
Root Causes and Mechanisms of Failure of Wind Turbine Blades: Overview


Abstract
:1. Introduction
2. Wind Turbine Blade Failure Mechanisms
2.1. Methods of Analysis of Mechanisms of Wind Turbine Blade Failure
- Post-mortem analysis of failed blades;
- Full scale testing of blades in laboratories with video-observation and structural health monitoring;
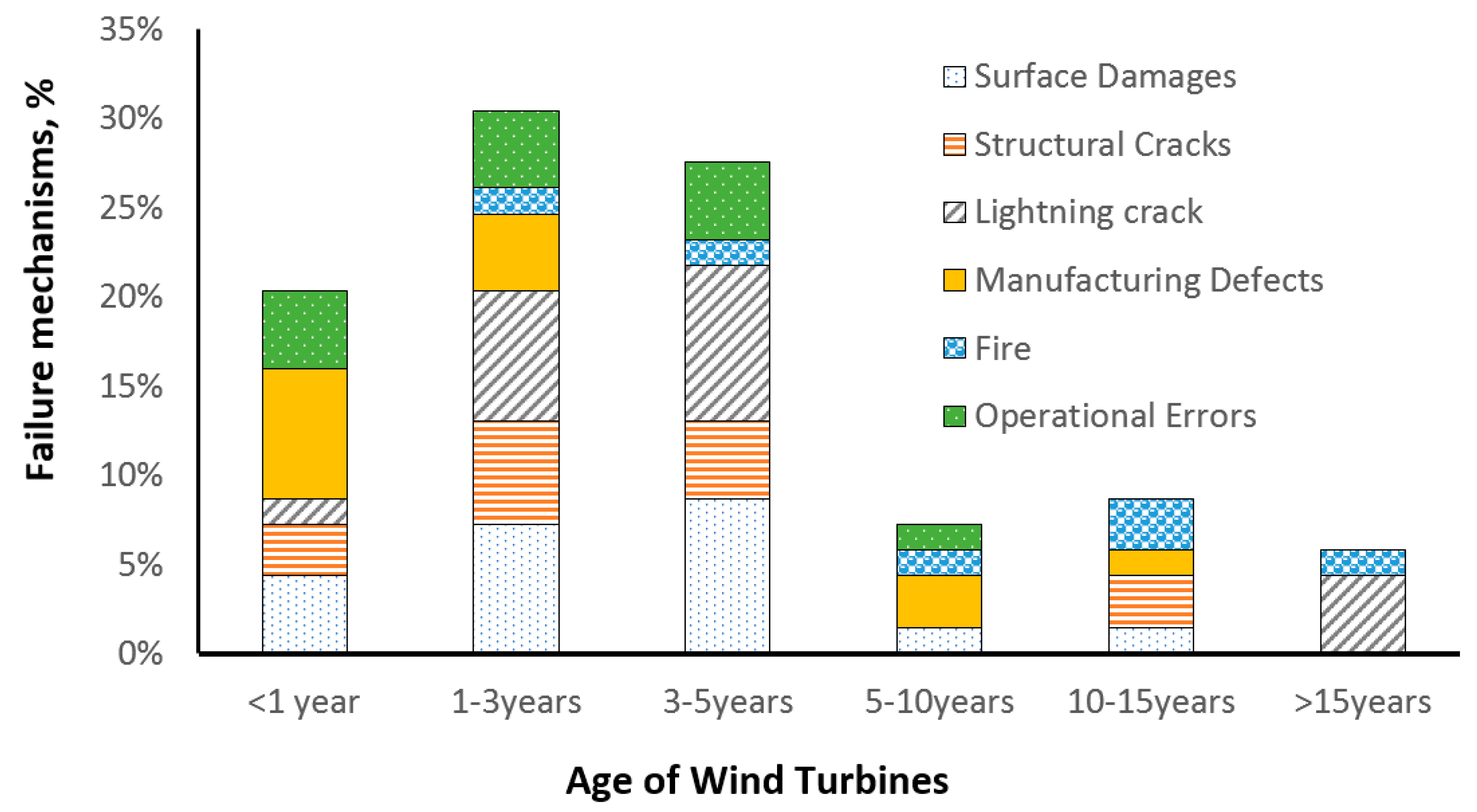
- Analysis of databases and collections of incident reports;
- Direct monitoring of blade deformation and degradation during service (for instance, using non-destructive testing and structural health monitoring methods);
- Testing design of subcomponents (e.g., beam), reproducing parts or elements of the blades (e.g., joints or sandwiches);
- Computational modelling of blade deformation and damage.
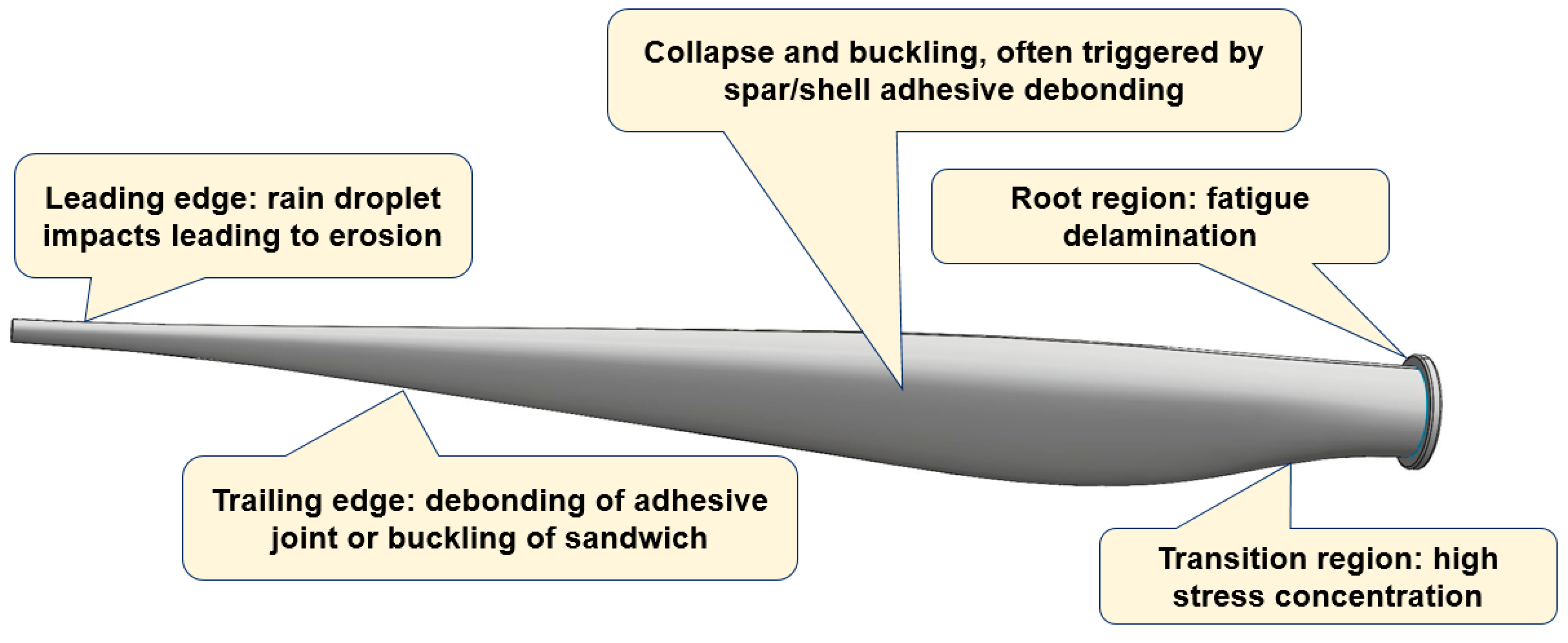
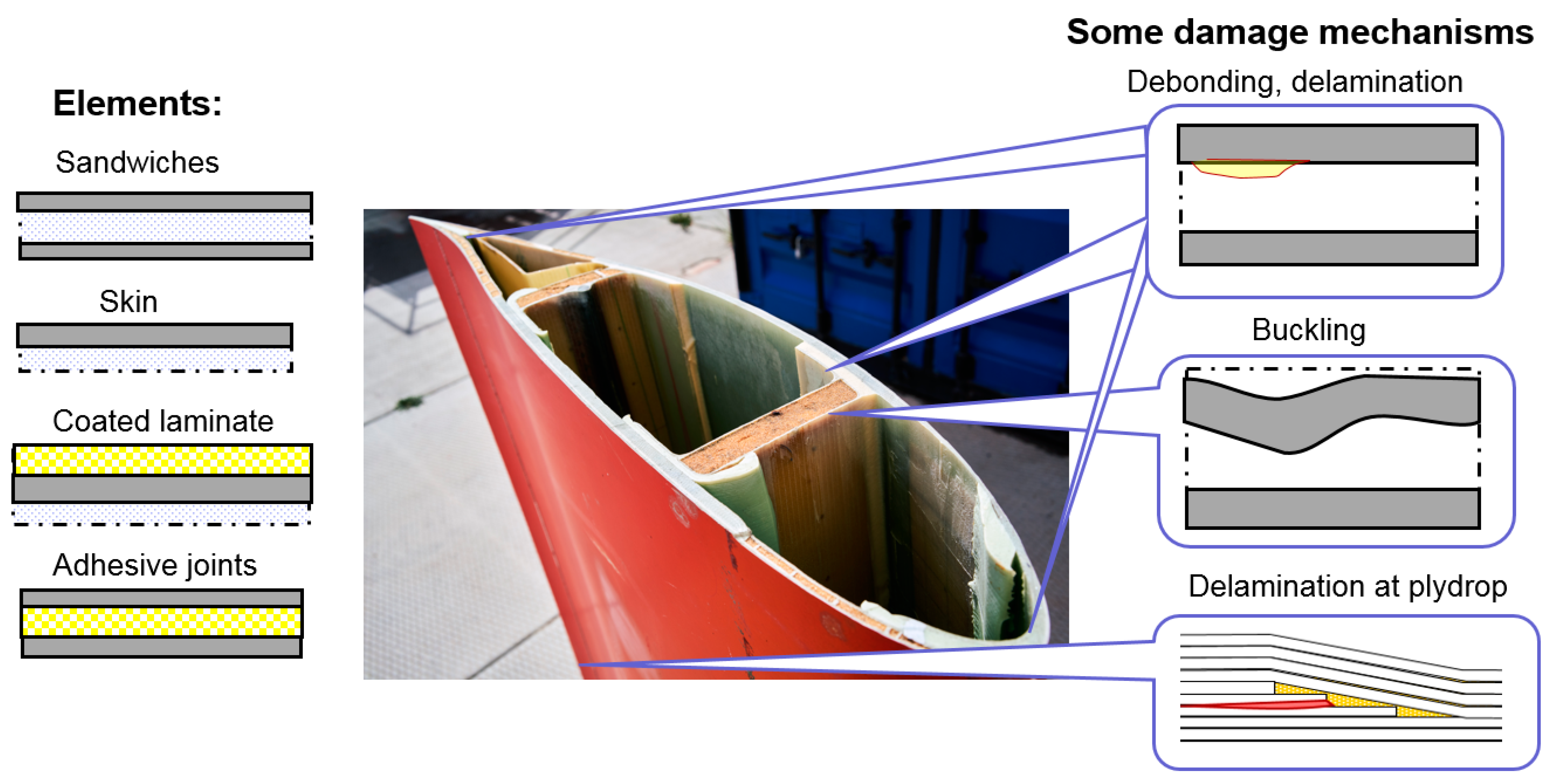
