
Influence of Sugarcane Bagasse Ash and Silica Fume on the Mechanical and Durability Properties of Concrete


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing of Sugarcane Bagasse Ash (SCB)
2.3. Concrete Mix Design
2.4. SCBA, SF, and Paste Characterisation
2.4.1. XRF
2.4.2. XRD
2.4.3. SEM
2.5. Preparation of Test Specimens
2.5.1. Specimen Preparation for Mechanical Strength Tests
2.5.2. Specimen Preparation for the OPI Test
2.6. Performance Test Methods
2.6.1. Compressive Strength Test
2.6.2. Split Tensile Strength Test
2.6.3. Strength Activity Index (SAI) Test
2.6.4. Oxygen Permeability Index (OPI) Test
2.6.5. Micro-CT Porosity Test
3. Test Results and Discussion
3.1. SCBA, SF and Mortar Characterisation
3.1.1. XRF
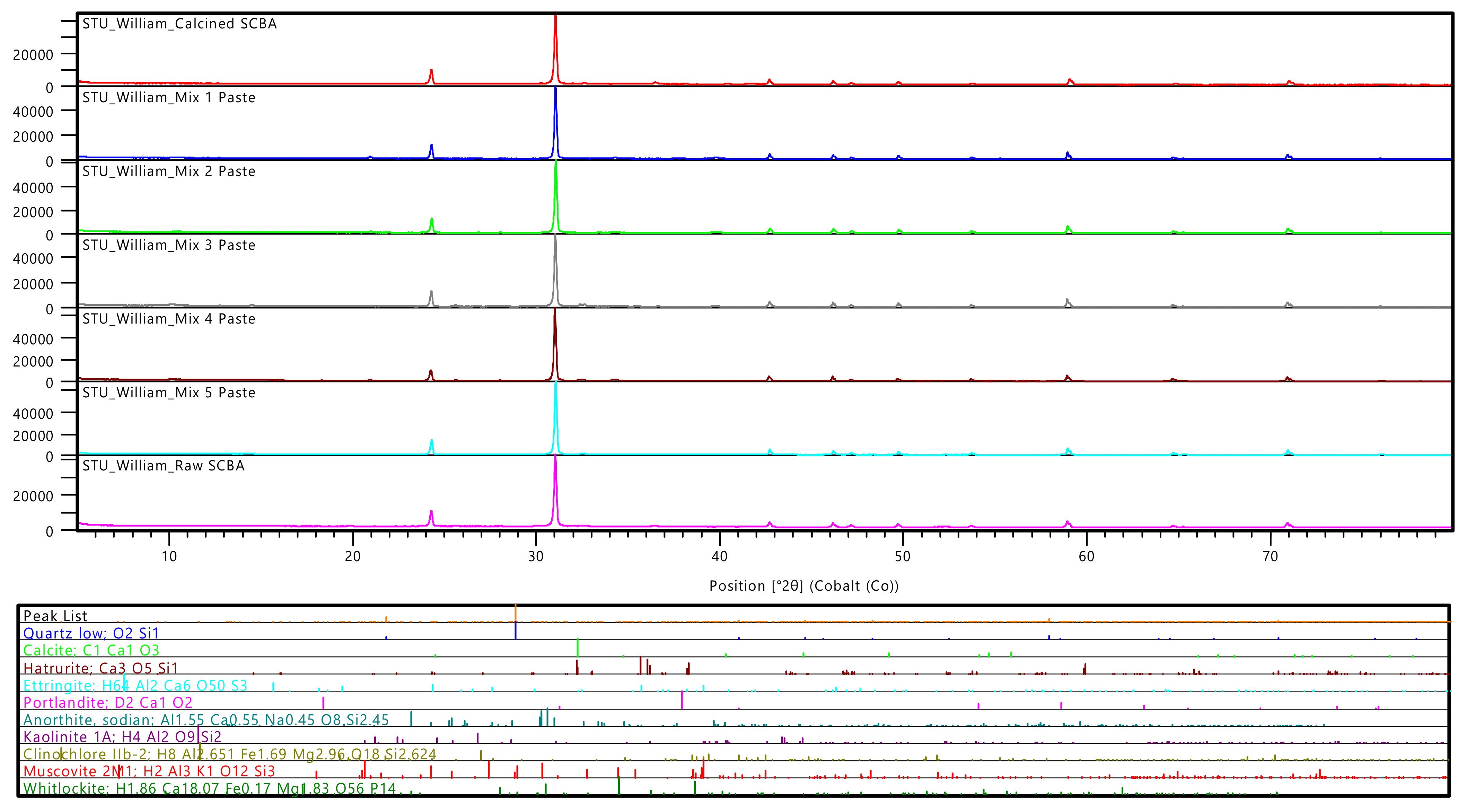
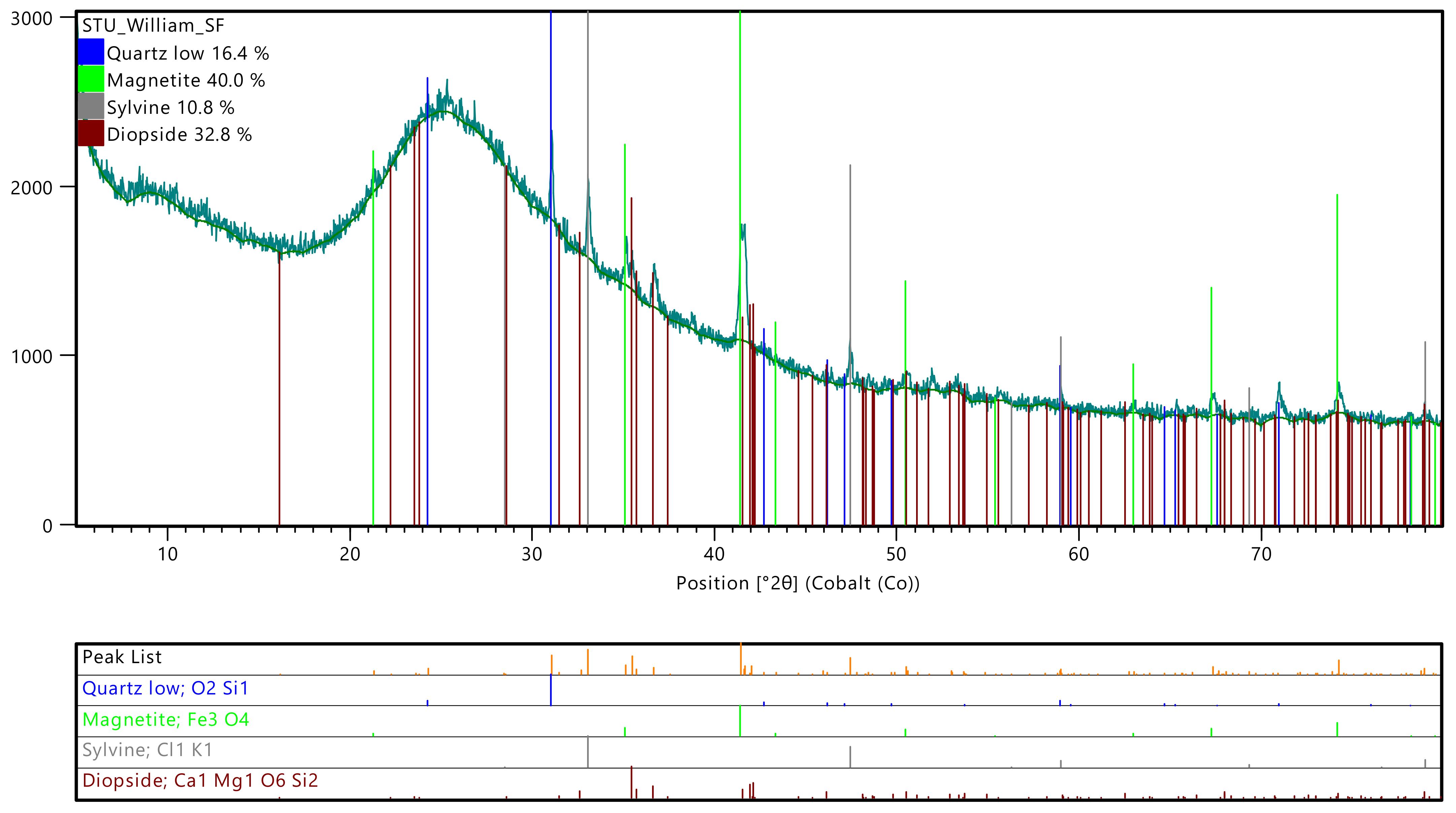
3.1.2. XRD
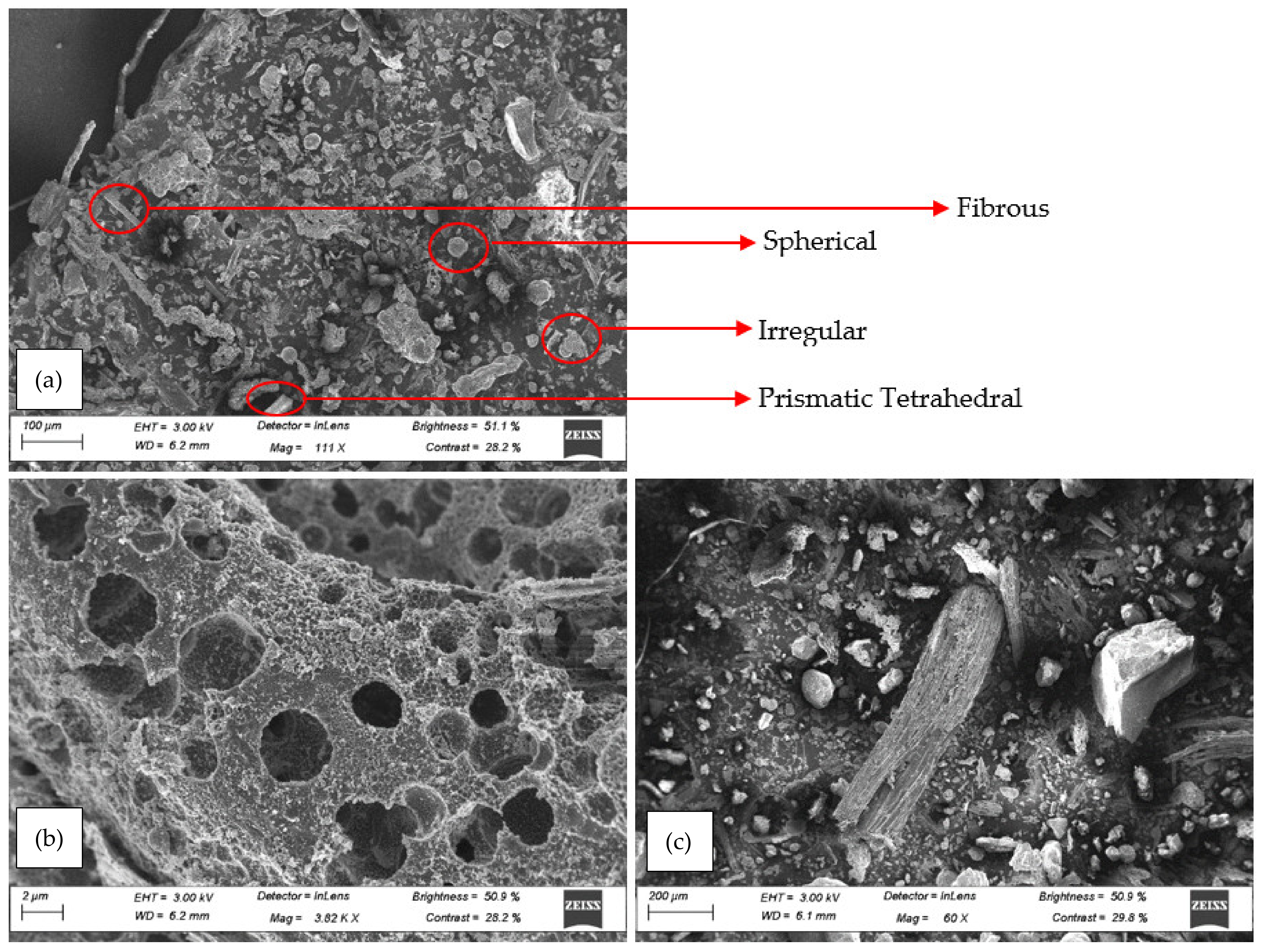
3.1.3. SEM
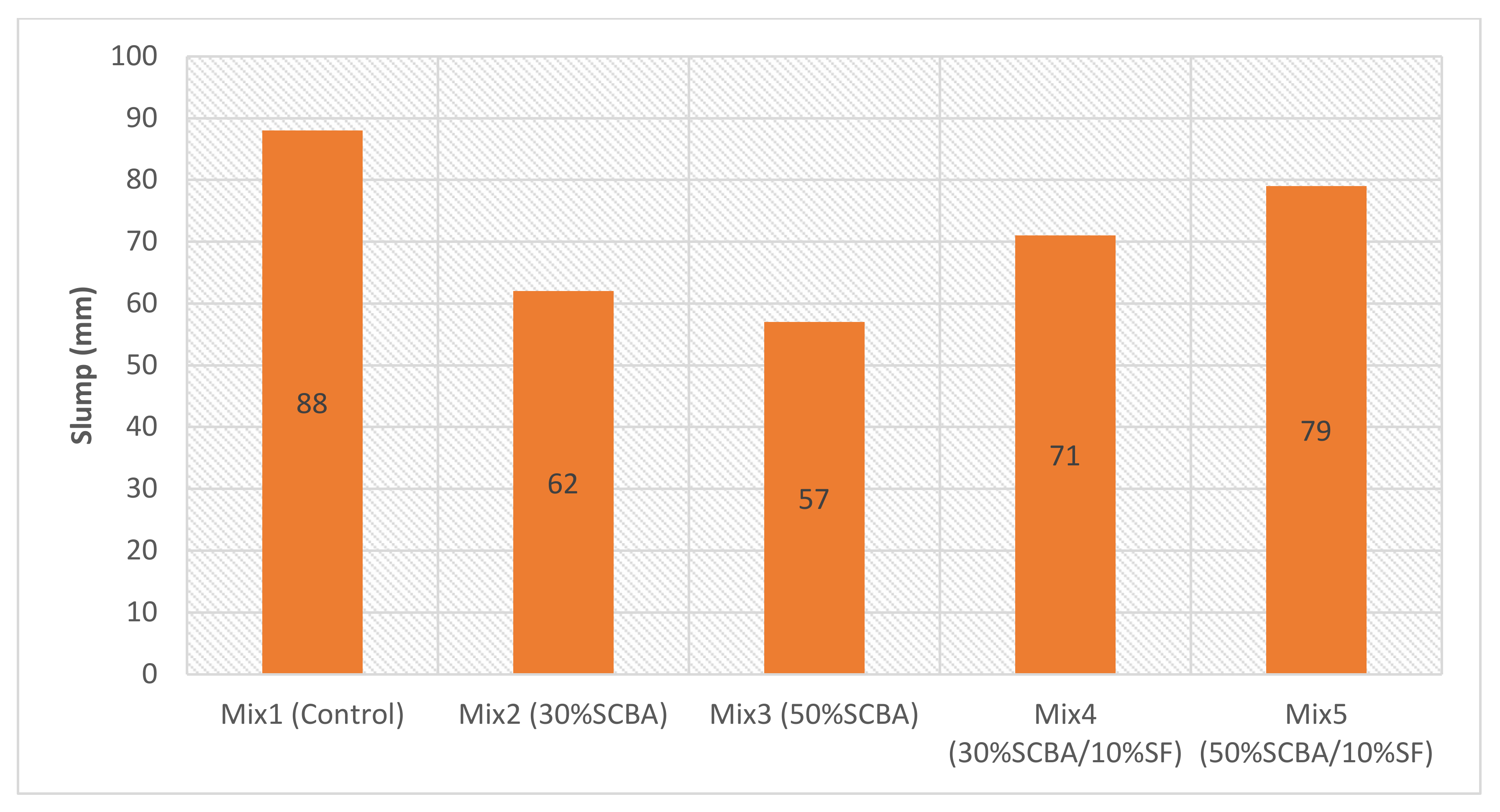
3.2. Workability
3.3. Strength Activity Index (SAI)
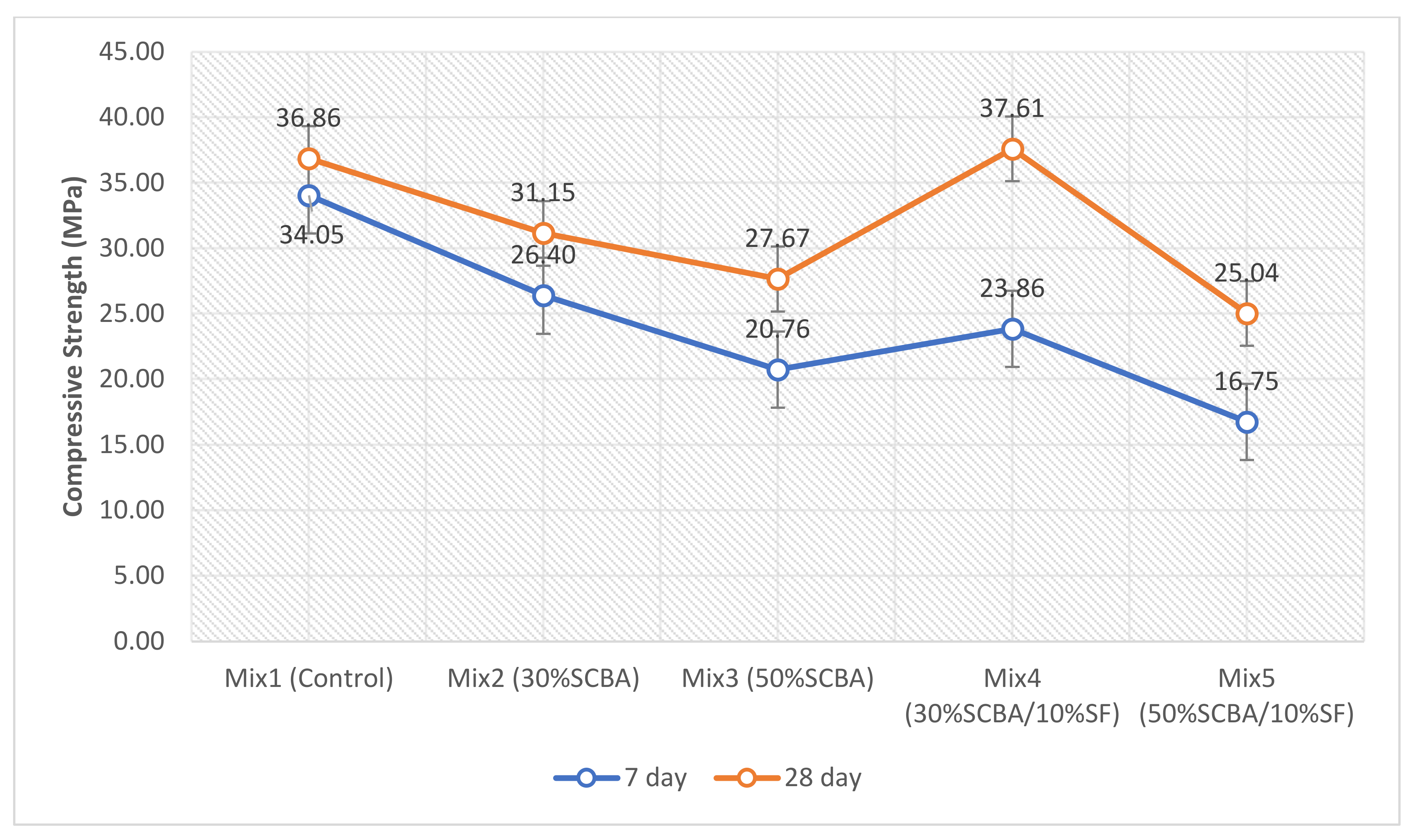
3.4. Compressive Strength
3.5. Split Tensile Strength
3.6. Oxygen Permeability Index
3.7. Micro-CT Porosity
4. Conclusions and Recommendations
- Processing the SCBA through calcination resulted in a material that possessed better pozzolanic properties than the raw SCBA. The processed SCBA has a very high silica content and a low LOI. Moreover, the processed SCBA had an increase of 12.3% in the amorphous phase and a 10.8% decrease in the crystalline quartz phase.
