
Experimental and Numerical Case Studies about Two-Dimensional CHS Joints with a Symmetrical Y-Shape



Abstract
:1. Introduction
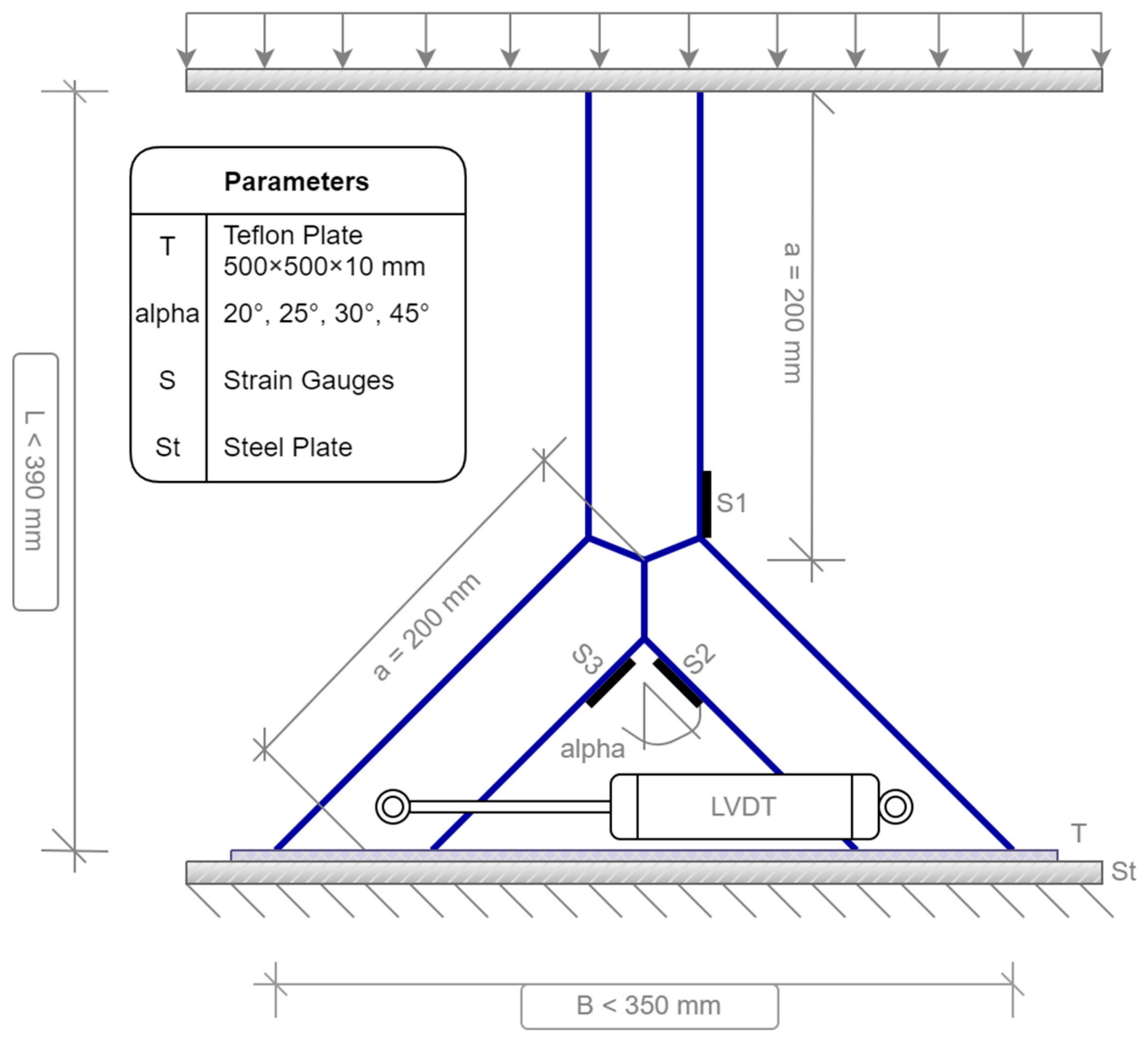
