
Analysis of Selected Properties of Microporous PLA as a Result of Abiotic Degradation


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- Lascano, D.; Moraga, G.; Ivorra-Martinez, J.; Rojas-Lema, S.; Torres-Giner, S.; Balart, R.; Boronat, T.; Quiles-Carrillo, L. Development of Injection-Molded Polylactide Pieces with High Toughness by the Addition of Lactic Acid Oligomer and Characterization of Their Shape Memory Behavior. Polymers 2019, 11, 2099. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Carrillo, L.; Montanes, N.; Lagaron, J.M.; Balart, R.; Torres-Giner, S. Bioactive multilayer polylactide films with controlled release capacity of gallic acid accomplished by incorporating electrospun nanostructured coatings and interlayers. Appl. Sci. 2019, 9, 533. [Google Scholar] [CrossRef] [Green Version]
- Radusin, T.; Torres-Giner, S.; Stupar, A.; Ristic, I.; Miletic, A.; Novakovic, A.; Lagaron, J.M. Preparation, characterization and antimicrobial properties of electrospun polylactide films containing Allium ursinum L. extract. Food Packag. Shelf Life 2019, 21, 100357. [Google Scholar] [CrossRef]
- Scarfato, P.; Di Maio, L.; Milana, M.R.; Giamberardini, S.; Denaro, M.; Incarnato, L. Performance properties, lactic acid specific migration and swelling by simulant of biodegradable poly(lactic acid)/nanoclay multilayer films for food packaging. Food Addit. Contam. Part A 2017, 34, 1730–1742. [Google Scholar] [CrossRef]
- Gere, D.; Czigany, T. Future trends of plastic bottle recycling: Compatibilization of PET and PLA. Polym. Test. 2020, 81, 106160. [Google Scholar] [CrossRef]
- Muthuraj, R.; Misra, M.; Mohanty, A.K. Biodegradable compatibilized polymer blends for packaging applications: A literature review. J. Appl. Polym. Sci. 2018, 135, 45726. [Google Scholar] [CrossRef] [Green Version]
- Czarnecka-Komorowska, D.; Wiszumirska, K. Sustainability design of plastic packaging for the Circular Economy. Polimery 2020, 65, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Siracusaa, V.; Rocculib, P.; Romanib, S.; Rosa, M.D. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Skórczewska, K.; Klozinski, A. Improving the toughness and thermal resistance of polyoxymethylene/poly(lacticacid) blends: Evaluation of structure-properties correlation for reactive processing. Polymers 2020, 12, 307. [Google Scholar] [CrossRef] [Green Version]
- Bouzouita, A.; Samuel, C.; Notta-Cuvier, D.; Odent, J.; Lauro, F.; Dubois, P.; Raquez, J.-M. Design of highly tough poly(l-lactide)-based ternary blends for automotive applications. J. Appl. Polym. Sci. 2016, 133, 43402. [Google Scholar] [CrossRef]
