
Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling


Abstract
1. Introduction
2. Principle of Linear Compensation and Layered Strategy
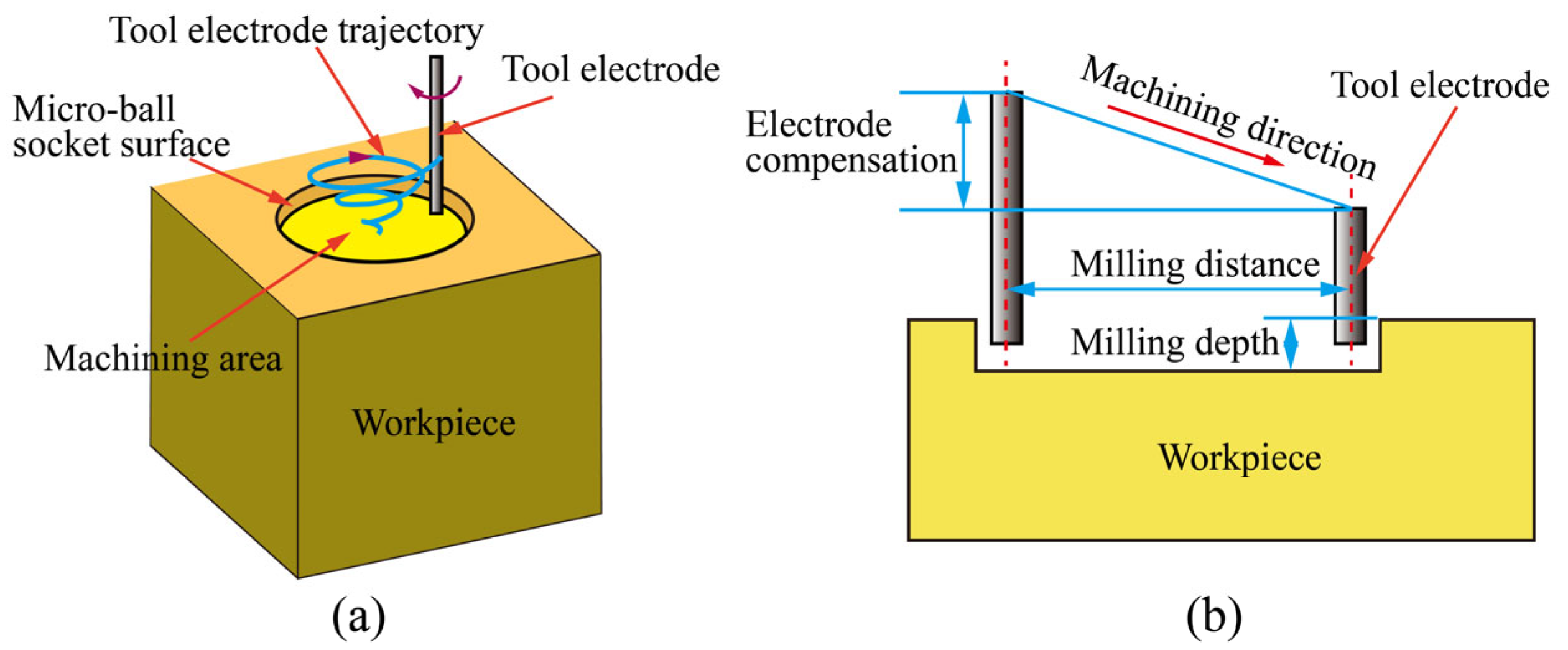
2.1. Linear Compensation of Tool Electrode
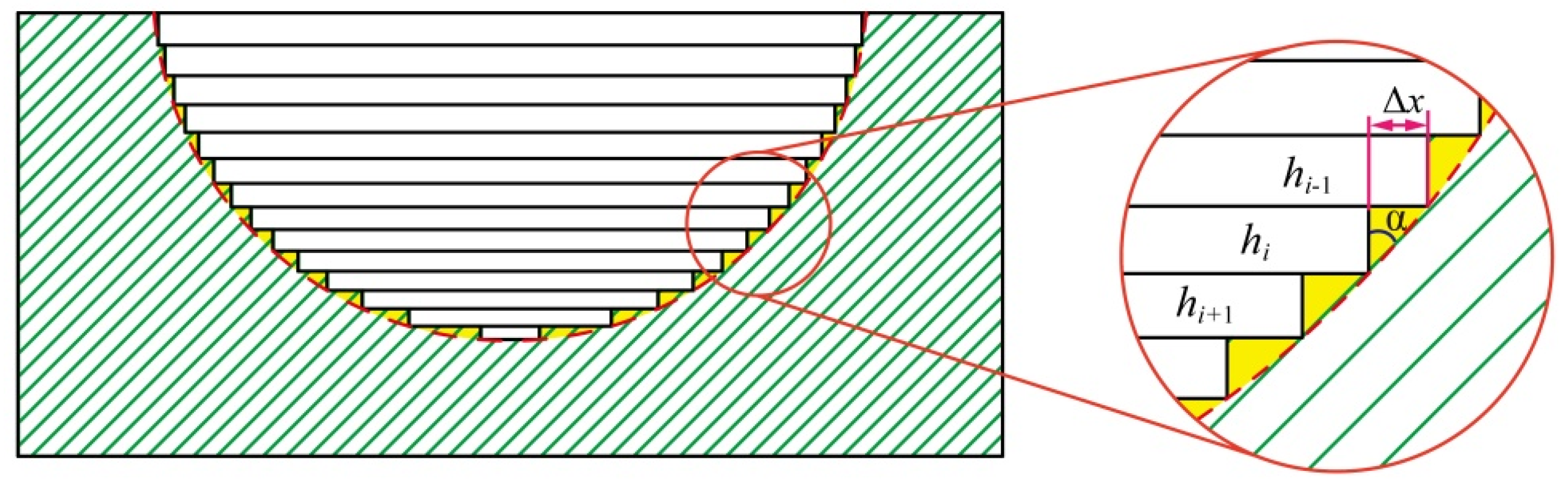
2.2. Layered Strategy of Micro-Ball Sockets
3. Experimental Details
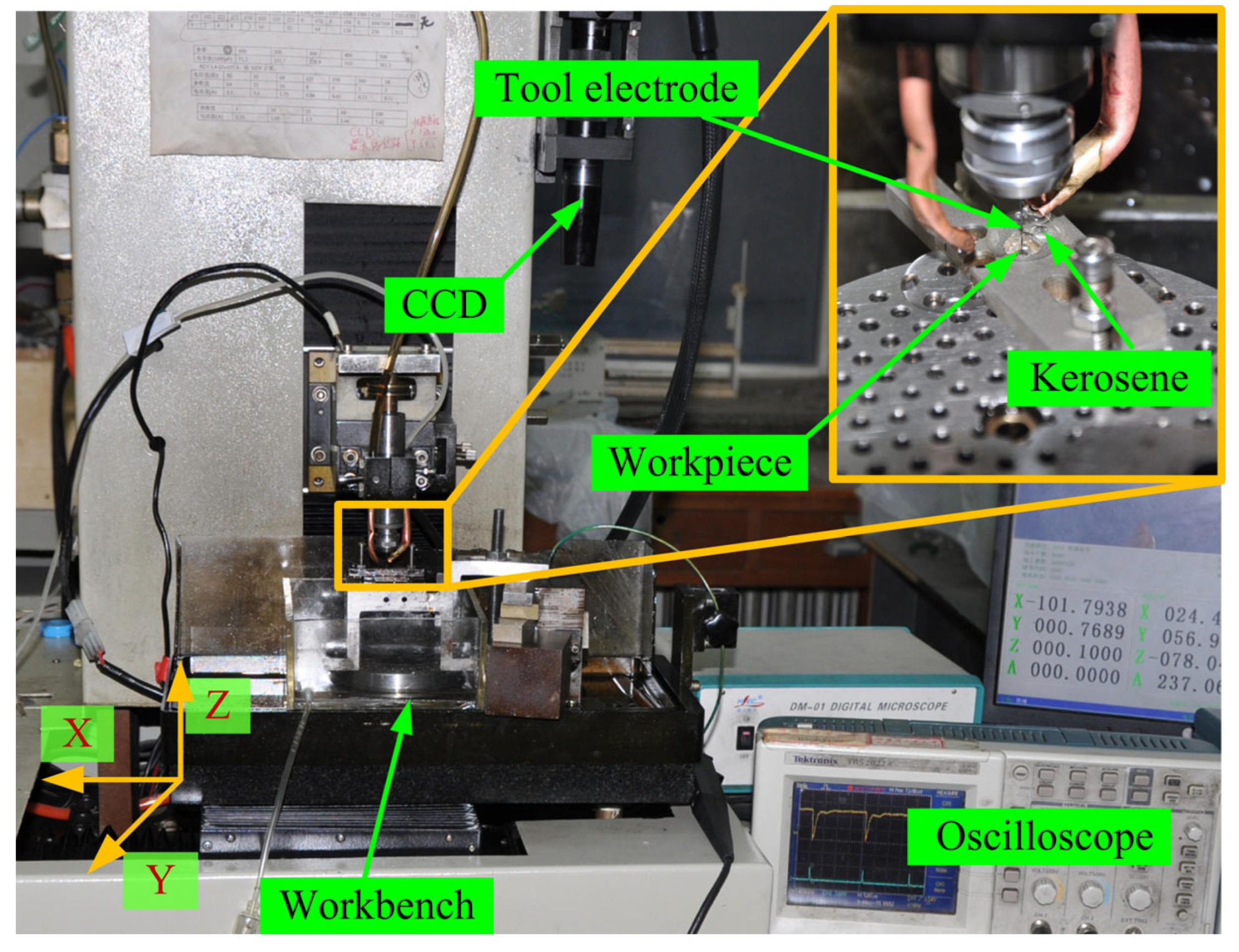
3.1. Machine Facilities
3.2. Machining Conditions
3.3. Characterization
4. Results and Discussion
4.1. Effect of Layered Strategy on Machining Error
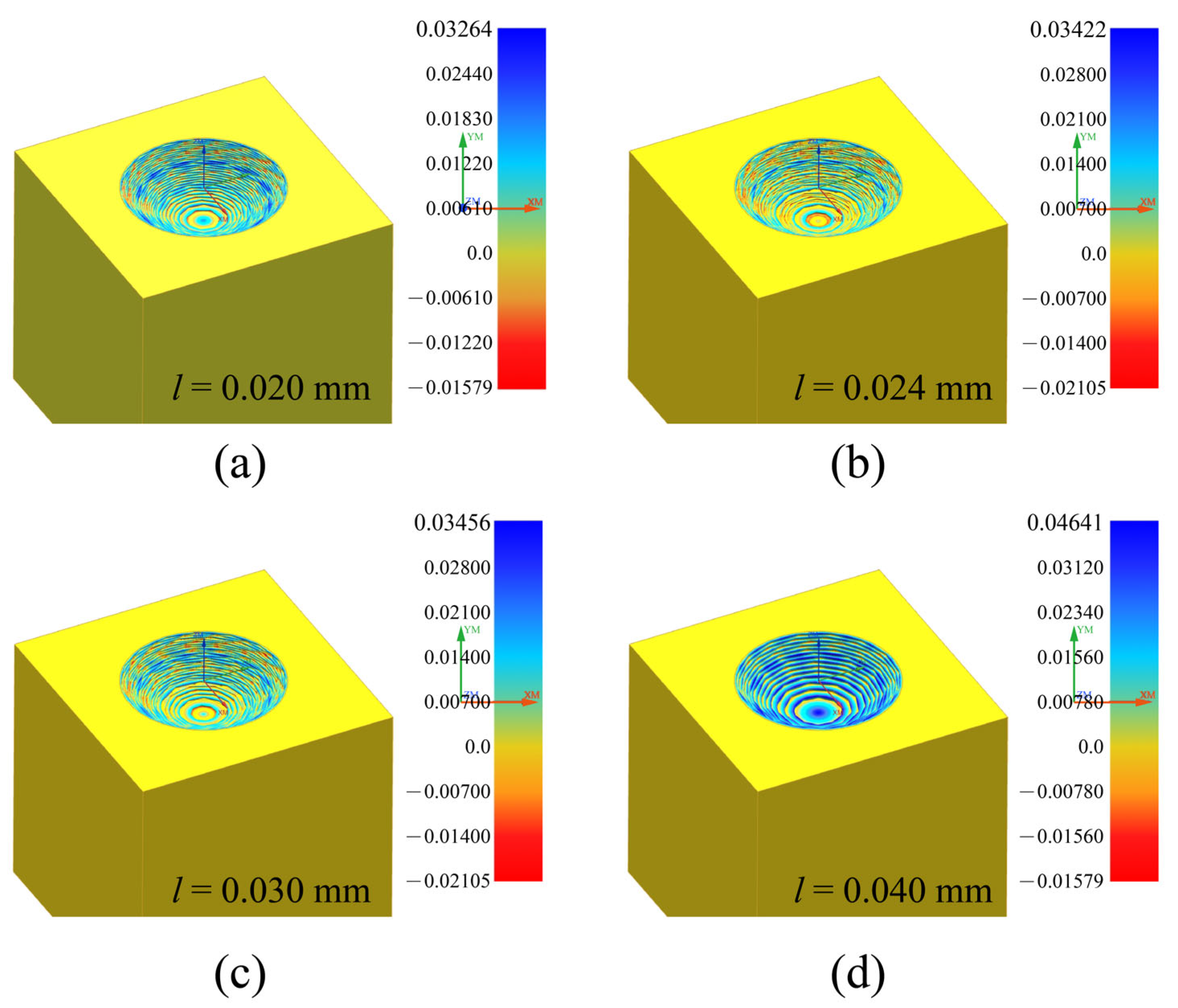
4.2. Milling Path Generation and Machining Error Simulation
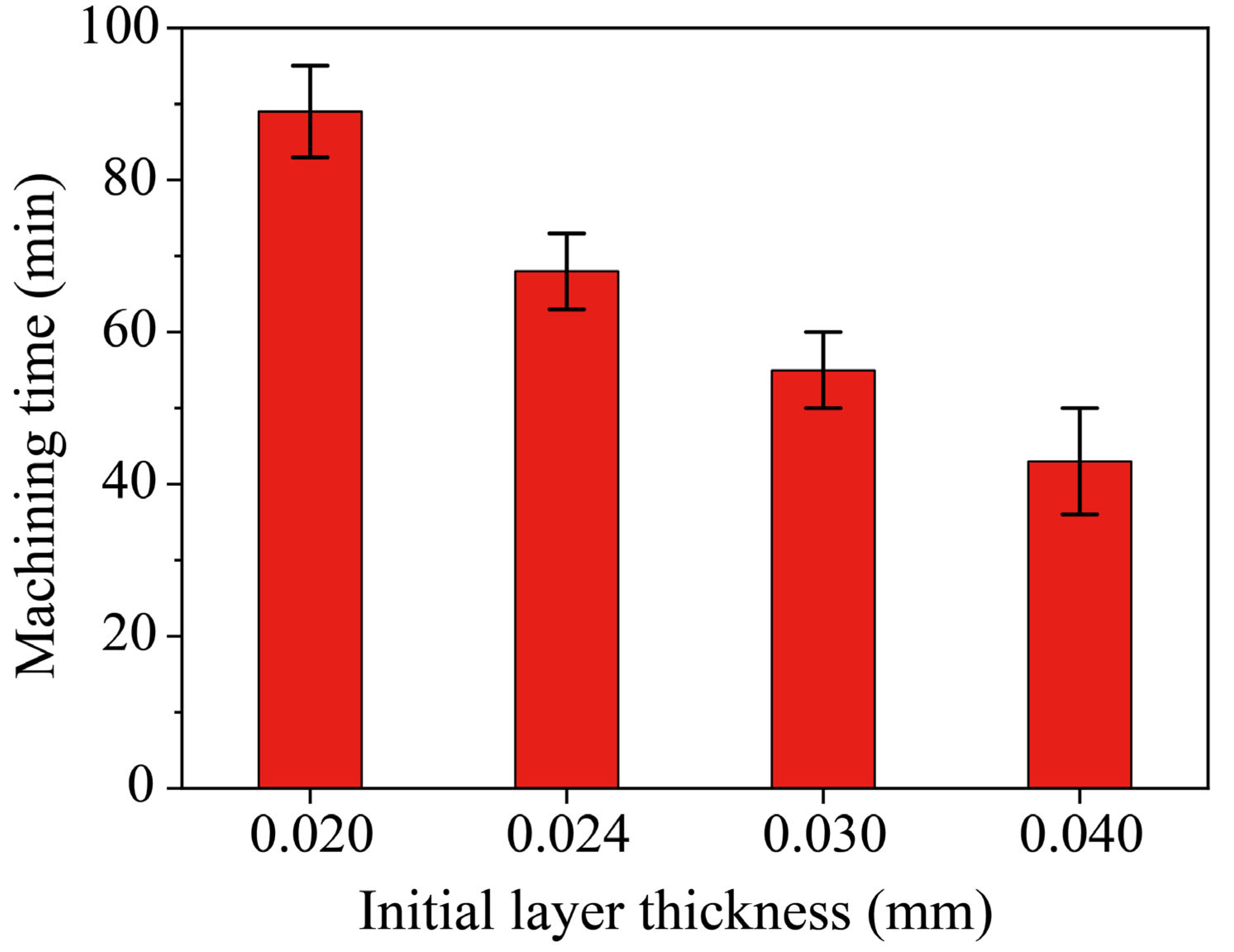
4.3. Effect of Different Initial Thicknesses on Machining Time
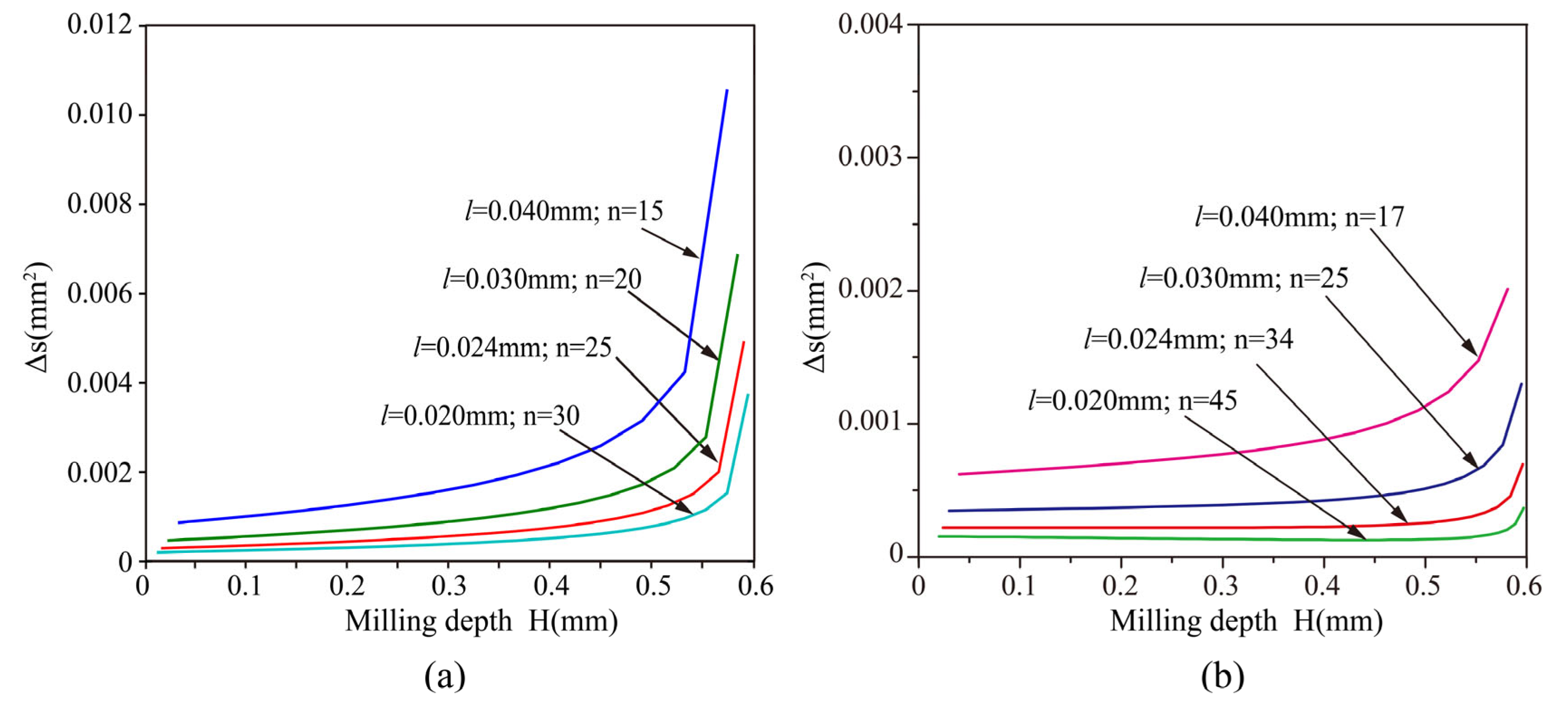
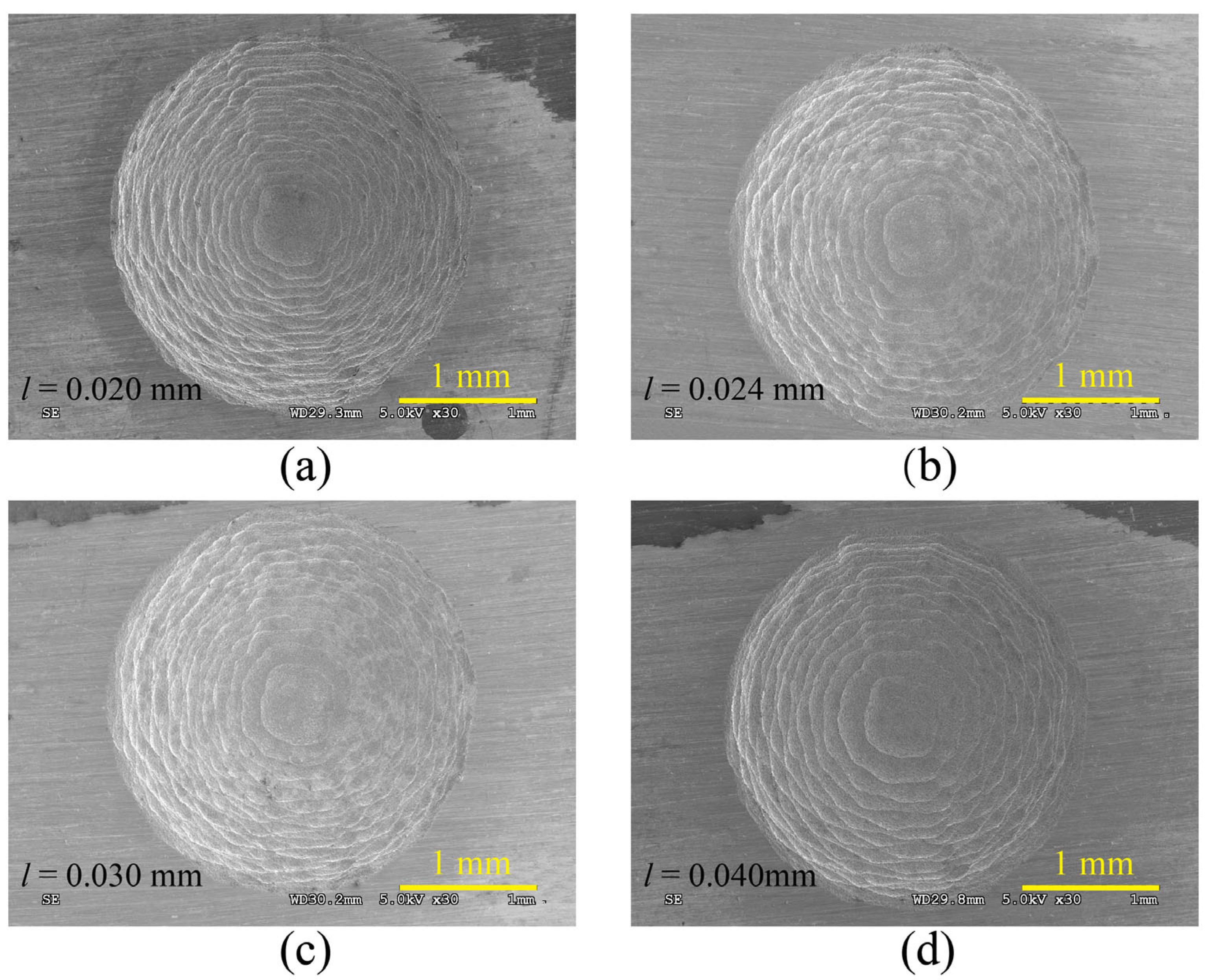
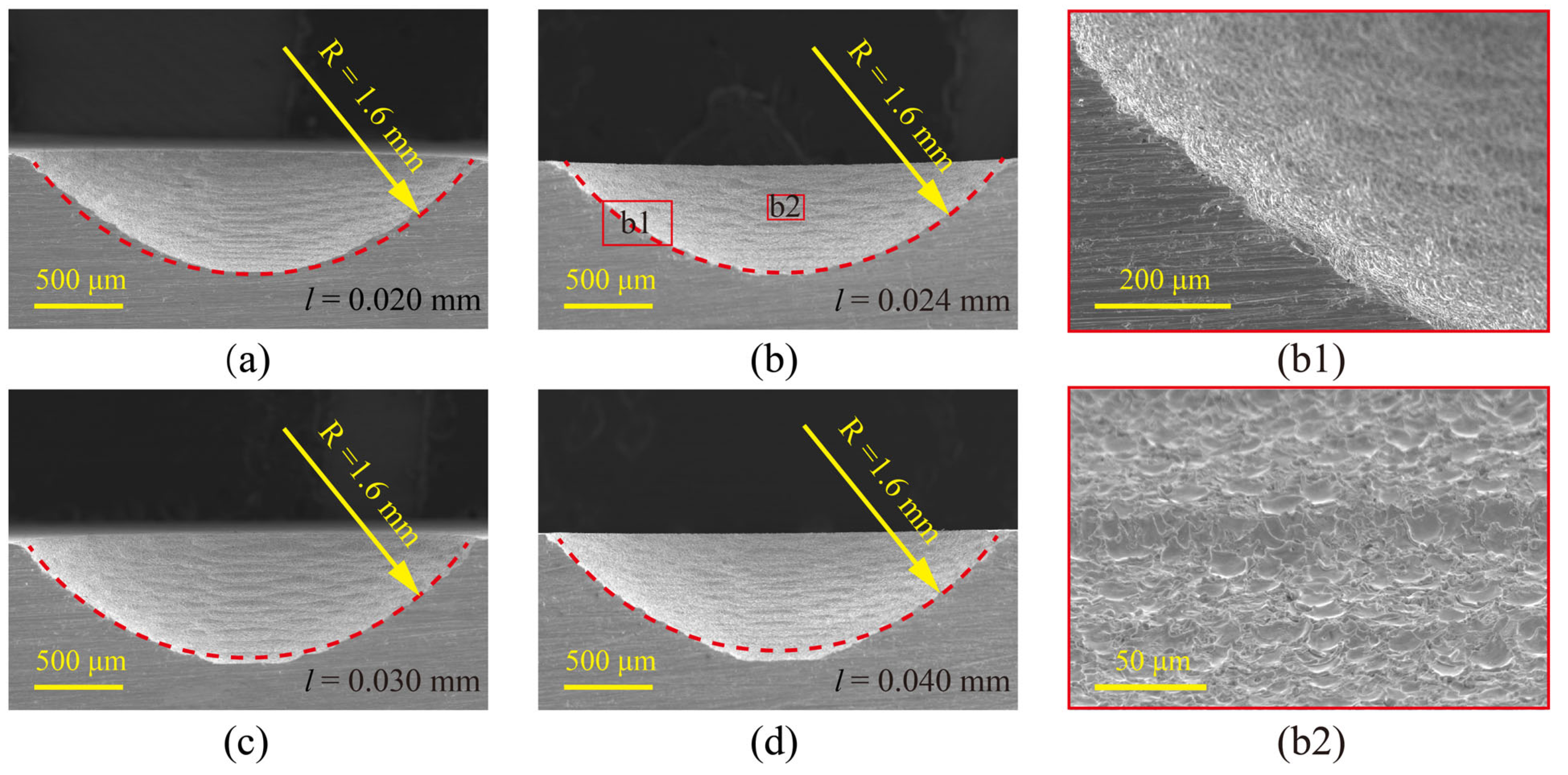
4.4. Effect of Different Initial Thicknesses on Shape Precision
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Larkin, K.; Ghommem, M.; Serrano, M.; Abdelkefi, A. A review on vibrating beam-based micro/nano-gyroscopes. Microsyst. Technol. 2021, 27, 4157–4181. [Google Scholar] [CrossRef]