2.2. Critical Areas of the Wind Turbine Blade
3. Mechanisms of Wind Turbine Blade Failure: Microscale Effects and Root Cause Investigations
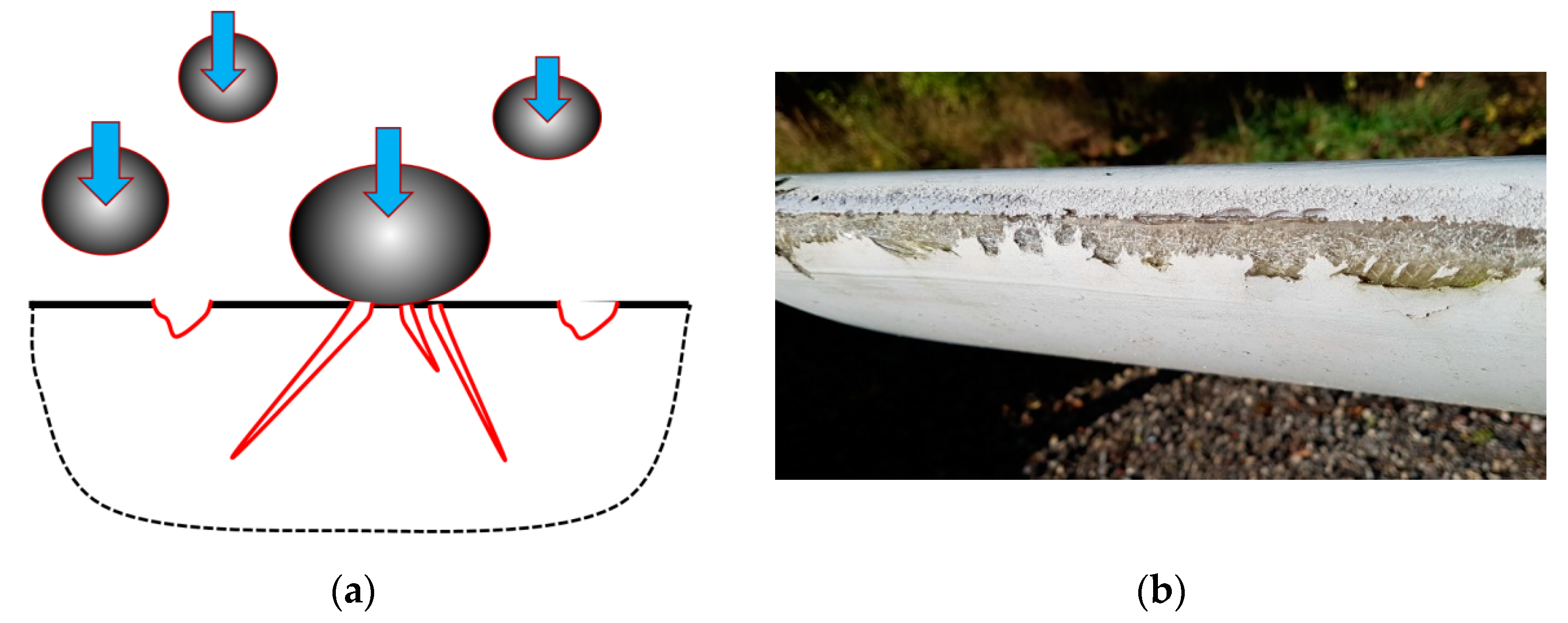
3.1. Leading Edge Erosion
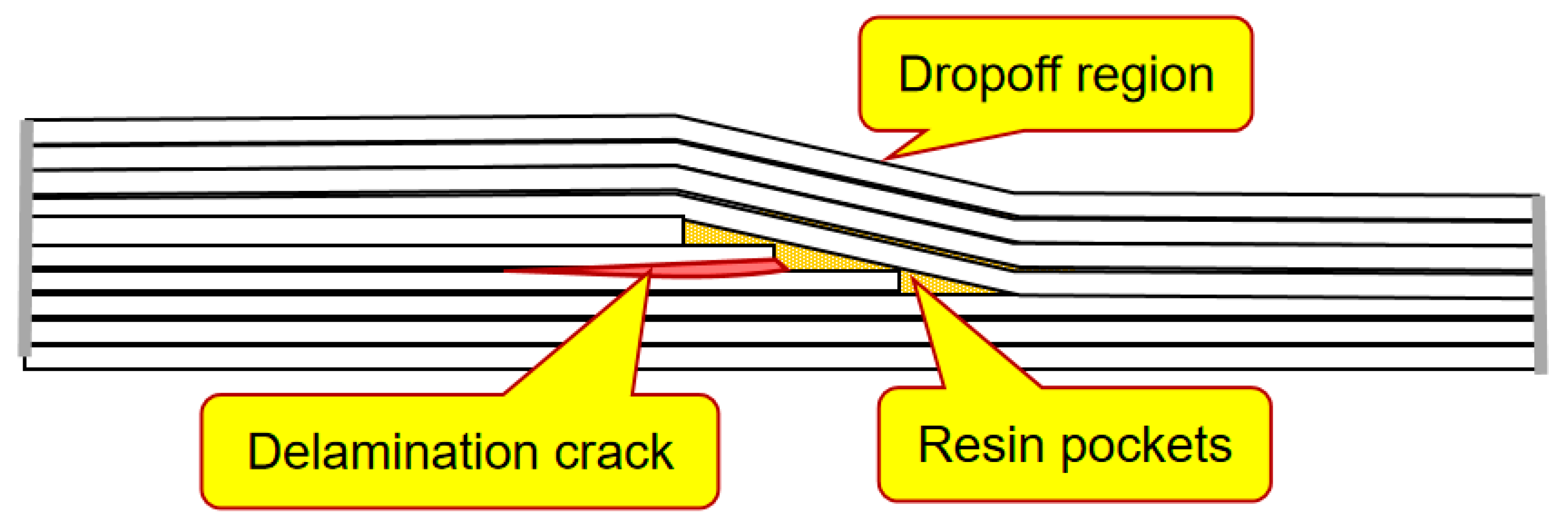
3.2. Tapered Areas and Plydrop
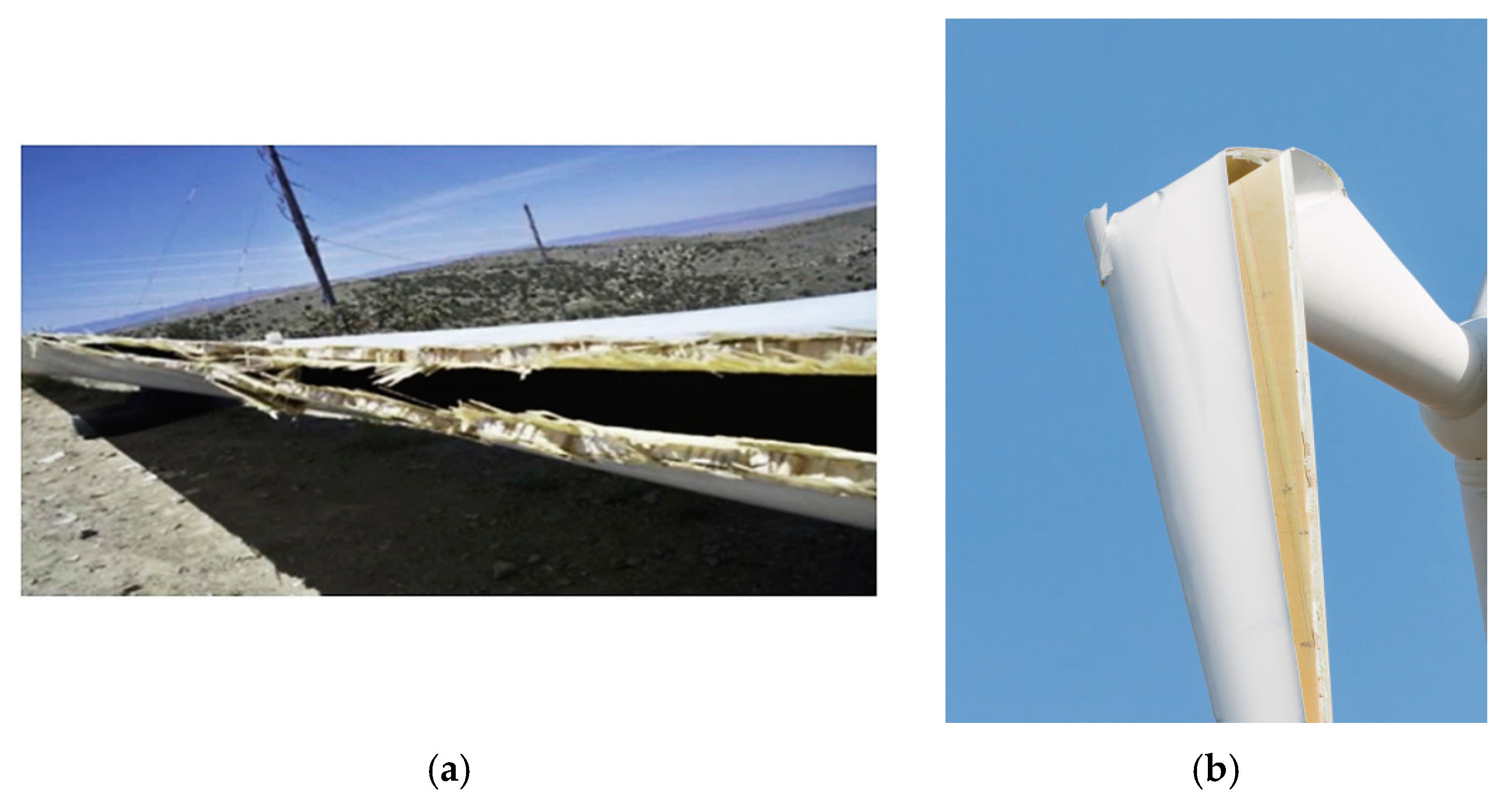
3.3. Structural Collapse and Buckling
3.4. Adhesive Joints in the Spar Area
3.5. Adhesive Joints at the Trailing and Leading Edges
3.6. Root Region
- Apart from leading edge erosion (which is a multiphysical, mainly microscale process), the failure mechanisms of wind turbine blades are caused by interface debonding or thin layer (interlaminar layer, adhesive layer) degradation, which can trigger the buckling of composites under compressive loading. It is known that the buckling of composites is strongly influenced by interface strength, shear modulus of matrix near the interface and the angle between the compressive load and the interface [99]. Given the strong influence of interface properties on the buckling, one can state that the role of strong, tough interfaces in blade composites and structures cannot be overestimated.
- Leading edge erosion is the most prominent example of microscale processes, which in fact triggers the drastic reduction in the performance of wind turbine blades, and can lead to failure of the full blade. These environmental effects (temperature variations, moisture effects, etc.) as well as small, random load variations have an apparently stronger effect on other mechanical failure mechanisms.
- The influence of even small deviations in the geometry on the failure likelihood is quite strong. In the next section, we consider the available data on the influence of the manufacturing defects on the failure of wind turbine blades.