- Paula, K.T.; Gaal, G.; Almeida, G.F.B.; Andrade, M.B.; Facure, M.H.M.; Correa, D.S.; Ruil, A.; Rodrigues, V.; Mendonca, C.R. Femtosecond laser micromachining of polylactic acid/graphene composites for designing interdigitated microelectrodes for sensor applications. Opt. Laser Technol. 2018, 101, 74–79. [Google Scholar] [CrossRef]
- Jeoung, S.K.; Ha, J.U.; Ko, Y.K.; Kim, B.R.; Yoo, S.E.; Lee, K.D.; Lee, S.N.; Lee, P.C. Aerobic biodegradability of polyester/polylactic acid composites for automotive NVH parts. Int. J. Precis. Eng. Manuf. 2014, 15, 1703–1707. [Google Scholar] [CrossRef]
- Chang, Y.C.; Chen, Y.; Ning, J.L.; Hao, C.; Rock, M.; Amer, M.; Feng, S.; Falahati, M.; Wang, L.J.; Chen, R.K.; et al. No such thing as trash: A 3D-printable polymer composite composed of oil-extracted spent coffee grounds and polylactic acid with enhanced impact toughness. ACS Sustain. Chem. Eng. 2019, 7, 15304–15310. [Google Scholar] [CrossRef]
- Frone, A.N.; Batalu, D.; Chiulan, I.; Oprea, M.; Gabor, A.R.; Nicolae, C.A.; Raditoiu, V.; Trusca, R.; Panaitescu, D.M. Morpho-structural, thermal and mechanical properties of PLA/PHB/Cellulose biodegradable nanocomposites obtained by compression molding, extrusion, and 3d printing. Nanomaterials 2020, 10, 51. [Google Scholar] [CrossRef] [Green Version]
- Gao, Y.; Li, Y.; Hu, X.R.; Wu, W.D.; Wang, Z.; Wang, R.G.; Zhang, L.Q. Preparation and properties of novel thermoplastic vulcanizate based on bio-based polyester/polylactic acid, and its application in 3D printing. Polymers 2017, 9, 694. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Santis, R.; Russo, R.; De Santis, T.; Rau, J.V.; Papallo, I.; Martorelli, M.; Gloria, A. Design of 3D additively manufactured hybrid structures for cranioplasty. Materials 2021, 14, 181. [Google Scholar] [CrossRef]
- Matos, B.D.M.; Rocha, V.; da Silva, E.J.; Moro, F.H.; Bottene, A.C.; Ribeiro, C.A.; Dias, D.D.; Antonio, S.G.; do Amaral, A.C.; Cruz, S.A.; et al. Evaluation of commercially available polylactic acid (PLA) filaments for 3d printing applications. J. Therm. Anal. Calorim. 2019, 137, 555–562. [Google Scholar] [CrossRef]
- Pierchala, M.K.; Makaremi, M.; Tan, H.L.; Pushpamalar, J.; Muniyandy, S.; Solouk, A.; Lee, S.M.; Pasbakhsh, P. Nanotubes in nanofibers: Antibacterial multilayered polylactic acid/halloysite/gentamicin membranes for bone regeneration application. Appl. Clay Sci. 2018, 160, 95–105. [Google Scholar] [CrossRef]
- Chen, Y.F.; Xu, J.Y.; Tan, Q.G.; Zhang, Z.L.; Zheng, J.; Xu, X.Y.; Li, Y. End-group functionalization of polyethylene glycol-polylactic acid copolymer and its application in the field of pharmaceutical carriers. J. Biobased Mater. Bioenergy 2019, 13, 690–698. [Google Scholar]
- Andrzejewski, J.; Nowakowski, M. Development of toughened flax fiber reinforced composites. modification of Poly(lactic acid)/Poly(butylene adipate-co-terephthalate) blends by reactive extrusion process. Materials 2021, 14, 1523. [Google Scholar] [CrossRef]
