
Tempforming Strengthening of a Low-Alloy Steel



Abstract
:1. Introduction
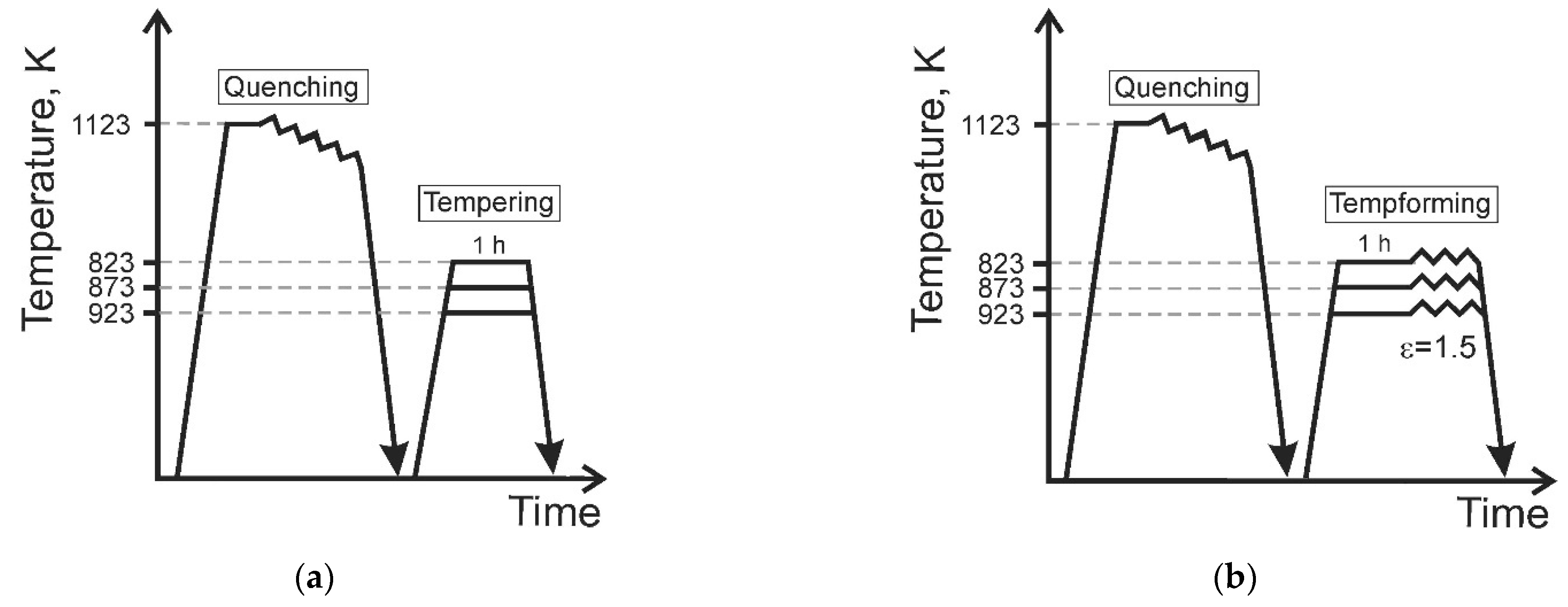
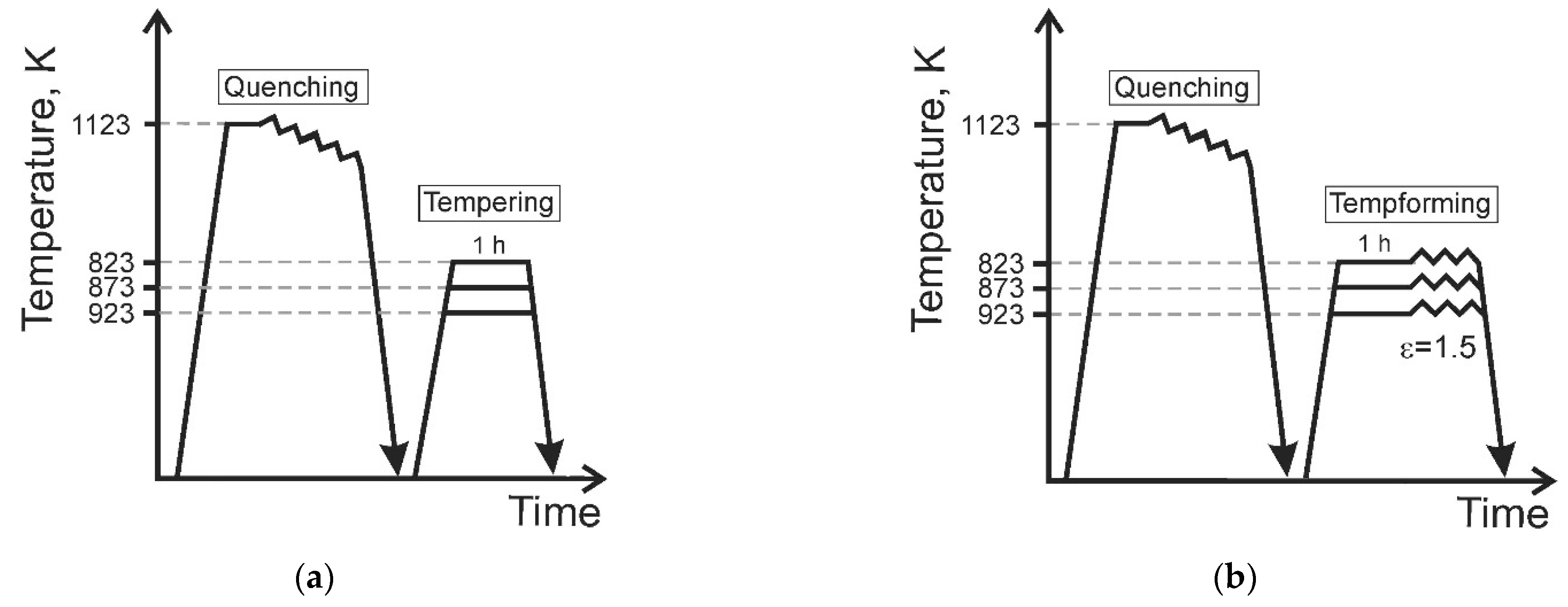
2. Materials and Methods
3. Results
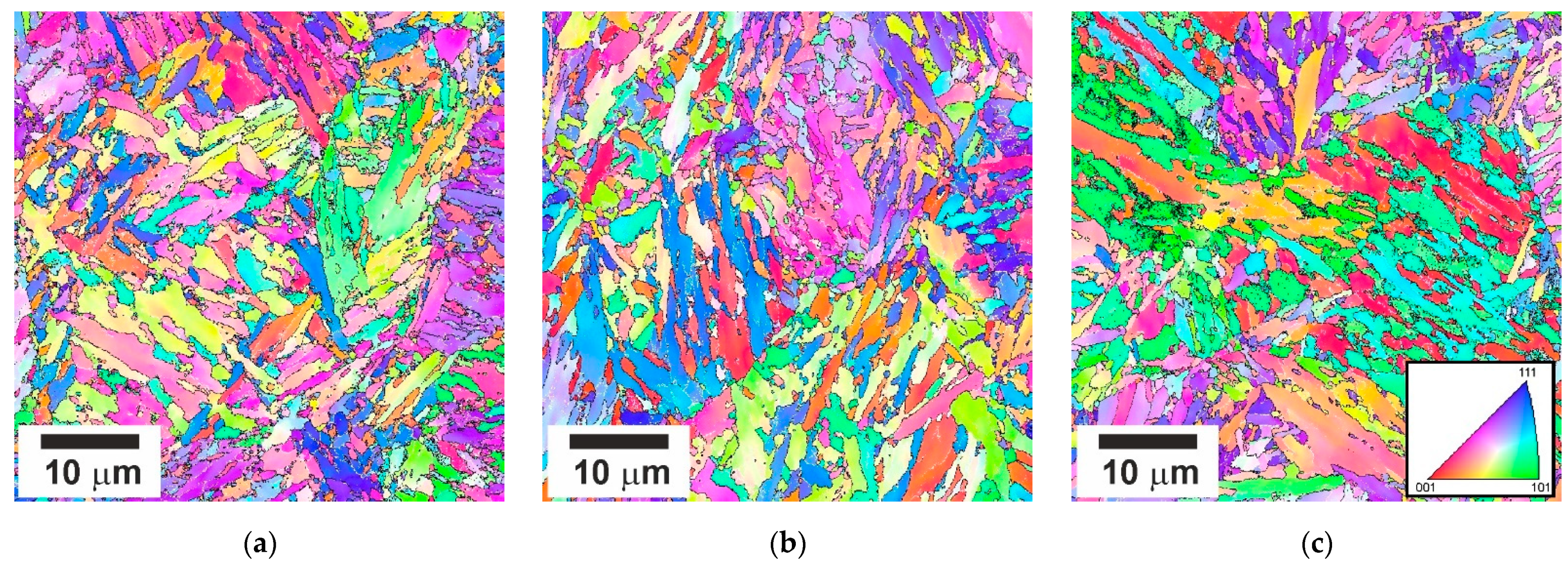
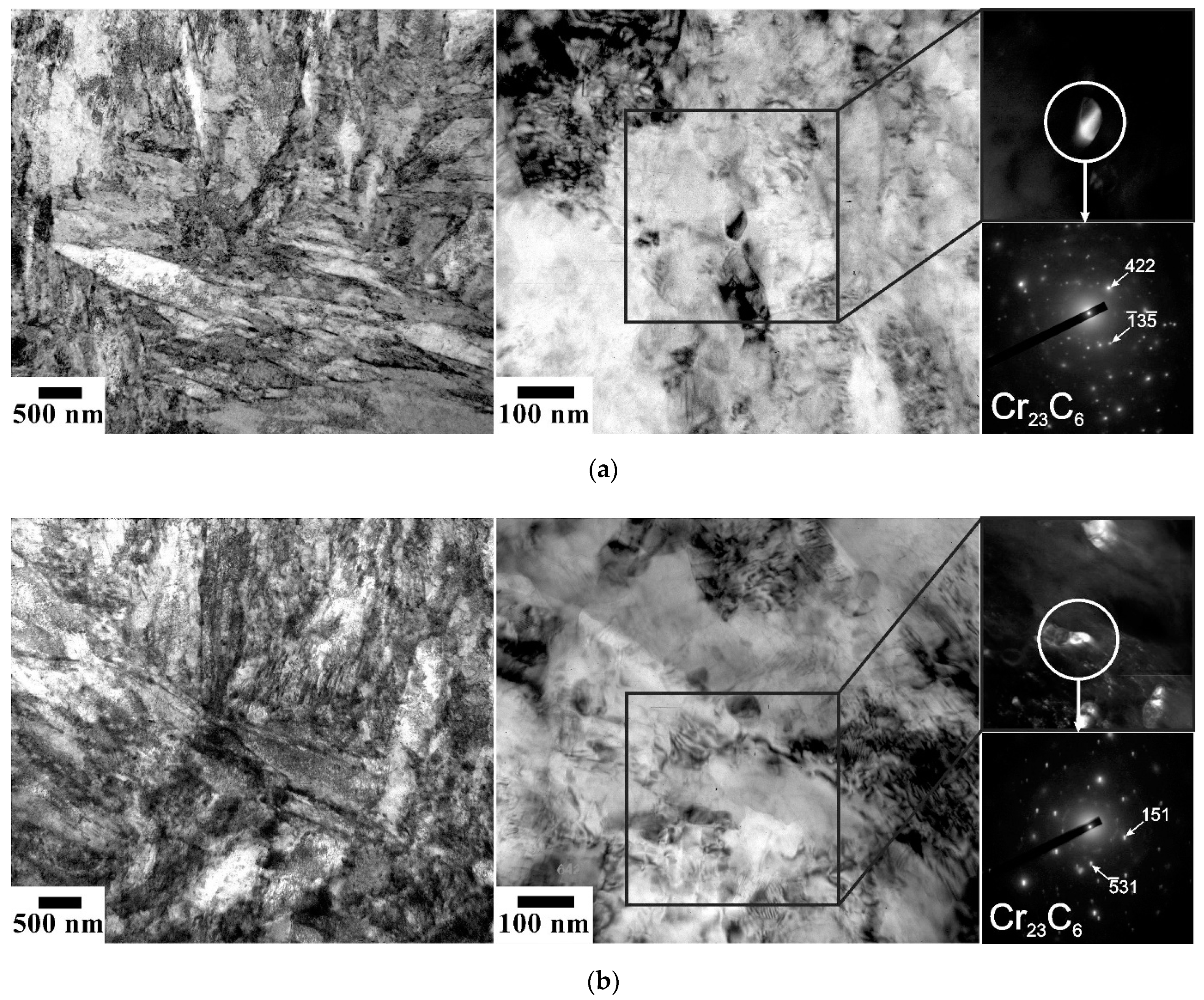
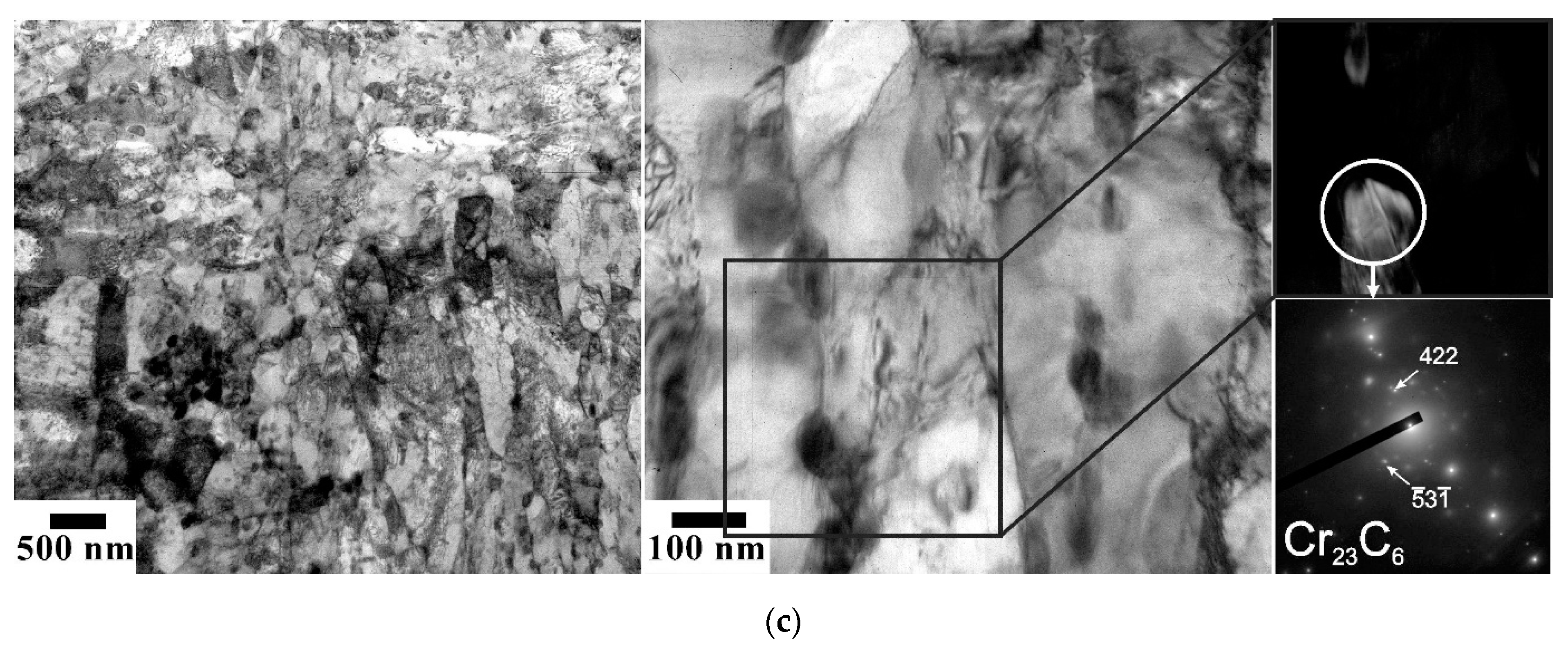
