
Portevin-Le Châtelier Effect in a Powder Metallurgy Co-Ni-Based Superalloy


Abstract
:1. Introduction
2. Experimental
3. Results
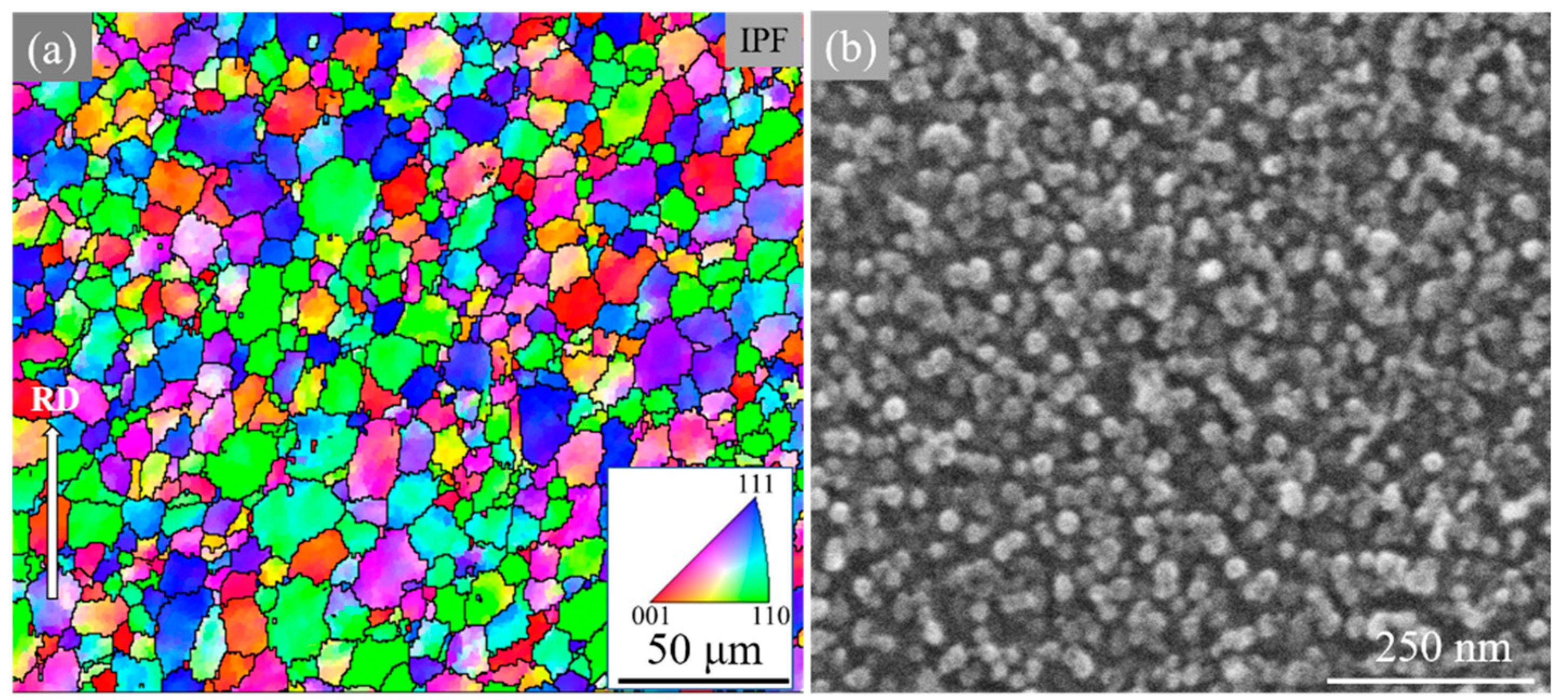
3.1. Initial Microstructures
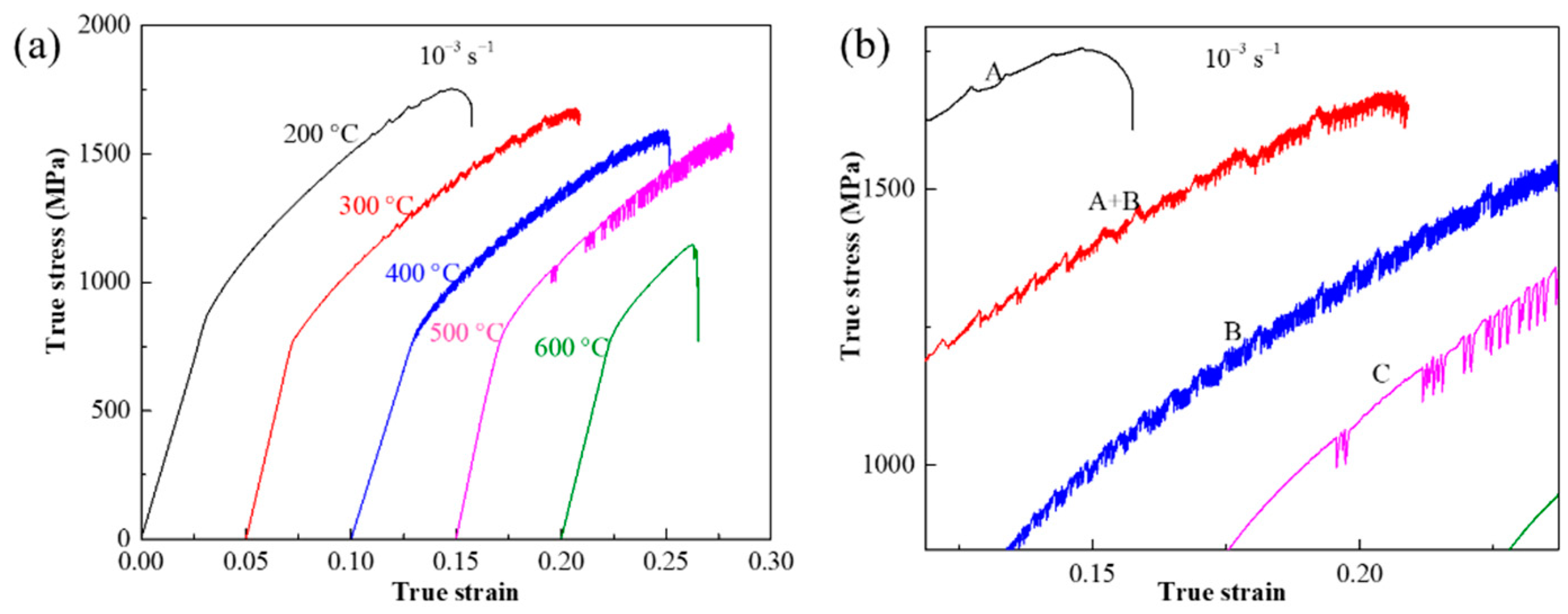
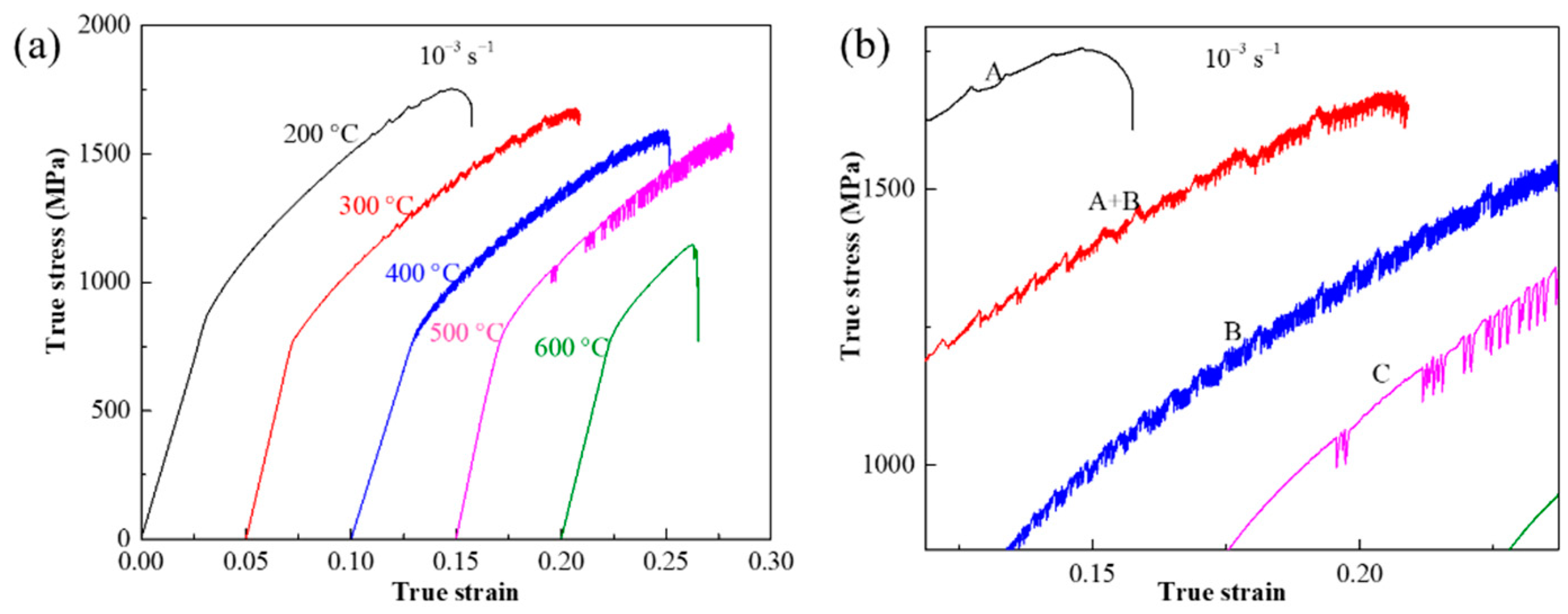
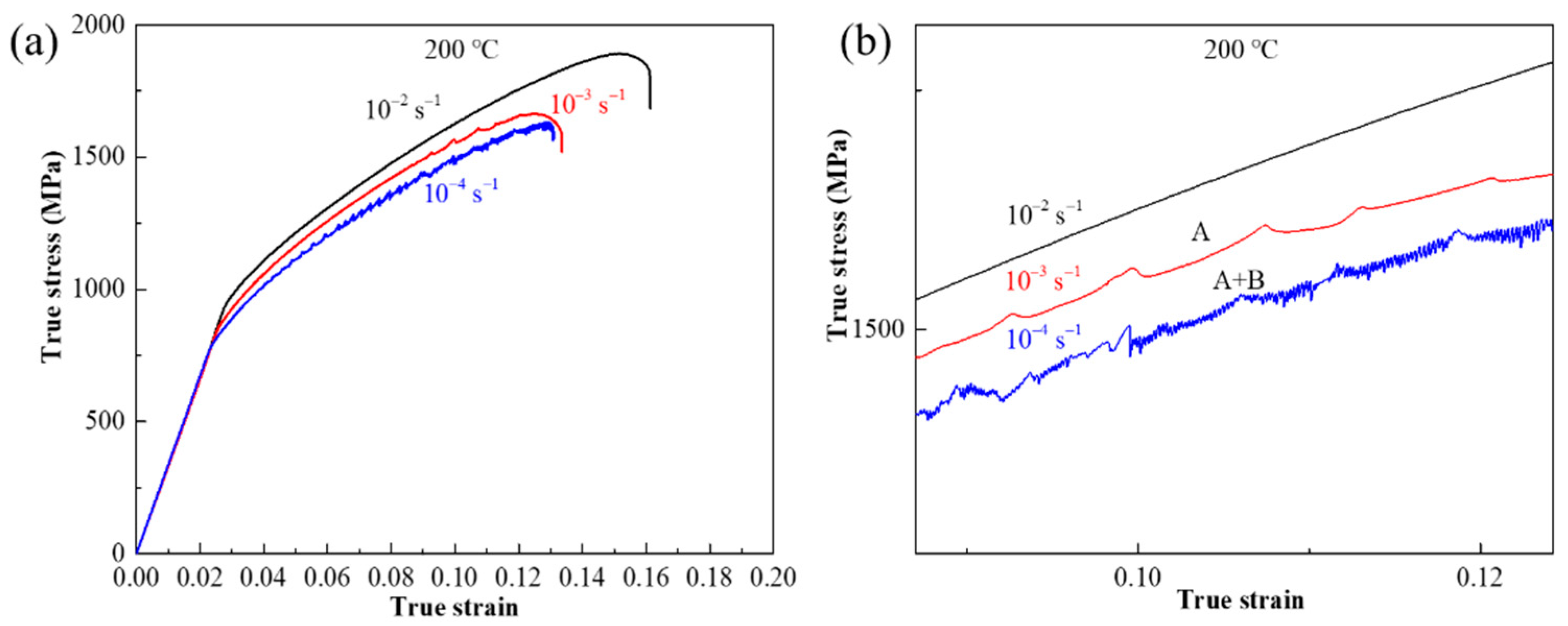
3.2. Serrated Flow Behavior and Characteristics
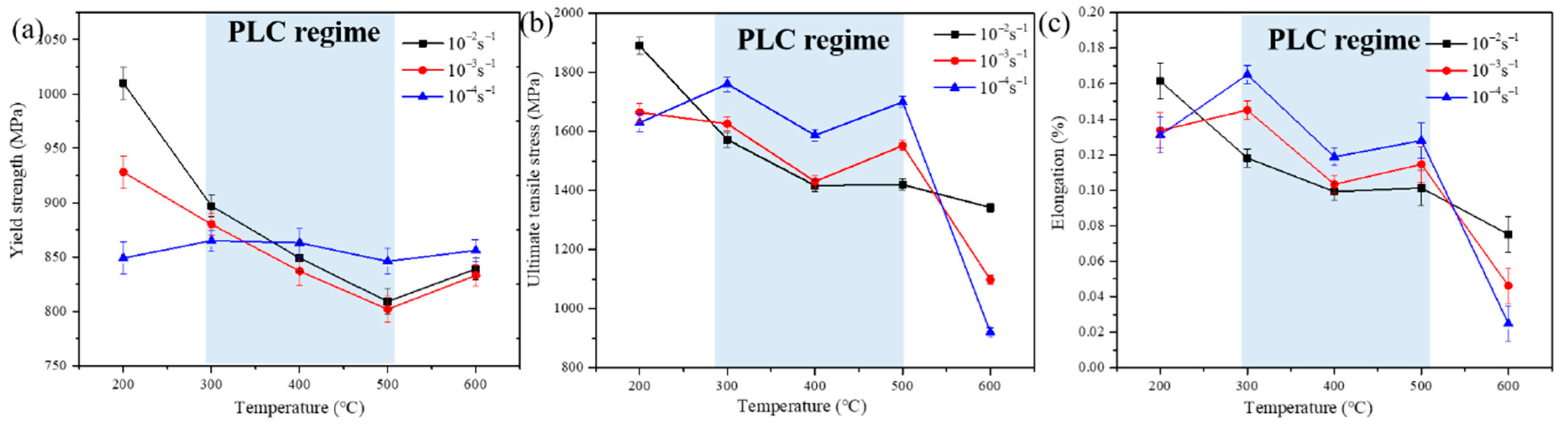
3.3. Mechanical Properties
4. Discussion
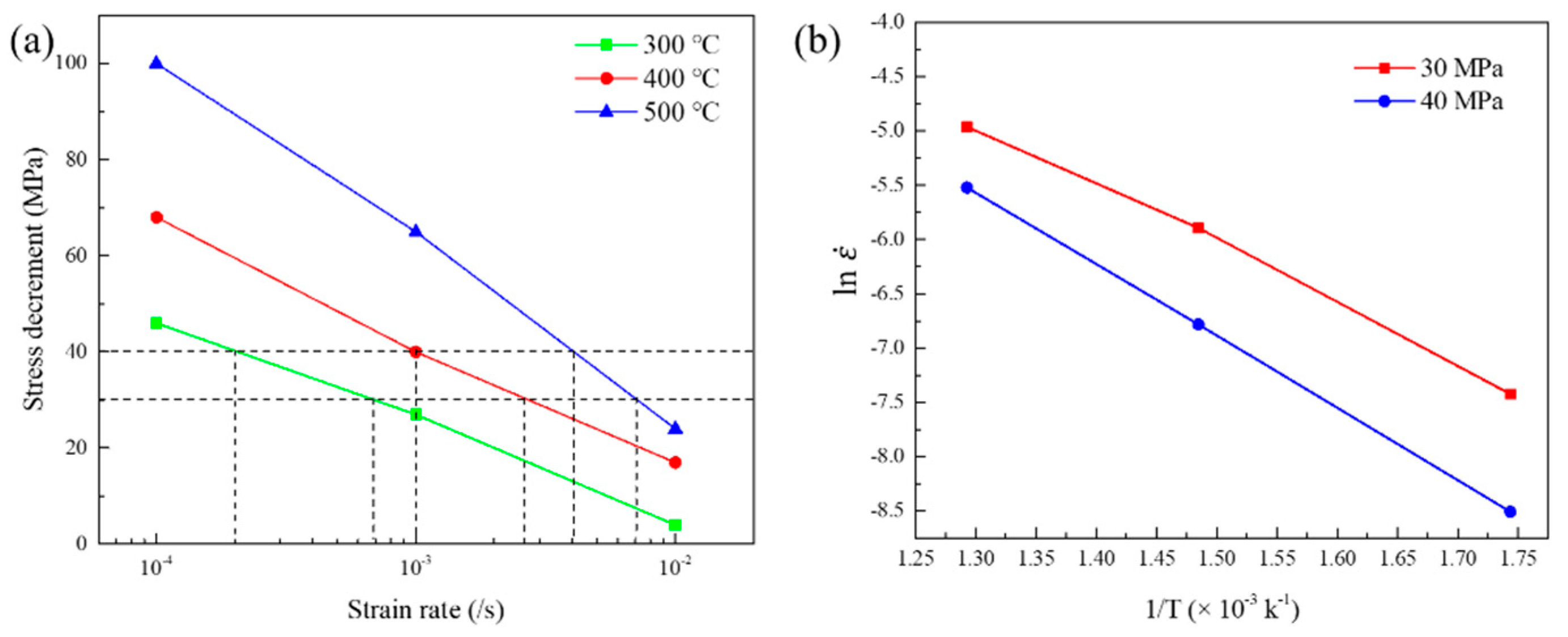
4.1. Activation Energy
4.2. Interpretation Abnormal Mechanical Properties in PLC Effect Regime