- Vu, H.-S.; Nguyen, Q.D.; Huang, S.-C. Robust observer based on fixed-time sliding mode control of position/velocity for a TS fuzzy MEMS gyroscope. IEEE Access 2021, 9, 96390–96403. [Google Scholar] [CrossRef]
- Cao, H.; Liu, Y.; Kou, Z.; Zhang, Y.; Shao, X.; Gao, J.; Huang, K.; Shi, Y.; Tang, J.; Shen, C. Design, fabrication and experiment of double U-beam MEMS vibration ring gyroscope. Micromachines 2019, 10, 186. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Cao, R.; Li, C.; Dean, R.N. Concepts, roadmaps and challenges of ovenized MEMS gyroscopes: A review. IEEE Sens. J. 2020, 21, 92–119. [Google Scholar] [CrossRef]
- Berto, F.; Lazzarin, P.; Gallo, P. High-temperature fatigue strength of a copper–cobalt–beryllium alloy. J. Strain Anal. Eng. 2014, 49, 244–256. [Google Scholar] [CrossRef]
- Dong, S.; Wang, Z.; Wang, Y. Micro-EDM drilling of high aspect ratio micro-holes and in situ surface improvement in C17200 beryllium copper alloy. J. Alloys Compd. 2017, 727, 1157–1164. [Google Scholar] [CrossRef]
- Ali, M.Y. Fabrication of microfluidic channel using micro end milling and micro electrical discharge milling. Int. J. Mech.Mater. Eng. 2009, 4, 93–97. [Google Scholar]