- Nofar, M.; Tabatabaei, A.; Sojoudiasli, H.; Park, C.B.; Carreau, P.J.; Heuzey, M.-C.; Kamal, M.R. Mechanical and bead foaming behavior of PLA-PBAT and PLA-PBSA blends with dierent morphologies. Eur. Polym. J. 2017, 90, 231–244. [Google Scholar] [CrossRef]
- Wu, N.; Zhang, H. Mechanical properties and phase morphology of super-tough PLA/PBAT/EMA-GMA multicomponent blends. Mater. Lett. 2017, 192, 17–20. [Google Scholar] [CrossRef]
- Li, K.; Peng, J.; Turng, L.-S.; Huang, H.-X. Dynamic rheological behavior and morphology of polylactide/poly(butylenes adipate-co-terephthalate) blends with various composition ratios. Adv. Polym. Technol. 2011, 30, 150–157. [Google Scholar] [CrossRef]
- Adrar, S.; Habi, A.; Ajji, A.; Grohens, Y. Synergistic effects in epoxy functionalized graphene andmodified organo-montmorillonite PLA/PBAT blends. Appl. Clay Sci. 2018, 157, 65–75. [Google Scholar] [CrossRef]
- Li, X.; Ai, X.; Pan, H.; Yang, J.; Gao, G.; Zhang, H.; Yang, H.; Dong, L. The morphological, mechanical, rheological, and thermal properties of PLA/PBAT blown films with chain extender. Polym. Adv. Technol. 2018, 29, 1706–1717. [Google Scholar] [CrossRef]
- Jian, J.; Xiangbin, Z.; Xianbo, H. An overviewon synthesis, properties and applications of poly(butylene-adipate-co-terephthalate)–PBAT. Adv. Ind. Eng. Polym. Res. 2020, 3, 19–26. [Google Scholar]
- Walha, F.; Lamnawar, K.; Maazouz, A.; Jaziri, M. Rheological, Morphological and Mechanical Studies of Sustainably Sourced Polymer Blends Based on Poly(Lactic Acid) and Polyamide 11. Polymers 2016, 8, 61. [Google Scholar] [CrossRef] [Green Version]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Sustainable biocomposites from biobased polyamide 6,10 and biocarbon from pyrolyzed miscanthus fibers. J. Appl. Polym. Sci. 2017, 134, 44221. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Méndez, J.A.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Impact strength and water uptake behaviors of fully bio-based PA11-SGW composites. Polymers 2018, 10, 717. [Google Scholar] [CrossRef] [Green Version]
- Bayer, I.S. Thermomechanical properties of polylactic acid-graphene composites: A state-of-the-art review for biomedical applications. Materials 2017, 10, 748. [Google Scholar] [CrossRef] [Green Version]
- Lin, L.; Deng, C.; Lin, G.; Wang, Y. Mechanical Properties, Heat Resistance and Flame Retardancy of Glass Fiber-Reinforced PLA-PC Alloys Based on Aluminum Hypophosphite. Polym. Plast. Technol. Eng. 2014, 53, 613–625. [Google Scholar] [CrossRef]
- Finkenstadt, V.L.; Tisserat, B. Poly(lactic acid) and osage orange wood fiber composites for agricultural mulch films. Ind. Crop. Prod. 2010, 31, 316–320. [Google Scholar] [CrossRef]