4. Manufacturing Defects and their Influence on Blade Failure Mechanisms
4.1. Common Manufacturing Defects of Wind Turbine Blades
4.2. Blade Failure Mechanisms and Role of Manufacturing Defects
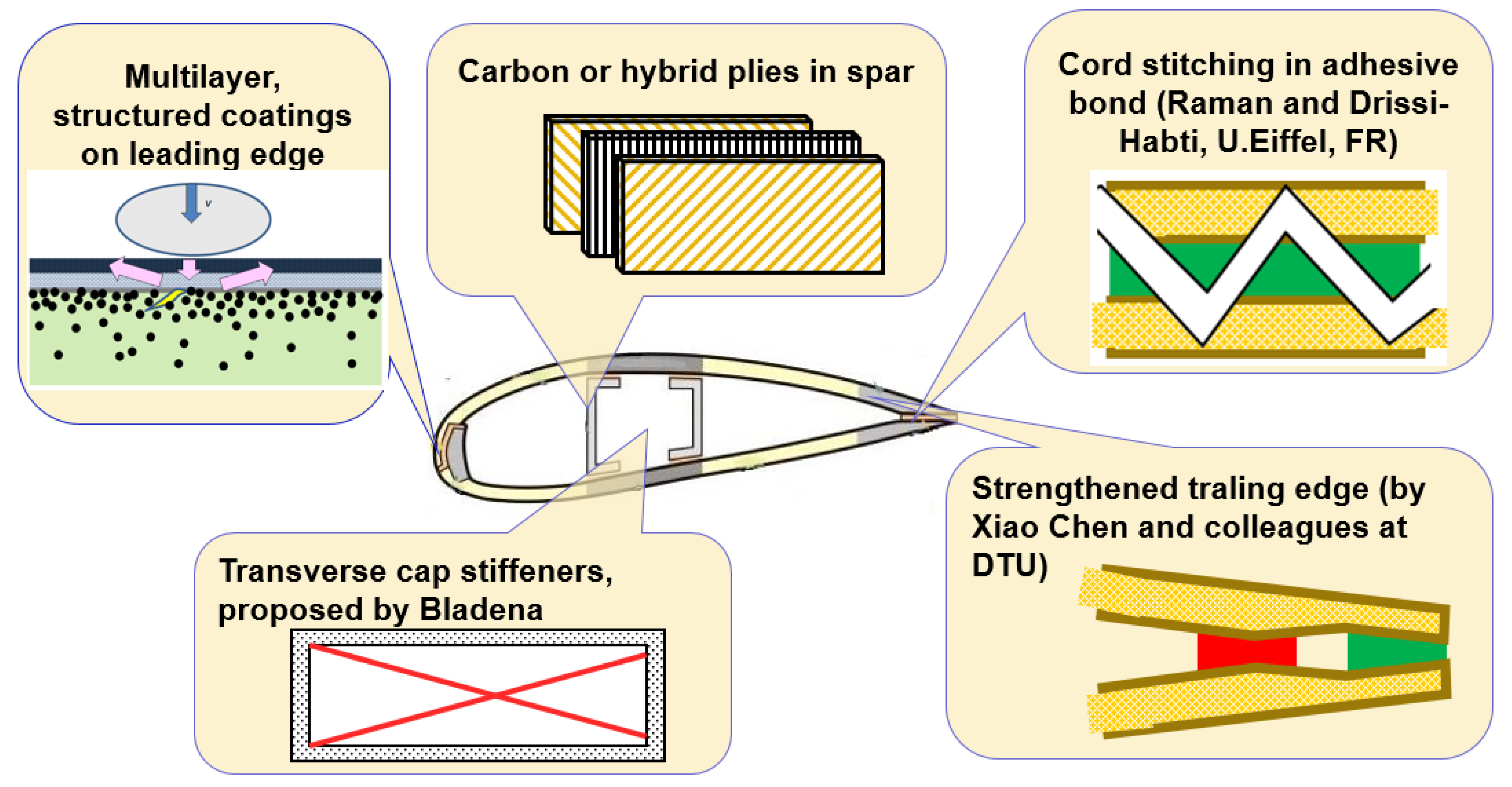
5. Structural and Design Solutions for Preventing or Resisting the Damage Mechanisms of Blades
Leading Edge Erosion
6. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Buljan, A. Wind Turbines at Sea Account for 5 Per Cent of Global Wind Energy Capacity. 27 April 2021. Available online: https://www.offshore-energy.biz/wind-turbines-at-sea-account-for-5-per-cent-of-global-wind-energy-capacity/ (accessed on 11 April 2022).
- IRENA. Future of Wind: Deployment, Investment, Technology, Grid Integration and Socio-Economic Aspects (A Global Energy Transformation Paper); International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2019. [Google Scholar]
- Global Wind Power Market Report 2021–2027; Research and Markets: Dublin, Ireland, 2021.
- Mishnaevsky, L., Jr.; Thomsen, K. Costs of repair of wind turbine blades: Influence of technology aspects. Wind Energy 2020, 23, 2247–2255. [Google Scholar] [CrossRef]
- Unplanned Wind Turbine Repairs to Cost Industry $8 Billion+ in 2019. Available online: https://www.woodmac.com/press-releases (accessed on 11 April 2022).
- Ziegler, L.; Gonzalez, E.; Rubert, T.; Smolka, U.; Melero, J.J. Lifetime extension of onshore wind turbines: A review covering Germany, Spain, Denmark, and the UK. Renew. Sustain. Energy Rev. 2018, 82, 1261–1271. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L., Jr. Sustainable end-of-life management of wind turbine blades: Overview of current and coming solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef] [PubMed]
- Liu, D. Where is the European Wind Power Market? And Where Is It Going? In Proceedings of the Blades Global Conferences, Online, 11 March 2021. [Google Scholar]
- Carroll, J.; McDonald, A.; McMillan, D. Failure rate, repair time and unscheduled O&M cost analysis of offshore wind turbines. Wind Energy 2016, 19, 1107–1119. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L., Jr. Repair of wind turbine blades: Review of methods and related computational mechanics problems. Renew. Energy 2019, 140, 828–839. [Google Scholar] [CrossRef]
- Chen, X. Fracture of wind turbine blades in operation—Part I: A comprehensive forensic investigation. Wind. Energy 2018, 21, 1046–1063. [Google Scholar] [CrossRef]
- Li, D.; Ho, S.C.M.; Song, G.; Ren, L.; Li, H. A review of damage detection methods for wind turbine blades. Smart Mater. Struct. 2015, 24, 1–24. [Google Scholar] [CrossRef]
- Marín, J.C.; Barroso, A.; París, F.; Cañas, J. Study of damage and repair of blades a 300 kW wind turbine. Energy 2008, 33, 1068–1083. [Google Scholar] [CrossRef]
- Marín, J.C.; Barroso, A.; París, F.; Cañas, J. Study of fatigue damage in wind turbine blades. Eng. Fail. Anal. 2009, 16, 656–668. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Fæster, S.; Mikkelsen, L.P.; Kusano, Y.; Bech, J.I. Micromechanisms of leading edge erosion of wind turbine blades: X-Ray tomography analysis and computational studies. Wind. Energy 2019, 23, 547–562. [Google Scholar] [CrossRef]
- Fæster, S.; Johansen, N.F.J.; Mishnaevsky, L., Jr.; Kusano, Y.; Bech, J.I.; Madsen, M.B. Rain erosion of wind turbine blades and the effect of air bubbles in the coatings. Wind Energy 2021, 24, 1071–1082. [Google Scholar] [CrossRef]
- Robinson, C.M.E. Study and Development of a Methodology for the Estimation of the Risk and Harm to Persons from Wind Turbines; Select Committee on Wind Turbines Submission 145—Attachment 3; MMI Engineering Ltd.: London, UK, 2013; 86p. [Google Scholar]
- Branner, K.; Ghadirian, A. Database about Blade Faults; DTU Wind Energy, DTU Wind Energy E, No. 0067; Risø: Roskilde, Denmark, 2014. [Google Scholar]
- Boopathi, K.; Mishnaevsky, L., Jr.; Sumantraa, B.; Premkumar, S.A.; Thamodharan, K.; Balaraman, K. Failure mechanisms of wind turbine blades in India: Climatic, regional and seasonal variability. Wind Energy 2022. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sørensen, B.F.; Joergensen, E.; Debel, C.P.; Jensen, F.M.; Jensen, H.M.; Jacobsen, T.; Halling, K.M. Improved Design of Large Wind Turbine Blade of Fibre Composites Based on Studies of Scale Effects (Phase 1); Risø: Roskilde, Denmark, 2004. [Google Scholar]
- Debel, C.P. Identification of Damage Types in Wind Turbine Blades Tested to Failure, Risø-R-1391(EN); Risø: Roskilde, Denmark, 2004; ISSN 0106-2840. ISBN1 87-550-3178-1. ISBN2 87-550-3180-3. [Google Scholar]
- Lee, H.G.; Park, J.S. Static test until structural collapse after fatigue testing of a full-scale wind turbine blade. Compos. Struct. 2016, 136, 251–257. [Google Scholar] [CrossRef]
- Chen, X. Experimental investigation on structural collapse of a large composite wind turbine blade under combined bending and torsion. Compos. Struct. 2017, 160, 435–445. [Google Scholar] [CrossRef]
- McGugan, M.; Mishnaevsky, L., Jr. Damage mechanism based approach to the structural health monitoring of wind turbine blades. Coatings 2020, 10, 1223. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Rafiee, R. Simulation of fatigue failure in a full composite wind turbine blade. J Compos. Struct. 2006, 74, 332–342. [Google Scholar] [CrossRef]
- Raman, V.; Drissi-Habti, M.; Guillaumat, L.; Khadhour, A. Numerical simulation analysis as a tool to identify areas of weakness in a turbine wind-blade and solutions for their reinforcement. Compos. Part B Eng. 2016, 103, 23–29. [Google Scholar] [CrossRef] [Green Version]
- Rumsey, M.A.; Paquette, J.A. Structural Health Monitoring of Wind Turbine Blades. Smart Sens. Phenom. Technol. Netw. Syst. 2008, 6933, 69330E. [Google Scholar] [CrossRef]
- Bladena Linkedin Post of 16.6.2021. Available online: https://www.linkedin.com/posts/bladena_torsion-in-blades-activity-6810785085491621888-sDxl (accessed on 11 April 2022).