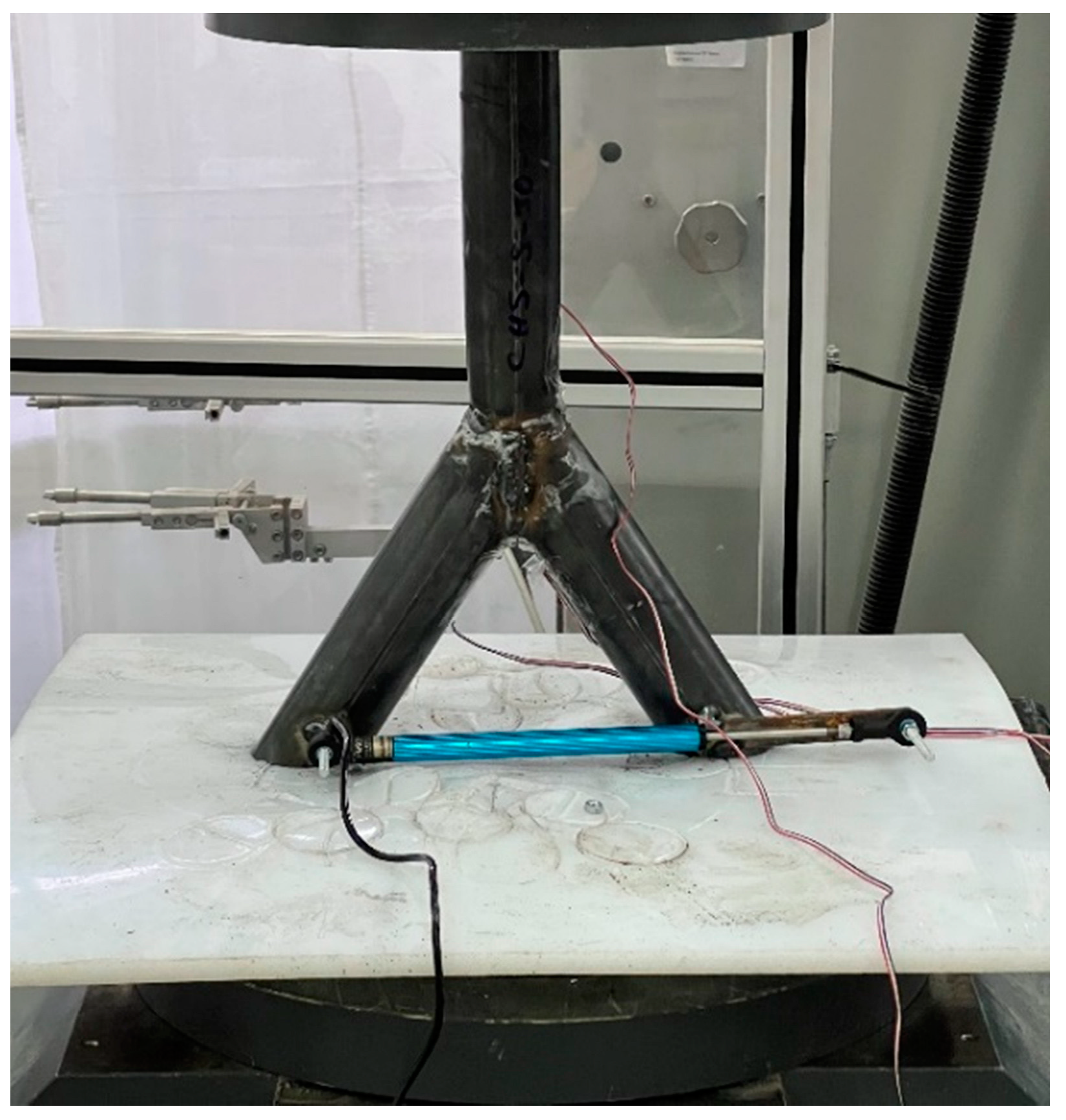
2. Materials and Methods
3. Results
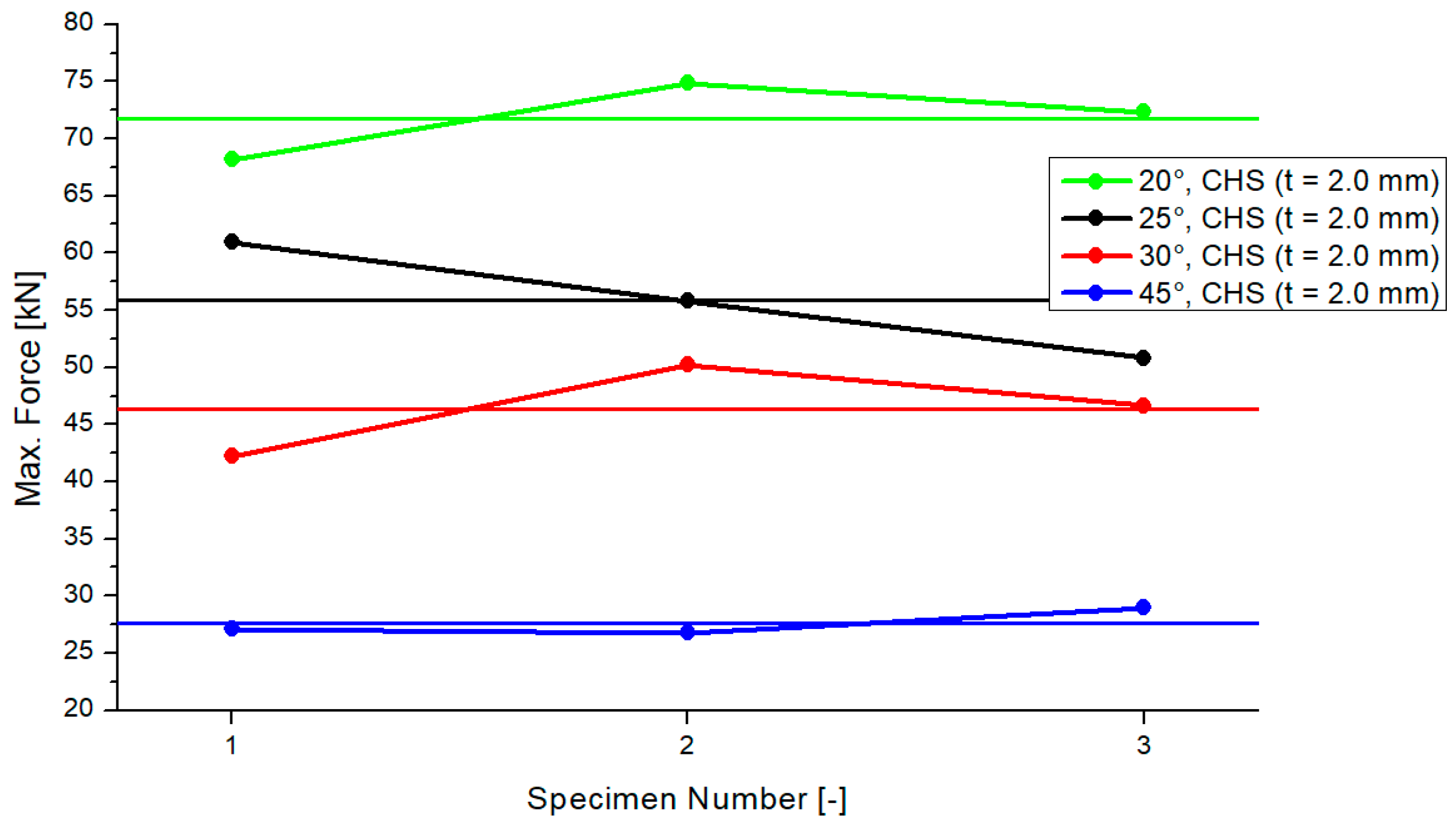
3.1. Results of the Ultimate Limit Force for “CHS t = 2.0 mm”