- Sharma, A.; Joshi, S.S.; Datta, D.; Balasubramaniam, R. Modeling and analysis of tool wear mechanisms in diamond turning of copper beryllium alloy. J. Manuf. Process 2020, 56, 439–450. [Google Scholar] [CrossRef]
- Hung, N.; Zhong, Z.; Lee, K.; Chai, C. Precision grinding and facing of copper-beryllium alloys. Precis. Eng. 1999, 23, 293–304. [Google Scholar] [CrossRef]
- Sharma, A.; Joshi, S.S.; Datta, D.; Balasubramaniam, R. Investigation of tool and workpiece interaction on surface quality while diamond turning of copper beryllium alloy. J. Manuf. Sci.Eng. 2020, 142, 021011. [Google Scholar] [CrossRef]
- Sharma, A.; Datta, D.; Balasubramaniam, R. An investigation of tool and hard particle interaction in nanoscale cutting of copper beryllium. Comput. Mater. Sci. 2018, 145, 208–223. [Google Scholar] [CrossRef]
- Banu, A.; Ali, M.Y. Electrical discharge machining (EDM): A review. Int. J. Eng. Mater. Manuf. 2016, 1, 3–10. [Google Scholar] [CrossRef]
- Al-Amin, M.; Abdul Rani, A.M.; Abdu Aliyu, A.A.; Abdul Razak, M.A.H.; Hastuty, S.; Bryant, M.G. Powder mixed-EDM for potential biomedical applications: A critical review. Mater. Manuf. Process. 2020, 35, 1789–1811. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—Recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Maity, K.; Choubey, M. A review on vibration-assisted EDM, micro-EDM and WEDM. Surf. Rev. Lett. 2019, 26, 1830008. [Google Scholar] [CrossRef]