- Meereboer, K.W.; Pal, A.K.; Cisneros-López, E.O.; Misra, M.; Mohanty, A.K. The effect of natural fillers on the marine biodegradation behaviour of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV). Sci. Rep. 2021, 11, 911. [Google Scholar] [CrossRef] [PubMed]
- Tor-Swiatek, A.; Garbacz, T. Effect of abiotic degradation on the colorimetric analysis, mechanical properties and morphology of PLA composites with linen fibers. Adv. Sci. Technol. Res. J. 2021, 15, 99–109. [Google Scholar] [CrossRef]
- Yu, W.; Wang, X.; Ferraris, E.; Zhang, J. Melt crystallization of PLA/Talc in fused filament fabrication. Mater. Des. 2019, 182, 108013. [Google Scholar] [CrossRef]
- Jain, S.; Reddy, M.M.; Mohanty, A.K.; Misra, M.; Ghosh, A.K. A new biodegradable flexible composite sheet from poly(lacticacid)/poly(e-caprolactone) blends and micro-talc. Macromol. Mater. Eng. 2010, 295, 750–762. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Lewandowski, K.; Nowak, K.; Matykiewicz, D.; Andrzejewski, J.; Skórczewska, K.; Piasecki, A. Effect of basalt powder surface treatments on mechanical and processing properties of Polylactide-based composites. Materials 2020, 23, 5436. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Matykiewicz, D.; Skórczewska, K.; Lewandowski, K.; Andrzejewski, J.; Piasecki, A. Development of polylactide composites with improved thermomechanical properties by simultaneous use of basalt powder and a nucleating agent. Polym. Comp. 2020, 41, 2947–2957. [Google Scholar] [CrossRef]
- Hao, M.; Wu, H.; Qiu, F.; Wang, X. Interface bond improvement of sisal fibre reinforced polylactide composites with added epoxy oligomer. Materials 2018, 11, 398. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Hao, M. Strengthening and toughening of polylactide/sisal fiber biocomposites via in-situ reaction with epoxy- functionalized oligomer and poly (butylene-adipate-terephthalate). Polymers 2019, 11, 1747. [Google Scholar] [CrossRef] [Green Version]
- Wis, A.A.; Kodal, M.; Ozturk, S.; Ozkoc, G. Overmolded polylactide/jute-mat eco-composites: A new method to enhance the properties of natural fiber biodegradable composites. J. Appl. Polym. Sci. 2019, 137, 48692. [Google Scholar] [CrossRef]
- Bogoeva-Gaceva, G.; Dimeski, D.; Srebrenkoska, V. Biocomposites based on poly(lactic acid) and kenaf fibers: Effect of micro-fibrillated cellulose. Maced. J. Chem. Chem. Eng. 2013, 32, 331. [Google Scholar] [CrossRef]
- de Oliveira, S.A.; Nunes de Macedo, J.R.; dos Santos Rosa, D. Eco-efficiency of poly (lactic acid)-Starch-Cotton composite with high natural cotton fiber content: Environmental and functional value. J. Clean. Prod. 2019, 217, 32–41. [Google Scholar] [CrossRef]