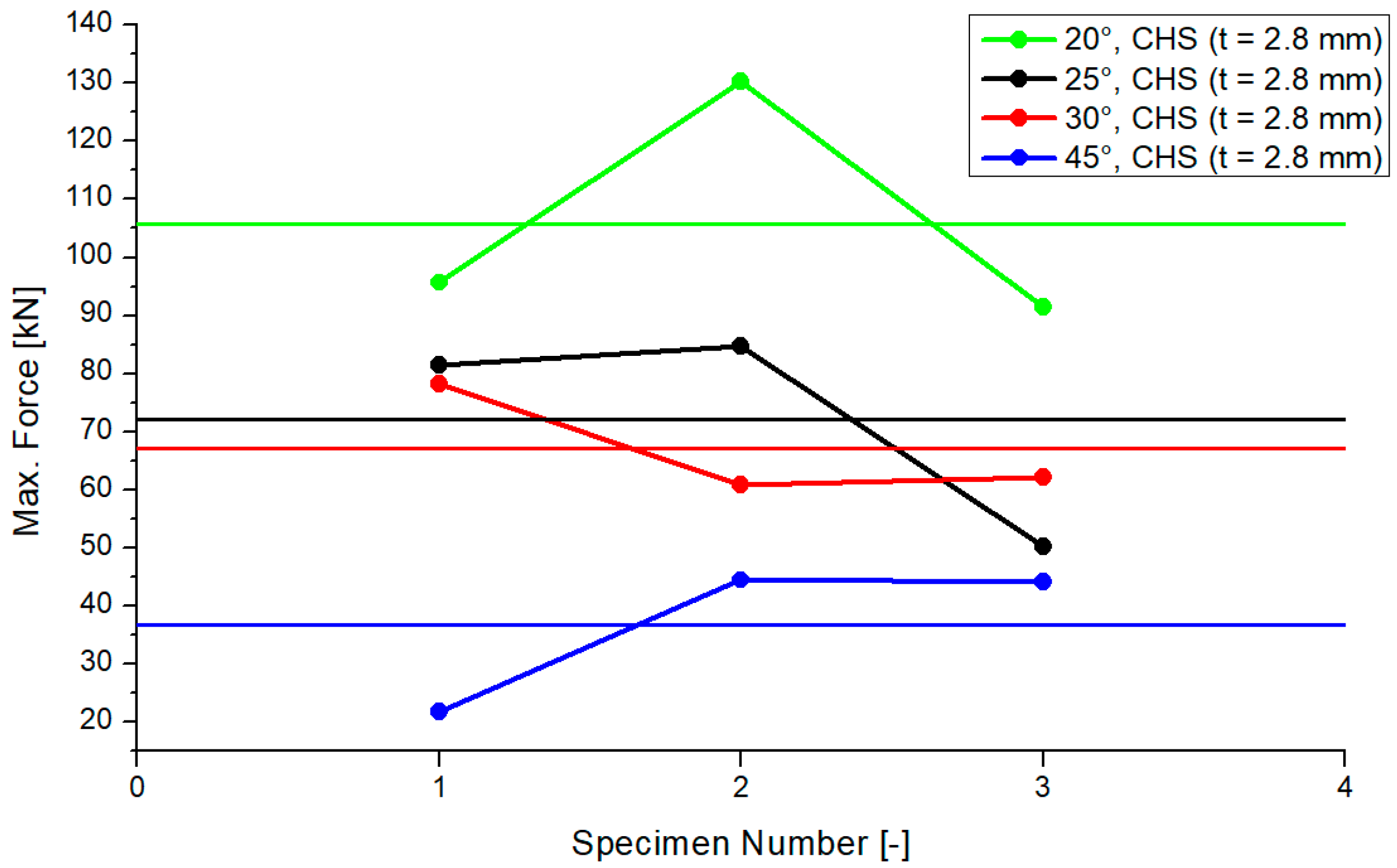
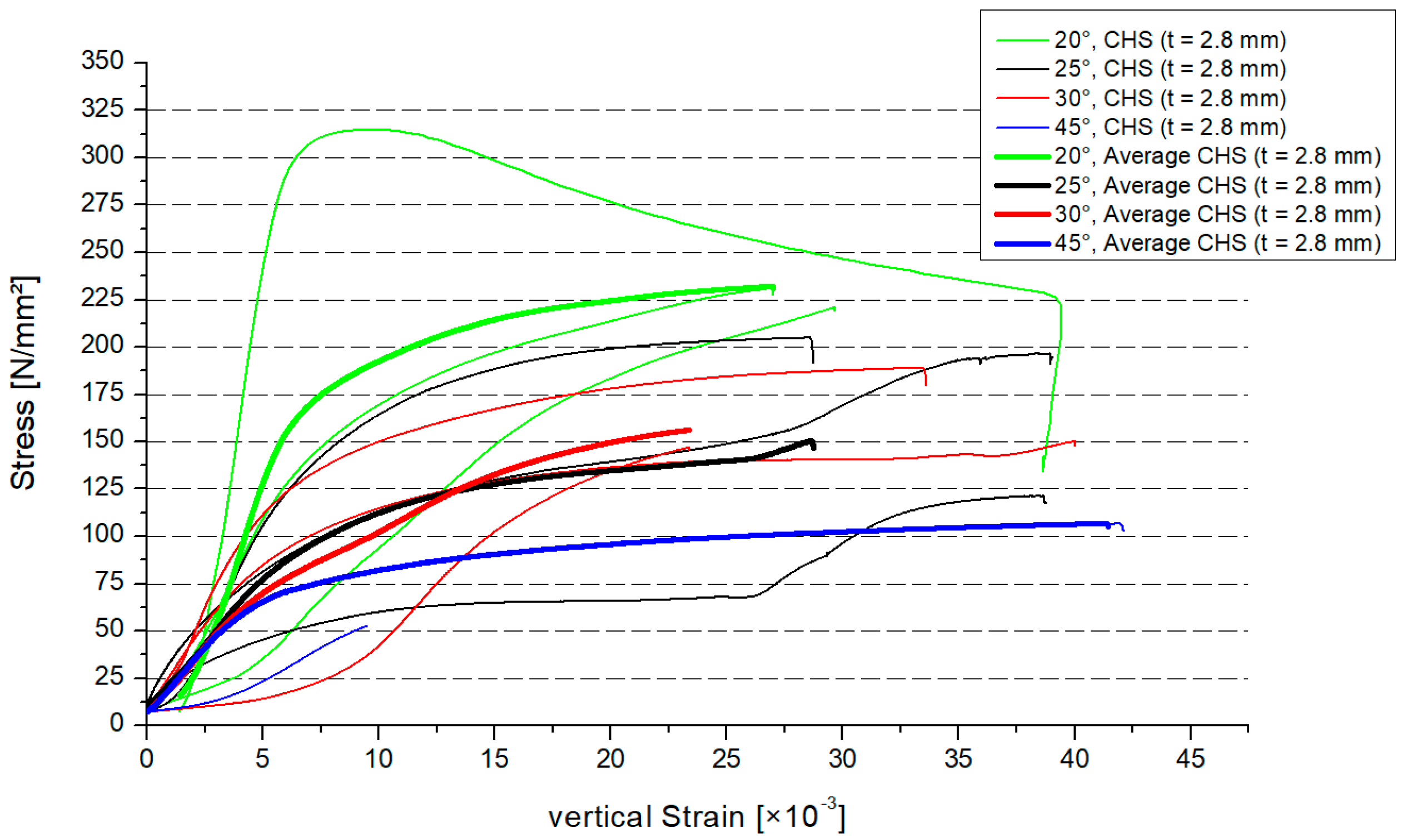
3.2. Results of the Ultimate Force, CHS t = 2.8 mm
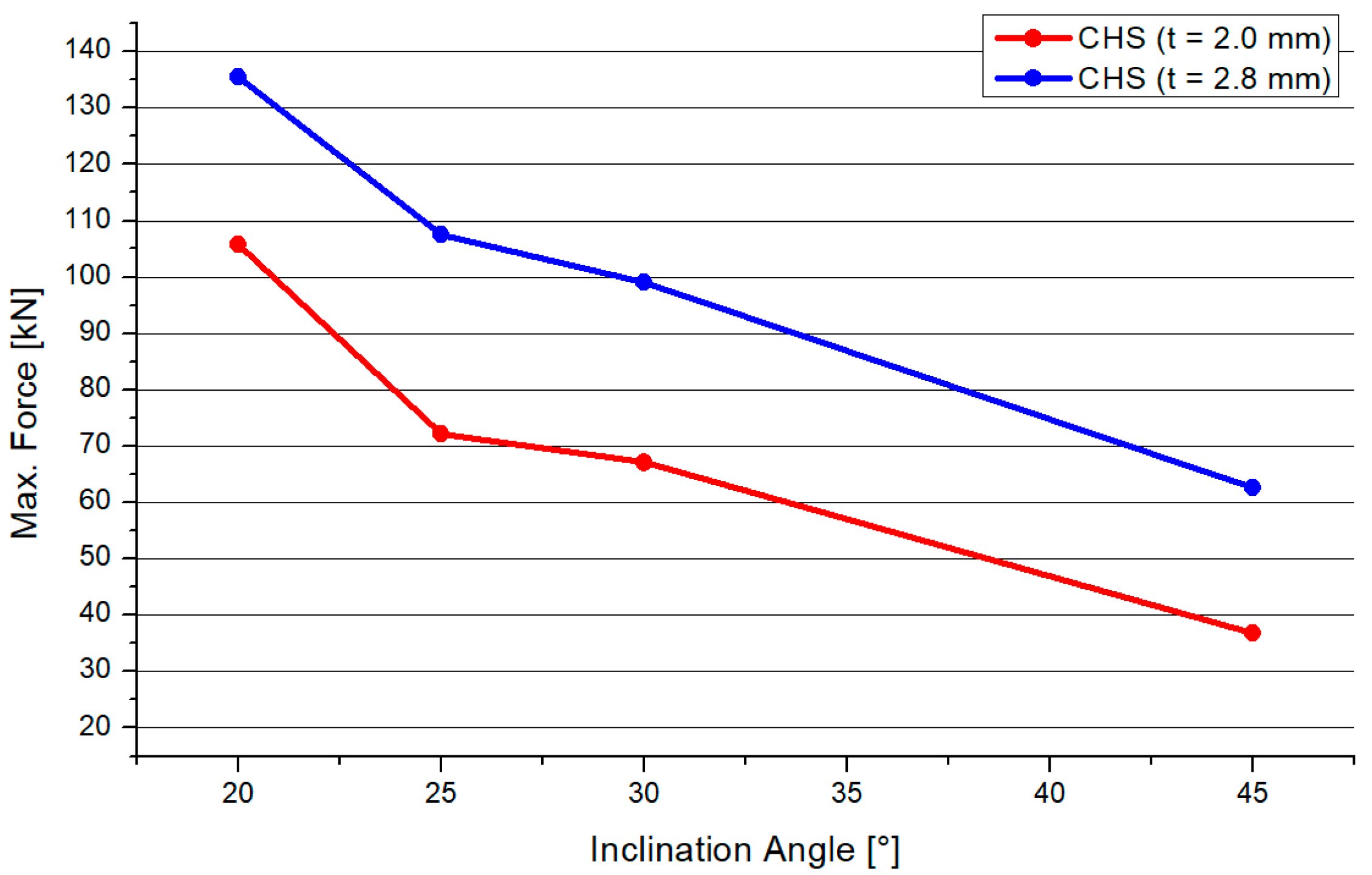
3.3. Comparison of CHS t = 2.0 mm and CHS t = 2.8 mm
4. Discussion
5. Conclusions
- The total resistance decreased significantly if the inclination angle of a fully overlapped Y-joint increased. This conclusion is valid for the special geometrical parameters given in this paper. This behavior was analyzed for the inclination angles of 20°, 25°, 30°, and 45°.