- Barman, S.; Puri, A.B. Surface texture and elemental characterization of high aspect ratio blind micro holes on different materials in micro EDM. Procedia Mater. Sci. 2014, 6, 304–309. [Google Scholar] [CrossRef]
- Hyacinth Suganthi, X.; Natarajan, U.; Ramasubbu, N. A review of accuracy enhancement in microdrilling operations. Int. J. Adv. Manuf. Technol. 2015, 81, 199–217. [Google Scholar] [CrossRef]
- Zhang, L.; Du, J.; Zhuang, X.; Wang, Z.; Pei, J. Geometric prediction of conic tool in micro-EDM milling with fix-length compensation using simulation. Int. J. Mach. Tool Manu. 2015, 89, 86–94. [Google Scholar] [CrossRef]
- Chiou, A.-H.; Tsao, C.-C.; Hsu, C.-Y. A study of the machining characteristics of micro EDM milling and its improvement by electrode coating. Int. J. Adv. Manuf. Technol. 2015, 78, 1857–1864. [Google Scholar] [CrossRef]
- Chavoshi, S.Z.; Luo, X. Hybrid micro-machining processes: A review. Precis. Eng. 2015, 41, 1–23. [Google Scholar] [CrossRef]
- Marrocco, V.; Modica, F.; Bellantone, V.; Medri, V.; Fassi, I. Pulse-type influence on the micro-EDM milling machinability of Si3N4–TiN workpieces. Micromachines 2020, 11, 932. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Masuzawa, T.; Fujino, M. Micro-EDM for three-dimensional cavities-development of uniform wear method. CIRP Ann. 1998, 47, 169–172. [Google Scholar] [CrossRef]
- Yu, Z.; Masuzawa, T.; Fujino, M. 3D micro-EDM with simple shape electrode. Int. J. Electr. Mach 1998, 3, 7–12. [Google Scholar] [CrossRef][Green Version]
- Narasimhan, J.; Yu, Z.; Rajurkar, K.P. Tool wear compensation and path generation in micro and macro EDM. J. Manuf. Process 2005, 7, 75–82. [Google Scholar] [CrossRef]
- Nguyen, M.D.; San Wong, Y.; Rahman, M. Profile error compensation in high precision 3D micro-EDM milling. Precis. Eng. 2013, 37, 399–407. [Google Scholar] [CrossRef]
- Gong, S.; Wang, H.; Tian, C.; Wang, Z.; Wang, Y. Micro electrical discharge milling of a monocrystalline silicon complex micro-cavity. Mater. Manuf. Process. 2022, 37, 681–692. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.-Y.; Lei, J.-G.; Zhao, H.; Liang, X.; Cheng, R.; Guo, D.-J. Elimination of 3D micro-electrode’s step effect and applying it in micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 96, 429–438. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.-Y.; Lei, J.-G.; Cheng, R.; Ruan, S.-C.; Wang, Z.-L. Laminated fabrication of 3D queue micro-electrode and its application in micro-EDM. Int. J. Adv. Manuf. Technol. 2015, 80, 1701–1711. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.-y.; Lei, J.-G.; Cheng, R.; Ruan, S.-C.; Wang, Z.-L. Laminated fabrication of 3D micro-electrode based on WEDM and thermal diffusion welding. J. Mater. Process. Technol. 2015, 221, 56–65. [Google Scholar] [CrossRef]
- Lei, J.; Jiang, K.; Wu, X.; Zhao, H.; Xu, B. Surface Quality Improvement of 3D Microstructures Fabricated by Micro-EDM with a Composite 3D Microelectrode. Micromachines 2020, 11, 868. [Google Scholar] [CrossRef]
- Xu, B.; Guo, K.; Zhu, L.; Wu, X.; Lei, J. Applying Foil Queue Microelectrode with Tapered Structure in Micro-EDM to Eliminate the Step Effect on the 3D Microstructure’s Surface. Micromachines 2020, 11, 335. [Google Scholar] [CrossRef] [PubMed]
- Xu, B.; Guo, K.; Wu, X.-Y.; Lei, J.-G.; Liang, X.; Guo, D.-J.; Ma, J.; Cheng, R.J. Applying a foil queue micro-electrode in micro-EDM to fabricate a 3D micro-structure. J. Micromech. Microeng. 2018, 28, 055008. [Google Scholar] [CrossRef]