- Morales, A.P.; Güemes, A.; Fernandez-Lopez, A.; Valero, V.C.; de La Rosa Llano, S. Bamboo-polylactic acid (PLA) composite material for structural applications. Materials 2017, 10, 1286. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Wu, Y.; Qiu, J.; Fei, M.; Qiu, R.; Liu, W. Interfacial compatibilization via in-situ polymerization of epoxidized soybean oil for bamboo fibers reinforced poly(lactic acid) biocomposites. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106066. [Google Scholar] [CrossRef]
- Akonda, M.; Alimuzzaman, S.; Shah, D.U.; Rahman, A.N.M.M. Physico-mechanical, thermal and biodegradation performance of random flax/polylactic acid and unidirectional flax/polylactic acid biocomposites. Fibers 2018, 6, 98. [Google Scholar] [CrossRef] [Green Version]
- Rytlewski, P.; Stepczynska, M.; Moraczewski, K.; Malinowski, R.; Jagodzinski, B.; Zenkiewicz, M. Mechanical properties and biodegradability of flax fiber-reinforced composite of polylactide and polycaprolactone. Polimery 2018, 63, 603–610. [Google Scholar] [CrossRef]
- Georgiopoulos, P.; Kontou, E.; Georgousis, G. Effect of silane treatment loading on the flexural properties of PLA/flax unidirectional composites. Compos. Commun. 2018, 10, 6–10. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M. Preparation of hybrid poly(lactic acid)/flax composites by the insert overmolding process: Evaluation of mechanical performance and thermomechanical properties. J. Appl. Polym. Sci. 2020, 138, 49646. [Google Scholar] [CrossRef]
- Couture, A.; Lebrun, G.; Laperrière, L. Mechanical properties of polylactic acid (PLA) composites reinforced with unidirectional flax and flax-paper layers. Compos. Struct. 2016, 154, 286–295. [Google Scholar] [CrossRef]
- Garbacz, T.; Dulebova, L.; Krasinsky, V. Effectiveness of cellular injection molding process. Adv. Sci. Technol. Res. J. 2013, 18, 74–80. [Google Scholar] [CrossRef]
- Tor-Świątek, A.; Garbacz, T.; Jachowicz, T. Quantitative assessment of the microscopic structure of extruded and injected low-density polyethylene modified with microspheres by image analysis. Cell. Polym. 2016, 35, 67–84. [Google Scholar] [CrossRef]
- Zhou, Q.; Chuan-Bo, C. Exo-endothermic blowing agent and its blowing behavior. J. Cell. Plast. 2005, 41, 225–234. [Google Scholar] [CrossRef]
- Palutkiewicz, P.; Garbacz, T. The influence of blowing agent addition, glass fiber filler content and mold temperature on selected properties, surface state and structure of injection molded parts from Polyamide 6. Cell. Polym. 2016, 35, 159–192. [Google Scholar] [CrossRef]
- Garbacz, T.; Samujlo, B. Selected properties of geometric structure of the surface of cellular polyethylene products. Polimery 2008, 53, 471–476. [Google Scholar] [CrossRef]
- Żenkiewicz, M.; Rytlewski, P.; Malinowski, R. Compositional, physical and chemical modification of polylactide. J. Achiev. Mater. Manuf. 2010, 43, 192–199. [Google Scholar]
