
Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products



Abstract
1. Introduction
2. Materials and Methods
2.1. Material Characterization
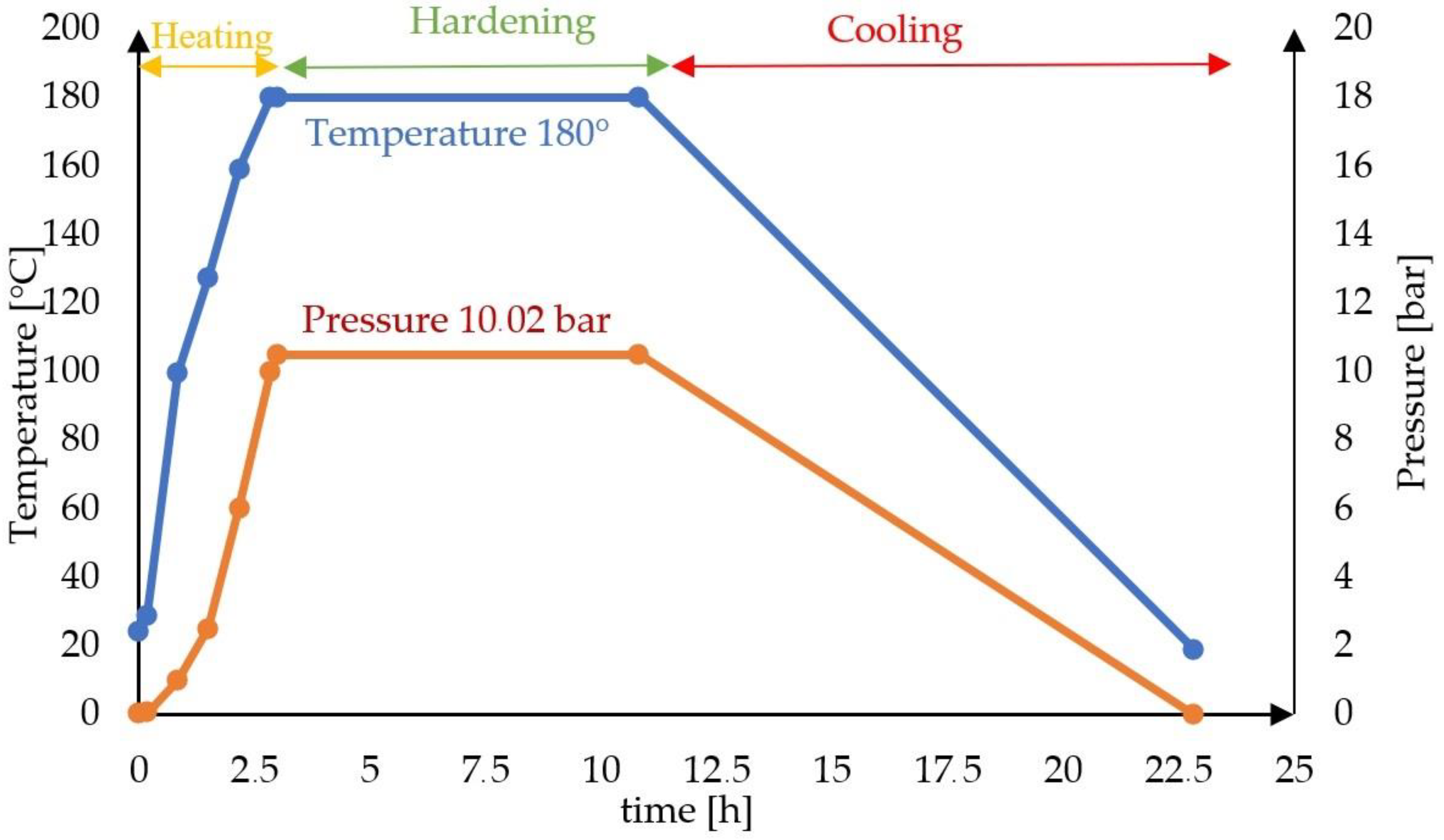
2.2. Preparation of Samples Treated with CBPD
2.3. Testing Methods
- The limestone and sand samples were completely immersed in water. The water-saturated samples were weighed (to the nearest 0.01 g);
- One by one, the tested samples were suspended on a thin wire on one of the balance arms and immersed in such a way that the samples and the weighing pan did not come into contact with the vessel, liquid or the table on which the vessel stood;
- Samples were weighed in water and the measurement results were recorded (to the nearest 0.01 g);
- The temperature and density of the water in the vessel were determined;
- The samples were then dried at 103 °C to constant weight;
- After cooling down, the dry samples were weighed and the measurement result was recorded;
- The calculations were performed using the Equation (1):
- —the weight of the dry sample,
- —the volume of the sample including pores calculated according to Equation (2).