- Bladena Report, Cost and Risk Tool for Interim and Preventive Repair (CORTIR); EUDP Project 64018-0507–Final Report, 11-03-2021; EUDP: Bladena, Denmark, 2021; 302p.
- Jensen, F.M.; Kling, A.; Sorensen, J.D. Scale-up of wind turbine blades—Changes in failure type. In Proceedings of the European Wind Energy Conference and Exhibition 2012, Copenhagen, Denmark, 16–19 April 2012; Volume 1, pp. 41–46. [Google Scholar]
- Jensen, F.M.; Kling, A.; Sorensen, J.D. Change in Failure Type When Wind Turbines Blades Scale Up. In Sandia Wind. Turbine Workshop; 2012. Available online: https://energy.sandia.gov/wp-content//gallery/uploads/2B-A-1-Jensen1.pdf (accessed on 11 April 2022).
- Jensen, F.M.; Kirt, R.; Petersen, S.H.; Andersen, J.V.; Sørensen, J.D.; Damkilde, L.; Berggreen, C.; Larsen, T.J.; Jakobsen, P.; Lübbert, M. The Blade Handbook; Kirt&Thomsen: Esbjerg, Denmark, 2019; 120p. [Google Scholar]
- Lahuerta, F.; Koorn, N.; Smissaert, D. Wind turbine blade trailing edge failure assessment with sub-component test on static and fatigue load conditions. Compos. Struct. 2018, 204, 755–766. [Google Scholar] [CrossRef]
- Haselbach, P.U.; Branner, K. Initiation of trailing edge failure in full-scale wind turbine blade test. Eng. Fract. Mech. 2016, 162, 136–154. [Google Scholar] [CrossRef] [Green Version]
- Ataya, S.; Ahmed, M.M.Z. Damages of wind turbine blade trailing edge: Forms, location, and root causes. J. Eng. Fail. Anal. 2013, 35, 480–488. [Google Scholar] [CrossRef]
- Seyed, A.R.H.; Johnny, J. Local fatigue behavior in tapered areas of large offshore wind turbine blades. In Proceedings of the 37th Risø International Symposium on Materials Science, Riso, Denmark, 5–8 September 2016; IOP Conference Series: Materials Science and Engineering. Madsen, B., Biel, A., Kusano, Y., Lilholt, H., Mikkelsen, L.P., Mishnaevsky, L., Jr., Sørensen, B.F., Eds.; IOP Publishing: Bristol, UK; 139, pp. 237–244. [Google Scholar] [CrossRef]
- Thomsen, O.T. Sandwich materials for wind turbine blades: Present and future. J. Sandw. Struct. Mater. 2009, 11, 7. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Hasager, C.; Bak, C.; Tilg, A.M.; Bech, J.I.; Rad, S.D.; Fæster, S. Leading edge erosion of wind turbine blades: Understanding, prevention and protection. Renew. Energy 2021, 169, 953–969. [Google Scholar] [CrossRef]
- Johansen, N.F.-J. Test Methods for Evaluating Rain Erosion Performance of Wind Turbine Blade Leading Edge Protection Systems; DCAMM Special Report No. S276; Technical University of Denmark: Lyngby, Denmark, 2020. [Google Scholar]
- Eisenberg, D.; Laustsen, S.; Stege, L. Leading Edge Protection Lifetime Prediction Model Creation and Validation. Available online: https://windeurope.org/summit2016/conference/submit-an-abstract/pdf/615282322865.pdf (accessed on 11 April 2022).
- Amirzadeh, B.; Louhghalam, A.; Raessi, M.; Tootkaboni, M. A computational framework for the analysis of rain-induced erosion in wind turbine blades, part I: Stochastic rain texture model and drop impact simulations. J. Wind. Eng. Ind. Aerodyn. 2017, 163, 33–43; and Part II, 44–54. [Google Scholar] [CrossRef] [Green Version]
- Cortés, E.; Sánchez, F.; Domenech, L.; Olivares, A.; Young, T.M.; O’Carroll, A.; Chinesta, F. Manufacturing issues which affect coating erosion performance in wind turbine blades. In Proceedings of the AIP Conference Proceedings, Dublin, Ireland, 26–28 April 2017; 1896, p. 030023. [Google Scholar]
- Best, A.C. The size distribution of raindrops. Quart J. R. Meteorol. Soc. 1950, 76, 16–36. [Google Scholar] [CrossRef]
- Adler, W.F.; Mihora, D.J. Waterdrop impact modeling. Wear 1995, 186, 341–351. [Google Scholar] [CrossRef]
- Keegan, M.H.; Nash, D.; Stack, M. Modelling rain drop impact on offshore wind turbine blades. In Proceedings of the 2012 ASME Turbo Expo, Copenhagen, Denmark, 11–15 June 2012. [Google Scholar]
- Slot, H.M.; Gelinck, E.R.M.; Rentrop, C.; van der Heide, E. Leading edge erosion of coated wind turbine blades: Review of coating life models. Renew. Energy 2015, 80, 837–848. [Google Scholar] [CrossRef]
- Rad, S.D.; Mishnaevsky, L., Jr. Leading edge erosion of wind turbine blades: Computational modelling of multiaxial fatigue. Wind Energy 2020, 23, 1752–1766. [Google Scholar]
- Rad, S.D.; Mishnaevsky, L., Jr. Rain erosion of wind turbine blades: Computational analysis of parameters controlling the surface degradation. Meccanica 2020, 55, 725–743. [Google Scholar]
- He, K.; Hoa, S.V.; Ganesan, R. The study of tapered laminated composite structures: A review. Compos. Sci. Technol. 2000, 60, 2643–2657. [Google Scholar] [CrossRef]
- Mandell, J.F.; Samborsky, D.D.; Comps, D.W.; Scott, M.E.; Cairns, D.S. Fatigue of Composite Material Beam Elements Representative of Wind Turbine Blade Substructure; NREL/SR 500-24379 Report; NREL: Denver, CO, USA, 1998. [Google Scholar]
- Cairns, D.S.; Mandell, J.F.; Scott, M.E.; Maccagnano, J.Z. Design and manufacturing considerations for ply drops in composite structures. Compos. Part B Eng. 1999, 30, 523–534. [Google Scholar] [CrossRef]
- Shim, D.J. Role of Delamination and Interlaminar Fatigue in the Failure of Laminates with Ply Drop-Offs, MIT. Ph.D. Thesis, Massachusetts Institute of Technology, Boston, MA, USA, 2002. Available online: https://dspace.mit.edu/handle/1721.1/29245 (accessed on 11 April 2022).