- The decreasing behavior of the total resistance was non-linear. There was a greater effect for the extreme angles of 20° and 45°. The differences in results between the 25° and 30° system were small, but there was a decreasing trend. In future studies, more inclination angles in the range between 20° and 45° will be analyzed. To achieve an economically design, the engineer should choose a steep inclination angle. If this is not possible, because of architectural reasons or construction constraints, the resistance of the Y-shaped column will decrease non-linearly.
- The behavior of the 2.0-mm and 2.8-mm-thickness profiles was superimposable. The deformation shape and stress distributions were independent of the profile thickness if the force increased for the thicker profile.
- The CHS joint with a 2.8 mm thickness had higher resistant than that with 2.0 mm thickness. It is observed that, by increasing the thickness of 0.8 mm, the resistance increased by 47% on average. In future studies, different profile thicknesses will be analyzed to support this conclusion.
- The quality of the welding line was ensured by non-destructive pre-tests. Deflects and cracks outside and inside of the welding were eliminated. According to the literature, the deflects can have a large influence on the resistance of the node.
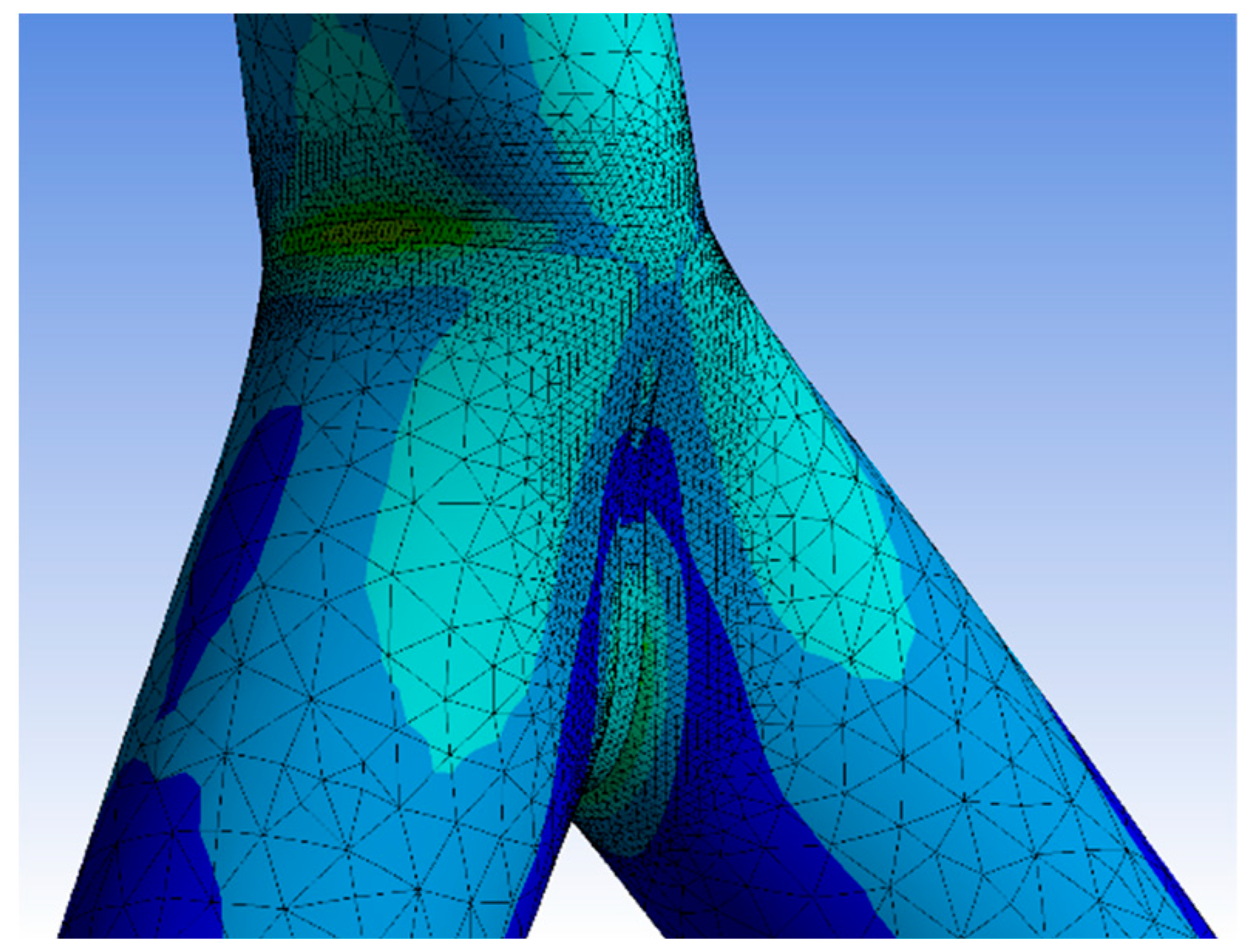
- There was good agreement between the numerical and the experimental results. The stress distributions were similar to the experimental results at relevant positions. The local strains and the shape of global deformations were superimposable for the numerical and experimental model. A feasible numerical model was presented, which helps engineers in practice to design a fully overlapped Y-joint. This special type of steel joint is undefined in the current standards including the geometrical and loading properties. The numerical model including the mesh choice was verified by experimental tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- DIN EN 1993-1-8. Eurocode 3: Bemessung und Konstruktion von Stahlbauten–Bemessung von Anschlüssen, 2010-12. Deutsches Institut für Normung: Berlin, Germany, 2010.