- —the weight of the saturated sample, weighed in air, [g]
- —the weight of the saturated sample, weighed in water, [g]
- —water density, [g/cm3]
- —weight of the sample after drying,
- —weight of the sample after soaking.
3. Results and Discussion
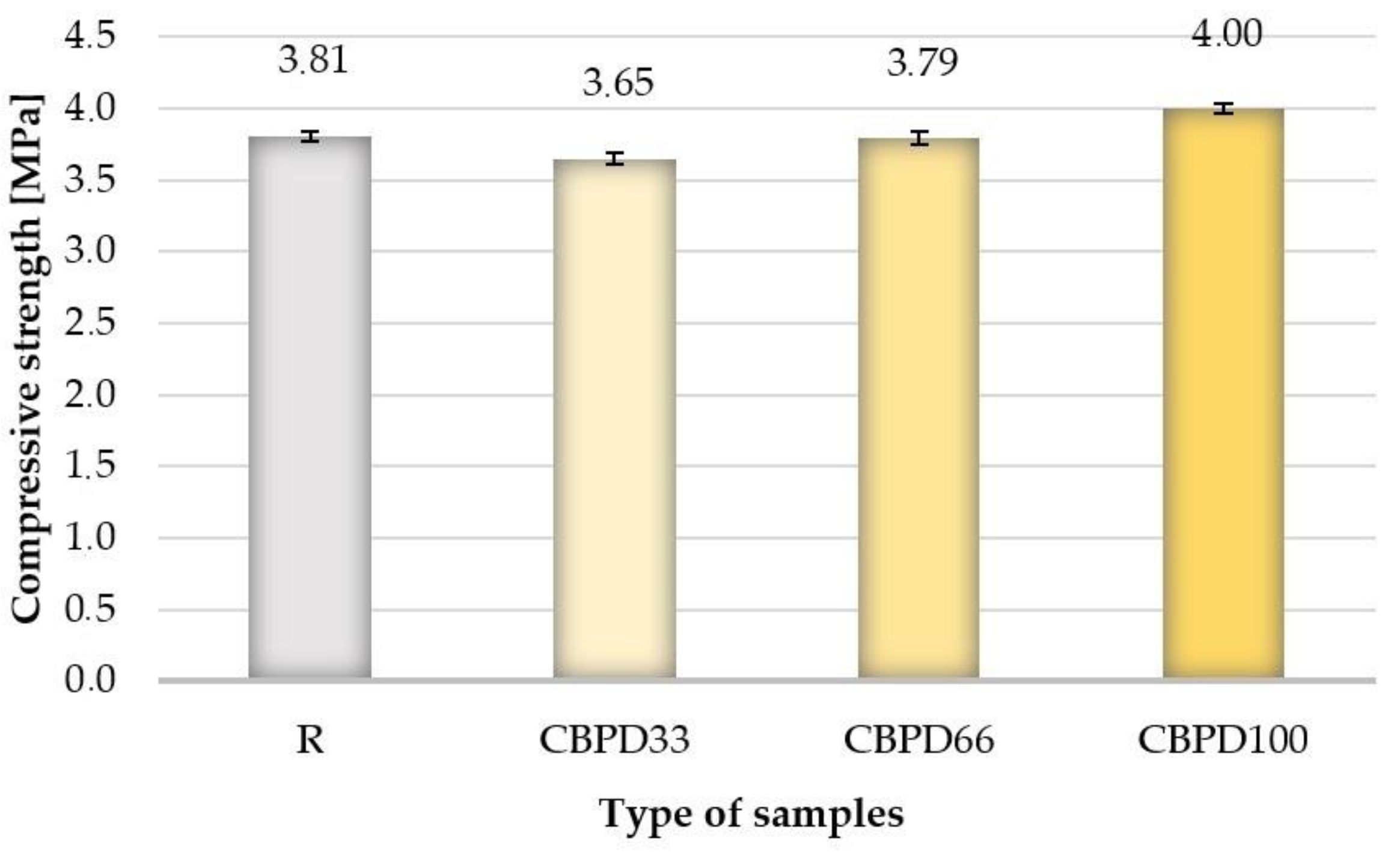
3.1. Compressive Strength
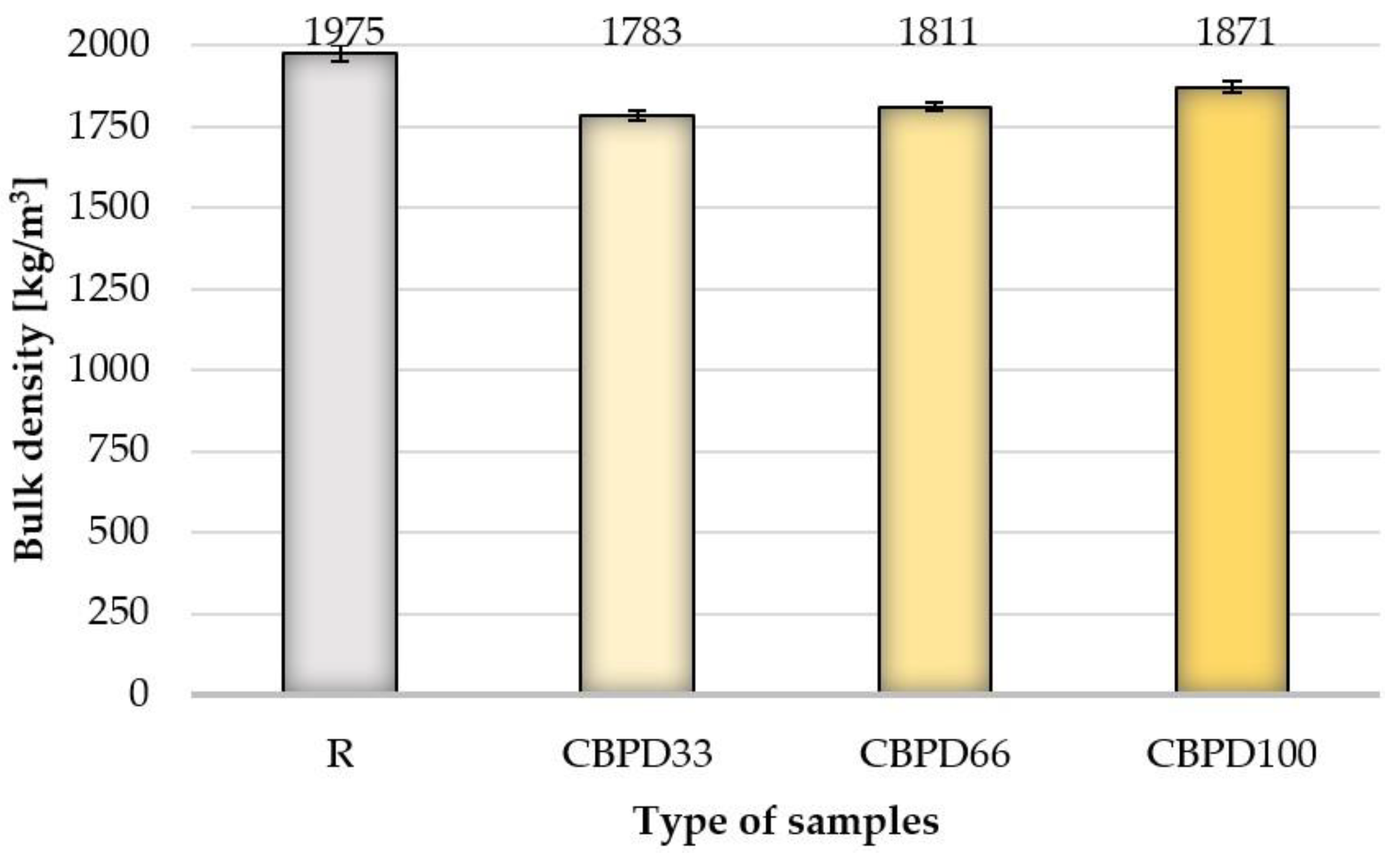
3.2. Bulk Density
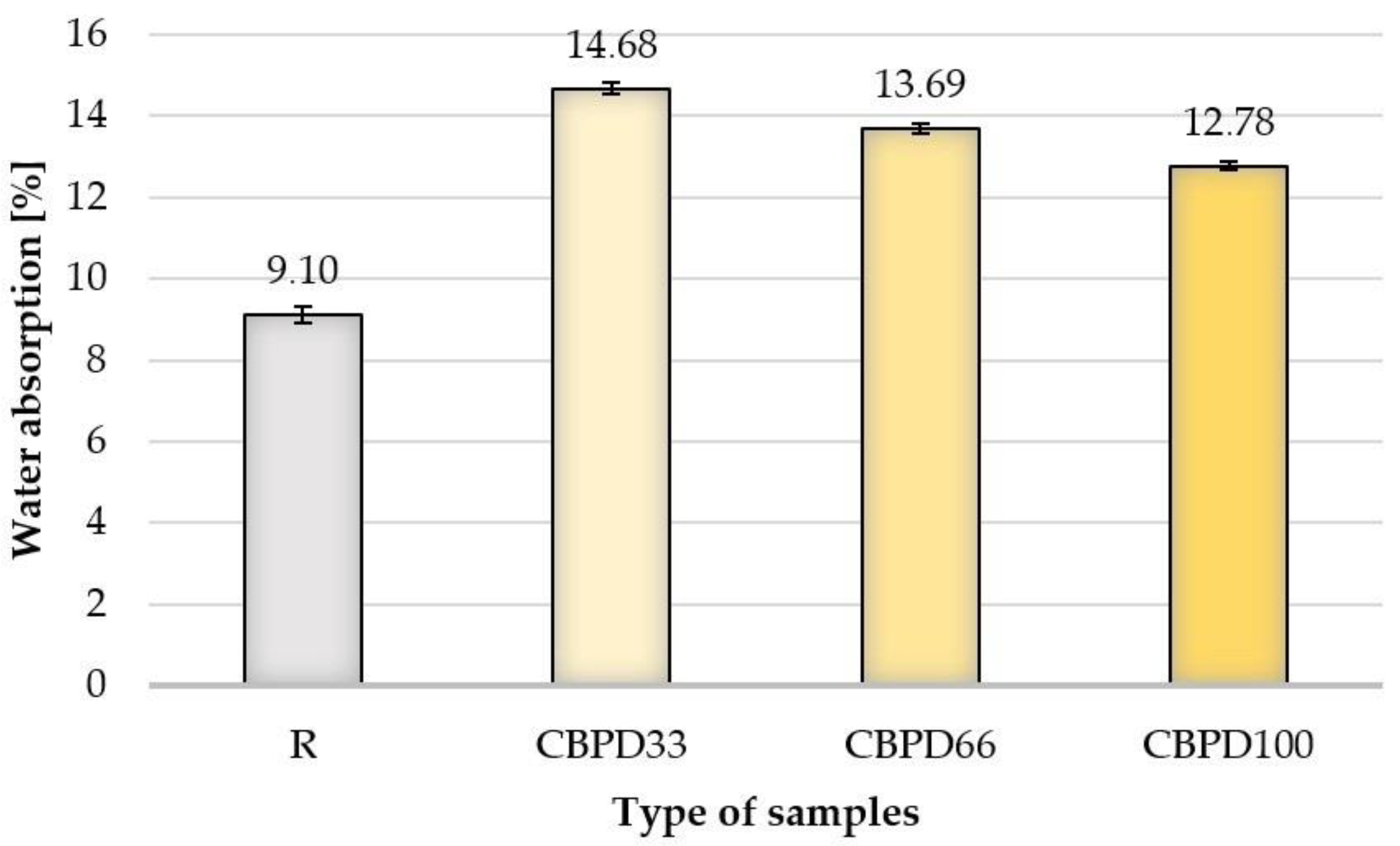
3.3. Water Absorption
3.4. Phase Composition and Microstructure
4. Conclusions
- The amount of CBPD dust used in autoclaved products depends on the dust’s chemical composition, primarily on its free CaO content;
- The use of CBPD dust with >30% CaO content makes it possible to obtain full-value silicate bricks.