- Samborsky, D.D.; Wilson, T.J.; Agastra, P.; Mandell, J.F. Delamination at thick ply drops in carbon and glass fiber laminates under fatigue loading. J. Sol. Energy Eng. 2008, 130, 031001. [Google Scholar] [CrossRef]
- Jensen, F.M.; Falzon, B.G.; Ankersen, J.; Stang, H. Structural testing and numerical simulation of a 34 m composite wind turbine blade. Compos. Struct. 2006, 76, 52–61. [Google Scholar] [CrossRef]
- Brazier, L.G. On the flexure of thin cylindrical shells and other ‘‘thin” sections. Proc. R. Soc. London. Ser. A Contain. Pap. Math. Phys. Character 1927, 116, 104–114. [Google Scholar]
- Kühlmeier, L. Buckling of Wind Turbine Rotor Blades. Analysis, Design and Experimental Validation. Ph.D. Thesis, Aalborg University, Aalborg, Denmark, 2007. [Google Scholar]
- Overgaard, L.C.T.; Lund, E.; Thomsen, O.T. Structural collapse of a wind turbine blade. Part A: Static test and equivalent single layered models. Compos. Part A 2010, 41, 257–270. [Google Scholar] [CrossRef]
- Overgaard, L.C.T.; Lund, E. Structural collapse of a wind turbine blade. Part B: Progressive interlaminar failure models. Compos. Part A 2010, 41, 271–283. [Google Scholar] [CrossRef]
- Branner, K.; Berring, P. Compressive strength of thick composite panels. In Proceedings of the Risø International Symposium on Materials Science, Roskilde, Denmark, 5–9 September 2011. [Google Scholar]
- Yang, J.; Peng, C.; Xiao, J.; Zeng, J.; Xing, S.; Jin, J.; Deng, H. Structural investigation of composite wind turbine blade considering structural collapse in full-scale static tests. Compos. Struct. 2013, 97, 15–29. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, W.; Zhao, X.L.; Xu, J.Z. Preliminary failure investigation of a 52.3 m glass/epoxy composite wind turbine blade. Eng. Fail. Anal. 2014, 44, 345–350. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, W.; Zhao, X.L.; Xu, J.Z. Failure test and finite element simulation of a large wind turbine composite blade under static loading. Energies 2014, 7, 2274–2297. [Google Scholar] [CrossRef] [Green Version]
- Al-Khudairi, O.; Hadavinia, H.; Little, C.; Gillmore, G.; Greaves, P.; Dyer, K. Full-Scale Fatigue Testing of a Wind Turbine Blade in Flapwise Direction and Examining the Effect of Crack Propagation on the Blade Performance. Materials 2017, 10, 1152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ullah, H.; Ullaha, B.; Silberschmidt, V.V. Structural integrity analysis and damage assessment of a long composite wind turbine blade under extreme loading. Compos. Struct. 2020, 246, 112426. [Google Scholar] [CrossRef]
- Tang, J.; Chen, X. Experimental investigation on ultimate strength and failure response of composite box beams used in wind turbine blades. Compos. Struct. 2018, 198, 19–34. [Google Scholar] [CrossRef]
- Berring, P.; Branner, K.; Berggreen, C.; Knudsen, H.W. Torsional performance of wind turbine blades—Part I: Experimental Investigation. In Proceedings of the 16th International Conference of Composite Materials, Kyoto, Japan, 8–13 July 2007. [Google Scholar]
- Zhang, L.; Guo, Y.; Wang, J.; Huang, X.; Wei, X.; Liu, W. Structural failure test of a 52.5 m wind turbine blade under combined loading. Eng. Fail. Anal. 2019, 103, 286–293. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Brøndsted, P. Statistical modelling of compression and fatigue damage of unidirectional fiber reinforced composites. Compos. Sci Technol. 2009, 69, 477–484. [Google Scholar] [CrossRef]
- Budiansky, B. Micromechanics. Comput. Struct. 1983, 16, 3–12. [Google Scholar] [CrossRef]
- Xiaocong, H. A review of finite element analysis of adhesively bonded joints. Int. J. Adhes. Adhes. 2011, 31, 248–264. [Google Scholar]
- Abdel Wahab, M.M. Fatigue in Adhesively Bonded Joints: A Review. Int. Sch. Res. Netw. ISRN Mater. Sci. 2012, 2012, 746308. [Google Scholar] [CrossRef]
- Sayer, F.; Post, N.; van Wingerde, A.; Busmann, H.G.; Kleiner, F.; Fleischmann, W.; Gansow, M. Testing of adhesive joints in the wind industry. In Proceedings of the European Wind Energy Conference, Marseille, France, 16–19 March 2009. [Google Scholar]
- Sayer, F.; Antoniou, A.; van Wingerde, A. Investigation of structural bond lines in wind turbine blades by sub-component tests. Int. J. Adhes. Adhes. 2012, 37, 129–135. [Google Scholar] [CrossRef]
- Zarouchas, D.S.; Makris, A.A.; Sayer, F.; van Hemelrijck, D.; van Wingerde, A.M. Investigations on the mechanical behavior of a wind rotor blade subcomponent. Compos. Part B Eng. 2012, 43, 647–654. [Google Scholar] [CrossRef]
- Samborsky, D.D.; Sears, A.T.; Mandell, J.F. Static and fatigue testing of thick adhesive joints for wind turbine blades. In Proceedings of the 47th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition, Orlando, FL, USA, 5–8 January 2009. [Google Scholar]
- Zarouchas, D.; Nijssen, R. Mechanical behaviour of thick structural adhesives in wind turbine blades under multi-axial loading. J. Adhes. Sci. Technol. 2016, 30, 1413–1429. [Google Scholar] [CrossRef] [Green Version]
- Zarouchas, D.S.; van Hemelrijck, D. Mechanical characterization and damage assessment of thick adhesives for wind turbine blades using acoustic emission and digital image correlation techniques. J. Adhes. Sci. Technol. 2014, 28, 1500–1516. [Google Scholar] [CrossRef]
- Sørensen, B.F.; Goutianos, S.; Jacobsen, T.K. Strength scaling of adhesive joints in polymer–matrix composites. Int. J. Solids Struct. 2009, 46, 741–761. [Google Scholar] [CrossRef] [Green Version]
- Hua, Y.; Kasavajhala, A.; Gu, L. Elastic–plastic analysis and strength evaluation of adhesive joints in wind turbine blades. Compos. B Eng. 2013, 44, 650–656. [Google Scholar] [CrossRef] [Green Version]
- Ji, Y.; Han, K. Fracture mechanics approach for failure of adhesive joints in wind turbine blades. Renew Energy 2014, 65, 23–28. [Google Scholar] [CrossRef]
- Raman, V.; Drissi-Habti, M. Macro & meso-scale study in composite lay-up orientation effect on adhesive material used in wind turbine blades. Adv. Model. Anal. A 2016, 26, 24–44. [Google Scholar] [CrossRef]
- Jørgensen, J.B. Adhesive Joints in Wind Turbine Blades. Ph.D. Thesis, DTU Wind Energy, Lyngby, Denmark, 2017. [Google Scholar] [CrossRef]
- Raman, V.; Drissi-Habti, M. Numerical simulation of a resistant structural bonding in wind-turbine blade through the use of composite cord stitching. Compos. Part B Eng. 2019, 176, 107094. [Google Scholar] [CrossRef]