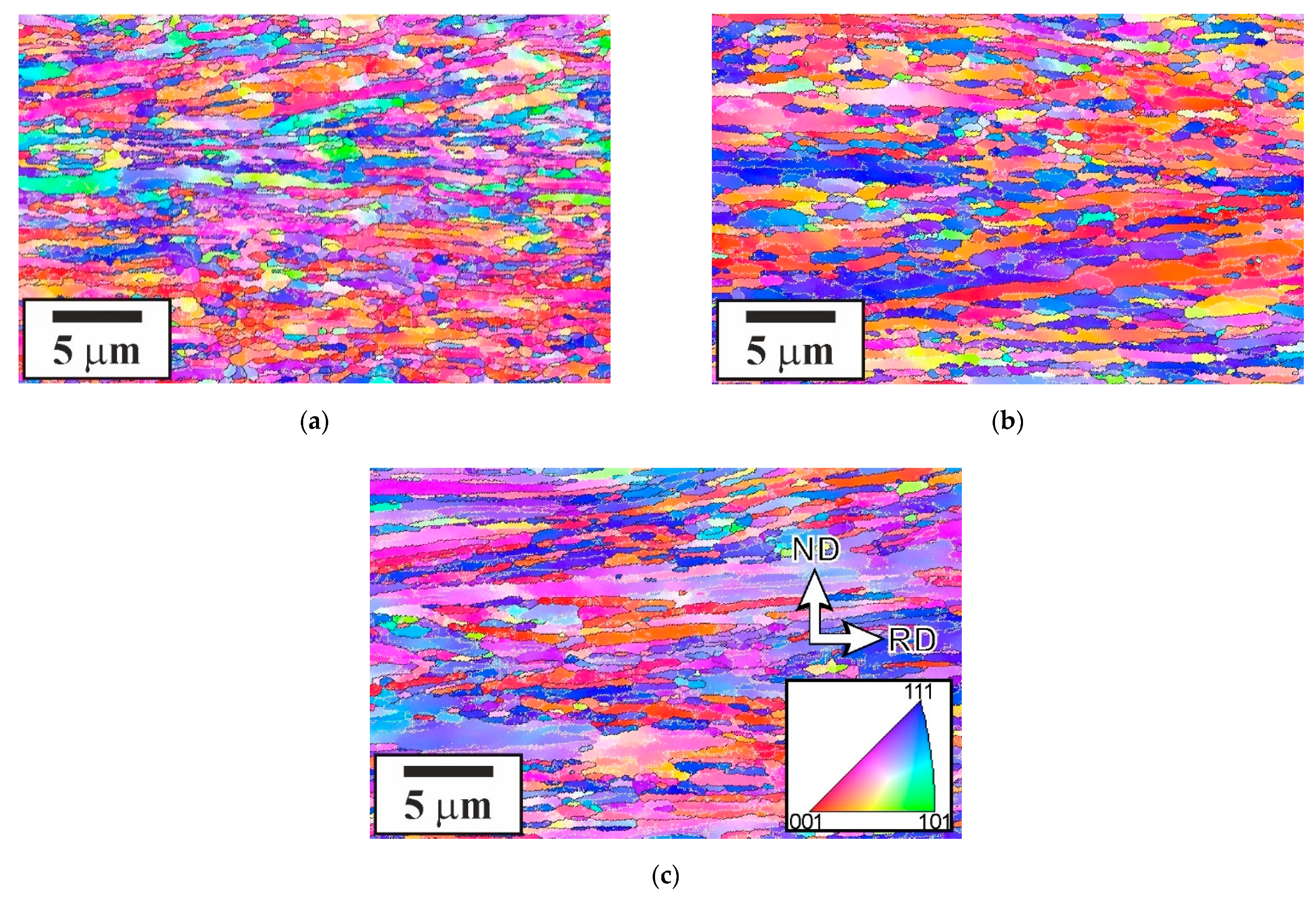
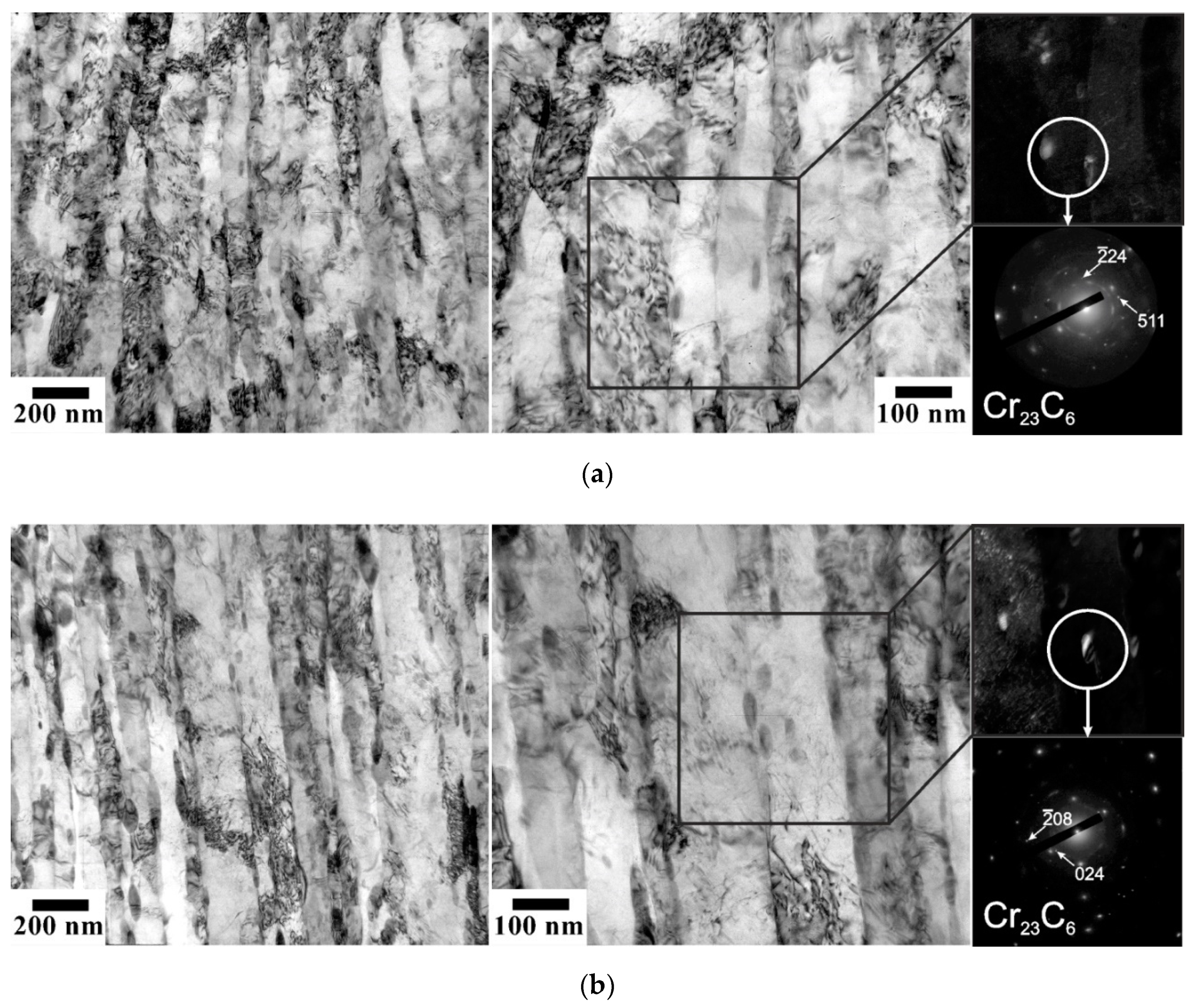
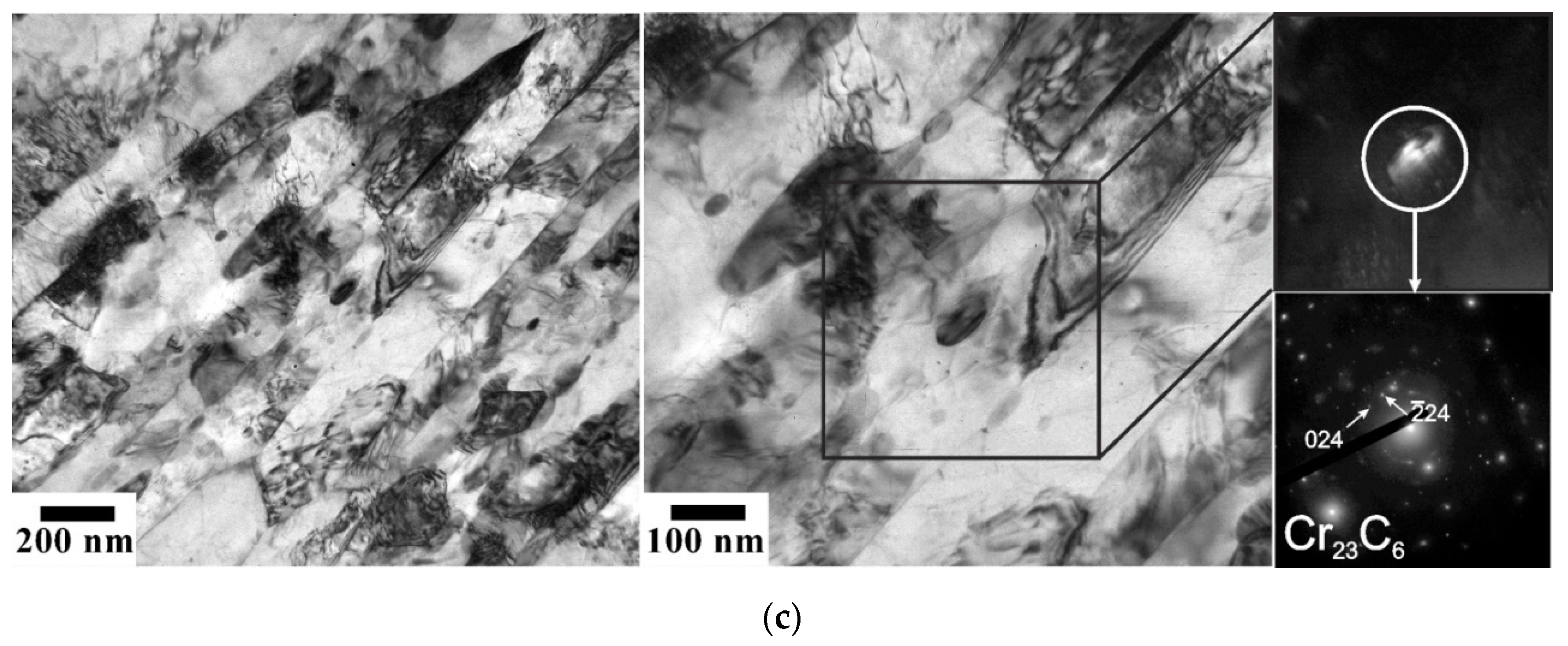
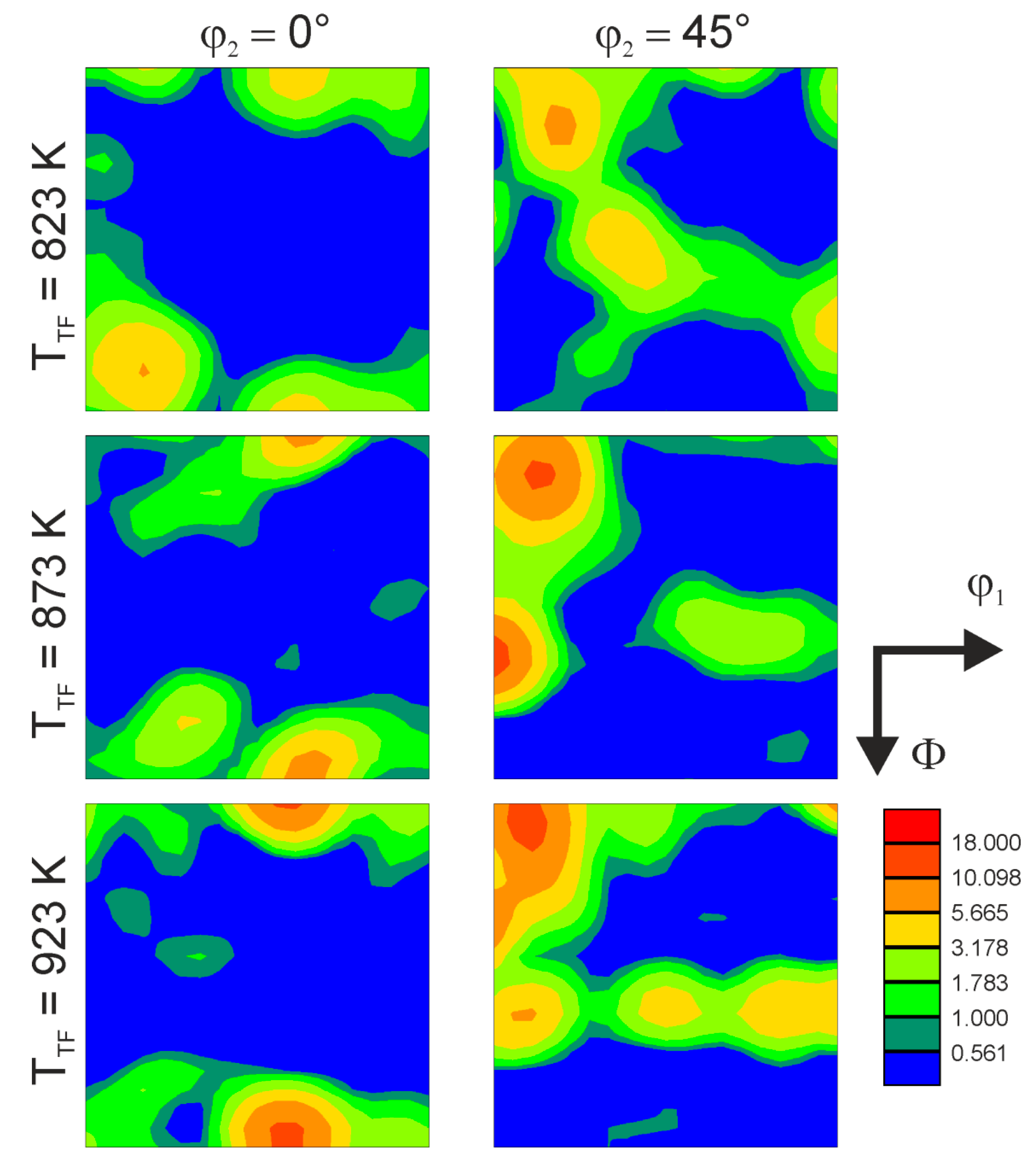
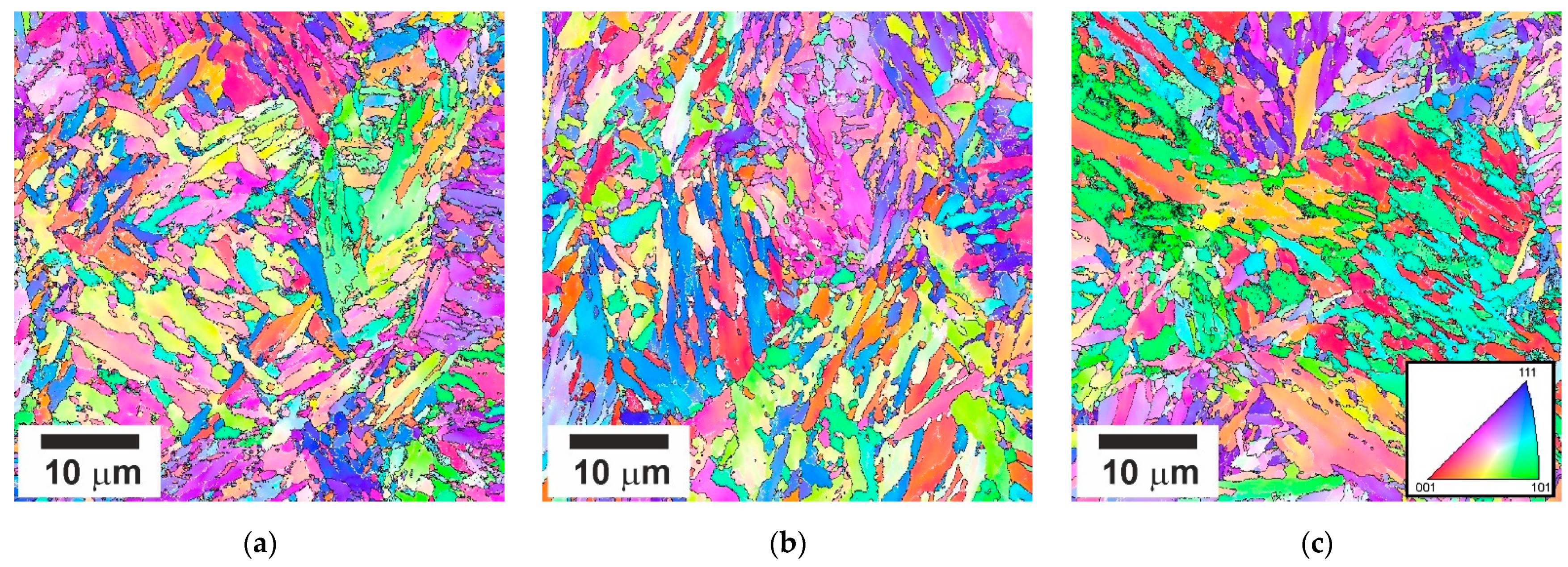
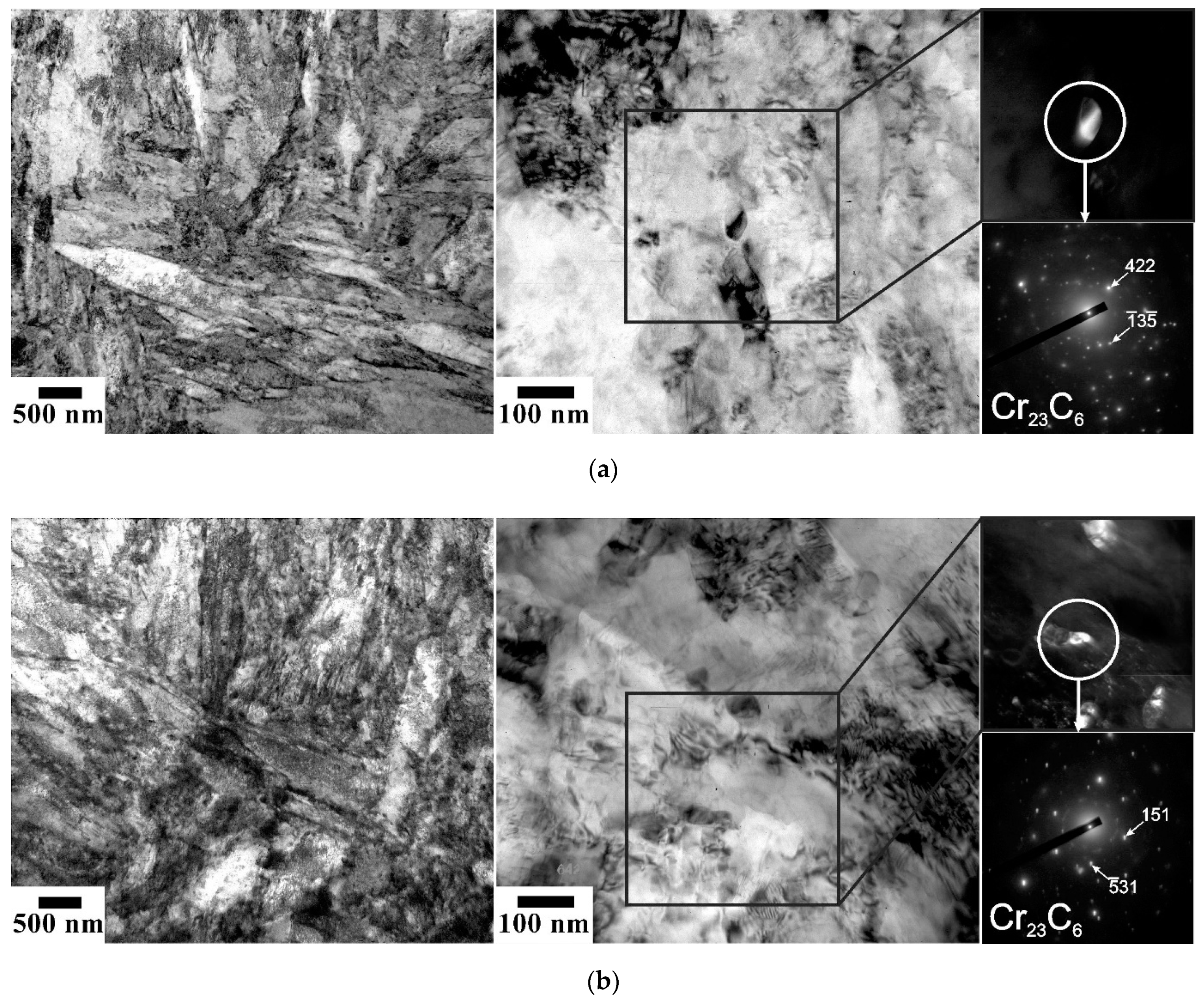
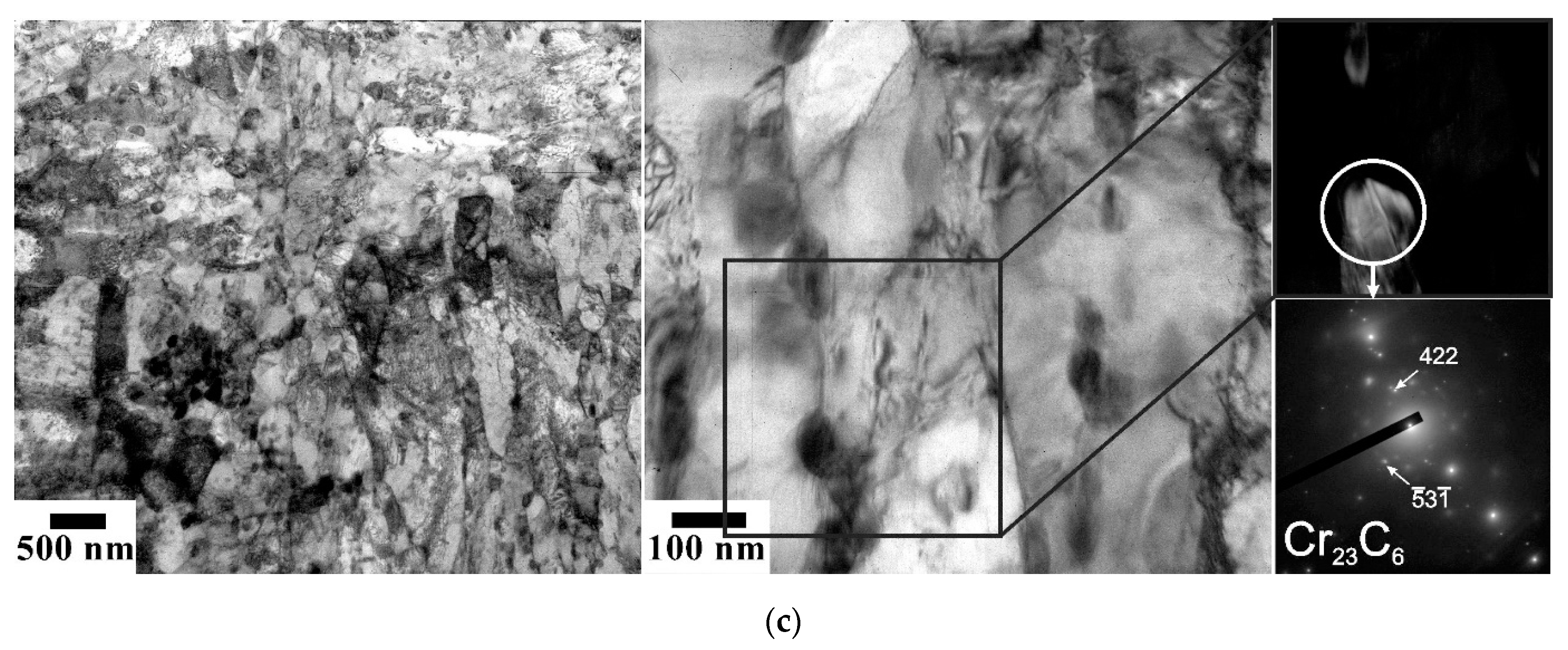