- The complete replacement of quicklime with CBPD contributes to a 5% higher compressive strength with a 5.3% reduction in bulk density. This effect can be considered beneficial from a logistical point of view and the structural properties of the construction material. Lighter construction materials with lower density allow slimmer structures to be erected;
- Replacing quicklime with CBPD to a lesser extent (33 and 66%) contributes to a greater decrease in density; however, this is accompanied by a reduction in the strength of the sand–lime product;
- The decrease in the density of sand–lime products due to the addition of CBPD is accompanied by a corresponding increase in water absorption. Thus, it can be concluded that the decrease in density is related to an increase in porosity that allows water to be absorbed;
- Based on the compressive strength, density, and water absorption tests, it can be concluded that even a small addition of CBPD can significantly affect the properties of the sand–lime product, and this effect can be eliminated by increasing the proportion of dust in the mixture. This may be related to the fact that replacing free CaO from quicklime with that derived from CBPD increases the total amount of binder used. In addition, in the CBPD, not only free lime but also belite shows binding properties, which can positively influence the properties of the material obtained;
- The modification of the traditional silica–lime mixture with bypass dust alters its phase composition and introduces new phases—portlandite and sylvine—into the system. The increase in modifier content decreases the intensity of the quartz and portlandite reflections and, in the CBPD100 sample, increases the intensity of the peak characteristic of tobermorite;
- The use of CBPD from cement kilns as a lime substitute does not inhibit the formation of hydrated lime silicates, characteristic of autoclaved products. On the contrary, increasing the proportion of waste dust in the products generates the formation of denser structures with a higher degree of crystallisation, i.e., tobermorite. The key is the content of free CaO in the dust.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Statistics Poland. Statistical Analyses. Market of Construction Products Manufactures in 2015–2018; Zakład Wydawnictw Statystycznych: Warsaw, Poland, 2020; pp. 45–67. [Google Scholar]
- The Science in Poland. Available online: https://naukawpolsce.pl/aktualnosci (accessed on 14 October 2022).
- Ajith, S.; Arumugaprabu, V.; Szóstak, M. A framework for systematic assessment of human error in construction sites—A sustainable approach. Civil Eng. Arch. 2022, 10, 1725–1737. [Google Scholar] [CrossRef]
- Borek, K.; Czapik, P. Utilization of waste glass in autoclaved silica–lime materials. Materials 2022, 15, 549. [Google Scholar] [CrossRef] [PubMed]
- Borek, K.; Czapik, P.; Dachowski, R. Recycled glass as a substitute for quartz sand in silicate products. Materials 2020, 13, 1030. [Google Scholar] [CrossRef] [PubMed]
- Hatfield, A.K.U.S. Geological Survey, Mineral Commodity Summaries. 2022. Available online: https://pubs.usgs.gov/periodicals/mcs2022/mcs2022.pdf (accessed on 14 December 2022).
- Polish Cement Association. Available online: https://www.polskicement.pl/emisje/ (accessed on 14 October 2022).