- van Leeuwen, H.; van Delft, D.; Heijdra, J.; Braam, H.; Jørgensen, E.R.; Lekou, D.; Vionis, P. Comparing fatigue strength from full scale blade tests with coupon-based predictions. Trans ASME 2002, 124, 404–411. [Google Scholar]
- Eder, M.; Bitsche, R.; Nielsen, M.; Branner, K. A practical approach to fracture analysis at the trailing edge of wind turbine rotor blades. Wind Energy 2014, 17, 483–497. [Google Scholar] [CrossRef]
- Haselbach, P.U.; Eder, M.A.; Belloni, F. A comprehensive investigation of trailing edge damage in a wind turbine rotor blade. Wind Energy 2016, 19, 1871–1888. [Google Scholar] [CrossRef]
- Lahuerta, F.; Ruiter, M.J.D.; Espinosa, L.; Koorn, N.; Smissaert, D. Assessment of wind turbine blade trailing edge failure with sub-component tests. In Proceedings of the 21st International Conference on Composite Materials (ICCM21, Xi’an), Xi’an, China, 20–25 August 2017; ICCM21, Ed.; pp. 20–25. [Google Scholar]
- Branner, K.; Berring, P.; Haselbach, P.; Chen, X.; Antoniou, A.; Rosemeier, M. Report on Validation and Improvement of Blade Design Tools; Work Package 7.1: Efficient Blade Structure Deliverable Number 71.3, Tech. rep., IRPWInd, Grant agreement no 609795; Risø: Roskilde, Denmark, 2018. [Google Scholar]
- Jørgensen, J.B.; Sørensen, B.F.; Kildegaard, C. Tunneling cracks in full scale wind turbine blade joints. Eng. Fract. Mech. 2018, 189, 361–376. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Berring, P.; Madsen, S.H.; Branner, K.; Semenov, S. Understanding progressive failure mechanisms of a wind turbine blade trailing edge section through subcomponent tests and nonlinear FE analysis. Compos. Struct. 2019, 214, 422–438. [Google Scholar] [CrossRef] [Green Version]
- Eder, M.A.; Bitsche, R.D. Fracture analysis of adhesive joints in wind turbine blades. Wind Energy 2015, 18, 1007–1022. [Google Scholar] [CrossRef]
- Eder, M.A.; Bitsche, R.D.; Belloni, F. Effects of geometric non-linearity on energy release rates in a realistic wind turbine blade cross section. Compos. Struct. 2015, 132, 1075–1084. [Google Scholar] [CrossRef] [Green Version]
- Haselbach, P.U.; Bitsche, R.D.; Branner, K. The effect of delaminations on local buckling in wind turbine blades. Renew. Energy Vol. 2016, 85, 295–305. [Google Scholar] [CrossRef]
- Haselbach, P.U. Ultimate Strength of Wind Turbine Blades under Multiaxial Loading. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, 2015. [Google Scholar]
- Droubi, M.G.; Fosbrooke, C.; McConnachie, J.; Faisal, N.H. Indentation based strength analysis of adhesively bonded leading-edge composite joints in wind turbine blades. SN Appl. Sci. 2019, 1, 691. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.G.; Kang, M.G.; Park, J.S. Fatigue failure of a composite wind turbine blade at its root end. Compos. Struct. 2015, 133, 878–885. [Google Scholar] [CrossRef]
- Hosseini-Toudeshky, H.; Jahanmardi, M.; Goodarzi, M.S. Progressive debonding analysis of composite blade root joint of wind turbines under fatigue loading. Compos. Struct. 2015, 120, 417–427. [Google Scholar] [CrossRef]
- Jelf, P.M.; Fleck, N. Compression Failure Mechanisms in Unidirectional Composites. J. Compos. Mater. 1992, 26, 2706–2726. [Google Scholar] [CrossRef]
- Cairns, D.S.; Riddle, T.; Nelson, J. Wind Turbine Composite Blade Manufacturing: The Need for Understanding Defect Origins, Prevalence, Implications and Reliability; Sandia National Laboratories (SNL): Albuquerque, NM, USA; Livermore, CA, USA, 2011. [Google Scholar]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Riddle, T.W.; Nelson, J.W.; Cairns, D.S. Effects of defects in composite wind turbine blades—Part 3: A framework for treating defects as uncertainty variables for blade analysis. Wind Energ. Sci. 2018, 3, 107–120. [Google Scholar] [CrossRef] [Green Version]
- Toft, H.S.; Branner, K.; Berring, P.; Sørensen, J.D. Defect Distribution and Reliability Assessment of Wind Turbine Blades. Eng. Struct. 2011, 33, 171–180. [Google Scholar] [CrossRef]
- Leong, M.; Overgaard, L.C.T.; Thomsen, O.T.; Lund, E.; Daniel, I.M. Investigation of failure mechanisms in GFRP sandwich structures with face sheet wrinkle defects used for wind turbine blades. Compos. Struct. 2012, 94, 768–778. [Google Scholar] [CrossRef]
- Hayman, B.; Berggreen, C.; Pettersson, R. The effect of face sheet wrinkle defects on the strength of FRP sandwich structures. J. Sandw. Struct. Mater. 2007, 9, 377–404. [Google Scholar] [CrossRef]
- Bender, J.J.; Hallett, S.R.; Lindgaard, E. Parametric study of the effect of wrinkle features on the strength of a tapered wind turbine blade sub-structure. Compos. Struct. 2019, 218, 120–129. [Google Scholar] [CrossRef] [Green Version]
- Li, J.W.; Wang, J.H.; Zhang, L.; Huang, X.M.; Yu, Y.F. Study on the effect of different delamination defects on buckling behavior of spar cap in wind turbine blade. Adv. Mater. Sci. Eng. 2020, 2020, 6979636. [Google Scholar] [CrossRef]
- Avery, D.P.; Samborsky, D.; Mandell, J.; Cairns, D. Compression strength of carbon fiber laminates containing flaws with fiber waviness. In Proceedings of the 42nd AIAA Aerospace Sciences Meeting and Exhibit, Reno, Nevada, 5–8 January 2004. [Google Scholar]
- Nelson, J.W.; Riddle, T.W.; Cairns, D.S. Effects of defects in composite wind turbine blades—Part 1: Characterization and mechanical testing. Wind Energ. Sci. 2017, 2, 641–652. [Google Scholar] [CrossRef] [Green Version]
- Nelson, J.-W.; Riddle, T.W.; Cairns, D.-S. Effects of defects in composite wind turbine blades—Part 2: Progressive damage modeling of fiberglass-reinforced epoxy composites with manufacturing-induced waves. Wind Energ. Sci. 2017, 2, 653–669. [Google Scholar] [CrossRef]
- Katnam, K.; Stevenson, J.; Stanley, W.; Buggy, M.; Young, T. Tensile strength of two-part epoxy paste adhesives: Influence of mixing technique and micro-void formation. Int. J. Adhes. Adhes. 2011, 31, 666–673. [Google Scholar] [CrossRef]
- Katnam, K.B.; Comer, A.J.; Roy, D.; da Silva, L.F.M.; Young, T.M. Composite Repair in Wind Turbine Blades: An Overview. J. Adhes. 2015, 91, 113–139. [Google Scholar] [CrossRef]
- Eom, Y.; Boogh, L.; Michaud, V.; Sunderland, P.; Månson, J.-A.E. Dynamics of void formation upon curing of epoxy resin. In Proceedings of the 12th International Conference on Composite Materials (ICCM 12), Paris, France, 5–9 July 1999. [Google Scholar]
- Mischnaewski, L., III; Mishnaevsky, L., Jr. Structural repair of wind turbine blades: Computational model for the evaluation of the effects of adhesive and patch properties on the repair quality. Wind. Energy 2021, 24, 402–408. [Google Scholar] [CrossRef]