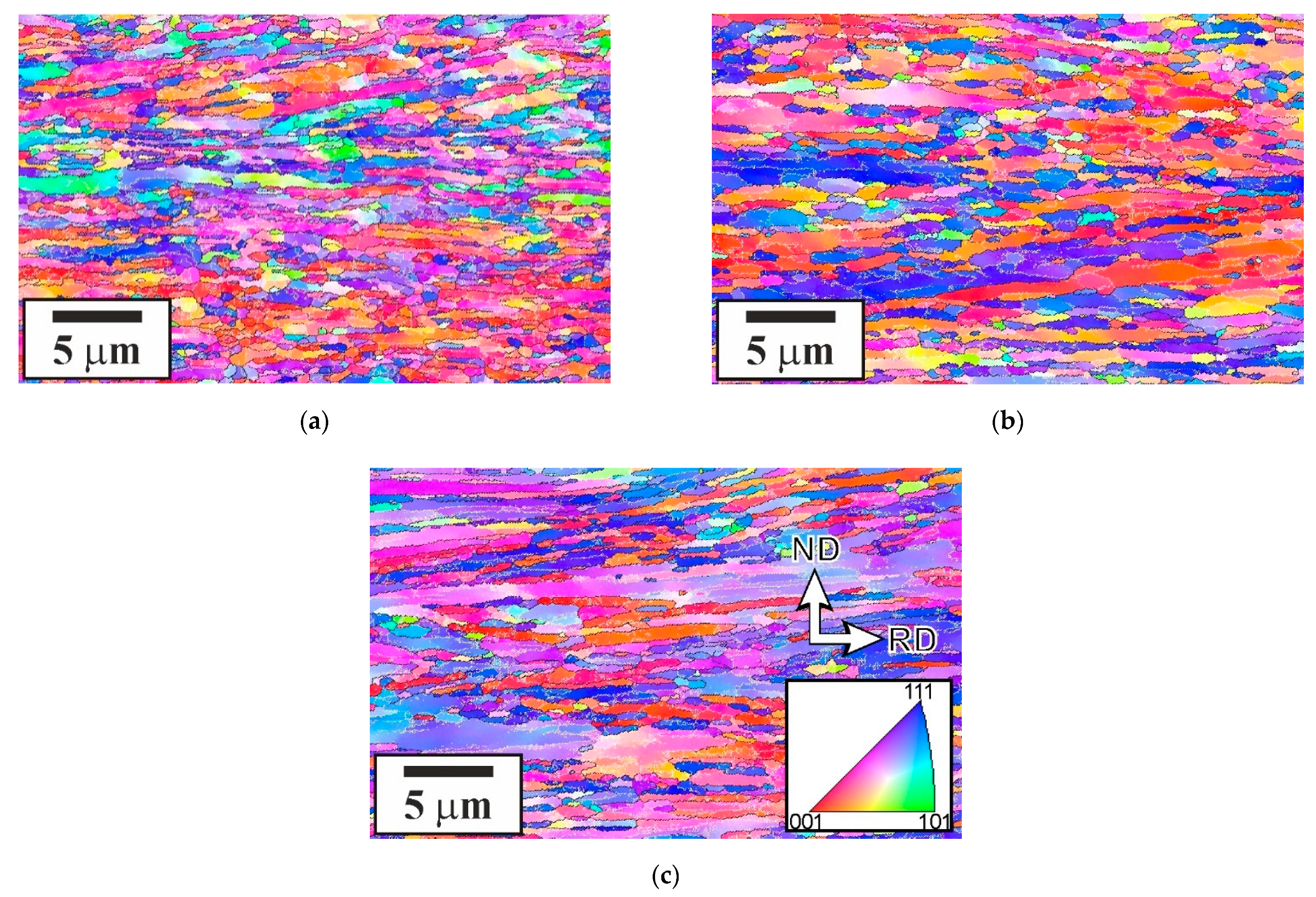
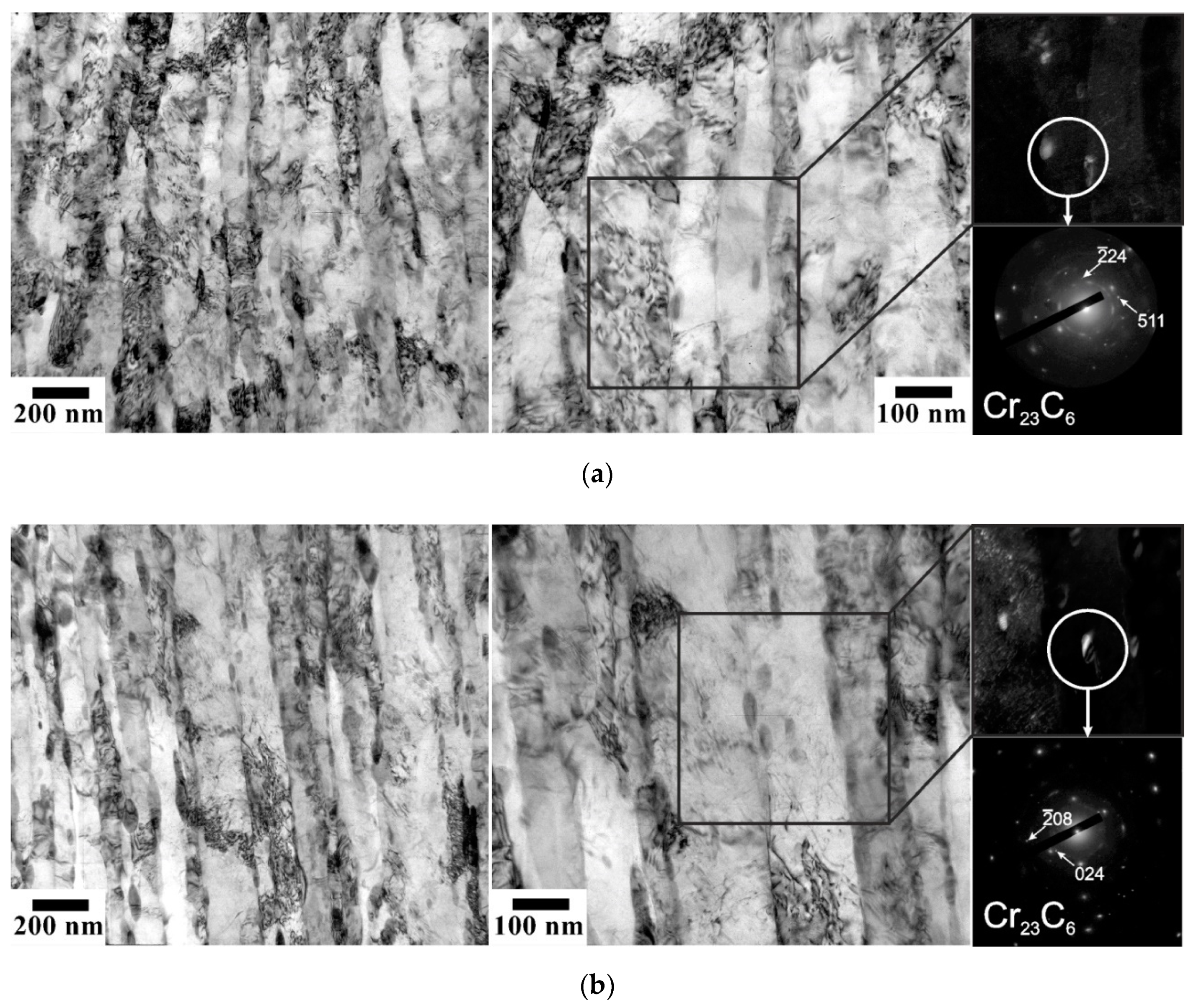
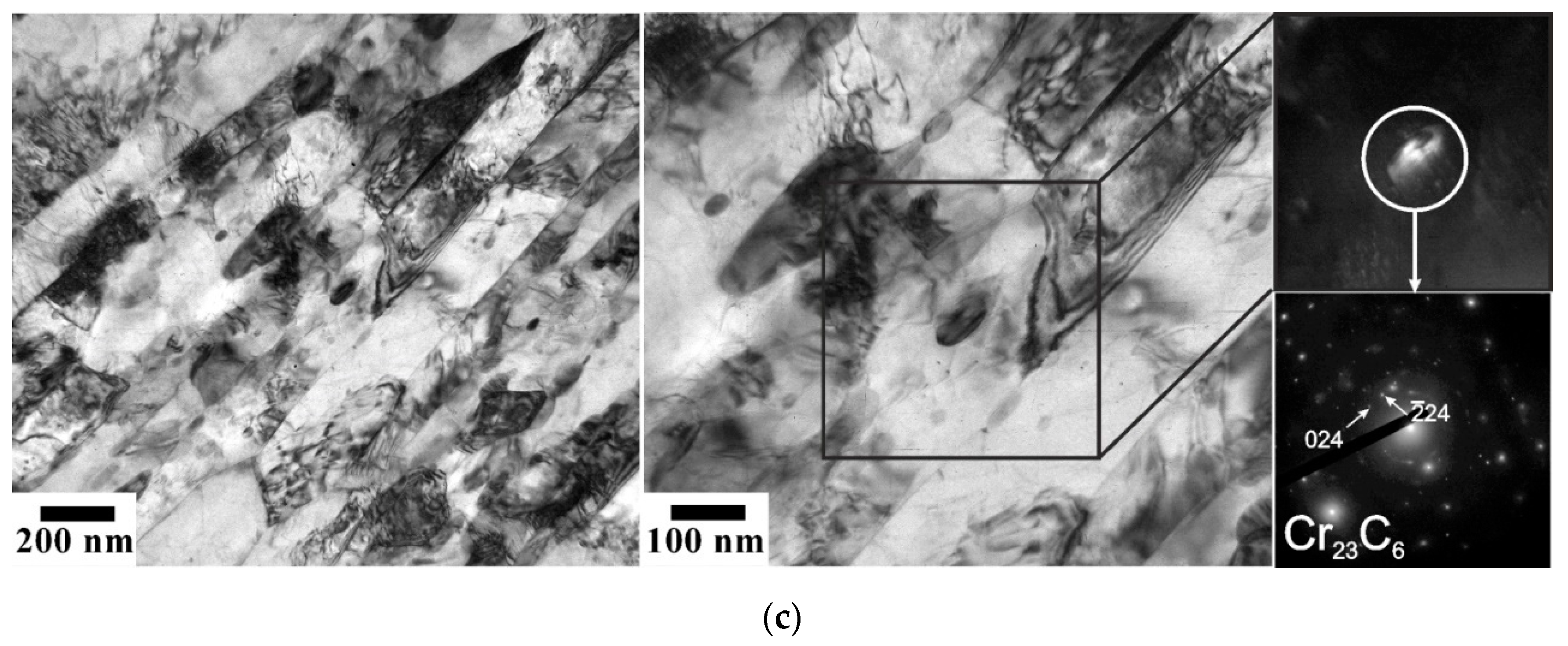
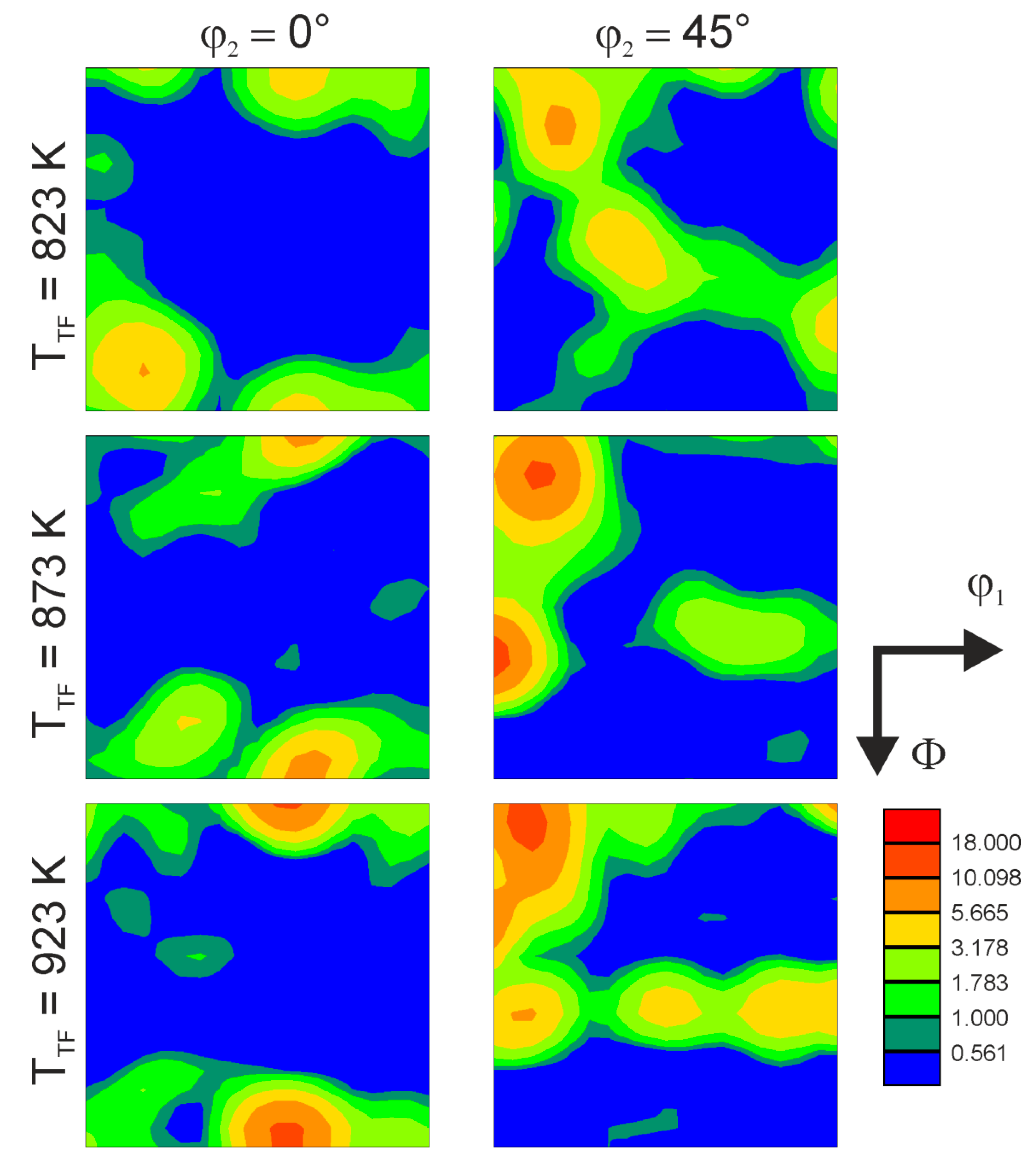
3.1. Developed Microstructures
3.2. Mechanical Properties
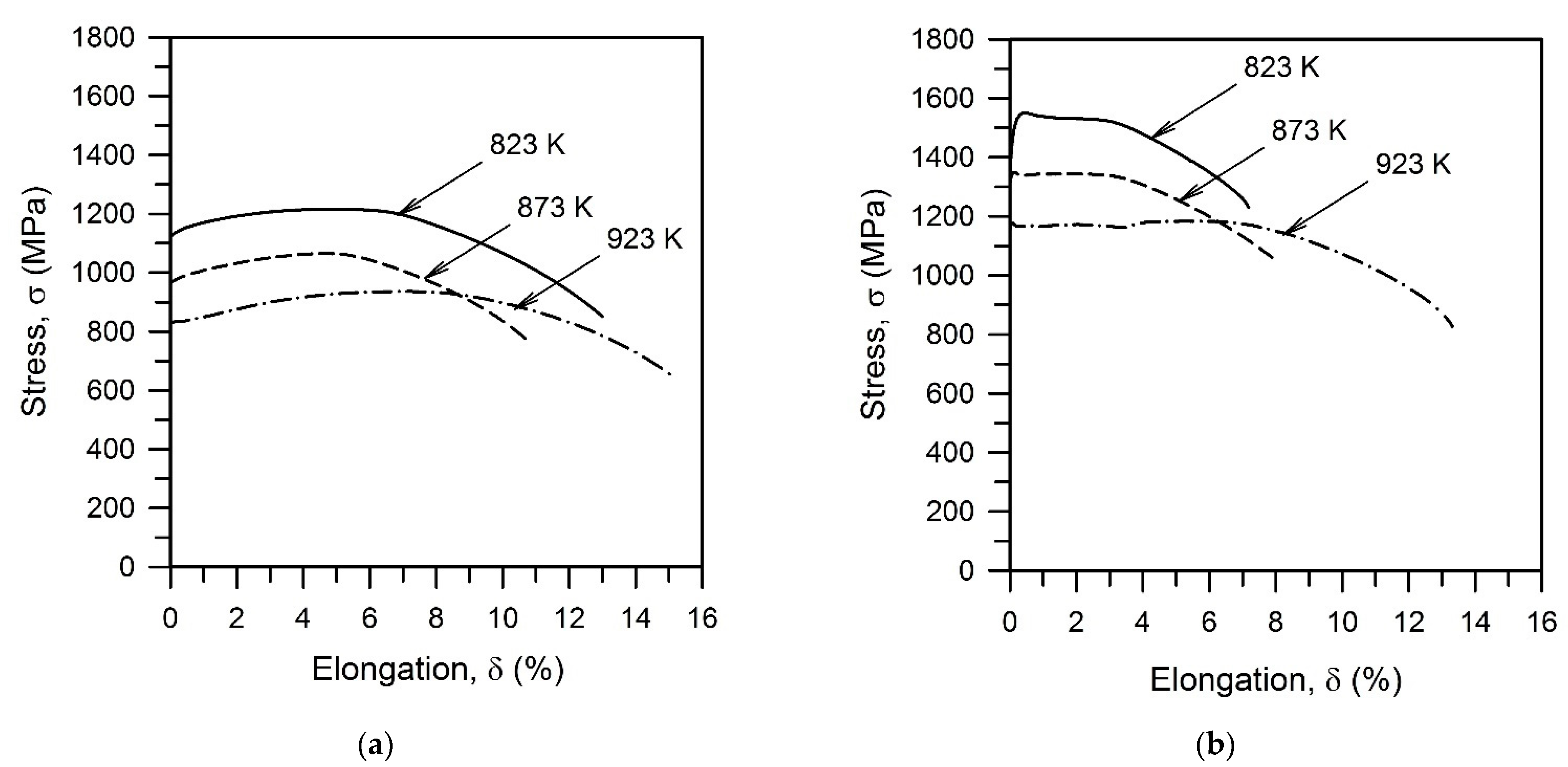
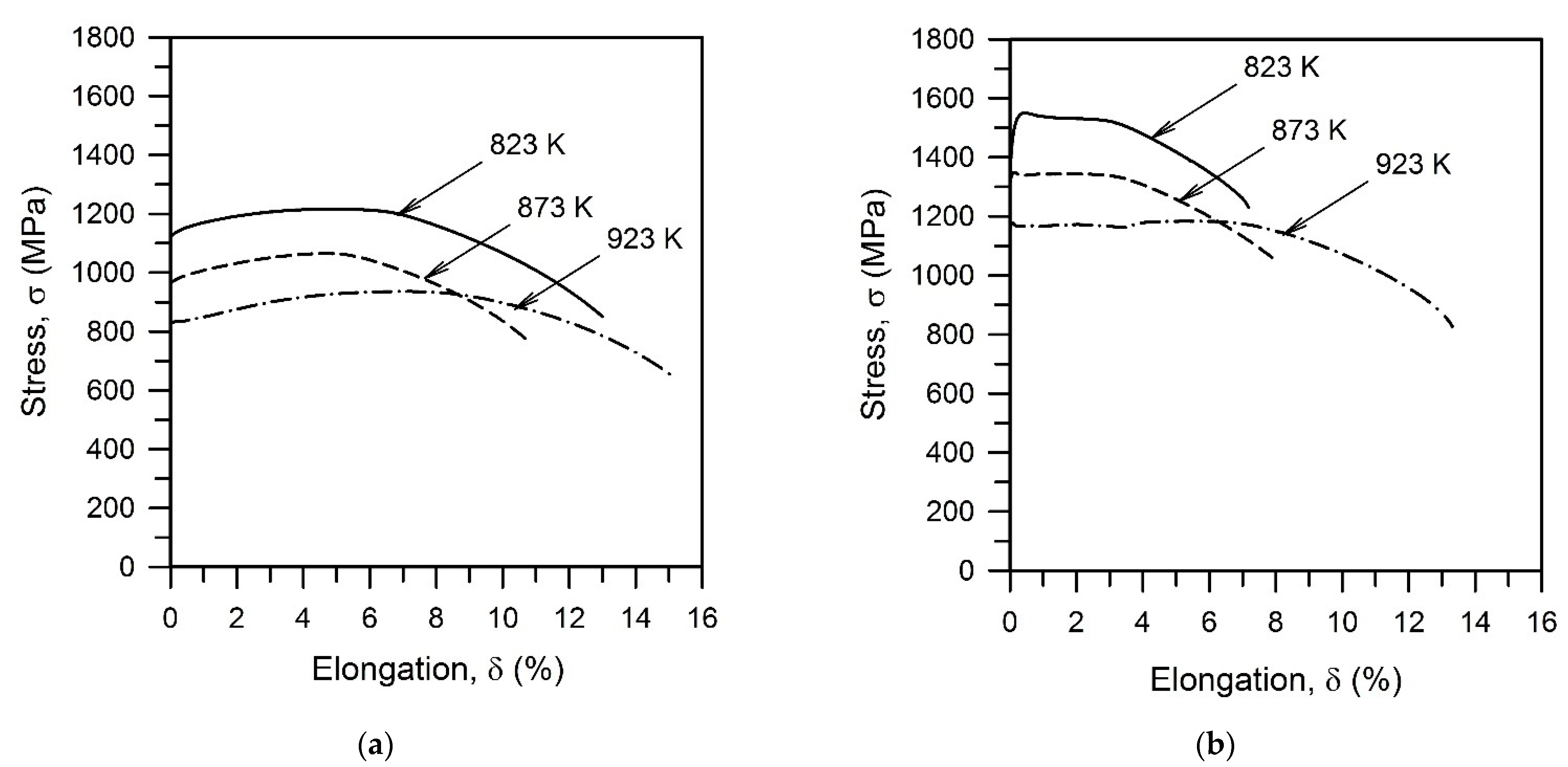