- SF possessed exceptional pozzolanic properties, with a high silica content and a low LOI, superior to the processed SCBA. In addition, SF possesses essentially an amorphous phase at 96.1% and fine spherical particles confirmed by SEM images.
- The XRD analysis of the cement mortar samples at 21 days confirmed pozzolanic reaction due to the SCMs with decreasing portlandite content. This, with the SAI results, indicates that both SCBA and SF have good pozzolanic reactivity in concrete. The amorphous SF helped produce a higher amount of the C-S-H phase (Mix 4). This high amount of C-S-H phase helped increase the strength and improve the microstructure of the concrete, which consequently improved the durability. At 28 days of age, the compressive and tensile strength of the ternary blend supersedes that of the plain concrete, allowing for up to 40% cement reduction without detrimental effects.
- The results from the OPI test showed that all mixes achieved indices that can be considered excellent (>10). A similar trend to the the mechanical strength tests was observed in the OPI test. The SCBA binary blends resulted in a lower OPI than the control and decreased further as the replacement percentage increased. The ternary blend of Mix 4 achieved the highest OPI. This indicates that the addition of SF produces better mechanical performance and creates a more durable concrete.
- The interconnectivity of the pores has an impact on the permeability of the concrete more than the porosity. This is portrayed by Mix 4, with higher porosity than the control, although with higher resistance to oxygen permeation. Higher porosity impacts the mechanical performance of the concrete, as portrayed by Mixes 3 and 5, having the lowest strength and the highest porosity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Poudyal, L.; Adhikari, K. Environmental sustainability in cement industry: An integrated approach for green and economical cement production. Resour. Environ. Sustain. 2021, 4, 100024. [Google Scholar] [CrossRef]
- Kolawole, J.T.; Babafemi, A.J.; Paul, S.C.; du Plessis, A. Performance of concrete containing Nigerian electric arc furnace steel slag aggregate towards sustainable production. Sustain. Mater. Technol. 2020, 25, e00174. [Google Scholar] [CrossRef]
- Miller, S.A. Supplementary cementitious materials to mitigate greenhouse gas emissions from concrete: Can there be too much of a good thing? J. Clean. Prod. 2018, 178, 587–598. [Google Scholar] [CrossRef]
- Bahurudeen, A.; Kanraj, D.; Gokul Dev, V.; Santhanam, M. Performance evaluation of sugarcane bagasse ash blended cement in concrete. Cem. Concr. Compos. 2015, 59, 77–88. [Google Scholar] [CrossRef]
- Kolawole, J.T.; Olusola, K.O.; Babafemi, A.J.; Olalusi, O.B.; Fanijo, E. Blended cement binders containing bamboo leaf ash and ground clay brick waste for sustainable concrete. Materialia 2021, 15, 101045. [Google Scholar] [CrossRef]
- Sales, A.; Lima, S.A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122. [Google Scholar] [CrossRef]
- Kolawole, J.T.; Babafemi, A.J.; Fanijo, E.; Paul, S.C.; Combrinck, R. State-of-the-art review on the use of sugarcane bagasse ash in cementitious materials. Cem. Concr. Compos. 2021, 118, 103975. [Google Scholar] [CrossRef]
- Martirena, F.; Monzó, J. Vegetable ashes as Supplementary Cementitious Materials. Cem. Concr. Res. 2018, 114, 57–64. [Google Scholar] [CrossRef]
- Torres, S.M.; de Lima, V.E.; de Azevedo Basto, P.; de Araujo, N.T., Jr.; de Melo Neto, A.A. Assessing the pozzolanic activity of sugarcane bagasse ash using X-ray diffraction. Constr. Build. Mater. 2020, 264, 120684. [Google Scholar] [CrossRef]
- Siddique, R. Utilisation of silica fume in concrete: Review of hardened properties. Resour. Conser. Recycl. 2020, 55, 923–932. [Google Scholar] [CrossRef]
