
Study on the Microstructure and Mechanical Properties of Diamond Particle-Reinforced Copper-Iron Sandwich Composites Prepared by Powder Metallurgy


Abstract
:1. Introduction
2. Sample Preparation and Testing
2.1. Sample Preparation
2.2. Testing Method
3. Microstructure Properties
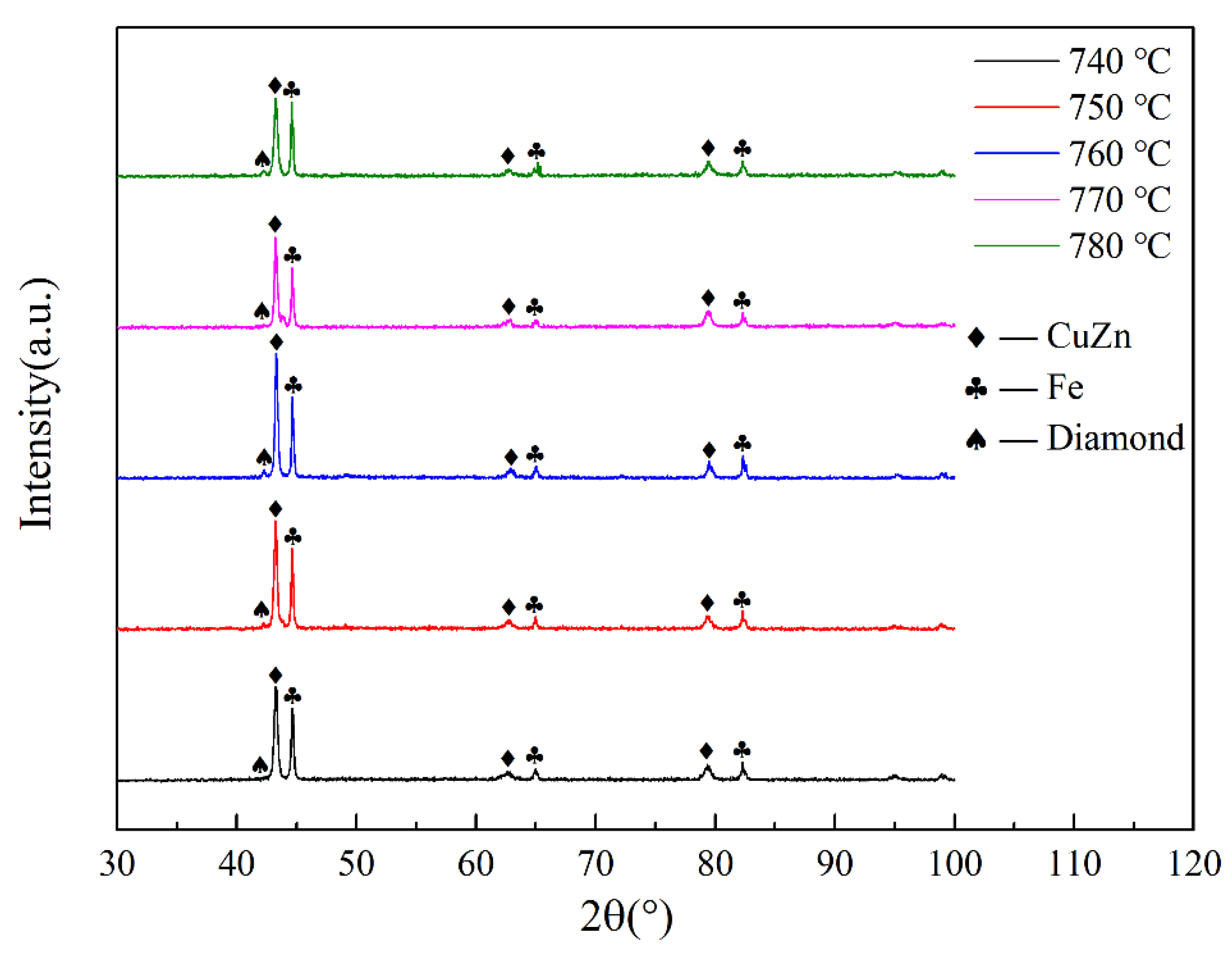
3.1. Composition Analysis of AD/Cu-Fe Sandwich Composites
3.2. Elemental Analysis of AD/Cu-Fe Sandwich Composites
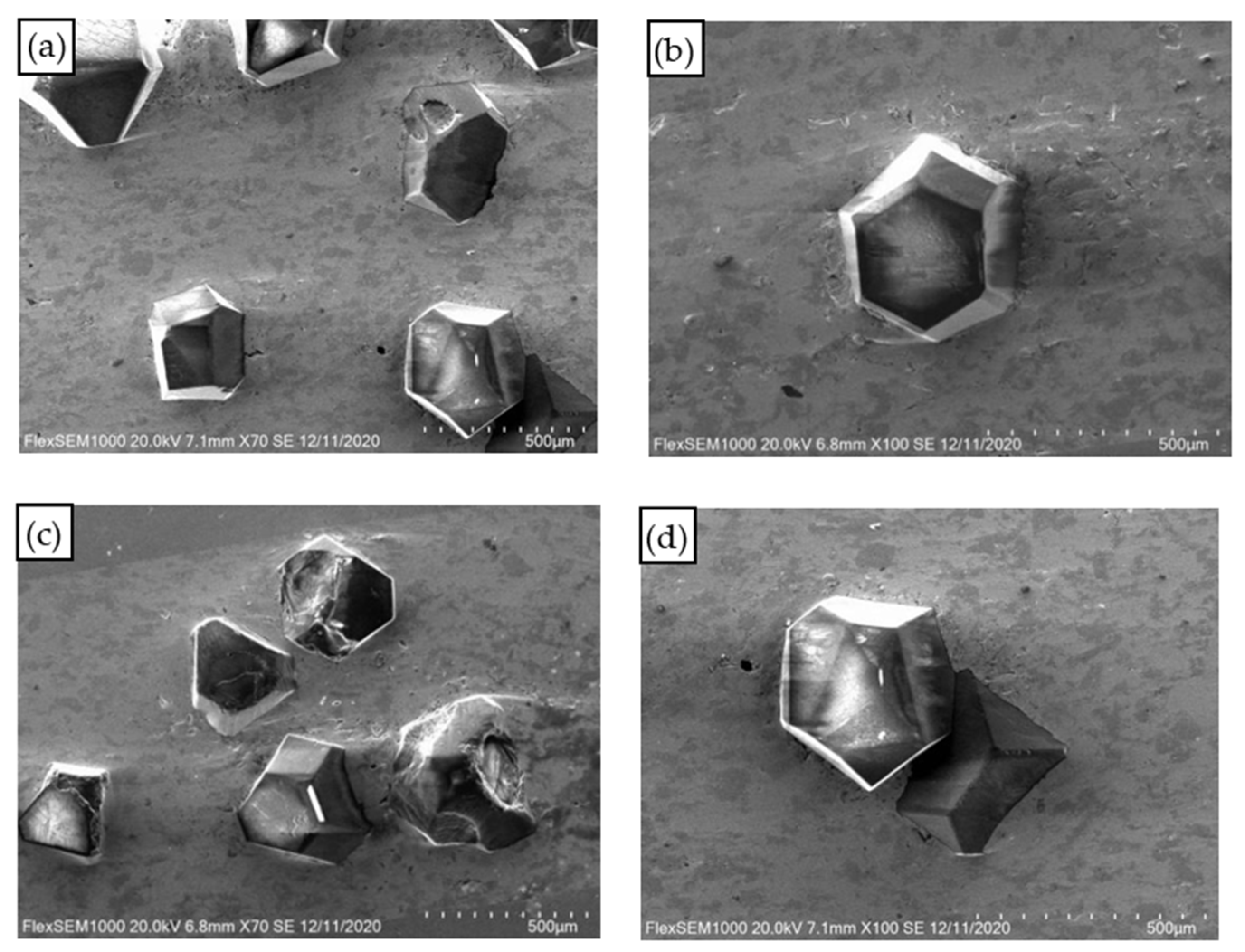
3.3. Distribution of Diamond Particles in Copper Matrix
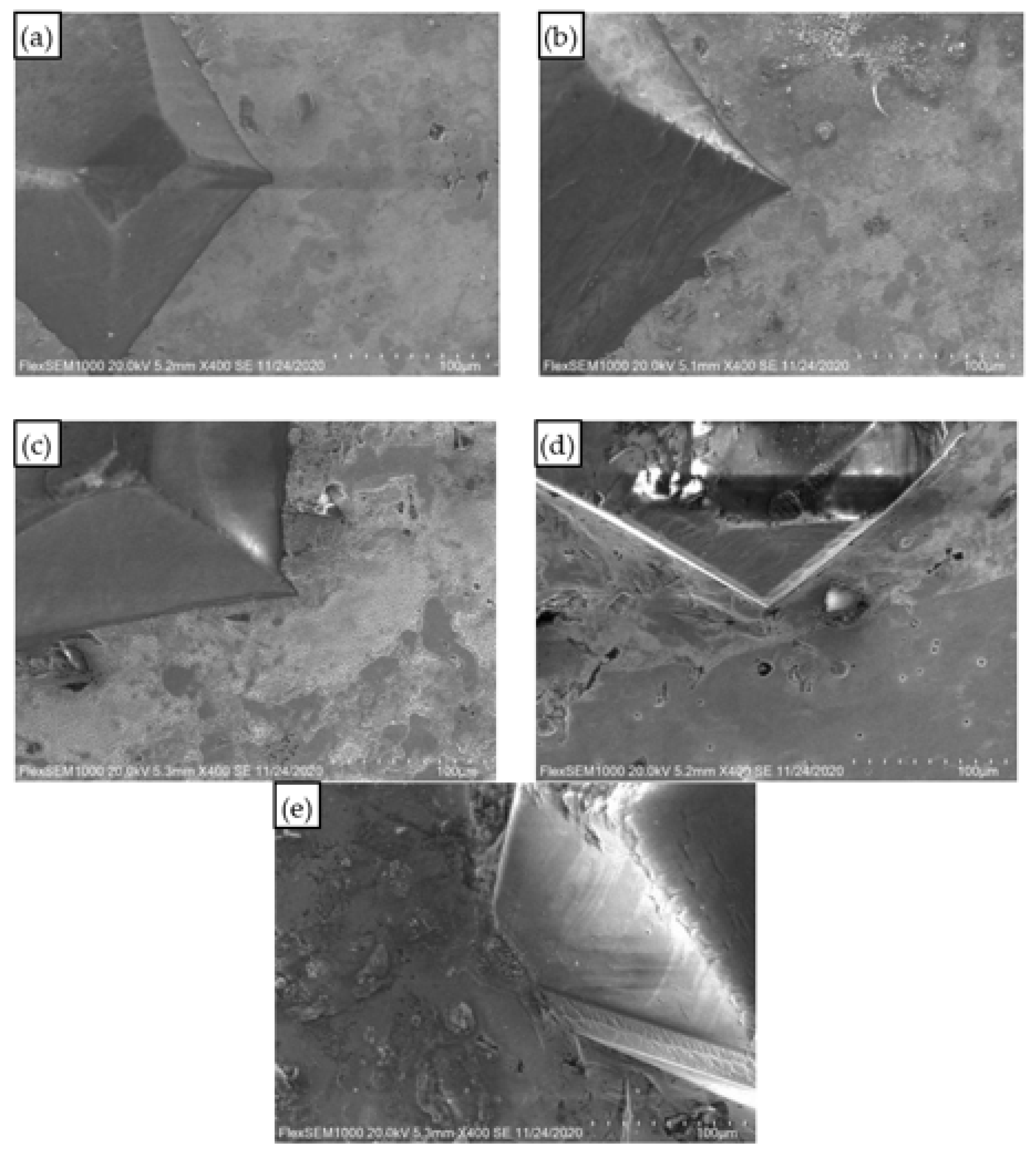
3.4. Bonding Interface between Diamond Particles and Copper Matrix
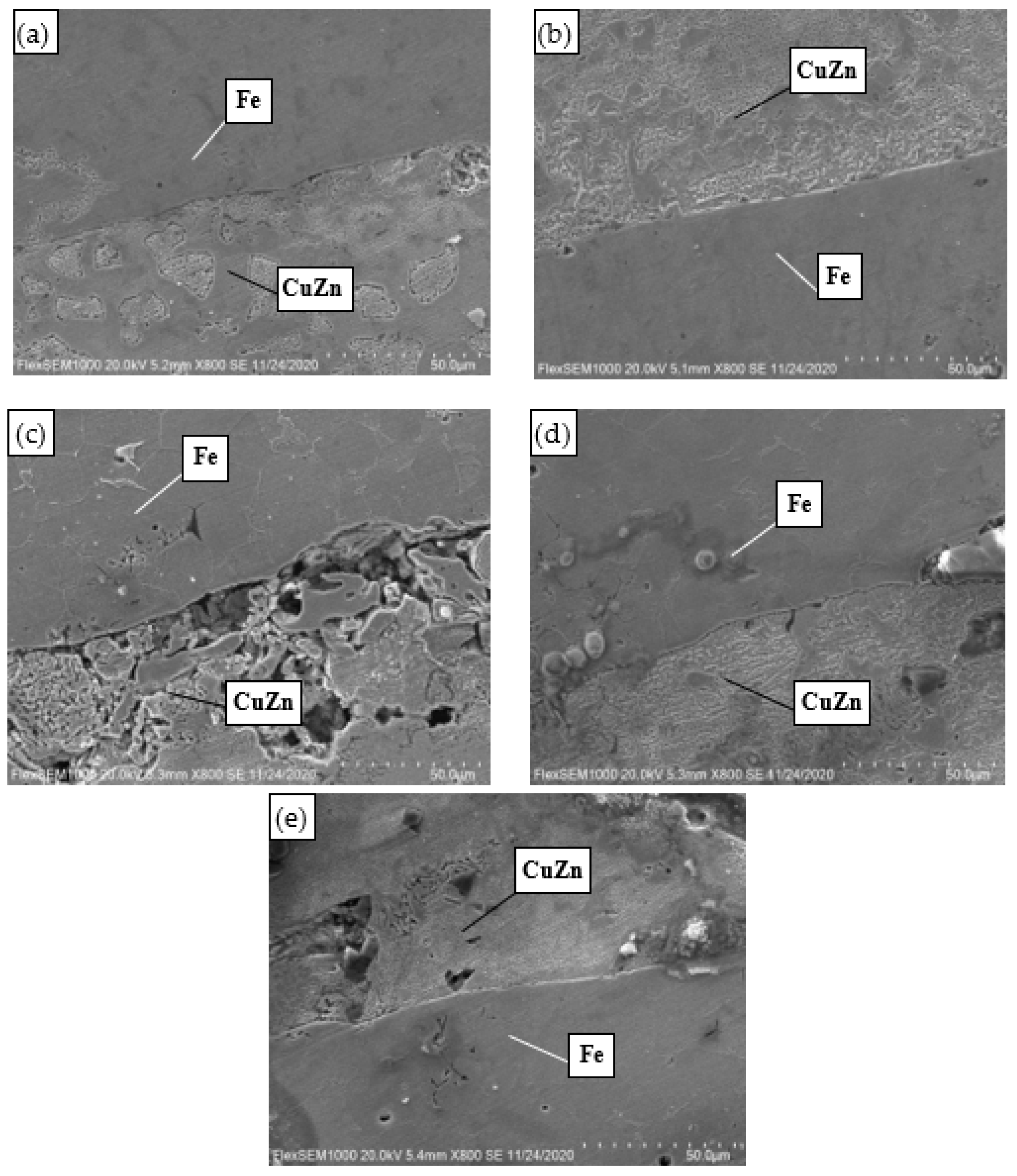
3.5. Bonding Interface between Copper Matrix and Iron Layer
4. Macroscopic Properties
4.1. Density and Compactness
4.2. Hardness
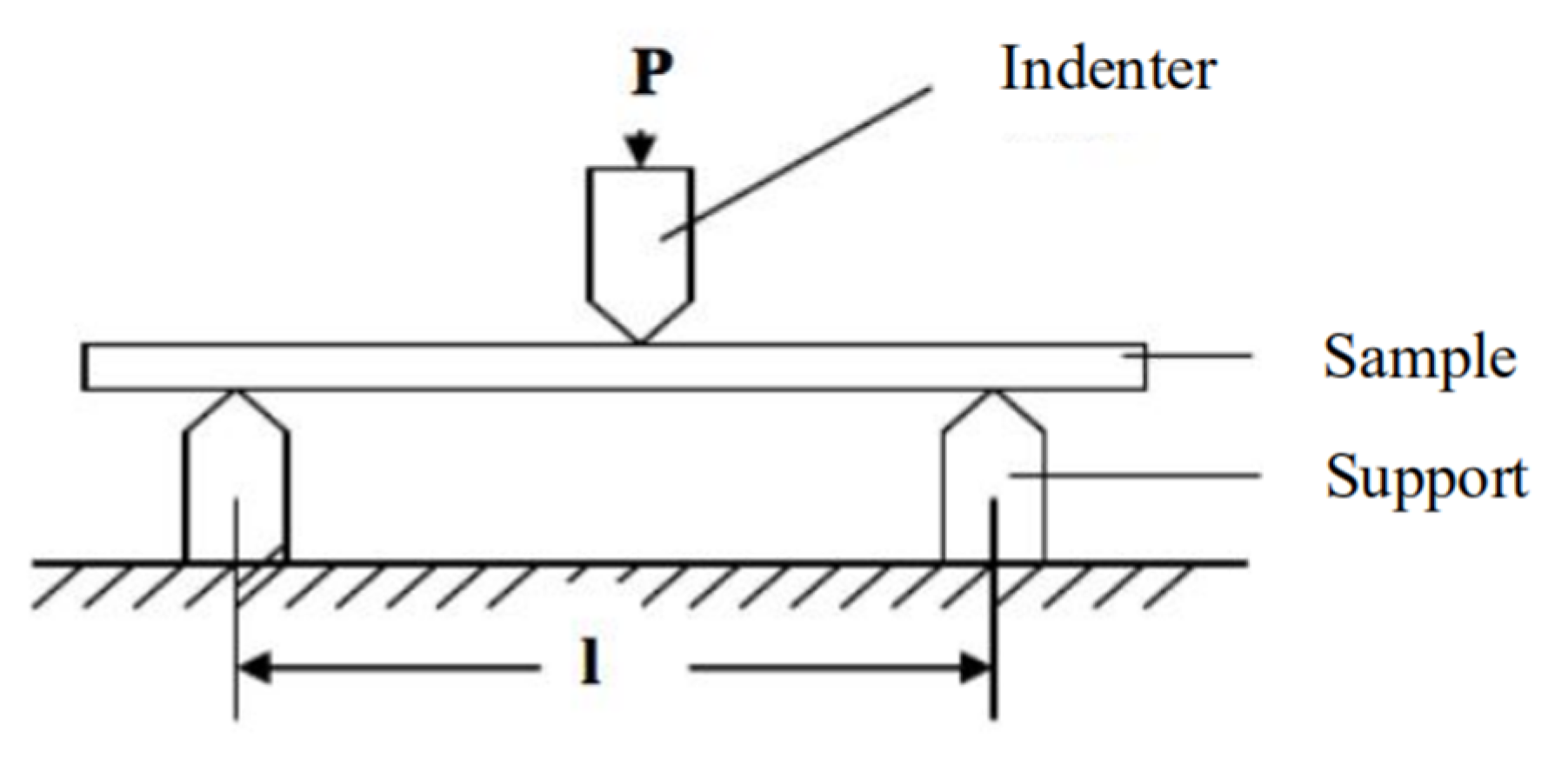
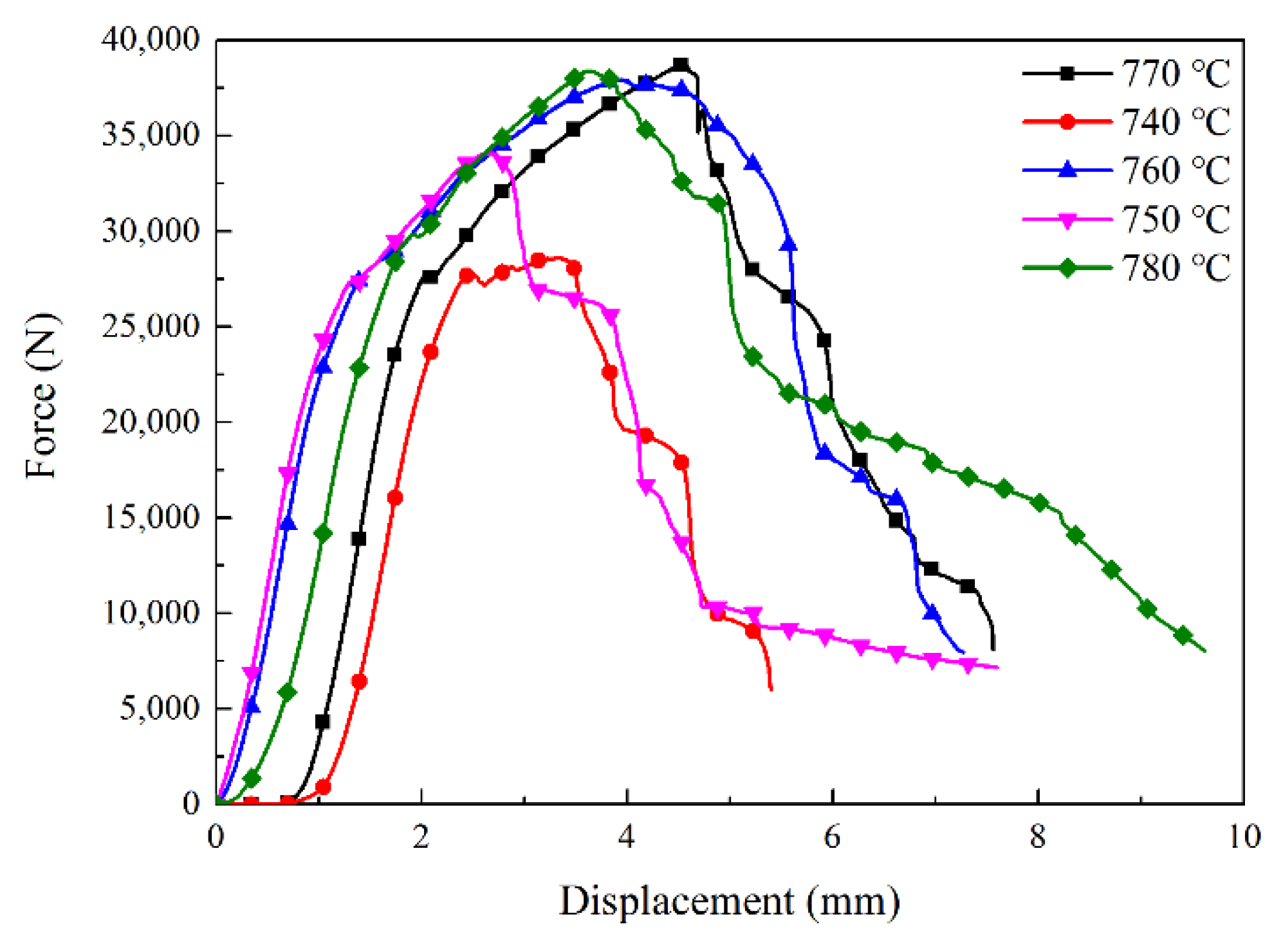
4.3. The Flexure Strength