- Hanein, T.; Hayashi, Y.; Utton, C.; Nyberg, M.; Martinez, J.C.; Quintero-Mora, N.I.; Kinoshita, H. Pyro processing cement kiln bypass dust: Enhancing clinker phase formation. Constr. Build. Mater. 2020, 259, 120420. [Google Scholar] [CrossRef]
- Zhang, C.Y.; Han, R.; Yu, B.; Wei, Y.M. Accounting process-related CO2 emissions from global cement production under Shared Socioeconomic Pathways. J. Clean. Prod. 2018, 184, 451–465. [Google Scholar] [CrossRef]
- Owsiak, Z.; Czapik, P.; Zapała-Sławeta, J. Properties of a three-component mineral road binder for deep-cold recycling technology. Materials 2020, 13, 3585. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Taha, R.A.; Al-Hashmi, A.; Al-Harthy, A.S. Effect of copper slag and cement by-pass dust addition on mechanical properties of concrete. Constr. Build. Mater. 2006, 20, 322–331. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Taha, R.A.; Al-Ghassani, M. Use of copper slag and cement by-pass dust as cementitious materials. Cem. Concr. Aggreg. 2002, 24, 7–12. [Google Scholar] [CrossRef]
- Adaska, W.S.; Taubert, D.H. Beneficial uses of cement kiln dust. In Proceedings of the 2008 IEEE Cement Industry Technical Conference Record, Miami, FL, USA, 18–28 May 2008. [Google Scholar] [CrossRef]
- Sreekrishnavilasam, A.; Santagata, M.C. Report No. FHWA/IN/JTRP-2005/10 Development of Criteria for the Utilization of Cement kiln Dust (CKD) in Highway Infrastructures; Joint Transportation Research Program; Purdue University: West Lafayette, IN, USA, 2006. [Google Scholar]
- Czapik, P.; Zapała-Sławeta, J.; Owsiak, Z.; Stępień, P. Hydration of cement by-pass dust. Constr. Build. Mater. 2020, 231, 117139. [Google Scholar] [CrossRef]
- 2012—INFORMATOR SPC—Przemysł Cementowy w liczbach”, Polish Cement Association Reports. Available online: https://www.polskicement.pl/2012-informator-spc-przemysl-cementowy-w-liczbach/ (accessed on 14 December 2022).
- Abdel-Ghani, N.T.; El-Sayed, H.A.; El-Habak, A.A. Utilization of by-pass cement kiln dust and air-cooled blast-furnace steel slag in the production of some “green” cement products. HBRC J. 2018, 14, 408–414. [Google Scholar] [CrossRef]
- Darweesh, H.H.M. A review article on the influence of the electrostatic precipitator cement kiln dust waste on the environment and public health. Am. J. Biol. Environ. Stat. 2017, 3, 36–43. [Google Scholar] [CrossRef][Green Version]
- Taha, R.; Al-Rawas, A.; Al-Harthy, A.; Qatan, A. Use of cement bypass dust as filler in asphalt concrete mixture. J. Mater. Civil Eng. 2002, 14, 338–343. [Google Scholar] [CrossRef]
- Khater, G.A. Use of bypass cement dust for production of glass ceramic materials. Adv. Appl. Ceram. 2006, 105, 107–111. [Google Scholar] [CrossRef]
- Uliasz-Bocheńczyk, A. Chemical characteristics of dust from cement kilns. Gospod. Surowcami Miner. 2019, 35, 87–102. [Google Scholar] [CrossRef]
- 2019—Informator SPC—Przemysł Cementowy w iczbach, Polish Cement Association Reports. Available online: https://www.polskicement.pl/2019-informator-spc-przemysl-cementowy-w-liczbach/ (accessed on 14 December 2022).
- Yoobanpot, N.; Jamsawang, P.; Horpibulsuk, S. Strength behavior and microstructural characteristics of soft clay stabilized with cement kiln dust and fly ash residue. Appl. Clay Sci. 2017, 141, 146–156. [Google Scholar] [CrossRef]
- Peethamparan, S.; Olek, J.; Lovell, J. Influence of chemical and physical characteristics of cement kiln dusts (CKDs) on their hydration behavior and potential suitability for soil stabilization. Cem. Concr. Res. 2008, 38, 803–815. [Google Scholar] [CrossRef]
- Buczyński, P.; Iwański, M. The influence of hydrated lime, portland cement and cement dust on rheological properties of recycled cold mixes with foamed bitumen. In Proceedings of the “Environmental Engineering” 10th International Conference, Vilnus, Lithuania, 27–28 April 2017. [Google Scholar]