3.2.1. Tensile Tests
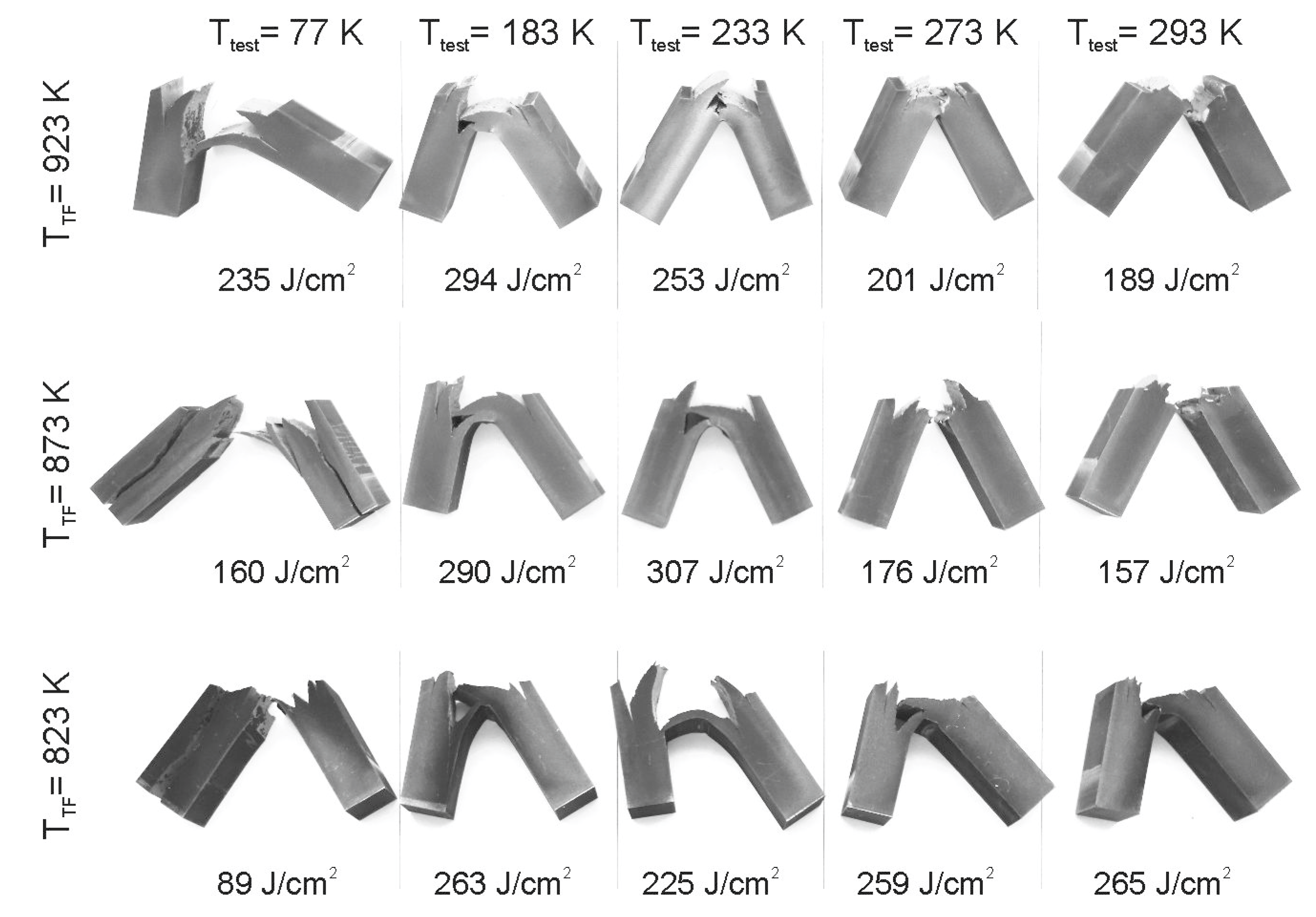
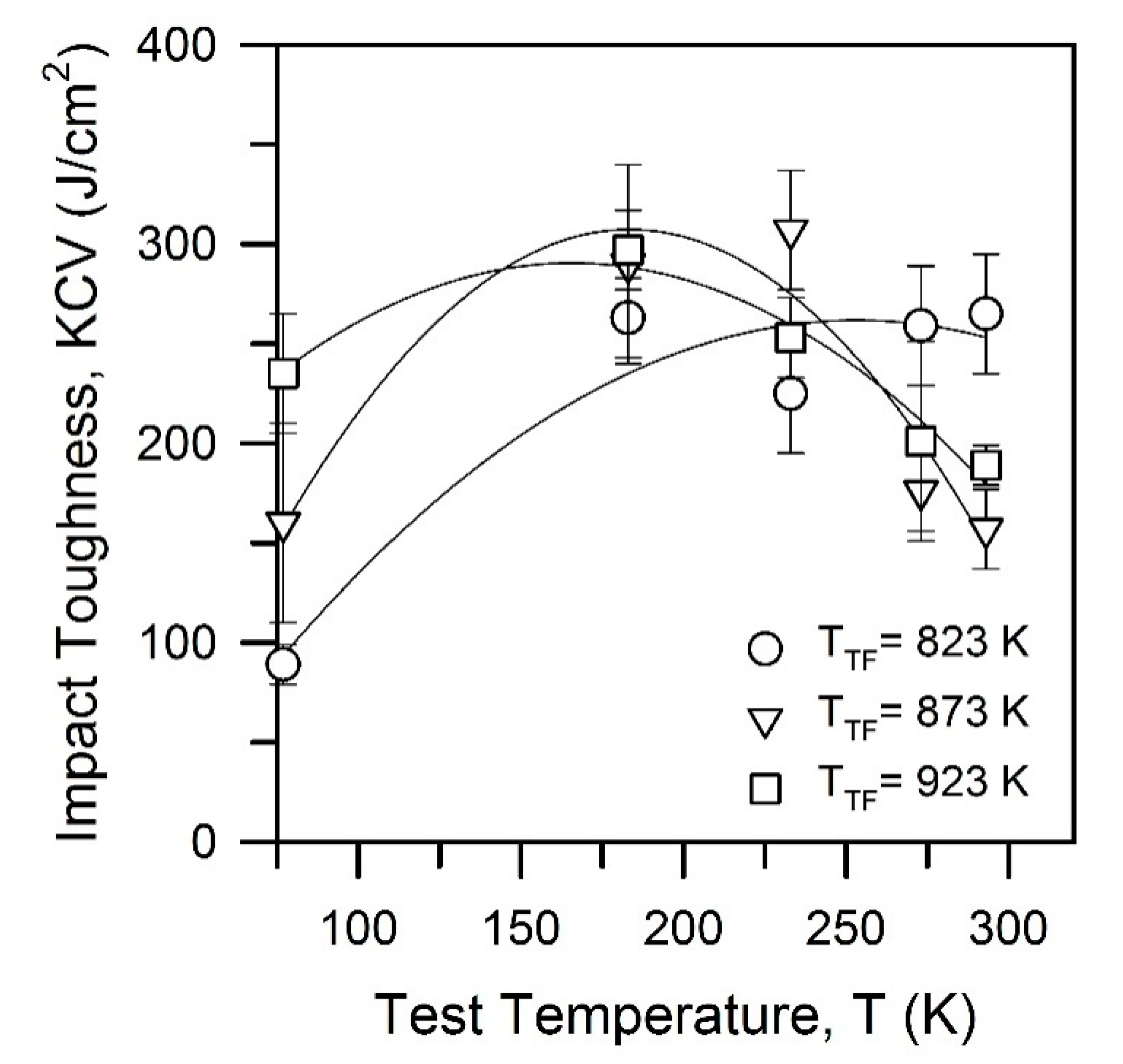
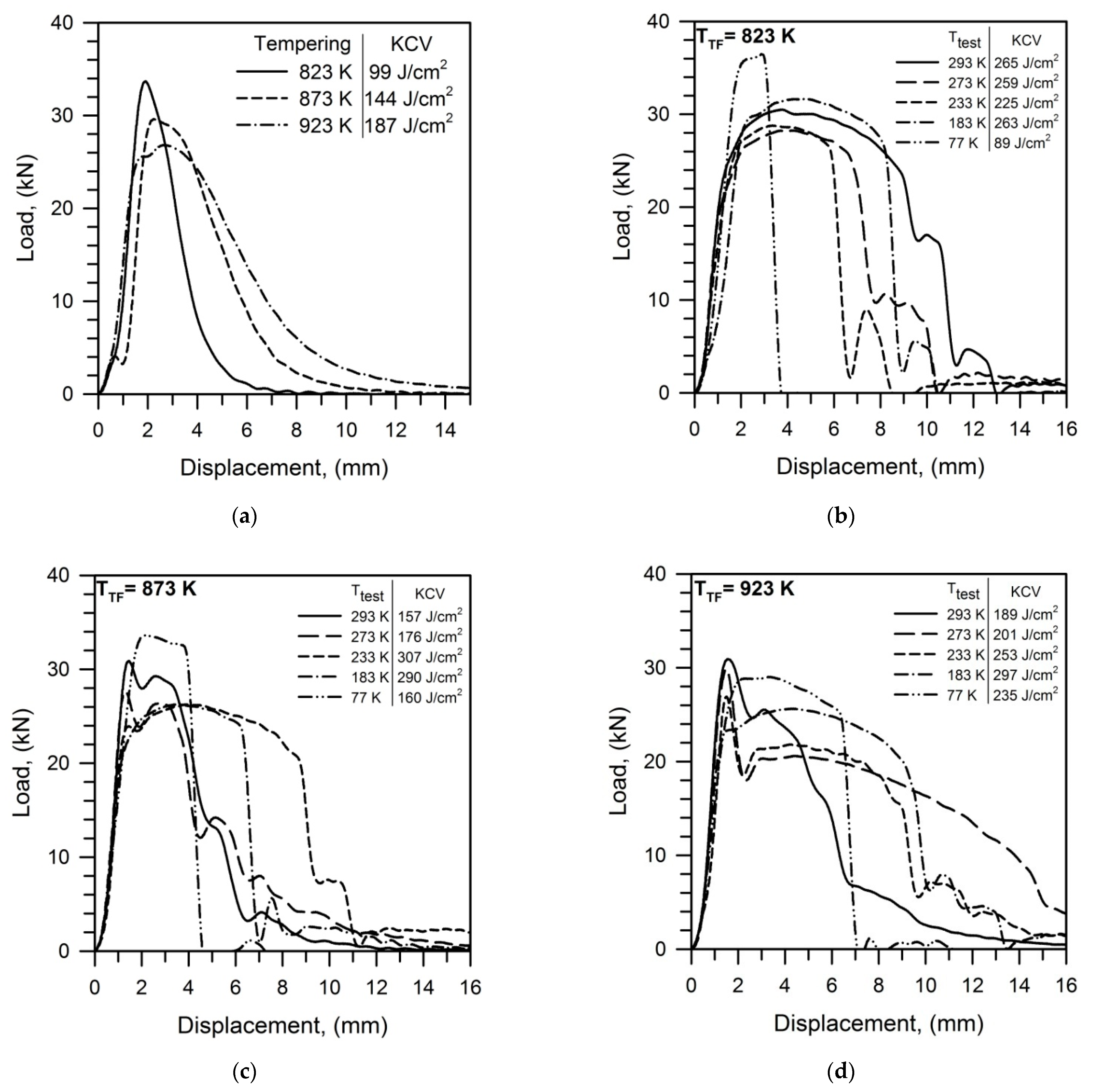
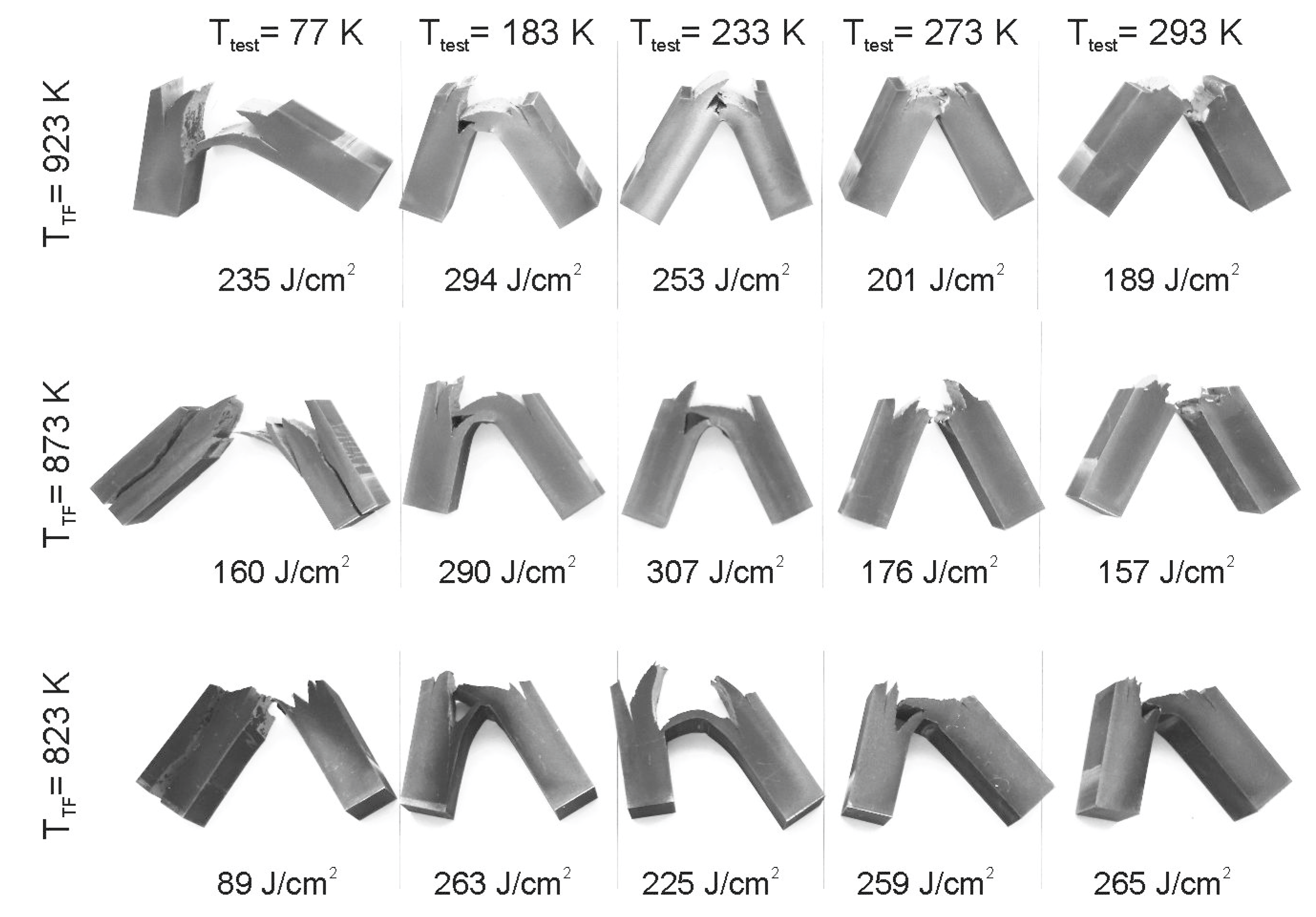
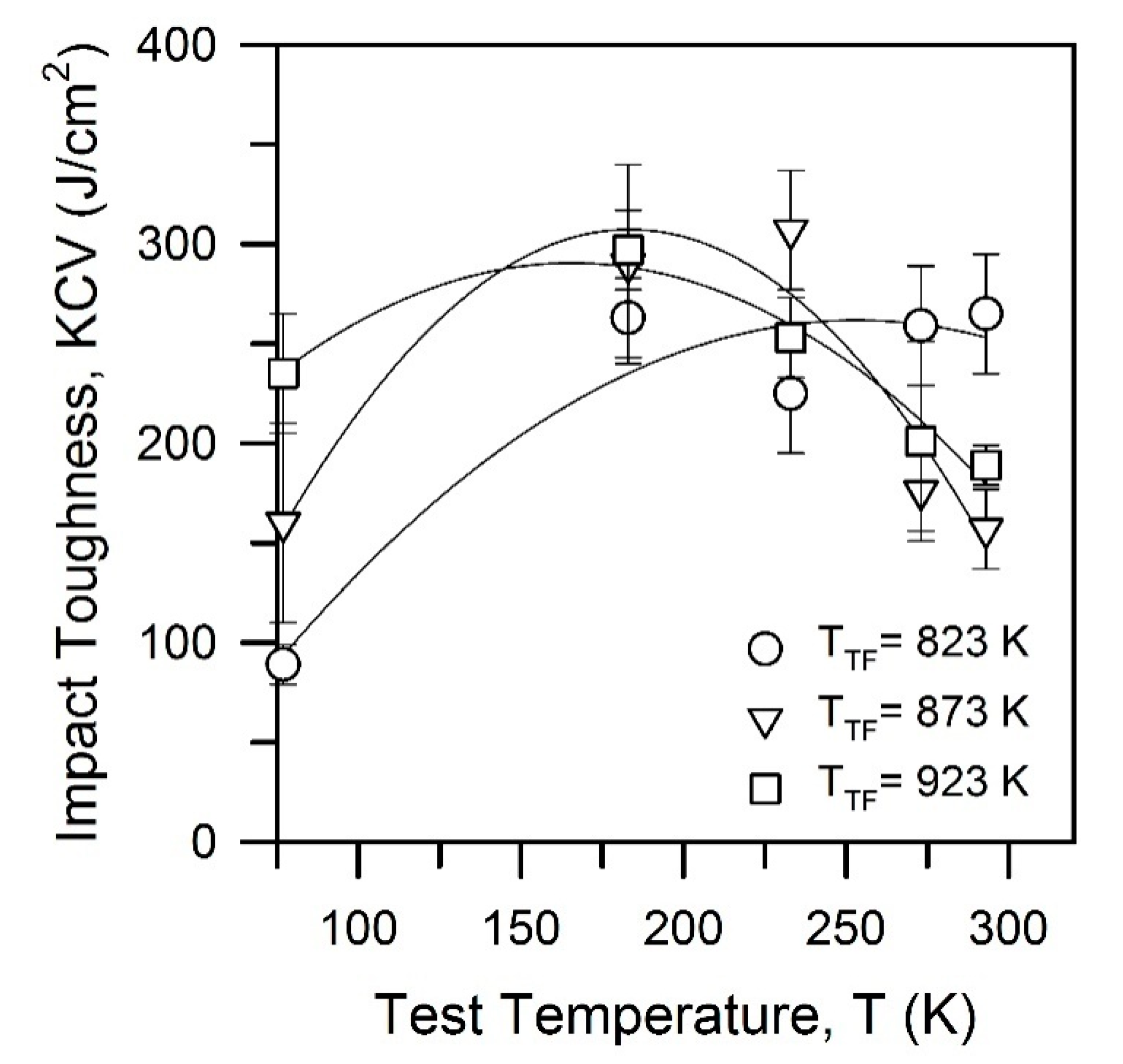
3.2.2. Impact Toughness
4. Discussion
5. Conclusions
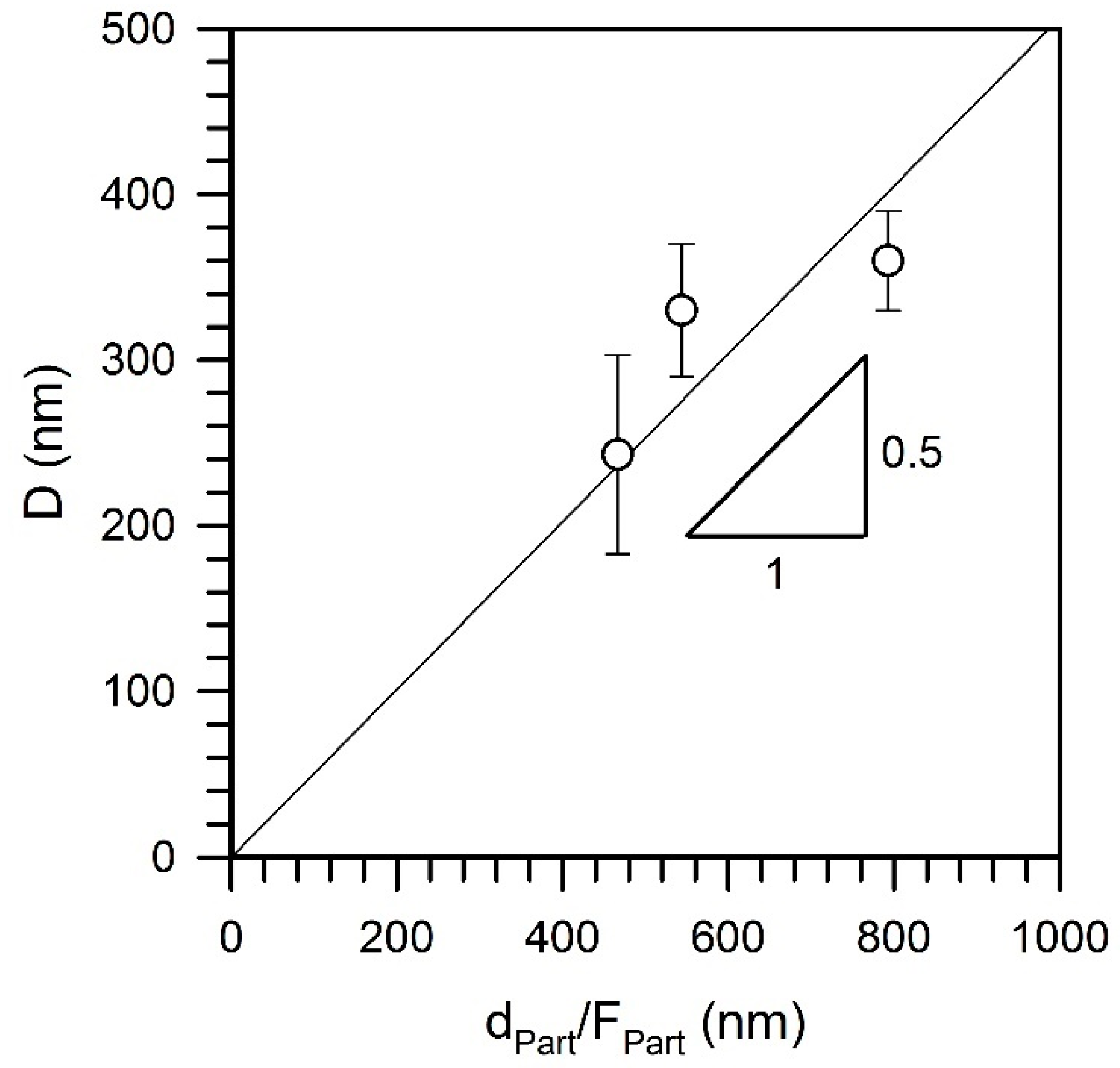