- Wardenier, J.; Kurobane, Y.; Packer, J.A.; Van der Vegte, G.J.; Zhao, X.L. Design Guide for Circular Hollow Section (CHS) Connection under Predominantly Static Loading; Serial No. 1; CIDECT Series ‘Construction with Hollow Sections’; CIDECT: Geneva, Switzerland, 1991. [Google Scholar]
- Heinemann, P.; Isopescu, D.N.; Maxineasa, S.G. Numerical case study about three-dimensional CHS joints with overlapped top connection. In Proceedings of the CNCM17: XVII National Conference of Metal Constructions, Bucharest, Romania, 7–8 April 2022. submitted for publication. [Google Scholar]
- Heinemann, P.; Isopescu, D.N.; Maxineasa, S.G. FEM Analysis for the behavior of two-dimensional CHS joints with asymmetrical Full-Overlapped top-connection. Mater. Proc. CMSS21 2021, in press. [Google Scholar]
- Heinemann, P.; Isopescu, D.; Maxineasa, S.G. Case studies on finite element modelling of welded joints. Bull. Polytech. Inst. Iasi-Constr. Archit. Sect. 2021, 71, 79–94. [Google Scholar]
- Heinemann, P.; Isopescu, D.N.; Maxineasa, S.G. Numerical case studies about two-dimensional SHS joints with symmetrical and asymmetrical top-connection. In Proceedings of the International Scientific Conference CIBv-Civil Engineering and Building Services, Brașov, Romania, 4–5 November 2021. in press. [Google Scholar]
- Heinemann, P.; Isopescu, D.N. Numerical case studies about two-dimensional CHS joints with symmetrical full-overlapped top-connection. Materials 2022. submitted for publication. [Google Scholar]
- Khalaf, M.S.; Ibrahim, A.M. The Ovalisation of steel circular hollow sections under bending. Diyala J. Eng. Sci. 2018, 11, 12–19. [Google Scholar] [CrossRef]
- Jankovic, M.; Lucic, D. Code for the design and optimization of K gap joints composed of circular hollow sections. In Proceedings of the 8th International Conference “Civil Engineering–Science and Practice” GNP, Kolašin, Montenegro, 8–12 March 2022. [Google Scholar]
- Mia, M.; Islam, M.; Kabir, A.; Islam, M. Numerical Analysis of tubular XT Joint of jacket type offshore structures under static loading. BMJ 2020, 6, 299–318. [Google Scholar]
- Oshogbunu, E.O.; Wang, Y.C.; Stallard, T. Numerical prediction of hotspot stress for DKK CHS joints in offshore jackets under arbitrary loading. In Proceedings of the 9th International Conference on Advances in Steel Structures (ICASS’2018), Hong Kong, China, 5–7 December 2018; p. 10. [Google Scholar]
- Ozyurt, E.; Wang, Y.C.; Tan, K.H. Elevated temperature resistance of welded tubular joints under axial load in the brace member. Eng. Struct. 2014, 59, 574–586. [Google Scholar] [CrossRef]
- Zhao, X.; Han, S.S.; Hu, K.H.; Chen, Y.; Wu, A.H. Behavior of overlapped CHS K/KK-joints with different welding situations. In Tubular Structures XVI; Heidarpour, A., Zhao, X.L., Eds.; Taylor & Francis Group: London, UK, 2018; ISBN 978-0-8153-8134-1. [Google Scholar]
- Zhao, X.; Han, S.S.; Hu, K.H.; Chen, Y.; Wu, A.H. Experimental study on static behavior of multi-planar overlapped CHS KK-joints. In Tubular Structures XV; Taylor & Francis Group: London, UK, 2015. [Google Scholar]
- Shen, Q.; Wang, J.; Liew, J.R.; Gao, B.; Xiao, Q. Experimental study and strength evaluation of axially loaded welded tubular joints with round-ended oval hollow sections. Thin-Walled Struct. 2020, 154, 106846. [Google Scholar] [CrossRef]
- EN 10219-2. Cold Formed Welded Steel Structural Hollow Sections–Part 2: Tolerances, Dimensions and Sectional Properties. Deutsches Institut für Normung: Berlin, Germany, 2019.