4.3. Interpretation of SRS and Normal/Inverse PLC Effect
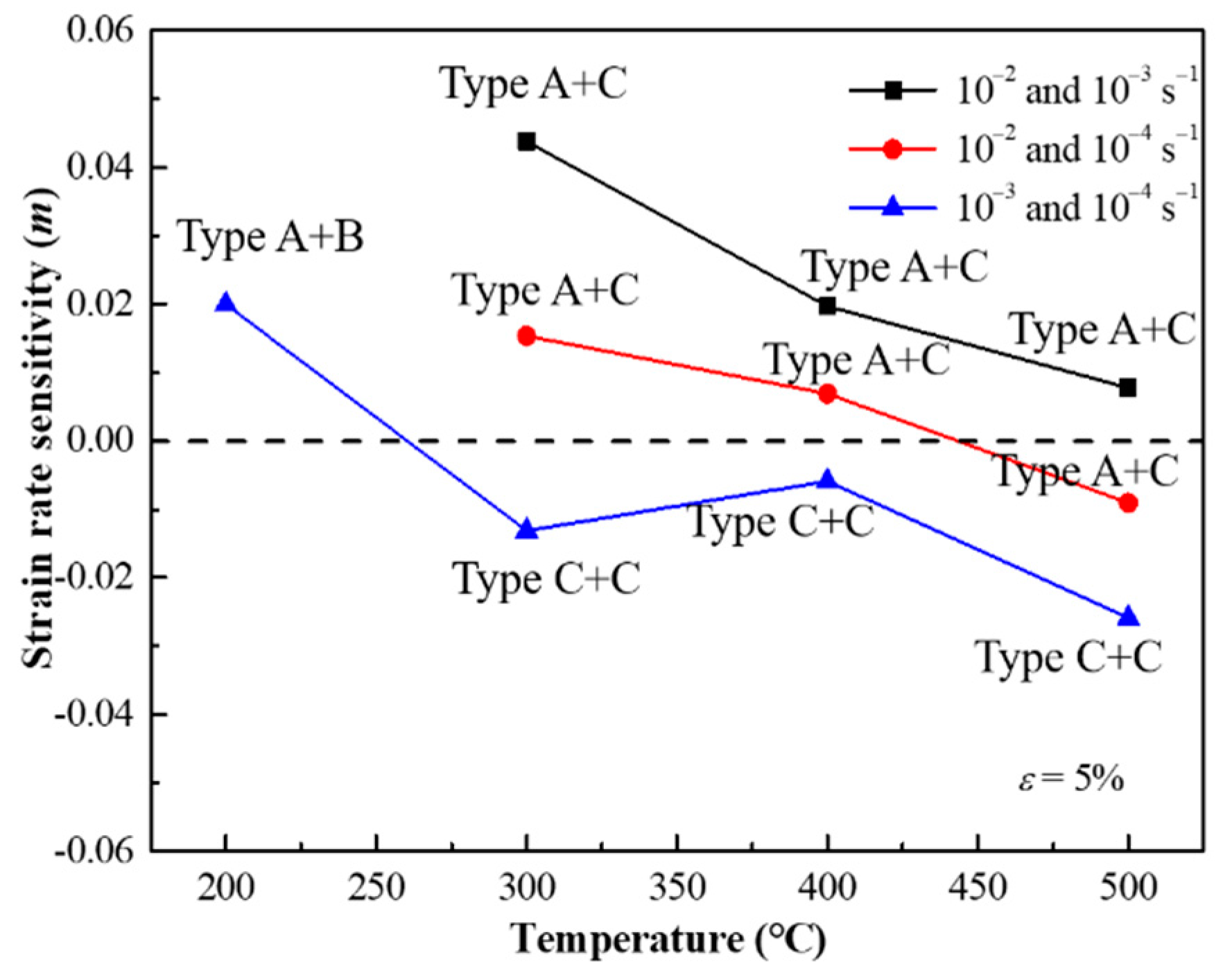
4.3.1. Interpretation of Positive and Negative SRS
4.3.2. Interpretation of Normal and Inverse PLC Effect
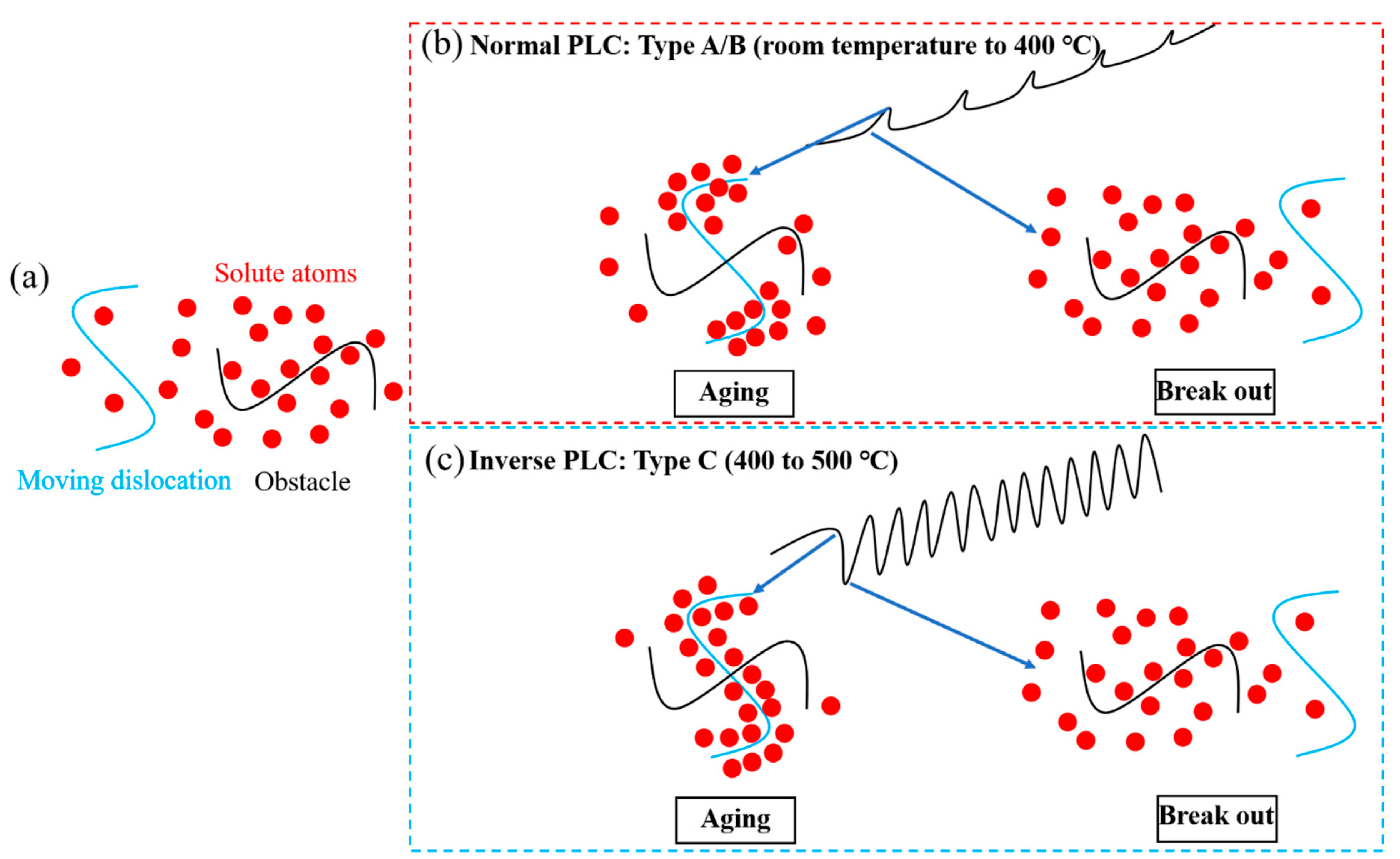
- Serrations type A and B occurs in normal PLC while type C emerge in inverse PLC [11,12]. Type A and B are locking serrations, the pinning force brought by the solute atoms is reflected in the part above the normal stress–strain curve. Type C is unlocking serrations, the serration part is completely below