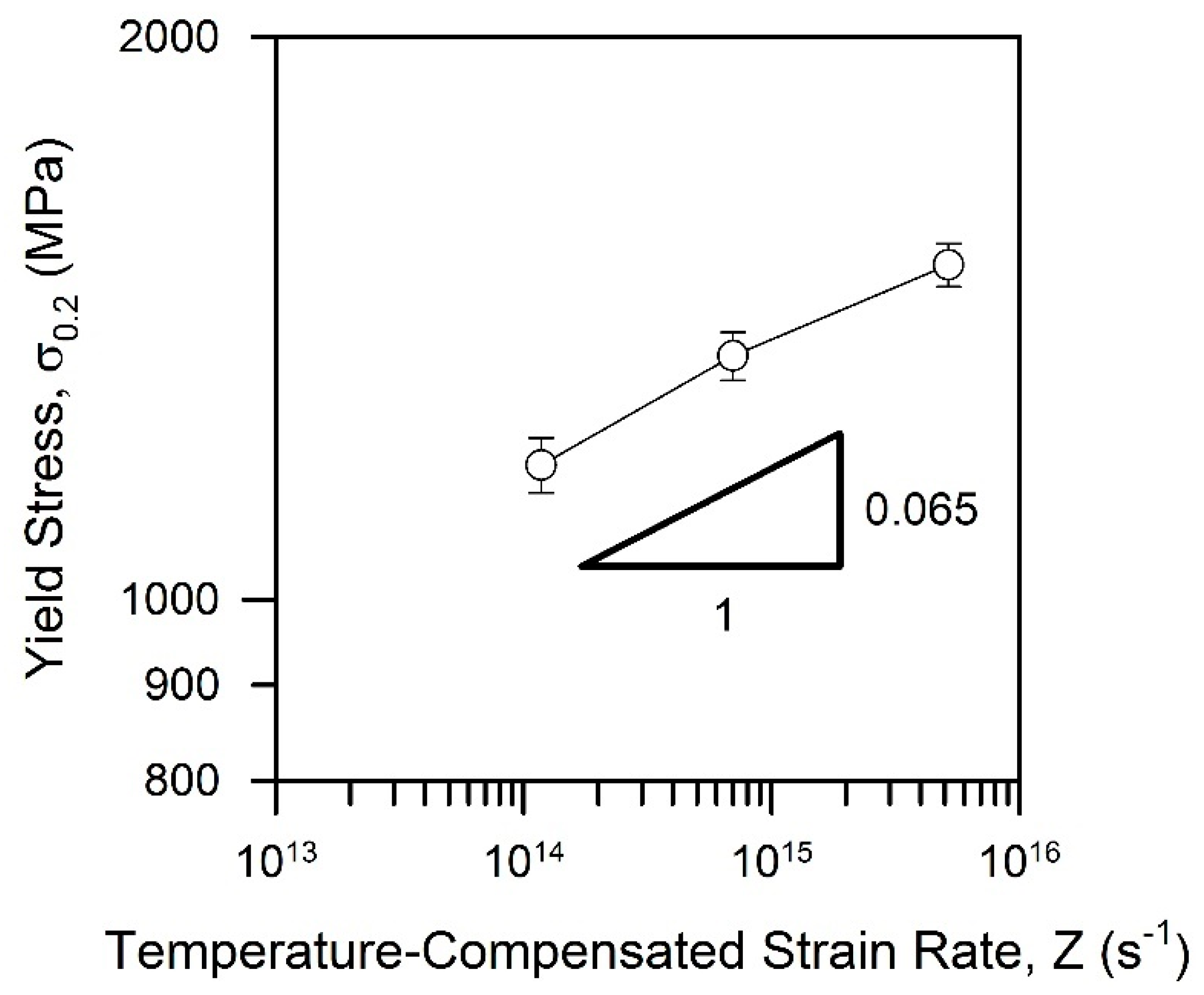
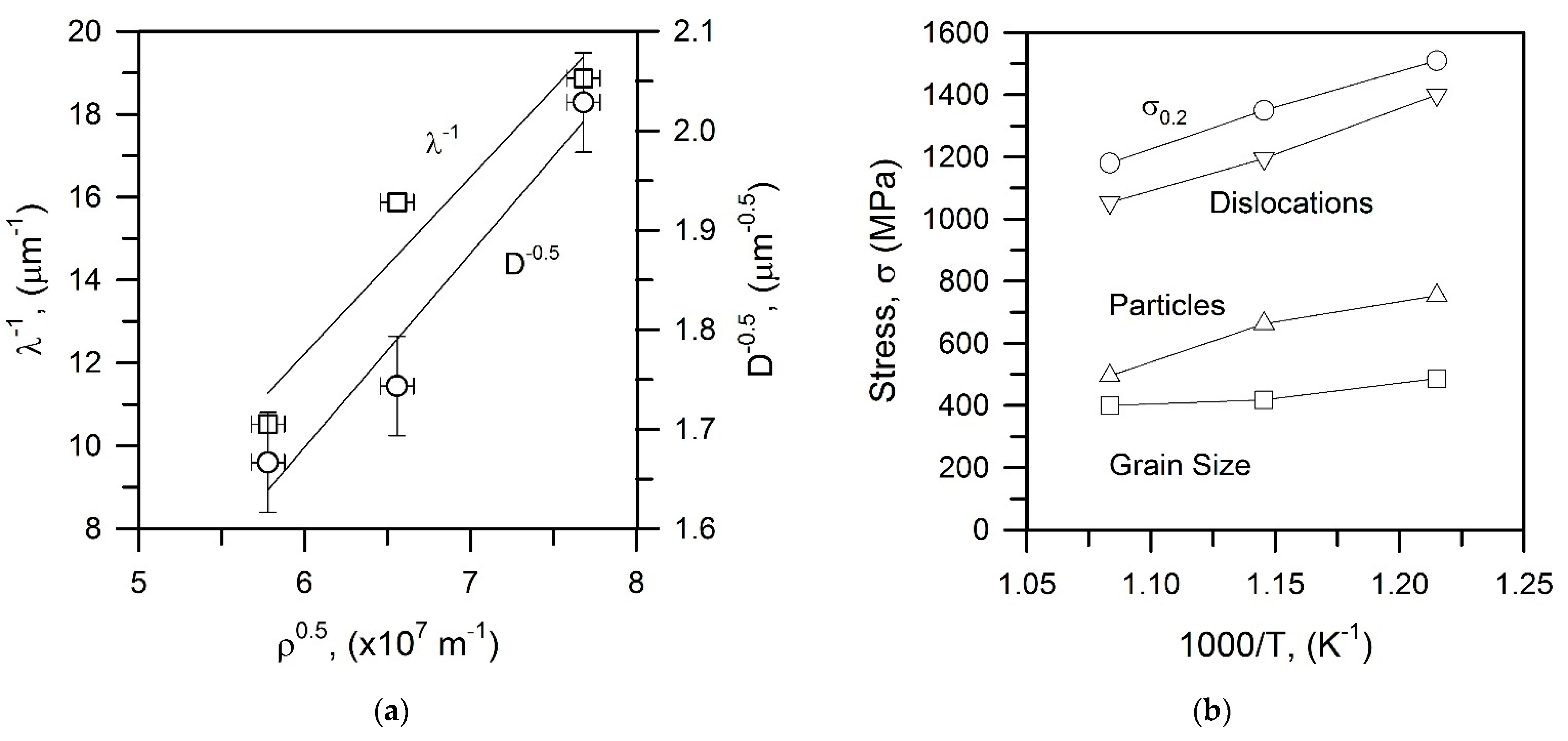
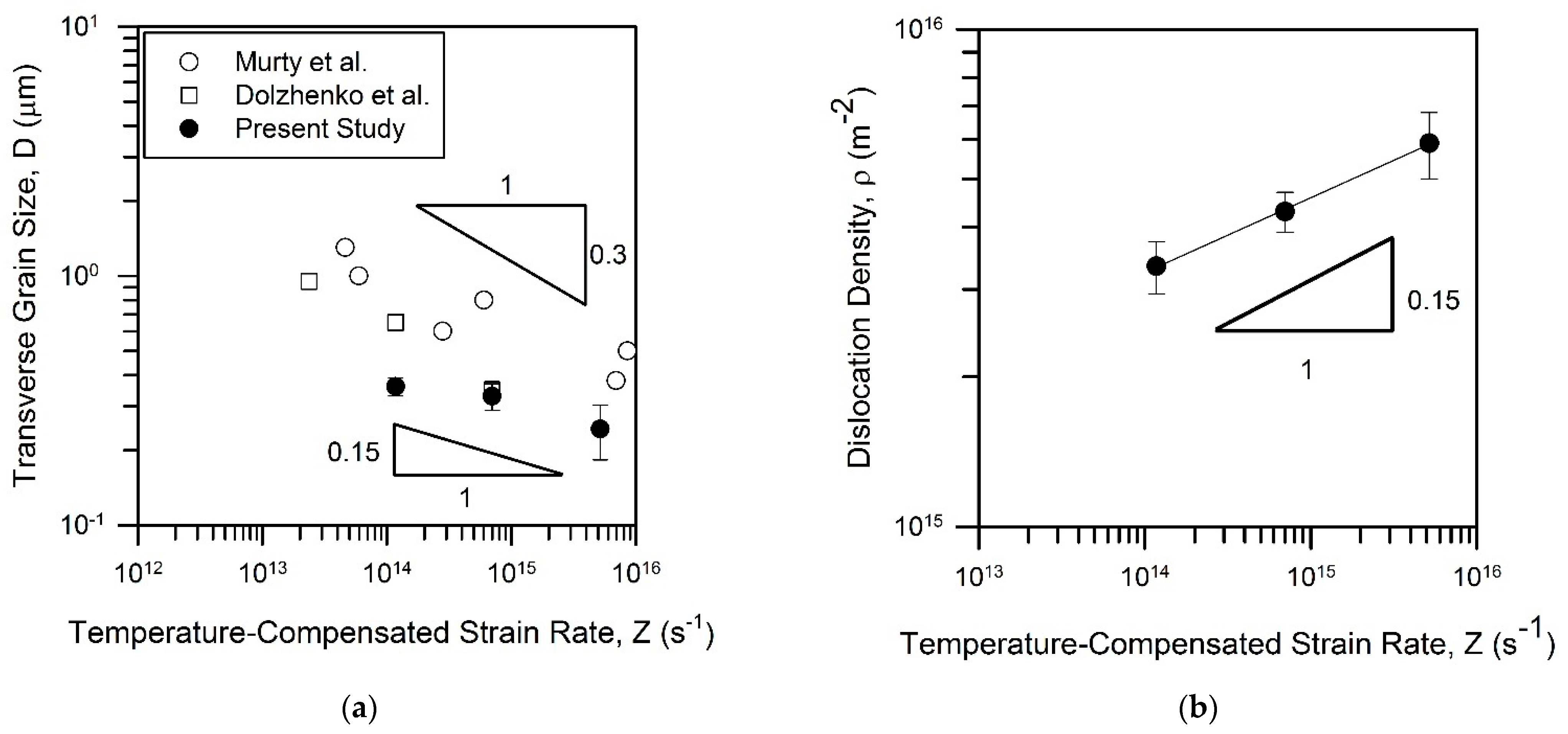
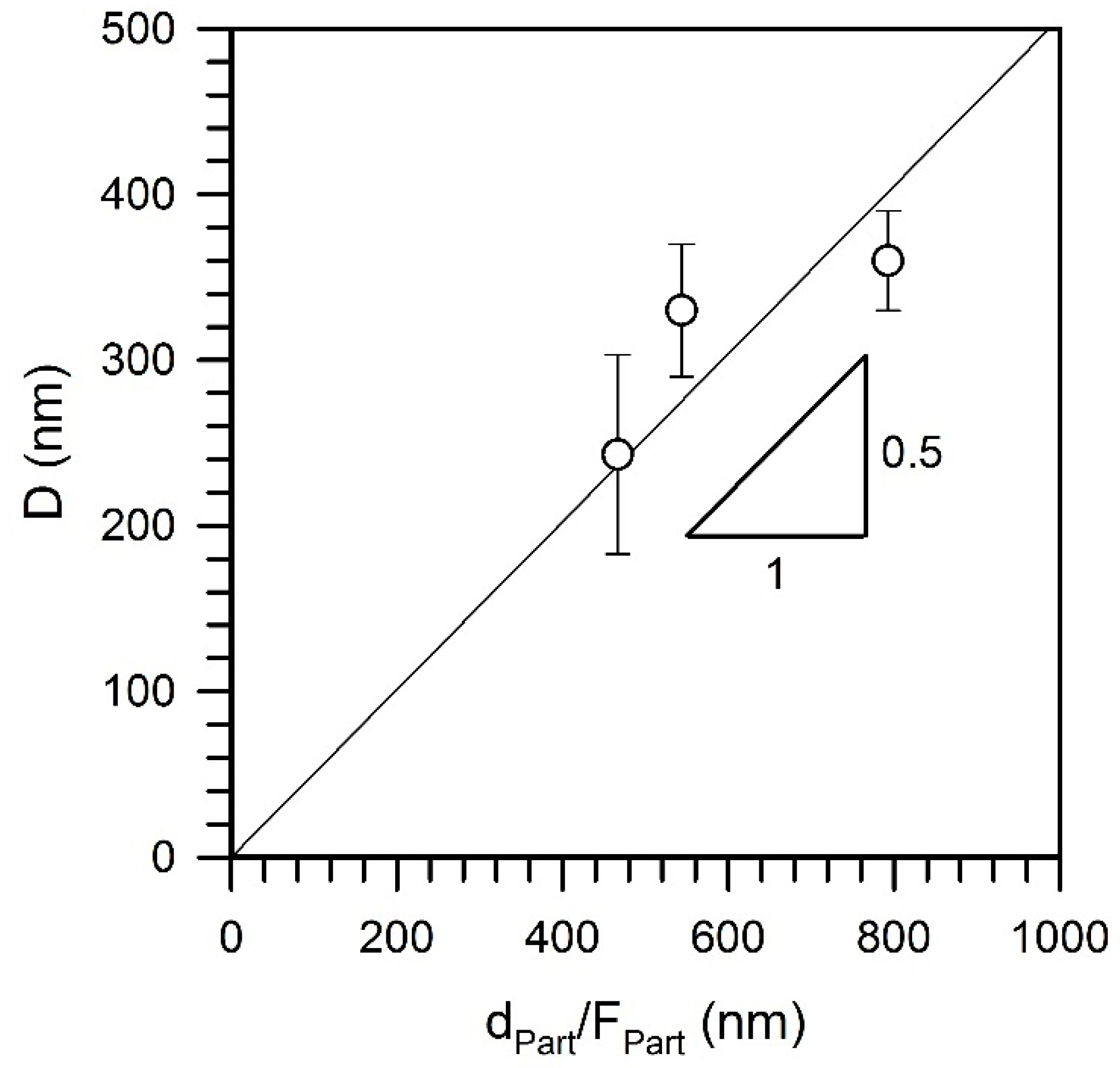
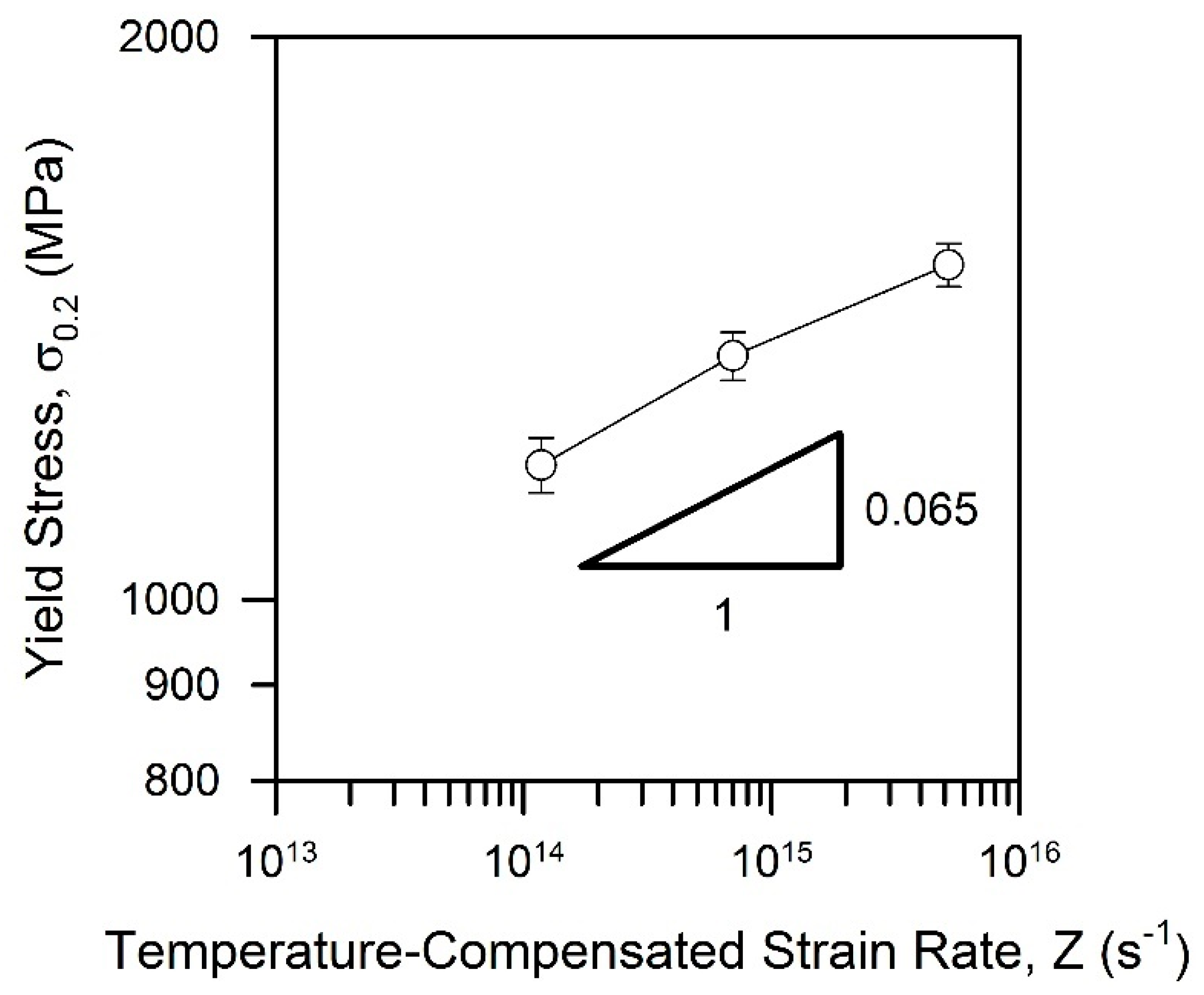
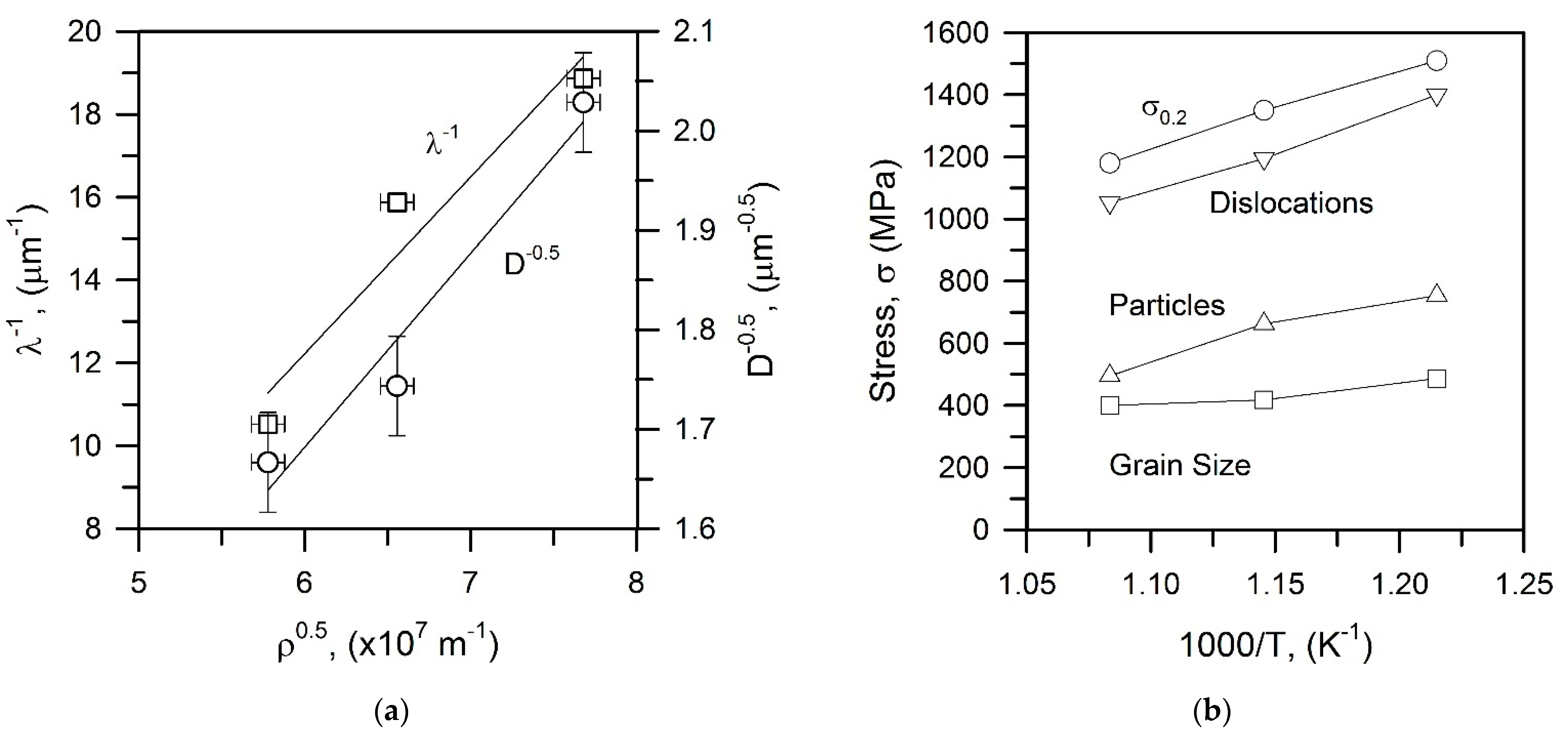
- The tempformed microstructures consisted of highly flattened grains with high dislocation density. The transverse grain size decreased from 360 nm to 245 nm, while the dislocation density increased from 3.3 × 1015 m−2 to 5.9 × 1015 m−2 as the tempforming temperature decreased from 923 K to 823 K. The grain size and the dislocation density could be expressed by power law functions of a temperature-compensated strain rate with exponents of −0.15 and 0.15, respectively. Moreover, the linear function was observed between the grain size and the carbide particle dispersion quite similar to the pinning relationship originally proposed by Zener.