- Shannag, M.J. High strength concrete containing natural pozzolan and silica fume. Cem. Concr. Compos. 2000, 22, 399–406. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Panaikuni, I.; Wu, Y.F. Pozzolanic reaction of sugarcane bagasse ash and its role in controlling alkali silica reaction. Constr. Build. Mater. 2017, 148, 231–240. [Google Scholar] [CrossRef]
- Murugesan, T.; Vidjeapriya, R.; Bahurudeen, A. Sugarcane bagasse ash-blended concrete for effective resource utilization between sugar and construction industries. Sugar Tech. 2020, 22, 858–869. [Google Scholar] [CrossRef]
- Katare, V.D.; Madurwar, M.V. Experimental characterisation of sugarcane biomass ash—A review. Constr. Build. Mater. 2017, 152, 1–15. [Google Scholar] [CrossRef]
- Rerkpiboon, A.; Tangchirapat, W.; Jaturapitakkul, C. Strength, chloride resistance, and expansion of concretes containing ground bagasse ash. Constr. Build. Mater. 2015, 101, 983–989. [Google Scholar] [CrossRef]
- Abdullah, A.; Taufiq-Yap, Y.H.; Alhozaimy, A.; Al-Negheimish, A.; Noorzaei, J. The effect of various chemical activators on pozzolanic reactivity: A review. Scient. Res. Essays 2012, 7, 719–729. [Google Scholar] [CrossRef]
- Awoyera, P.; Adesina, A. A critical review on application of alkali activated slag as a sustainable composite binder. Case Stud. Constr. Mater. 2019, 11, e00268. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si + Ca) and metakaolin (Si + Al) cements. Cem. Conc. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Baciocchi, R.; Corti, A.; Costa, G.; Lombardi, L.; Zingaretti, D. Storage of carbon dioxide captured in a pilot-scale biogas upgrading plant by accelerated carbonation of industrial residues. Energy Procedia 2011, 4, 4985–4992. [Google Scholar] [CrossRef] [Green Version]
- Abdul Rahim, R.H.; Rahmiati, T.; Azizli, K.A.; Man, Z.; Nuruddin, M.F.; Ismail, L. Comparison of using NaOH and KOH activated fly ash-based geopolymer on the mechanical properties. Mater. Sci. Forum 2015, 803, 179–184. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Toledo Filho, R.D.; Fairbairn, E.M.R. Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Constr. Build. Mater. 2009, 23, 3301–3303. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Kurtis, K.E. Effect of mechanical processing on sugar cane bagasse ash pozzolanicity. Cem. Concr. Res. 2017, 97, 41–49. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Tavares, L.M.; Toledo Filho, R.D. Improved pozzolanic activity of sugar cane bagasse ash by selective grinding and classification. Cem. Conc. Res. 2016, 89, 269–275. [Google Scholar] [CrossRef]
- ACI 211.1-91; Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2009.
- SANS 5862-1: 2006d; Concrete Tests—Consistence of Freshly Mixed Concrete—Slump Test. South African National Standards: Pretoria, South Africa, 2006.
- SANS 5861-2: 2006b; Concrete Tests Part 2: Sampling of Freshly Mixed Concrete. South African National Standards: Pretoria, South Africa, 2006.
- SANS 5861-3: 2006c; Concrete Tests Part 3: Making and Curing of Test Specimens. South African National Standards: Pretoria, South Africa, 2006.
- SANS 5860: 2006a; Concrete Tests—Dimensions, Tolerances and Uses of Cast Test Specimens. South African National Standards: Pretoria, South Africa, 2006.
- SANS 3001-CO3-1: 2015; Civil Engineering Test Methods Part CO3-1: Concrete Durability Index Testing—Preparation of Test Specimens. South African National Standards: Pretoria, South Africa, 2015.
- SANS 5863: 2006e; Concrete Tests—Compressive Strength of Hardened Concrete. South African National Standards: Pretoria, South Africa, 2006.
- SANS 6253: 2006f; Concrete Tests—Tensile Splitting Strength of Concrete. South African National Standards: Pretoria, South Africa, 2006.
- ASTM C311; Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2018.
- SANS 3001-CO3-2; Civil Engineering Test Methods Part CO3-2: Concrete Durability Index Testing—Oxygen Permeability Test. South African National Standards: Pretoria, South Africa, 2015.
