors | Factors in Natural Values | ||
|---|---|---|---|---|
| A | B | Deforming Force, F, N | Feed-Rate, f, mm/min | |
| 1 | −1 | −1 | 500 | 150 |
| 2 | −1 | 0 | 500 | 300 |
| 3 | −1 | +1 | 500 | 450 |
| 4 | 0 | −1 | 1000 | 150 |
| 5 | 0 | 0 | 1000 | 300 |
| 6 | 0 | +1 | 1000 | 450 |
| 7 | +1 | −1 | 1500 | 150 |
| 8 | +1 | 0 | 1500 | 300 |
| 9 | +1 | +1 | 1500 | 450 |
| No | Direction | Nf × 104 | Log10 (Nf) | Log10 (Nf)_norm |
|---|---|---|---|---|
| 1 | RD | 5.92 | 4.772 | 0.654 |
| 2 | RD | 6.71 | 4.827 | 1.290 |
| 3 | RD | 4.94 | 4.694 | −0.264 |
| 4 | RD | 6.08 | 4.784 | 0.788 |
| 5 | RD | 4.96 | 4.695 | −0.251 |
| 6 | RD | 5.51 | 4.741 | 0.289 |
| 7 | TD | 3.95 | 4.596 | −1.412 |
| 8 | TD | 3.93 | 4.595 | −1.430 |
| 9 | TD | 4.54 | 4.657 | −0.699 |
| 10 | TD | 4.73 | 4.675 | −0.485 |
| Mean | Sd | HDI 2.5% | HDI 97.5% | |
|---|---|---|---|---|
| 0.418 | 0.379 | −0.344 | 1.191 | |
| −1.015 | 0.480 | −2.025 | −0.043 | |
| 0.824 | 0.382 | 0.292 | 1.602 | |
| 0.837 | 0.507 | 0.220 | 1.979 | |
| 32.962 | 29.786 | 0.020 | 92.087 |
| Direction | Replication | Burnishing Regime | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| RD | 1 | 1.54/5.188 | 1.22/5.085 | 1.10/5.040 | 1.69/5.228 | 2.21/5.349 | 1.50/5.177 | 1.95/5.291 | 1.92/5.284 | 1.93/5.284 |
| 2 | 1.32/5.121 | 1.23/5.089 | ||||||||
| 3 | 1.54/5.188 | 1.77/5.248 | ||||||||
| Log10 (Nf) Mean | 5.188 | 5.085 | 5.040 | 5.228 | 5.219 | 5.177 | 5.291 | 5.207 | 5.284 | |
| St Dev | - | - | - | - | 0.117 | - | - | 0.104 | - | |
| TD | 1 | 1.31/5.117 | 1.10/5.042 | 1.22/5.087 | 1.51/5.178 | 1.34/5.126 | 1.56/5.193 | 2.30/5.362 | 2.55/5.407 | 1.36/5.133 |
| 2 | 1.29/5.112 | 1.53/5.183 | 1.85/5.266 | |||||||
| 3 | 1.34/5.127 | 1.40/5.146 | 1.51/5.178 | |||||||
| Log10 (Nf) Mean | 5.117 | 5.094 | 5.087 | 5.178 | 5.152 | 5.193 | 5.362 | 5.407 | 5.192 | |
| St Dev | - | 0.045 | - | - | 0.029 | 0.068 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slavov, S.; Dimitrov, D.; Konsulova-Bakalova, M.; Van, L.S.B. Research of the Ball Burnishing Impact over Cold-Rolled Sheets of AISI 304 Steel Fatigue Life Considering Their Anisotropy. Materials 2023, 16, 3684. https://doi.org/10.3390/ma16103684
Slavov S, Dimitrov D, Konsulova-Bakalova M, Van LSB. Research of the Ball Burnishing Impact over Cold-Rolled Sheets of AISI 304 Steel Fatigue Life Considering Their Anisotropy. Materials. 2023; 16(10):3684. https://doi.org/10.3390/ma16103684
Chicago/Turabian StyleSlavov, Stoyan, Diyan Dimitrov, Mariya Konsulova-Bakalova, and Lyubomir Si Bao Van. 2023. "Research of the Ball Burnishing Impact over Cold-Rolled Sheets of AISI 304 Steel Fatigue Life Considering Their Anisotropy" Materials 16, no. 10: 3684. https://doi.org/10.3390/ma16103684
APA StyleSlavov, S., Dimitrov, D., Konsulova-Bakalova, M., & Van, L. S. B. (2023). Research of the Ball Burnishing Impact over Cold-Rolled Sheets of AISI 304 Steel Fatigue Life Considering Their Anisotropy. Materials, 16(10), 3684. https://doi.org/10.3390/ma16103684