- Al-Aghbari, M.Y.; Mohamedzein, Y.E.-A.; Taha, R. Stabilisation of desert sands using cement and cement dust. Proc. Inst. Civ. Eng. -Ground Improv. 2009, 162, 145–151. [Google Scholar] [CrossRef]
- Sultan, M.E.; Abo-El-Enein, S.A.; Sayed, A.Z.; EL-Sokkary, T.M.; Hammad, H.A. Incorporation of cement bypass flue dust in fly ash and blast furnace slag-based geopolymer. Case Stud. Constr. Mater. 2018, 8, 315–322. [Google Scholar] [CrossRef]
- Heikal, M.; Zaki ME, A.; Ibrahim, S.M. Preparation, physico-mechanical characteristics and durability of eco-alkali-activated binder from blast-furnace slag, cement kiln-by-pass dust and microsilica ternary system. Constr. Build. Mater. 2020, 260, 119947. [Google Scholar] [CrossRef]
- Nocuń-Wczelik, W.; Stolarska, K. Calorimetry in the studies of by-pass cement kiln dust as an additive to the calcium aluminate cement. J. Therm. Anal. Calorim. 2019, 138, 4561–4569. [Google Scholar] [CrossRef]
- Abdel-Gawwad, H.A.; Heikal, M.; Mohammed, M.S.; Abd El-Aleem, S.; Hassan, H.S.; García, S.V.; Alomayri, T. Sustainable disposal of cement kiln dust in the production of cementitious materials. J. Clean. Prod. 2019, 232, 1218–1229. [Google Scholar] [CrossRef]
- Wojtacha-Rychter, K.; Król, M.; Gołaszewska, M.; Całus-Moszko, J.; Magdziarczyk, M.; Smoliński, A. Dust from chlorine bypass installation as cementitious materials replacement in concrete making. J. Build. Eng. 2022, 51. [Google Scholar] [CrossRef]
- Al-Harthy, A.S.; Taha, R.; Al-Maamary, F. Effect of cement klin dust (CKD) on mortar and conrete mixtures. Constr. Build. Mater. 2003, 17, 353–360. [Google Scholar] [CrossRef]
- Udoeyo, F.F.; Hyee, A. Strengths of cement kiln dust concrete. J. Mater. Civ. Eng. 2002, 14, 524–526. [Google Scholar] [CrossRef]
- Aydin, T.; Tarhan, M.; Tarhan, B. Addition of cement kiln dust in ceramic wall tile bodies. J. Therm. Anal. Calorim. 2019, 136, 527–533. [Google Scholar] [CrossRef]
- Mahrous, M.A.; Yang, H.S. Utilization of cement kiln dust in industry cement bricks. Geosystem Eng. 2011, 14, 29–34. [Google Scholar] [CrossRef]
- Abdulkareem, A.H.; Eyada, S.O. Production of Building Bricks Using Cement Kiln Dust CKD Waste. In Sustainable Civil Infrastructures; Springer: Berlin/Heidelberg, Germany, 2018; pp. 102–113. [Google Scholar]
- Abdel-Gawwad, H.A.; Rashad, A.M.; Mohammed, M.S.; Tawfik, T.A. The potential application of cement kiln dust-red clay brick waste-silica fume composites as unfired building bricks with outstanding properties and high ability to CO2-capture. J. Build. Eng. 2021, 42, 102479. [Google Scholar] [CrossRef]
- Qu, X.; Zhao, X. Previous and present investigations on the components, microstructure and main properties of autoclaved aerated concrete—A review. Constr. Build. Mater. 2017, 135, 505–516. [Google Scholar] [CrossRef]
- Li, J.; Lv, Y.; Jiao, X.; Sun, P.; Li, J.; Wuri, L.; Zhang, T.C. Electrolytic manganese residue based autoclaved bricks with Ca(OH)2 and thermal-mechanical activated K-feldspar additions. Constr. Build. Mater. 2020, 230. [Google Scholar] [CrossRef]
- Vojvodikova, B.; Prochazka, L.; Bohacova, J. Posiibilities of application cement by-pass dust into the garden architecture elements. Crystals 2021, 11, 1033. [Google Scholar] [CrossRef]
- Vojvodikova, B.; Prochazka, L.; Bohacova, J. X-ray diffraction of alkali-activated materials with cement by-pass dust. Materials 2021, 11, 782. [Google Scholar] [CrossRef]
- Tkaczewska, E. The influence of cement bypass dust on the properties of cement curing under normal and autoclave conditions. Struct. Environ. 2019, 11, 5–22. [Google Scholar] [CrossRef]
- Temmermans, F.; Tromp, O.; Santamaria Razo, D.A. A1 Method of Making Calcium Silicate Bricks. European Patent 3 705 462, 9 September 2020. [Google Scholar]
- Kurdowski, W. Cement and Concrete Chemistry; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar] [CrossRef]
- PN-EN 772-1+A1:2015-10; Metody Badań Elementów Murowych- Część 1: Określenie Wytrzymałości na Ściskanie. Polish Committee for Standarization: Warsaw, Poland, 2015.