- Du Plessis, A.; Boshoff, W.P. A review of X-ray computed tomography of concrete and asphalt construction materials. Constr. Build. Mater. 2019, 199, 637–651. [Google Scholar] [CrossRef]
- Du Plessis, A.; Broeckhoven, C.; Guelpa, A.; le Roux, S.G. Laboratory x-ray micro-computed tomography: A user guideline for biological samples. GigaScience 2017, 6, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Klathae, T.; Tanawuttiphong, N.; Tangchirapat, W.; Chindaprasirt, P.; Sukontasukkul, P.; Jaturapitakkul, C. Heat evolution, strengths, and drying shrinkage of concrete containing high volume ground bagasse ash with different LOIs. Constr. Build. Mater. 2020, 258, 119443. [Google Scholar] [CrossRef]
- Kunther, W.; Ferreiro, S.; Skibsted, J. Influence of the Ca/Si ratio on the compressive strength of cementitious calcium-silicate-hydrate binders. J. Mater. Chem. A 2017, 5, 17401–17412. [Google Scholar] [CrossRef] [Green Version]
- Marchon, D.; Flatt, R.J. Mechanisms of cement hydration. In Science and Technology of Concrete Admixtures; Aïtcin, P.C., Flatt, R.J., Eds.; Woodhead Publishing Sawston: Cambridge, UK, 2016; pp. 129–145. [Google Scholar] [CrossRef]
- Yadav, A.L.; Sairam, V.; Muruganandam, L.; Srinivasan, K. An overview of the influences of mechanical and chemical processing on sugarcane bagasse ash characterisation as a supplementary cementitious material. J. Clean. Prod. 2020, 245, 118854. [Google Scholar] [CrossRef]
- Jagadesh, P.; Ramachandramurthy, A.; Murugesan, R.; Sarayu, K. Micro-analytical studies on sugar cane bagasse ash. Sadhana 2015, 40, 1629–1638. [Google Scholar] [CrossRef] [Green Version]
- Bahurudeen, A.; Santhanam, M. Influence of different processing methods on the pozzolanic performance of sugarcane bagasse ash. Cem. Concr. Compos. 2015, 56, 32–45. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Kroehong, W.; Damrongwiriyanupap, N.; Suriyo, W.; Jaturapitakkul, C. Mechanical properties, chloride resistance and microstructure of Portland fly ash cement concrete containing high volume bagasse ash. J. Build. Eng. 2020, 31, 101415. [Google Scholar] [CrossRef]
- Rajasekar, A.; Arunachalam, K.; Kottaisamy, M.; Saraswathy, V. Durability characteristics of Ultra High Strength Concrete with treated sugarcane bagasse ash. Constr. Build. Mater. 2018, 171, 350–356. [Google Scholar] [CrossRef]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Evaluation of bagasse ash as supplementary cementitious material. Cem. Cem. Concr. Compos. 2007, 29, 515–524. [Google Scholar] [CrossRef]
- Srinivasan, R.; Sathiya, K. Experimental study on bagasse ash blended cement pastes. Int. J. Serv. Learn Eng. Humanit. Eng. Soc. Entrep. 2010, 5, 60–66. [Google Scholar]
- Batool, F.; Masood, A.; Ali, M. Characterisation of Sugarcane Bagasse Ash as Pozzolan and Influence on Concrete Properties. Arab. J. Sci. Eng. 2020, 45, 3891–3900. [Google Scholar] [CrossRef]
- Motahari Karein, S.M.; Ramezanianpour, A.A.; Ebadi, T.; Isapour, S.; Karakouzian, M. A new approach for application of silica fume in concrete: Wet granulation. Constr. Build. Mater. 2017, 157, 573–581. [Google Scholar] [CrossRef]
- Salvoldi, B.G.; Beushausen, H.; Alexander, M.G. Oxygen permeability of concrete and its relation to carbonation. Constr. Build. Mater. 2015, 85, 30–37. [Google Scholar] [CrossRef]
- Naik, T.R. Concrete Durability as Influenced by Density and/or Porosity; CBU-1997-27; Cement and Concrete Institute of Mexico Symposium “World of Concrete—Mexico”: Guadalajara, Mexico, 1997. [Google Scholar]
- Rößler, M.; Odler, I. Investigations on the relationship between porosity, structure and strength of hydrated portland cement pastes I. Effect of porosity. Cem. Concr. Res. 1985, 15, 320–330. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Characteristics | |
|---|---|---|