- Chen, X.; Semenov, S.; McGugan, M.; Madsen, S.H.; Yeniceli, S.C.; Berring, P.; Branner, K. Fatigue testing of a 14.3 m composite blade embedded with artificial defects—Damage growth and structural health monitoring. Compos. Part A 2021, 140, 106189. [Google Scholar] [CrossRef]
- Bech, J.; Hasager, C.B.; Bak, C. Extending the life of wind turbine blade leading edges by reducing the tip speed during extreme precipitation events. Wind Energy Sci. 2018, 3, 729–748. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L., Jr. Toolbox for optimizing anti-erosion protective coatings of wind turbine blades: Overview of mechanisms and technical solutions. Wind Energy 2019, 22, 1636–1653. [Google Scholar] [CrossRef]
- Johansen, N.F.J.; Mishnaevsky, L., Jr.; Dashtkar, A.; Williams, N.A.; Silvello, A.; Cano, I.G.; Hadavinia, H. Nanoengineered graphene reinforced coating for leading edge protection of wind turbine blades. Coatings 2021, 11, 1104. [Google Scholar] [CrossRef]
- Jespersen, K.M.; Monastyreckis, G.; Mishnaevsky, L., Jr. On the potential of particle engineered anti-erosion coatings for leading edge protection of wind turbine blades: Computational studies. IOP Conf. Ser. Mater. Sci. Eng. 2020, 942, 012027. [Google Scholar] [CrossRef]
- Berggreen, C.; Branner, K.; Jensen, J.F.; Schultz, J.P. Application and analysis of sandwich elements in the primary structure of large wind turbine blades. J. Sandw. Struct. Mater. 2007, 9, 525–552. [Google Scholar] [CrossRef]
- Cox, K.; Echtermeyer, A. Effects of composite fiber orientation on wind turbine blade buckling resistance. Wind Energ. 2014, 17, 1925–1943. [Google Scholar] [CrossRef]
- Rosemeier, M.; Bätge, M. A concept study of a carbon spar cap design for a 80m wind turbine blade. J. Phys. Conf. Ser. 2014, 524, 012039. [Google Scholar] [CrossRef] [Green Version]
- Jensen, F.M.; Puri, A.S.; Dear, J.P.; Branner, K.; Morris, A. Investigating the impact of non-linear geometrical effects on wind turbine blades–Part 1: Current status of design and test methods and future challenges in design optimization. Wind Energy 2010, 14, 239–254. [Google Scholar] [CrossRef] [Green Version]
- Griffith, T.; Ashwill, T. The Sandia 100-Meter All-Glass Baseline Wind Turbine Blade: SNL100-00; Technical Report; Report No.: SAND2011-3379; Sandia National Laboratories: Albuquerque, NM, USA, 2011. [Google Scholar]
- Ghasemnejad, H.; Occhineri, L.; Swift-Hook, D.T. Post-buckling failure in multi-delaminated composite wind turbine blade materials. Mater. Des. 2011, 32, 5106–5112. [Google Scholar] [CrossRef]
- Lund, E.; Kühlmeier, L.; Stegmann, J. Buckling Optimization of Laminated Hybrid Composite Shell Structures Using Discrete Material Optimization. In Proceedings of the 6th World congress on structural and multidisciplinary optimization, Rio de Janeiro, Brazil, 30 May–3 June 2005; Volume 30. [Google Scholar]
- Blasques, J.P.; Stolpe, M. Multi-material topology optimization of laminated composite beam cross sections. Compos. Struct. 2012, 94, 3278–3289. [Google Scholar] [CrossRef] [Green Version]
- Buckney, N.; Green, S.D.; Pirrera, A.; Weaver, P.M. On the structural topology of wind turbine blades. Wind Energ. 2013, 16, 545–560. [Google Scholar] [CrossRef]
- Buckney, N.; Pirrera, A.; Green, S.D.; Weaver, P.M. Structural efficiency of a wind turbine blade. Thin-Walled Struct. 2013, 67, 144–154. [Google Scholar] [CrossRef] [Green Version]
- Sjølund, J.H.; Lund, E. Structural gradient based sizing optimization of wind turbine blades with fixed outer geometry. Compos. Struct. 2018, 203, 725–739. [Google Scholar] [CrossRef] [Green Version]
- Sjølund, J.H.; Peeters, D.; Lund, E. A new thickness parameterization for Discrete Material and Thickness Optimization. Struct. Multidiscip. Optim. 2018, 58, 1885–1897. [Google Scholar] [CrossRef] [Green Version]
- Ashwill, T.D. Passive load control for large wind turbines. In Proceedings of the 51st Aiaa/Asme/Asce/Ahs/Asc Structures, Structural Dynamics, and Materials Conference, Orlando, FL, USA, 12–15 April 2010. [Google Scholar]
- Ashwill, T.D.; Veers, P.S.; Griffin, D.; Locke, J.; Contreras, I.; Zuteck, M.D. Concepts for Adaptive Wind Turbine Blades, AIAA-2002-28. In Proceedings of the ASME/AIAA Wind Energy Symposium, Reno, NV, USA, 14–17 January 2002. [Google Scholar]
- Locke, J.; Hildago, I.C. The Implementation of Braided Composite Materials in the Design of a Bend-Twist Coupled Blade, SAND02-2425; Sandia National Laboratories: Albuquerque, NM, USA, 2002. [Google Scholar]
- Chen, X.; Haselbach, P.U.; Branner, K.; Madsen, S.H. Effects of different material failures and surface contact on structural response of trailing edge sections in composite wind turbine blades. Compos. Struct. 2019, 226, 111306. [Google Scholar] [CrossRef]
- Chen, X. Structural strength of trailing edge sections of composite wind turbine blades. In Proceedings of the 5th International Conference on Mechanics of Composites, Lisboa, Portugal, 1–4 July 2019. [Google Scholar] [CrossRef]
- Al-Khudairi, O.; Ghasemnejad, H. To improve failure resistance in joint design of composite wind turbine blade materials. Renew. Energy 2015, 81, 936e951. [Google Scholar] [CrossRef]
- Khan, B.; Potter, K.; Wisnom, M.R. Suppression of delamination at ply drops in tapered composites by ply chamfering. J. Compos. Mater. 2006, 40, 157–174. [Google Scholar] [CrossRef]
- Llanos, A.S.; Vizzini, A.J. The Effect of film adhesive on the delamination strength of tapered composites. J. Compos. Mater. 1992, 26, 1968–1983. [Google Scholar] [CrossRef]
- Gouldstone, C.; Degtiarov, D.; Williams, R.D. Reinforcing ply drop interfaces using vertically-aligned carbon nanotube forests. In Proceedings of the SAMPE Conference, Seattle, WA, USA, 2–5 June 2014. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishnaevsky, L., Jr. Root Causes and Mechanisms of Failure of Wind Turbine Blades: Overview. Materials 2022, 15, 2959. https://doi.org/10.3390/ma15092959
Mishnaevsky L Jr. Root Causes and Mechanisms of Failure of Wind Turbine Blades: Overview. Materials. 2022; 15(9):2959. https://doi.org/10.3390/ma15092959
Chicago/Turabian StyleMishnaevsky, Leon, Jr. 2022. "Root Causes and Mechanisms of Failure of Wind Turbine Blades: Overview" Materials 15, no. 9: 2959. https://doi.org/10.3390/ma15092959
APA StyleMishnaevsky, L., Jr. (2022). Root Causes and Mechanisms of Failure of Wind Turbine Blades: Overview. Materials, 15(9), 2959. https://doi.org/10.3390/ma15092959