- Goliszek, M.; Podkościelna, B.; Klepka, T.; Sevastyanova, O. Preparation, thermal, and mechanical characterization of UV-cured polymer biocomposites with lignin. Polymers 2020, 12, 1159. [Google Scholar] [CrossRef]
- Nair, L.S.; Laurencin, C.T. Biodegradable polymers as biomaterials. Prog. Polym. Sci. 2007, 32, 762–798. [Google Scholar]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, applications, nanocomposites, and release studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef]
- Bautista, I.E.; Jover, J.; Gutierrez, M.; Corpas, J.F.; Cremades, R.; Fontiveros, O.; Vega, J.F. Preparation of crayfish chitin by in situ lactic acid production. Process Biochem. 2001, 37, 229–234. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Tor-Świątek, A. Characteristics of physical structure of poly(vinyl chloride) extrudate modified with microspheres. Polimery 2012, 57, 577–580. [Google Scholar] [CrossRef]
- Palutkiewicz, P.; Postawa, P. The investigation of selected properties of the porous moulded parts from talc-filled PP composites. J. Cell. Plastics 2015, 52, 399–418. [Google Scholar] [CrossRef]
- Chen, J.; Yang, L.; Chen, D.; Mai, Q.; Wang, M.; Wu, L.; Kong, P. Cell structure and mechanical properties of microcellular PLA foams prepared via autoclave constrained foaming. Cell. Polym. 2020, 40, 101–118. [Google Scholar] [CrossRef]
- Mallegni, N.; Phuong, T.V.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Poly(lactic acid) (PLA) based tear resistant and biodegradable flexible films by blown film extrusion. Materials 2018, 11, 148. [Google Scholar] [CrossRef] [Green Version]
- Matuana, L.M.; Diaz, C.A. Study of cell nucleation in microcellular Poly(lactic acid) foamed with supercritical CO2 through a continuous-extrusion process. Ind. Eng. Chem. 2010, 49, 2186–2193. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, W.; Park, C.B. Continuous processing of low-density, microcellular poly(lactic acid) foams with controlled cell morphology and crystallinity. Chem. Eng. Sci. 2012, 75, 390–399. [Google Scholar] [CrossRef]
- Matuana, L.M.; Diaz, C.A. Strategy to produce microcellular foamed poly(lactic acid)/woodflour composites in a continuous extrusion process. Ind. Eng. Chem. Res. 2013, 52, 12032–12040. [Google Scholar] [CrossRef]
- Mi, H.Y.; Salick, M.R.; Jing, X.; Jacques, B.R.; Crone, W.C.; Peng, X.F.; Turng, L.S. Characterization of thermoplastic polyurethane/polylactic acid (TPU/PLA) tissue engineering scaffolds fabricated by microcellular injection molding. Mater. Sci. Eng. C. 2013, 33, 4767–4776. [Google Scholar] [CrossRef] [Green Version]
- Moghaddam, M.A.; Stloukal, P.; Kucharczyk, P.; Tor-Świątek, A.; Garbacz, T.; Pummerova, M.; Klepka, T.; Sedlařík, V. Microcellular antibacterial polylactide—Based systems prepared by additive extrusion with ALUM. Polym. Adv. Technol. 2019, 30, 2100–2108. [Google Scholar] [CrossRef]