| RD | FM | |
| Cement | 3.14 | - |
| SCBA | 1.94 | - |
| SF | 2.35 | - |
| Fine aggregate (2 mm max.) | 2.62 | 2.62 |
| Coarse aggregate (19 mm max.) | 2.8 | - |
| KOH | 2.1 | - |
| Mix | Cement (kg/m3) | SCBA (kg/m3) | SF (kg/m3) | Water (kg/m3) | Fine Aggregate (kg/m3) | Coarse Aggregate (kg/m3) | KOH (kg/m3) | Premia 310 (kg/m3) | w/b | Density (kg/m3) |
|---|---|---|---|---|---|---|---|---|---|---|
| Mix 1 | 400 | - | - | 200 | 830.68 | 995.56 | - | - | 0.5 | 2426 |
| Mix 2 | 273.53 | 117.23 | - | 191.47 | 811.50 | 972.57 | 3.91 | 3.91 | 0.5 | 2374 |
| Mix 3 | 192.42 | 192.42 | - | 188.57 | 799.20 | 957.82 | 3.85 | 5.77 | 0.5 | 2340 |
| Mix 4 | 233.48 | 116.74 | 38.91 | 190.68 | 808.12 | 968.52 | 3.89 | 3.89 | 0.5 | 2364 |
| Mix 5 | 153.30 | 191.63 | 38.33 | 187.80 | 795.92 | 953.89 | 3.83 | 5.75 | 0.5 | 2330 |
| Oxide Composition (%) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Al2O3 | CaO | Cr2O3 | Fe2O3 | K2O | MgO | MnO | Na2O | P2O5 | SiO2 | TiO2 | LOI | PO | |
| Processed SCBA | 3.55 | 3.73 | 0.02 | 2.71 | 1.83 | - | - | 0.07 | 2.83 | 75.98 | 0.41 | 7.94 | 82.24 |
| SF | 1.55 | 1.62 | - | 5.10 | 2.53 | - | - | 0.39 | 0.17 | 82.00 | 0.03 | 5.77 | 88.65 |
| Relative Phase Amounts (Weight%) | Mix 1 Mortar | Mix 2 Mortar | Mix 3 Mortar | Mix 4 Mortar | Mix 5 Mortar | Raw SCBA | Processed SCBA | SF |
|---|---|---|---|---|---|---|---|---|
| Quartz | 59.1 | 69.9 | 60.3 | 56 | 79.4 | 57.8 | 47 | |
| Calcite | 1.3 | 0.8 | 0.4 | 0.6 | 0.2 | 0 | 0 | |
| Hatrurite | 1.9 | 0.8 | 0 | 0.2 | 0.4 | 0.1 | 0 | |
| Ettringite | 0.4 | 0.4 | 0.3 | 0.5 | 0.1 | 0 | 0 | |
| Portlandite | 3.4 | 2 | 0.8 | 0.4 | 0.2 | 0 | 0 | |
| Plagioclase | 0 | 0.9 | 5.2 | 0 | 0 | 0 | 0 | |
| Chlorite | 0.3 | 0.1 | 1.6 | 0.4 | 0.5 | 0.4 | 0.4 | |
| Muscovite | 0.1 | 0.1 | 1.8 | 0.9 | 0.4 | 0.8 | 1.1 | |
| Whitlockite | 0 | 0 | 0 | 0 | 0.2 | 4 | 2.2 | |
| Quartz | 0.6 | |||||||
| Magnetite | 1.2 | |||||||
| Sylvine | 1 | |||||||
| Diopside | 1 | |||||||
| Amorphous | 33.4 | 25 | 29.6 | 41 | 18.6 | 36.9 | 49.2 | 96.1 |
| Durability Performance Estimate | ||||
|---|---|---|---|---|
| Excellent | Good | Normal | Poor | |
| OPI range | >10.0 | 9.5–10.0 | 9.0–9.5 | <9.0 |
| Mix 1 (Control) | Mix 2 (30% SCBA) | Mix 3 (50% SCBA) | Mix 4 (30% SCBA/10% SF) | Mix 5 (50% SCBA/10% SF) | |
|---|---|---|---|---|---|
| Mean K (m/s) | 3.492 × 10−11 | 3.582 × 10−11 | 4.838 × 10−11 | 2.287 × 10−11 | 5.868 × 10−11 |
| OPI (based on average) | 10.49 | 10.45 | 10.33 | 10.69 | 10.23 |
| OPI Performance Range | Excellent | Excellent | Excellent | Excellent | Excellent |
| Mix Design | Total Porosity/Defects (%) |
|---|---|
| Mix 1 (Control) | 1.80 |
| Mix 2 (30% SCBA) | 1.65 |
| Mix 3 (50% SCBA) | 3.77 |
| Mix 4 (30% SCBA/10% SF) | 2.25 |
| Mix 5 (50% SCBA/10% SF) | 2.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farrant, W.E.; Babafemi, A.J.; Kolawole, J.T.; Panda, B. Influence of Sugarcane Bagasse Ash and Silica Fume on the Mechanical and Durability Properties of Concrete. Materials 2022, 15, 3018. https://doi.org/10.3390/ma15093018
Farrant WE, Babafemi AJ, Kolawole JT, Panda B. Influence of Sugarcane Bagasse Ash and Silica Fume on the Mechanical and Durability Properties of Concrete. Materials. 2022; 15(9):3018. https://doi.org/10.3390/ma15093018
Chicago/Turabian StyleFarrant, William Earl, Adewumi John Babafemi, John Temitope Kolawole, and Biranchi Panda. 2022. "Influence of Sugarcane Bagasse Ash and Silica Fume on the Mechanical and Durability Properties of Concrete" Materials 15, no. 9: 3018. https://doi.org/10.3390/ma15093018
APA StyleFarrant, W. E., Babafemi, A. J., Kolawole, J. T., & Panda, B. (2022). Influence of Sugarcane Bagasse Ash and Silica Fume on the Mechanical and Durability Properties of Concrete. Materials, 15(9), 3018. https://doi.org/10.3390/ma15093018