- Roy, T.; Datta, D.; Balasubramaniam, R. Numerical modelling and simulation of surface roughness of 3-D hemispherical convex micro-feature generated by reverse micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 97, 979–992. [Google Scholar] [CrossRef]
- Yu, H.-L.; Luan, J.-J.; Li, J.-Z.; Zhang, Y.-S.; Yu, Z.-Y.; Guo, D.-M. A new electrode wear compensation method for improving performance in 3D micro EDM milling. J. Micromech. Microeng. 2010, 20, 055011. [Google Scholar] [CrossRef]
- Huan, L.; Jicheng, B.; Yan, C.; Guozheng, Z.; Shaojie, H. Micro-electrode wear and compensation to ensure the dimensional consistency accuracy of micro-hole array in micro-EDM drilling. Int. J. Adv. Manuf. Technol. 2020, 111, 2653–2665. [Google Scholar] [CrossRef]
- Liang, W.; Tong, H.; Li, Y.; Li, B. Tool electrode wear compensation in block divided EDM process for improving accuracy of diffuser shaped film cooling holes. Int. J. Adv. Manuf. Technol. 2019, 103, 1759–1767. [Google Scholar] [CrossRef]
- Kar, S.; Patowari, P.K. Electrode wear phenomenon and its compensation in micro electrical discharge milling: A review. Mater. Manuf. Process. 2018, 33, 1491–1517. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Work-piece | Φ5 mm × 5 mm of C17200 beryllium copper alloy |