- Han, Z.; Zhang, Y.; Yang, W.; Xie, P. Advances in Microcellular Foam Processing of PLA. Key Eng. Mater. 2016, 717, 68–72. [Google Scholar] [CrossRef]
- Richards, E.; Rizvi, R.; Chow, A.; Naguib, H. Biodegradable composite foams of PLA and PHBV using subcritical CO2. J. Polym. Environ. 2008, 16, 258–266. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Murillo Castellón, S.; Bonten, C.; Altstädt, V. Chemical modification and foam processing of polylactide (PLA). Polymers 2019, 11, 306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mahdavi, M.; Yousefzade, O.; Garmabi, H. A simple method for preparation of microcellular PLA/calcium carbonate nanocomposite using super critical nitrogen as a blowing agent: Control of microstructure. Adv. Polym. Technol. 2018, 37, 3017–3026. [Google Scholar] [CrossRef]
- Tyler, B.; Gullotti, D.; Mangraviti, A.; Utsuki, T.; Brem, H. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 163–175. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic acid (PLA) biocomposite: Processing, additive manufacturing and advanced applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef]
- Wang, Q.; Jamal, S.; Detamore, M.S.; Berkland, C. PLGA-chitosan/PLGA-alginate Nanoparticles Blends as Biodegradable Colloidal Gels for Seeding Human Umbilical Cord Mesenchymal Stem Cells. J. Biomed. Mater. Res. A 2011, 96A, 520–527. [Google Scholar] [CrossRef] [Green Version]
- Davoudi, Z.; Peroutka-Bigus, N.; Bellaire, B.; Wannemuehler, M.; Barett, T.A.; Narasimhan, B.; Wang, Q. Intestinal organoids containing PLGA nanoparticles for the treatment of inflammatory bowel diseases. J. Biomed. Mater. Res. A 2018, 106, 876–886. [Google Scholar] [CrossRef]
- Tang, S.; Davoudi, Z.; Wang, G.; Xu, Z.; Rehman, T.; Prominski, A.; Tian, B.; Bratlie, K.M.; Peng, H.; Wang, Q. Soft materials as biological and artificial membranes. Chem. Soc. Rev. 2021, 50, 12679–12701. [Google Scholar] [CrossRef]
- Davoudi, Z.; Peroutka-Bigus, N.; Bellaire, B.; Jergeus, A.; Wannemuehler, M.; Wang, Q. Gut organoid as a new platform to study alginate and chitosan mediated PLGA nanoparticles for drug delivery. Mar. Drugs 2021, 19, 282. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
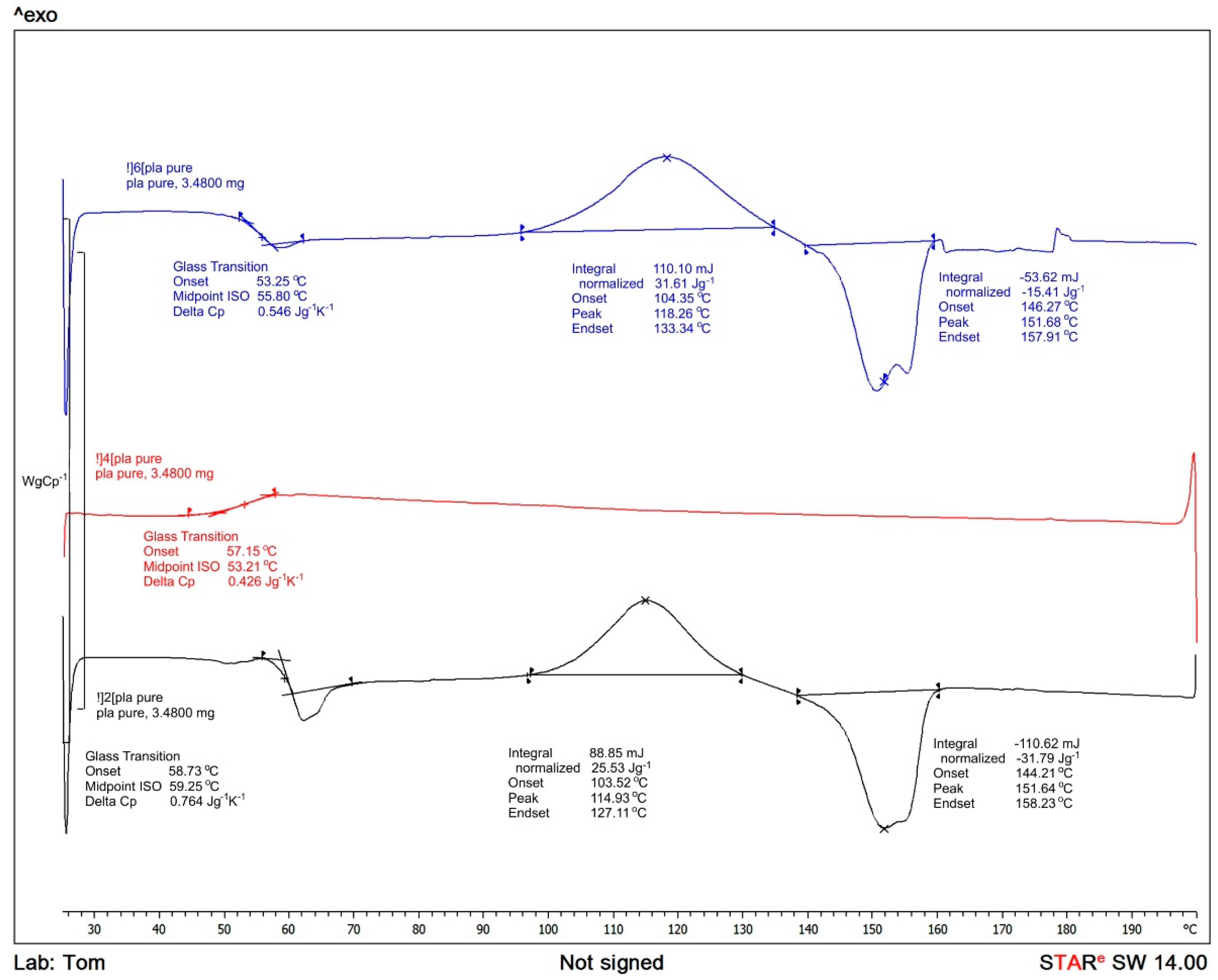
| Sample | Mw a [kg·mol−1] | Đ b | Tm_1 c [°C] | ΔHm_1 d [J·g−1] | Tm_2 e [°C] | ΔHm_c f [J·g−1] | Tc g [°C] | ΔHc h [J·g−1] | Tg i [°C] | χc j [%] |
|---|---|---|---|---|---|---|---|---|---|---|
| Pure PLA prior to processing | 136.4 | 2.1 | 153.1 | - | - | −30.4 | - | - | 58.2 | 32.6 |
| PLA after processing | 134.6 | 2.4 | 153.8 | - | - | −16.1 | 127.5 | 13.5 | 59.4 | 2.7 |
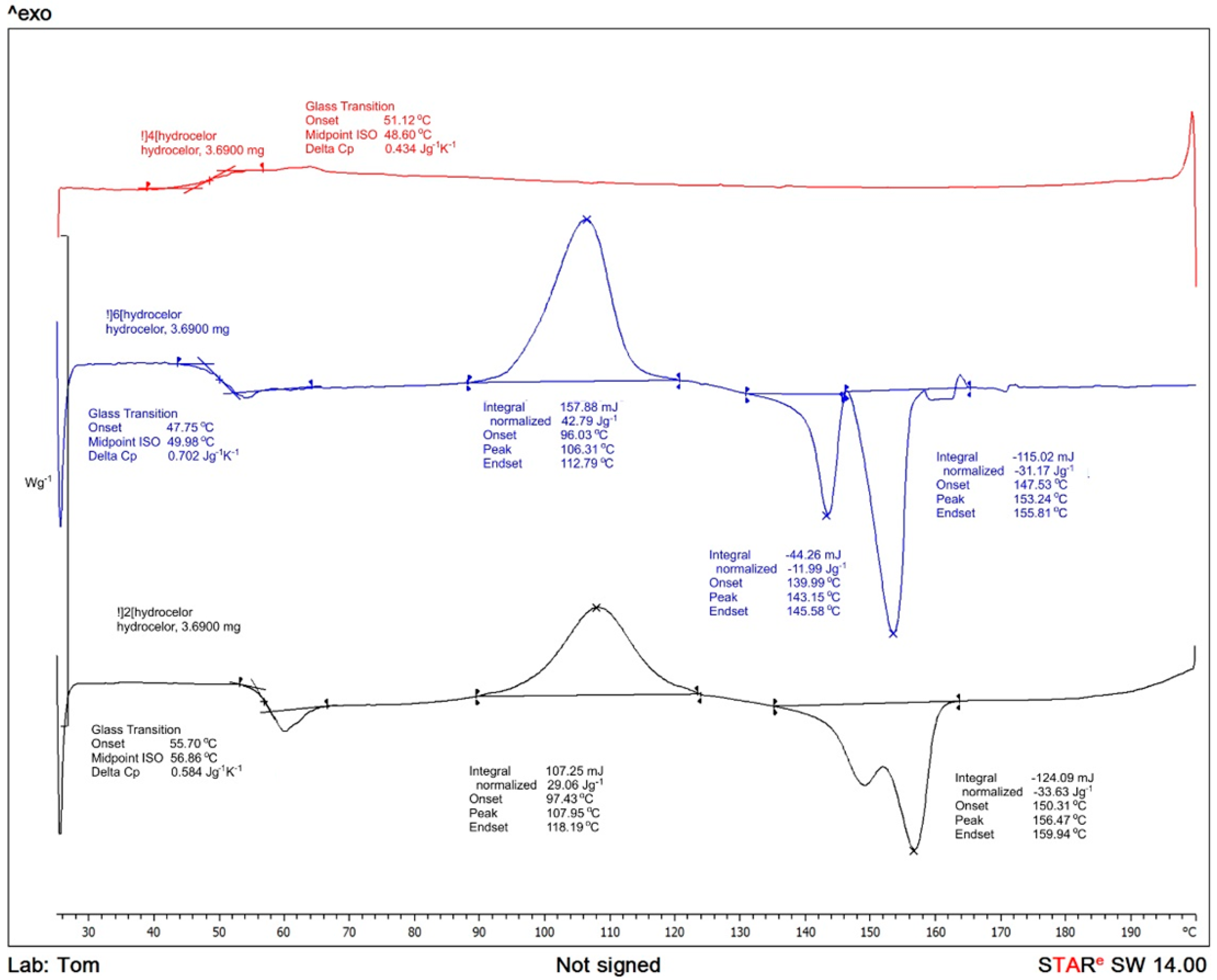