the normal stress–strain curve. The hypothesis is supported by the work of Fu [33] in an Al-Mg alloy 5456, who proposed that for the normal behavior, the critical strain depends on the first pinning; for the inverse behavior, the critical strain depends on the first unpinning.
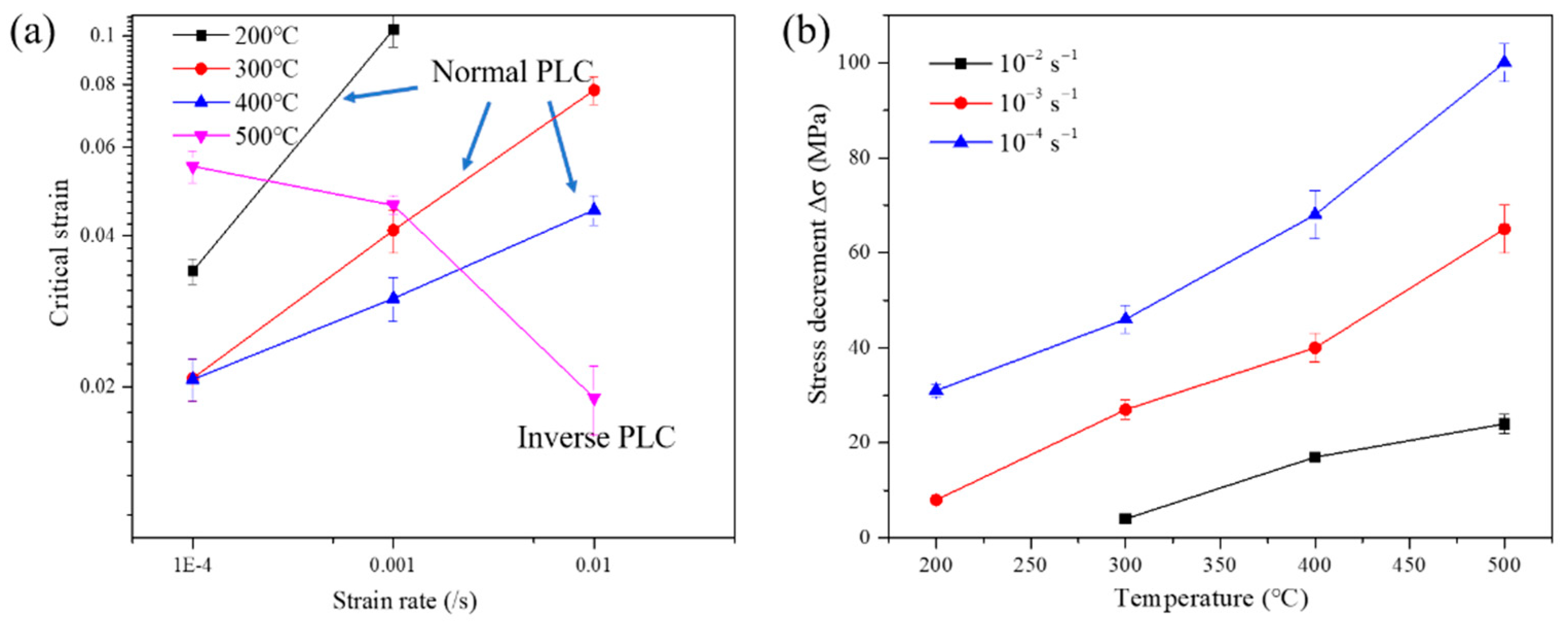
- Serrations usually occur after a certain strain,, the preparatory period of the PLC effect, the magnitude of which reflects the difficulty of the PLC effect’s occurrence. In the normal PLC effect, decreases with increasing temperature , while it increases in the inverse PLC effect. These contradictory results can be illuminated with the schematic diagram in Figure 10. In the condition of the normal PLC effect shown in Figure 10b, part of the solute atoms can pin the dislocation, or part of the dislocation is pinned by the solute atoms. Increasing shortens by accelerating the diffusion of atoms and increasing applied stress by strengthens the interaction between dislocations and atoms, which can be observed from stress decrement (Δσ). At the transition temperature from normal to inverse, is close to 0 (the PLC effect happens when it enters the plastic deformation). In the inverse PLC effect under higher shown in Figure 10c, motivated by thermal activation, almost all solutes and all parts of dislocations are involved in pinning, extends by increasing as is not easy for dislocations to escape from solute atoms. A lager stress (strain) is required to break them. In the , the first serration appears with a stress drop. As the temperature further increases, the PLC effect disappears because the dislocations cannot escape the thermally activated solute atomic atmosphere.