- Al Zamzami, I.; Davison, B.; Susmel, L. Experimental fatigue curves to perform the fatigue assessment of aluminum-to-steel thin welded joints. Procedia Struct. Integr. 2019, 18, 255–261. [Google Scholar] [CrossRef]
- EN 1993-1-1:2010+AC2:2009. Eurocode 3: Bemessung und Konstruktion von Stahlbauten–Allgemeine Bemessungsregeln und Regeln für den Hochbau, 2010-12. Deutsches Institut für Normung: Berlin, Germany, 2010.
- Heinemann, P.; Isopescu, D.N.; Maxineasa, S.G. The influence of materials on the behavior of joints with multiple bar connections. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1138, p. 012023. [Google Scholar]
- Younise, B.; Rakin, M.; Gubeljak, N.; Međo, B.; Sedmak, A. Numerical prediction of ductile fracture resistance of welded joint zones. Procedia Struct. Integr. 2016, 2, 753–760. [Google Scholar] [CrossRef] [Green Version]
- Zwick Roell Measuring Machines. Available online: https://www.zwickroell.com/ (accessed on 7 March 2022).
- Heinemann, P.; Isopescu, D.N.; Maxineasa, S.G. Study on the modelling of crack propagation in the joints of tubular steel elements. Bull. Polytech. Inst. Jassy Construction. Archit. Sect. 2020, 66, 79–94. [Google Scholar]
- Al-Mukhtar, M.A. Fracture Simulation of Welded Joints; Nova Science Publishers: New York, NY, USA, 2011; ISBN 978-1-61470-799-8. [Google Scholar]
- Atteya, M.; Mikkelsen, O.; Lemu, H.G. State-of-the-art of crack propagation modelling in tubular joints. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 700, p. 012035. [Google Scholar]
- Doncheva, E.; Medjo, B.; Rakin, M.; Sedmak, S.; Trajanoska, B. Numerical simulation of crack propagation in high-strength low-alloyed welded steel. Procedia Struct. Integr. 2018, 13, 483–488. [Google Scholar] [CrossRef]
- Teflon Plates, Material: Polytetrafluorethylene (PTFE). Available online: https://www.teflon.de/ (accessed on 7 March 2022).
- Azari-Dodaran, N.; Ahmadi, H. Static behavior of offshore two-planar tubular KT-joints under axial loading at fire-induced elevated temperatures. J. Ocean. Eng. Sci. 2019, 4, 352–372. [Google Scholar] [CrossRef]
- ANSYS Inc. Products 2019 R3 © 2006–2019, Software Application. Available online: https://www.ansys.com/ (accessed on 3 April 2022).
- Espinosa, J.M.; Schafhirt, S.; Muskulus, M. Mesh parametric study for fatigue assessment of tubular K-joints using numerical methods. Energy Procedia 2017, 137, 514–522. [Google Scholar] [CrossRef]
- Su, X.; Gao, K.; Qu, H. Experimental study of stiffening rings reinforced tubular T-joint with precompression chord. Procedia Eng. 2017, 210, 278–285. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Description |
|---|---|
| Zwick/Roell SP1000 [16] | Compression force testing machine |
| 8 mm, 120 Ohms single grid | Strain Gauges |
| 10 mm, 500 × 500 mm Teflon | Teflon Plate |
| Linear LVDT | Deflection Sensor |
| U87, U88, U89 | Liquid Test |
| 4 MHz, 10 mm Pulser-Receiver | Ultrasonic Test |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heinemann, P.; Isopescu, D.-N. Experimental and Numerical Case Studies about Two-Dimensional CHS Joints with a Symmetrical Y-Shape. Materials 2022, 15, 3179. https://doi.org/10.3390/ma15093179
Heinemann P, Isopescu D-N. Experimental and Numerical Case Studies about Two-Dimensional CHS Joints with a Symmetrical Y-Shape. Materials. 2022; 15(9):3179. https://doi.org/10.3390/ma15093179
Chicago/Turabian StyleHeinemann, Patrick, and Dorina-Nicolina Isopescu. 2022. "Experimental and Numerical Case Studies about Two-Dimensional CHS Joints with a Symmetrical Y-Shape" Materials 15, no. 9: 3179. https://doi.org/10.3390/ma15093179
APA StyleHeinemann, P., & Isopescu, D.-N. (2022). Experimental and Numerical Case Studies about Two-Dimensional CHS Joints with a Symmetrical Y-Shape. Materials, 15(9), 3179. https://doi.org/10.3390/ma15093179