- PN-EN 772-21; 2011 Określanie Absorpcji Wody Ceramicznych i Silikatowych Elementów Murowych Przez Absorpcję Zimnej Wody. Polish Committee for Standarization: Warsaw, Poland, 2011.
- Stępień, A.; Leśniak, M.; Sitarz, M.A. Sustainable autoclaved material made of glass sand. Buildings 2019, 9, 232. [Google Scholar] [CrossRef]
- Stępień, A.; Potrzeszcz-Sut, B.; Prentice, P.D.; Oey, T.; Balonis, M. The role of glass compounds in autoclaved bricks. Buildings 2020, 10, 41. [Google Scholar] [CrossRef]
- Huang, Z.; Yuan, Y.; Chen, Z.; Wen, Z. Microstructure of autoclaved aerated concrete hydration products in different water-to-binder ratio and different autoclaved system. Adv. Mater. Res. 2012, 602–604, 1004–1009. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quartz sand | |||||||||||
| Grain size [mm] | 2 sieve = 100%, 0.2 sieve ≥ 97% by weight, 0.09 sieve ≥ 97% by weight, | ||||||||||
| Chemical composition [%] | CaO + MgO ≥ 91 MgO ≤ 2.0 CO2 ≤ 3.0 SO3 ≤ 0.50 | ||||||||||
| Bulk density [kg/m3] | 790 | ||||||||||
| Ground quicklime | |||||||||||
| Reactivity | 60 °C ≤ 2.0 min | ||||||||||
| Grain size [mm] | 2.5–0.5 = 19% 0.5–0.05 = 81% | ||||||||||
| Chemical composition | Si and O, Al, Mg, Fe, K and C | ||||||||||
| Density [kg/m3] | 2650 | ||||||||||
| Cement bypass dust (CBPD) | |||||||||||
| Grain size [μm] | od 0.20–15 μm | ||||||||||
| Chemical composition [%] | SiO2 | Al2O | Fe2O3 | CaO | MgO | Na2O | K2O | Na2Oe | Cl | SO3 | LOI |
| 15.44 | 3.42 | 1.77 | 52.17 | 1.31 | 0.26 | 6.03 | 4.22 | 3.53 | 1.65 | 14.40 | |
| Phase composition [%] | Free lime | Sylvine | C2S (belite) | Calcite | Quartz | Arcanite | Portlandite | ||||
| 38.1 | 16.2 | 36.9 | 4.0 | 2.5 | 0.9 | 1.5 | |||||
| Density [kg/m3] | 3010 | ||||||||||
| Specific surface area [cm2/g] | 5480 | ||||||||||
| No. | Sample | Proportion of Quartz Sand | Proportion of CBPD | Proportion of Quicklime | |||
|---|---|---|---|---|---|---|---|
| [%] | [g] | [%] | [g] | [%] | [g] | ||
| 1 | R | 92.00 | 230.00 | 0.00 | 0.00 | 8.00 | 18.40 |
| 2 | CBPD33 | 90.04 | 225.11 | 4.68 | 11.69 | 5.28 | 13.20 |
| 3 | CBPD66 | 88.04 | 220.11 | 9.28 | 23.19 | 2.68 | 6.70 |
| 4 | CBPD100 | 85.89 | 214.73 | 14.11 | 35.27 | 0.00 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borek, K.; Czapik, P.; Dachowski, R. Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products. Materials 2023, 16, 316. https://doi.org/10.3390/ma16010316
Borek K, Czapik P, Dachowski R. Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products. Materials. 2023; 16(1):316. https://doi.org/10.3390/ma16010316
Chicago/Turabian StyleBorek, Katarzyna, Przemysław Czapik, and Ryszard Dachowski. 2023. "Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products" Materials 16, no. 1: 316. https://doi.org/10.3390/ma16010316
APA StyleBorek, K., Czapik, P., & Dachowski, R. (2023). Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products. Materials, 16(1), 316. https://doi.org/10.3390/ma16010316