4.4. Wear Resistance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, B.; Zhang, W.; Wang, Y.; Yu, S.; Mu, Y. Microstructure and Interfacial Reaction Mechanism of Ti3SiC2-diamond Composites Fabricated by Microwave Sintering. Bull. Chin. Ceram. Soc. 2016, 35, 725–731. [Google Scholar]
- Huang, S.; Guo, H.; Zhang, Z.; Zhang, X.; Xie, H.; Xie, Z.; Peng, L.; Mi, X. Comparative study on the properties and microscopic mechanism of Ti coating and W coating diamond-copper composites. Mater. Res. Express. 2020, 17, 076517. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.; Guo, H.; Li, W. Microstructure and thermal conductivity of Cu–B/diamond composites. J. Compos. Mater. 2012, 47, 2945–2953. [Google Scholar] [CrossRef]
- Kerns, J.A.; Colella, N.J.; Makowiecki, D.; Davidson, H.L. Dymally: A Composite Substrate for High Power Density Electronic Components. In Proceedings of the International Symposium on Microelectronics, Los Angeles, CA, USA, 24–26 October 1995; pp. 66–72. [Google Scholar]
- Fang, Z.; Lin, C.; Zhang, X.; Cui, X.; Chu, J. Properties and Application of Diamond/Metal Composites for Electronic Packaging. Mater. Rep. 2008, 22, 36–39. [Google Scholar]
- Schubert, T.; Ciupinski, L.; Zielinski, W.; Michalski, A.; Weibgarber, T.; Kieback, T. Interfacial Characterization of Cu/Diamond Composites Prepared by Powder Metallurgy for Heat Sink Applications. Scr. Mater. 2008, 56, 263–266. [Google Scholar] [CrossRef]
- Zeinab, A.H.; Moustafa, S.F.; Morsy, F.A.; Nevien, A.A.K.; Fatma, A.M. Fabrication and characterization copper/diamond composites for heat sink application using powder metallurgy. Nat. Sci. 2011, 11, 936–947. [Google Scholar]
- Abyzov, A.M.; Shakhov, F.M.; Averkin, A.I.; Nikolaev, V.I. Mechanical properties of a diamond -copper composite with high thermal conductivity. Mater. Des. 2015, 87, 527–539. [Google Scholar] [CrossRef]