5. Conclusions
- The average activation energy for serrations is 133 kJ/mol, which is comparable with migration energy of Mo (139 kJ/mol) through pipe diffusion. Accordingly, we infer that Mo atoms should be responsible for the PLC effect in this alloy.
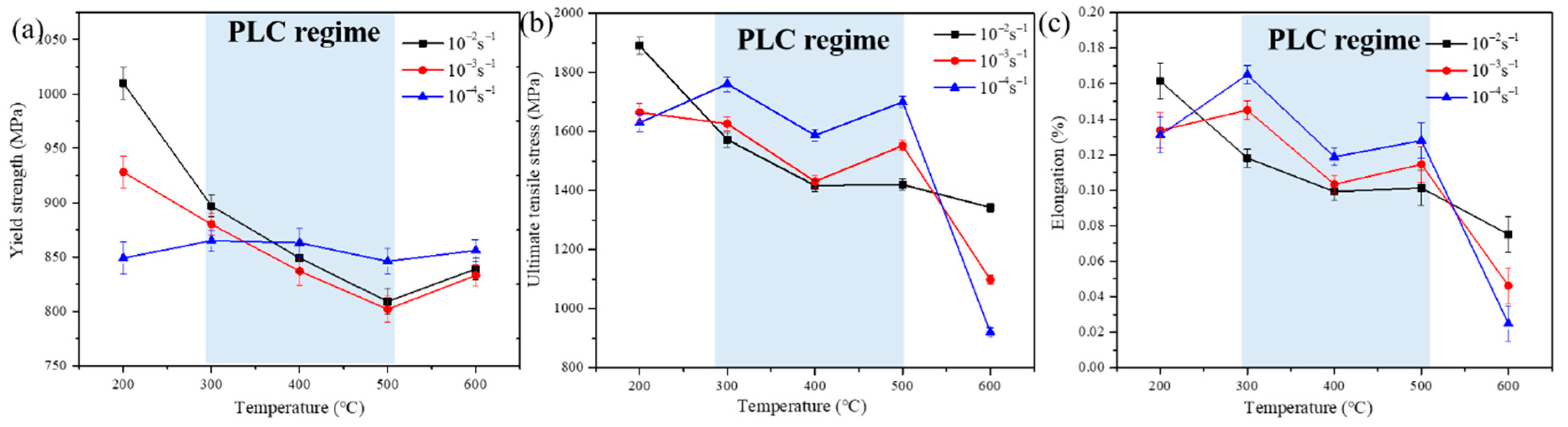
- In the PLC effect regime, yield strength, ultimate tensile strength, as well as elongation show limited drop with temperature. Ultimate tensile strength and elongation increase with decreasing strain rate at a given temperature, which ensure the stability of the alloy in the PLC effect area.