| Exp PLA after processing | 89.8 | 2.4 | 150.5 | −23.9 | 157.4 | −37.6 | 119.9 | 37.1 | 58.4 | 0.6 |
| Sample | pH | Time (Week) | Tm_1 a [°C] | ΔHm_1 b [J·g−1] | Tm_2 c [°C] | ΔHm_c d [J·g−1] | Tc e [°C] | ΔHc f [J·g−1] | Tg g [°C] | χc h [%] |
|---|---|---|---|---|---|---|---|---|---|---|
| PLA | 2.4 | 0 | 153.8 | - | - | −16.1 | 127.5 | 13.5 | 59.4 | 2.7 |
| 4 | 153.4 | - | - | −24.9 | 125.5 | 21.7 | 59.4 | 3.4 | ||
| 12 | 152.4 | - | - | −30.6 | 122.9 | 30.3 | 59.0 | 0.4 | ||
| 20 | 150.7 | −25.0 | 157.2 | −37.0 | 119.9 | 36.1 | 57.9 | 1.0 | ||
| PLA | 7.4 | 0 | 153.8 | - | - | −16.1 | 127.5 | 13.5 | 59.4 | 2.7 |
| 4 | 153.6 | - | - | −21.9 | 125.7 | 21.5 | 59.6 | 0.4 | ||
| 12 | 152.5 | - | - | −30.3 | 123.2 | 30.1 | 59.2 | 0.2 | ||
| 20 | 150.7 | −12.9 | 157.1 | −37.1 | 117.9 | 35.6 | 58.5 | 1.6 | ||
| PLA | 12 | 0 | 153.8 | - | - | −16.1 | 127.5 | 13.5 | 59.4 | 2.7 |
| 4 | 153.2 | - | - | −25.6 | 124.0 | 25.6 | 59.4 | 0.1 | ||
| 12 | 153.4 | - | - | −26.9 | 125.0 | 23.3 | 59.5 | 3.9 | ||
| 20 | 151.6 | −23.7 | 157.1 | −33.0 | 121.4 | 32.5 | 58.7 | 0.5 | ||
| Exp PLA | 2.4 | 0 | 150.5 | −23.9 | 157.4 | −37.6 | 119.9 | 37.1 | 58.4 | 0.6 |
| 4 | 155.8 | −23.3 | 147.2 | −42.6 | 114.1 | 38.4 | 57.1 | 4.5 | ||
| 12 | 155.2 | −24.2 | 145.9 | −40.8 | 110.9 | 39.9 | 55.3 | 0.9 | ||
| 20 | 153.8 | −19.3 | 144.1 | −30.0 | 108.7 | 30.0 | 54.0 | 0.0 | ||
| Exp PLA | 7.4 | 0 | 150.5 | −23.9 | 157.4 | −37.7 | 119.9 | 37.1 | 58.4 | 0.6 |
| 4 | 150.4 | −22.9 | 157.0 | −36.5 | 120.4 | 35.2 | 57.9 | 1.4 | ||
| 12 | 156.5 | −18.9 | 148.5 | −38.8 | 116.4 | 38.6 | 57.0 | 0.3 | ||
| 20 | 156.2 | −20.7 | 148.1 | −39.7 | 115.2 | 37.5 | 56.9 | 2.4 | ||
| Exp PLA | 12 | 0 | 150.5 | −23.9 | 157.4 | −37.7 | 119.9 | 37.1 | 58.4 | 0.6 |
| 4 | 156.9 | −15.9 | 149.6 | −37.6 | 118.2 | 35.8 | 58.0 | 1.7 | ||
| 12 | 156.0 | −18.9 | 148.1 | −38.6 | 116.5 | 37.6 | 56.3 | 1.0 | ||
| 20 | 155.0 | −22.0 | 146.4 | −39.7 | 113.9 | 38.0 | 55.3 | 1.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tor-Świątek, A.; Garbacz, T.; Stloukal, P. Analysis of Selected Properties of Microporous PLA as a Result of Abiotic Degradation. Materials 2022, 15, 3133. https://doi.org/10.3390/ma15093133
Tor-Świątek A, Garbacz T, Stloukal P. Analysis of Selected Properties of Microporous PLA as a Result of Abiotic Degradation. Materials. 2022; 15(9):3133. https://doi.org/10.3390/ma15093133
Chicago/Turabian StyleTor-Świątek, Aneta, Tomasz Garbacz, and Petr Stloukal. 2022. "Analysis of Selected Properties of Microporous PLA as a Result of Abiotic Degradation" Materials 15, no. 9: 3133. https://doi.org/10.3390/ma15093133
APA StyleTor-Świątek, A., Garbacz, T., & Stloukal, P. (2022). Analysis of Selected Properties of Microporous PLA as a Result of Abiotic Degradation. Materials, 15(9), 3133. https://doi.org/10.3390/ma15093133