| Electrode | Tungsten, Φ150 μm in diameter |
| Peak current (A) | 0.84 |
| Pulse width/interpulse (μs) | 10/10 |
| Revolution of electrode (rpm) | 2000 |
| Gap voltage (V) | 250 |
| Servo reference voltage (V) | 150 |
| Capacitance (1000 pF) | 2.2 |
| Initial thickness of the layer l (mm) | 0.020, 0.024, 0.030, 0.040 |
| Dielectric fluid | Kerosene |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, S.; Ji, H.; Zhou, J.; Li, X.; Ding, L.; Wang, Z. Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling. Materials 2023, 16, 323. https://doi.org/10.3390/ma16010323
Dong S, Ji H, Zhou J, Li X, Ding L, Wang Z. Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling. Materials. 2023; 16(1):323. https://doi.org/10.3390/ma16010323
Chicago/Turabian StyleDong, Shuliang, Hongchao Ji, Jian Zhou, Xianzhun Li, Lan Ding, and Zhenlong Wang. 2023. "Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling" Materials 16, no. 1: 323. https://doi.org/10.3390/ma16010323
APA StyleDong, S., Ji, H., Zhou, J., Li, X., Ding, L., & Wang, Z. (2023). Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling. Materials, 16(1), 323. https://doi.org/10.3390/ma16010323