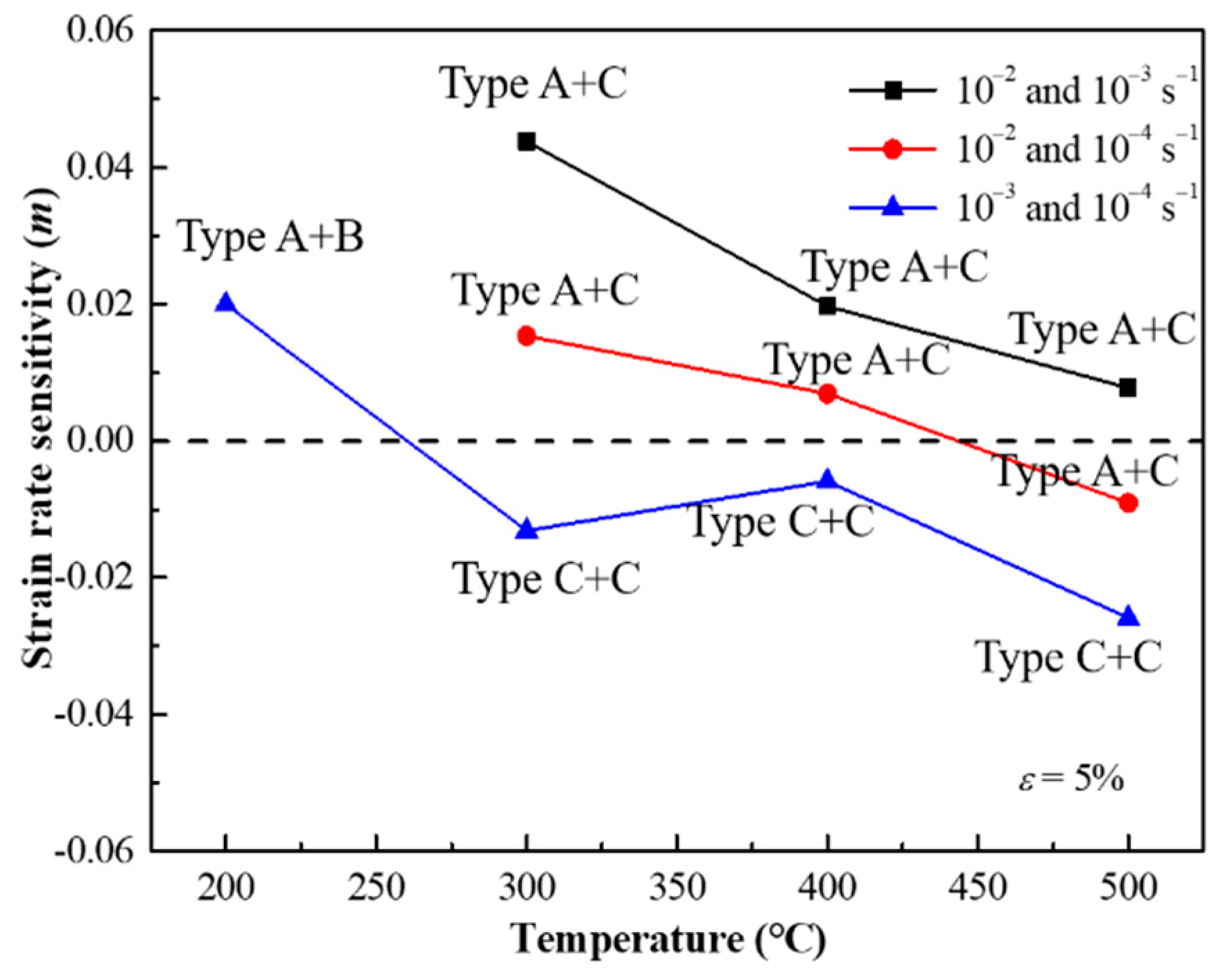
- Both negative and positive strain rate sensitivity are shown in the PLC effect regime: the former is derived from different serration types while the latter is generally the same serration type.
- The normal PLC effect is observed at room temperature to 400 °C while the inverse PLC effect is shown at temperatures 400 to 500 °C. The critical strain in the normal PLC effect represents a stronger interaction between solute atoms and dislocations, and the one in inverse represents the first break between dislocation and solute atoms.
Author Contributions
Funding
Conflicts of Interest
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University House: Cambridge, UK, 2006. [Google Scholar]
- Zhou, D.; Ye, X.; Teng, J.; Li, C.; Li, Y. Effect of Nb on Microstructure and Mechanical Property of Novel Powder Metallurgy Superalloys during Long-Term Thermal Exposure. Materials 2021, 14, 656. [Google Scholar] [CrossRef] [PubMed]
- Bian, H.; Xu, X.; Li, Y.; Koizumi, Y.; Wang, Z.; Chen, M.; Yamanaka, K.; Chiba, A. Regulating the coarsening of the γ′ phase in superalloys. NPG Asia Mater. 2015, 7, e212. [Google Scholar] [CrossRef] [Green Version]
- Ye, X.; Yang, B.; Nie, Y.; Yu, S.; Li, Y. Influence of Nb addition on the oxidation behavior of novel Ni-base superalloy. Corros. Sci. 2021, 185, 109436. [Google Scholar] [CrossRef]
- Zhang, R.; Tian, C.; Cui, C.; Zhou, Y.; Sun, X. Portevin-Le Châtelier effect in a wrought Ni–Co based superalloy. J. Alloys Compd. 2020, 818, 152863. [Google Scholar] [CrossRef]
- Hale, C.L.; Rollings, W.S.; Weaver, M.L. Activation energy calculations for discontinuous yielding in Inconel 718SPF. Mater. Sci. Eng. A 2001, 300, 153–164. [Google Scholar] [CrossRef]
- Sakthivel, T.; Laha, K.; Nandagopal, M.; Chandravathi, K.S.; Parameswaran, P.; Selvi, S.P.; Mathew, M.D.; Mannan, S.K. Effect of temperature and strain rate on serrated flow behaviour of Hastelloy X. Mater. Sci. Eng. A 2012, 534, 580–587. [Google Scholar] [CrossRef]
- Cui, C.Y.; Jin, T.; Sun, X.F. Effects of heat treatments on the serrated flow in a Ni–Co–Cr-base superalloy. J. Mater. Sci. 2011, 46, 5546–5552. [Google Scholar] [CrossRef]
- Louat, N. On the theory of the portevin-le chatelier effect. Scr. Metall. 1981, 15, 1167–1170. [Google Scholar] [CrossRef]
- Rizzi, E.; Hähner, P. On the Portevin–Le Chatelier effect: Theoretical modeling and numerical results. Int. J. Plast. 2004, 20, 121–165. [Google Scholar] [CrossRef]
- Rodriguez, P. Serrated plastic flow. Bull. Mater. Sci. 1984, 6, 653–663. [Google Scholar] [CrossRef]
- Robinson, J.M.; Shaw, M.P. Microstructural and mechanical influences on dynamic strain aging phenomena. Int. Mater. Rev. 1994, 39, 113–122. [Google Scholar] [CrossRef]
- Chen, W.; Chaturvedi, M.C. On the mechanism of serrated deformation in aged Inconel 718. Mater. Sci. Eng. A 1997, 229, 163–168. [Google Scholar] [CrossRef]
- Pu, E.; Zheng, W.; Song, Z.; Feng, H.; Yang, F.; Dong, H. Effects of temperature and strain rate on tensile deformation behavior of superalloy UNS N10276. Mater. Sci. Eng. A 2017, 699, 88–98. [Google Scholar] [CrossRef]
- Shankar, V.; Valsan, M.; Rao, K.B.S.; Mannan, S.L. Effects of temperature and strain rate on tensile properties and activation energy for dynamic strain aging in alloy 625. Metall. Mater. Trans. A 2004, 35, 3129–3139. [Google Scholar] [CrossRef]
- Nakada, Y.; Keh, A.S. Serrated flow in Ni-C alloys. Acta Metall. 1970, 18, 437–443. [Google Scholar] [CrossRef]
- Gopinath, K.; Gogia, A.K.; Kamat, S.V.; Ramamurty, U. Dynamic strain ageing in Ni-base superalloy 720Li. Acta Mater. 2009, 57, 1243–1253. [Google Scholar] [CrossRef]
- Han, G.-M.; Tian, C.-G.; Cui, C.-Y.; Hu, Z.-Q.; Sun, X.-F. Portevin–Le Chatelier Effect in Nimonic 263 Superalloy. Acta Metall. Sin. (Engl. Lett.) 2015, 28, 542–549. [Google Scholar] [CrossRef]