- Silva, F. A new interlayer approach for CVD diamond coating of steel substrates. Diam. Relat. Mater. 2003, 13, 828–833. [Google Scholar] [CrossRef]
- Silva, F.; Fernandes, A.; Costa, F.M.; Baptista, A.P.M.; Pereira, E. Unstressed PACVD diamond films on steel pre-coated with a composite multilayer. Surf. Coat. Technol. 2005, 191, 102–107. [Google Scholar] [CrossRef]
- Hu, M.; Yu, K.; Bi, N.; Li, S.; Su, T.; Hu, Q. Effect of diamond particle size on properties of particle reinforced copper matrix composites. J. Funct. Mater. 2018, 49, 1059–1063. [Google Scholar]
- Wu, J.; Zhang, H.; Zhang, Y.; Li, J.; Wang, X. The mechanical properties of diamond particle reinforced aluminum matrix composites. J. Funct. Mater. 2012, 43, 3308–3311, 3315. [Google Scholar]
- Zhu, C.; Shen, Z.; Wu, X.; Li, K.; Chen, C. Study on thermatphysical property of Cr coated diamond particle reinforced copper matrix composite. New Chem. Mater. 2018, 46, 66–69. [Google Scholar]
- Zhu, C.; Cui, C.; Wu, X.; Zhang, B.; Yang, D.; Zhao, H.; Zheng, Z. Study on surface modification of diamond particles and thermal conductivity properties of their reinforced metal-based (Cu or Mg) composites. Diam. Relat. Mater. 2020, 108, 107998. [Google Scholar] [CrossRef]
- Zhao, N. A Study on Preparation and Properties of Diamond/Copper Composites; Kun Ming University of Science and Technology: Kunming, China, 2011. [Google Scholar]
- Zhang, Y.; Tong, Z.; Shen, Z. Preparation of copper/diamond composites by SPS method. Chin. J. Eng. 2009, 31, 56–60. [Google Scholar]
- Long, W.; Liu, X. Microstructure and properties of diamond/Cu composites fabricated by spark plasma sintering. Spec. Cast. Nonferr. Alloy. 2018, 38, 1007–1011. [Google Scholar]
- Chen, C.; Guo, H.; Chu, K.; Yin, F.; Zhang, X.; Han, Y.; Fan, Y. Thermal conductivity of diamond/copper composites with a bimodal distribution of diamond particle sizes prepared by pressure infiltration method. Rare Met. 2011, 30, 408–413. [Google Scholar] [CrossRef]