- Chatterjee, A.; Sharma, G.; Tewari, R.; Chakravartty, J.K. Investigation of the Dynamic Strain Aging and Mechanical Properties in Alloy-625 with Different Microstructures. Metall. Mater. Trans. A 2015, 46, 1097–1107. [Google Scholar] [CrossRef]
- Roy, A.K.; Pal, J.; Mukhopadhyay, C. Dynamic strain ageing of an austenitic superalloy—Temperature and strain rate effects. Mater. Sci. Eng. A 2008, 474, 363–370. [Google Scholar] [CrossRef]
- Tian, C.; Cui, C.; Xu, L.; Gu, Y.; Sun, X. Dynamic Strain Aging in a Newly Developed Ni–Co-Base Superalloy with Low Stacking Fault Energy. J. Mater. Sci. Technol. 2013, 29, 873–878. [Google Scholar] [CrossRef]
- Wilcox, B.A.; Smith, G.C. The Portevin-Le Chatelier effect in hydrogen charged nickel. Acta Metall. 1964, 12, 371–376. [Google Scholar] [CrossRef]
- Soare, M.A.; Curtin, W.A. Solute strengthening of both mobile and forest dislocations: The origin of dynamic strain aging in fcc metals. Acta Mater. 2008, 56, 4046–4061. [Google Scholar] [CrossRef]
- Hayes, R.W. On a proposed theory for the disappearance of serrated flow in f.c.c. Ni alloys. Acta Metall. 1983, 31, 365–371. [Google Scholar] [CrossRef]
- Hayes, R.W.; Hayes, W.C. On the mechanism of delayed discontinuous plastic flow in an age-hardened nickel alloy. Acta Metall. 1982, 30, 1295–1301. [Google Scholar] [CrossRef]
- Garbrecht, M.; Saha, B.; Schroeder, J.L.; Hultman, L.; Sands, T.D. Dislocation-pipe diffusion in nitride superlattices observed in direct atomic resolution. Sci. Rep. 2017, 7, 46092. [Google Scholar] [CrossRef] [Green Version]
- Penning, P. Mathematics of the portevin-le chatelier effect. Acta Metall. 1972, 20, 1169–1175. [Google Scholar] [CrossRef]
- Rai, R.K.; Sahu, J.K. Mechanism of serrated flow in a cast nickel base superalloy. Mater. Lett. 2018, 210, 298–300. [Google Scholar] [CrossRef]
- Sleeswyk, A.W. Slow strain-hardening of ingot iron. Acta Metall. 1958, 6, 598–603. [Google Scholar] [CrossRef]
- McCormick, P.G. Theory of flow localisation due to dynamic strain ageing. Acta Metall. 1988, 36, 3061–3067. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.; Cui, C.; Osada, T.; Zhong, Z.; Tetsui, T.; Yokokawa, T.; Harada, H. Influence of Co content on stacking fault energy in Ni–Co base disk superalloys. J. Mater. Res. 2011, 26, 2833–2837. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Nategh, S.; Isac, M.; Zebarjad, S.M. Tensile deformation mechanisms at different temperatures in the Ni-base superalloy GTD-111. J. Mater. Process. Technol. 2004, 155–156, 1900–1904. [Google Scholar] [CrossRef]
- Fu, S.; Cheng, T.; Zhang, Q.; Hu, Q.; Cao, P. Two mechanisms for the normal and inverse behaviors of the critical strain for the Portevin–Le Chatelier effect. Acta Mater. 2012, 60, 6650–6656. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Ni | Cr | Mo | Nb | Al | Ti | Fe | C | |
|---|---|---|---|---|---|---|---|---|---|
| Composition (wt.%) | Bal. | 36.0 | 17.5 | 8.0 | 3.0 | 2.0 | 0.8 | 1.6 | 0.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Teng, J.; Yang, B.; Ye, X.; Huang, L.; Liu, Y.; Li, Y. Portevin-Le Châtelier Effect in a Powder Metallurgy Co-Ni-Based Superalloy. Materials 2022, 15, 2796. https://doi.org/10.3390/ma15082796
Li C, Teng J, Yang B, Ye X, Huang L, Liu Y, Li Y. Portevin-Le Châtelier Effect in a Powder Metallurgy Co-Ni-Based Superalloy. Materials. 2022; 15(8):2796. https://doi.org/10.3390/ma15082796
Chicago/Turabian StyleLi, Chao, Jianwei Teng, Biaobiao Yang, Xianjue Ye, Lan Huang, Yong Liu, and Yunping Li. 2022. "Portevin-Le Châtelier Effect in a Powder Metallurgy Co-Ni-Based Superalloy" Materials 15, no. 8: 2796. https://doi.org/10.3390/ma15082796
APA StyleLi, C., Teng, J., Yang, B., Ye, X., Huang, L., Liu, Y., & Li, Y. (2022). Portevin-Le Châtelier Effect in a Powder Metallurgy Co-Ni-Based Superalloy. Materials, 15(8), 2796. https://doi.org/10.3390/ma15082796