- Wang, L. Interfacial Structure and Thermal Conductivity of Cu/Diamond Composites; University of Science and Technology: Beijing, China, 2019. [Google Scholar]
- Chethan, K.S.; Aithal, S.K.; Muralidhara, B.K. Enhancing the mechanical and tribological properties of solid cylindrical aluminum specimen by reinforcing alumina nanoparticulate through centrifuge casting technique. Mater. Res. Express 2019, 6, 1065g9. [Google Scholar] [CrossRef]
- Vaziri, H.S.; Shokuhfar, A.; Afghahi, S.S.S. Synthesis of WS2/CNT hybrid nanoparticles for fabrication of hybrid aluminum matrix nanocomposite. Mater. Res. Express 2020, 7, 025034. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, P.; Liu, X.; Chen, X.; He, D.; Ma, F.; Li, W.; Zhang, K. Study on the Microstructure and Properties of Copper Ferroalloys with Different Components. Foundry Technol. 2018, 39, 506–511. [Google Scholar]
- Ge, J.; Yao, Z. High strength and high electrical conductivity deformation processed Cu-Fe in situ composites. Chin. J. Nonferr. Met. 2004, 14, 568–573. [Google Scholar]
- Wang, P.; Zhang, Q.; Li, L. Research on turning technology of Cf/SiC ceramic matrix composites. J. Rocket. Propuls. 2011, 37, 67–70. [Google Scholar]
- Bai, G. Preparation, Structure and Properties of Cu-B/Diamond Composites; University of Science and Technology: Beijing, China, 2019. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sintering Temperature | 740 °C | 750 °C | 760 °C | 770 °C | 780 °C |
|---|---|---|---|---|---|
| The Macrohardness (HV) | 640 | 650 | 900 | 940 | 700 |
| Sintering Temperature (°C) | 740 | 750 | 760 | 770 | 780 |
|---|---|---|---|---|---|
| The Flexure Strength (MPa) | 793.6 | 947.1 | 1047.0 | 1076.0 | 1066.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Jiang, B.; Li, W.; Cheng, X.; Liu, H.; Li, Z. Study on the Microstructure and Mechanical Properties of Diamond Particle-Reinforced Copper-Iron Sandwich Composites Prepared by Powder Metallurgy. Materials 2022, 15, 2424. https://doi.org/10.3390/ma15072424
Sun J, Jiang B, Li W, Cheng X, Liu H, Li Z. Study on the Microstructure and Mechanical Properties of Diamond Particle-Reinforced Copper-Iron Sandwich Composites Prepared by Powder Metallurgy. Materials. 2022; 15(7):2424. https://doi.org/10.3390/ma15072424
Chicago/Turabian StyleSun, Jian, Boyi Jiang, Wanzhong Li, Xiaole Cheng, Hui Liu, and Ziyang Li. 2022. "Study on the Microstructure and Mechanical Properties of Diamond Particle-Reinforced Copper-Iron Sandwich Composites Prepared by Powder Metallurgy" Materials 15, no. 7: 2424. https://doi.org/10.3390/ma15072424
APA StyleSun, J., Jiang, B., Li, W., Cheng, X., Liu, H., & Li, Z. (2022). Study on the Microstructure and Mechanical Properties of Diamond Particle-Reinforced Copper-Iron Sandwich Composites Prepared by Powder Metallurgy. Materials, 15(7), 2424. https://doi.org/10.3390/ma15072424