- The tempformed steel samples were characterized by enhanced mechanical properties. The yield strength increased from 1180 MPa to 1510 MPa with a decrease in tempforming temperature. The strengthening was accompanied by an increase in the impact toughness, which surprisingly increased with a decrease in temperature of the impact test below 293 K. The impact toughness of well above 200 J cm−2 was observed at temperatures of 183–233 K. Even at a cryogenic temperature of 77 K, the impact toughness exceeded 80 J cm−2.
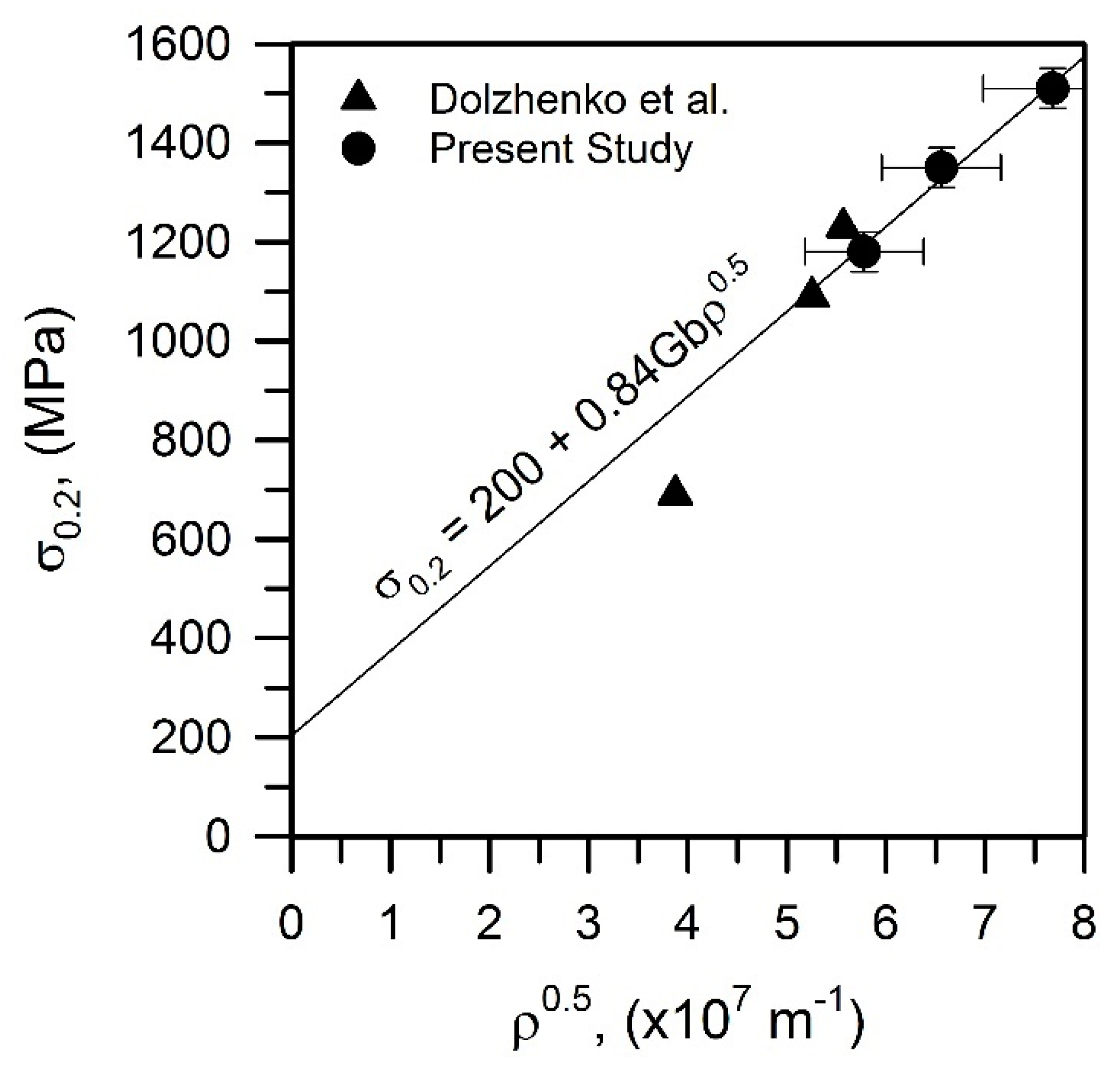
- The strengthening of the tempformed steels samples was attributed to the high dislocation density. The yield strength could be related to the dislocation strengthening or additive contributions of the grain size strengthening and the dispersion strengthening. Such an alternative resulted from the linear relationships between the dislocation strengthening and both the grain size strengthening and the dispersion strengthening.
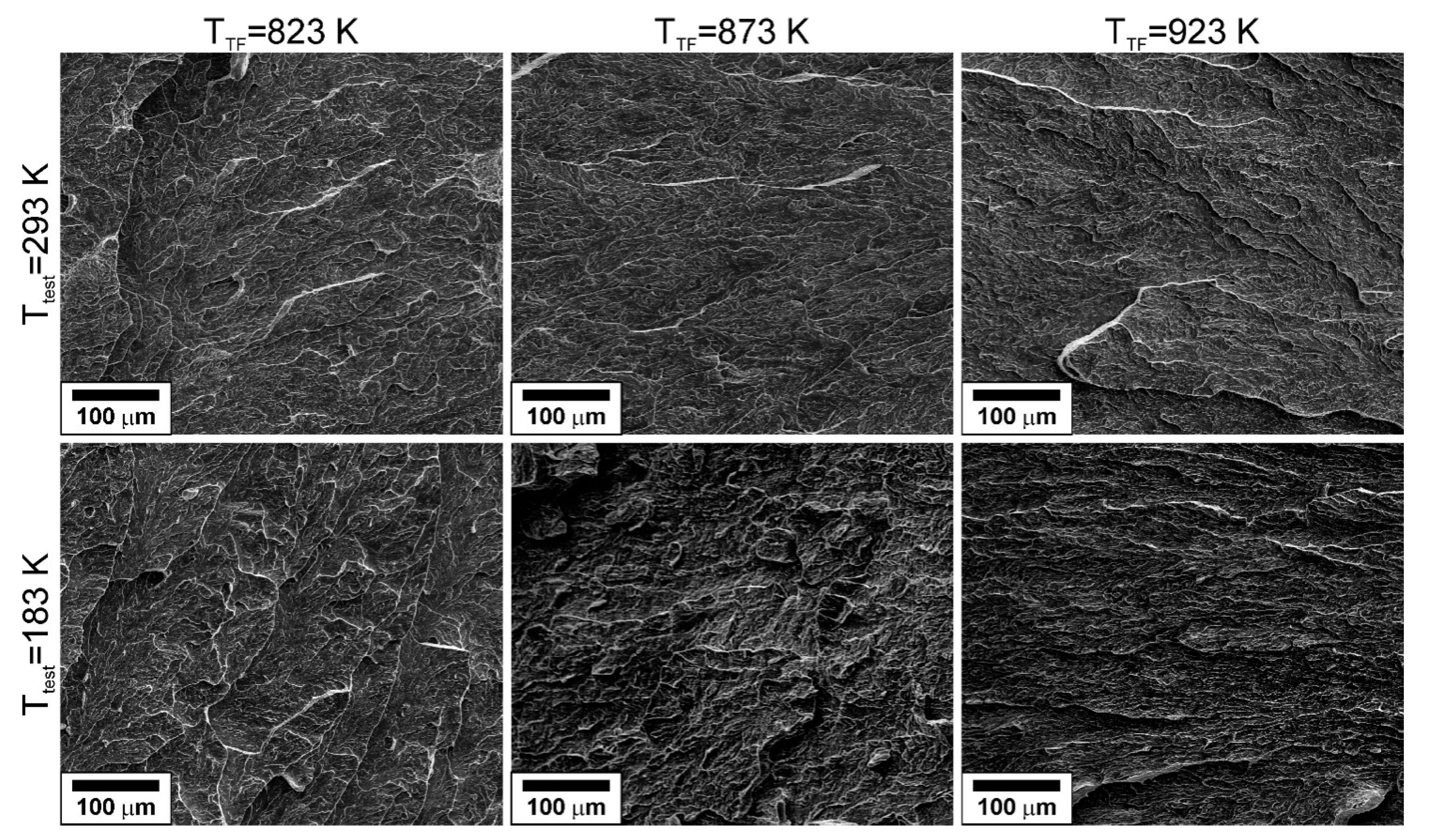
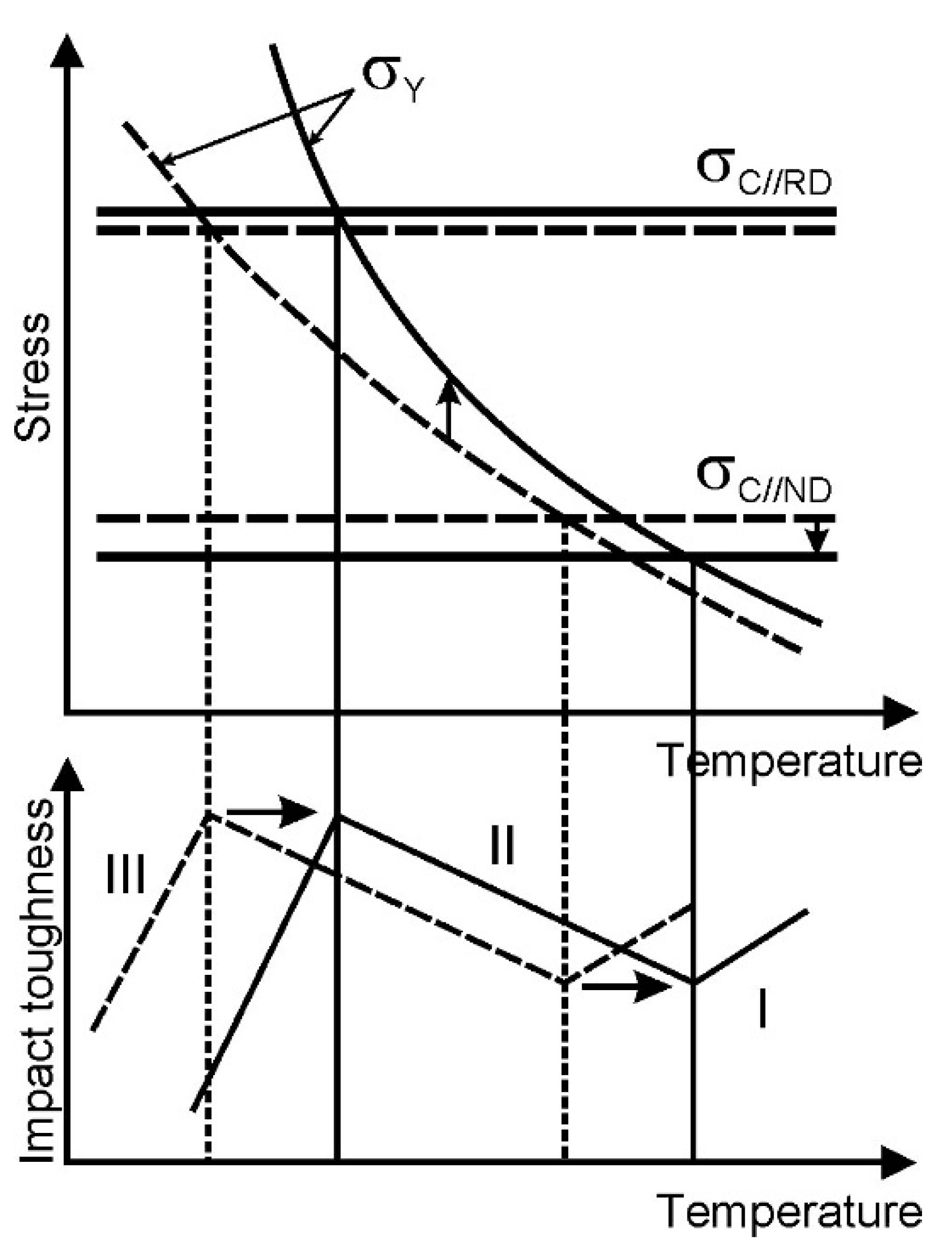
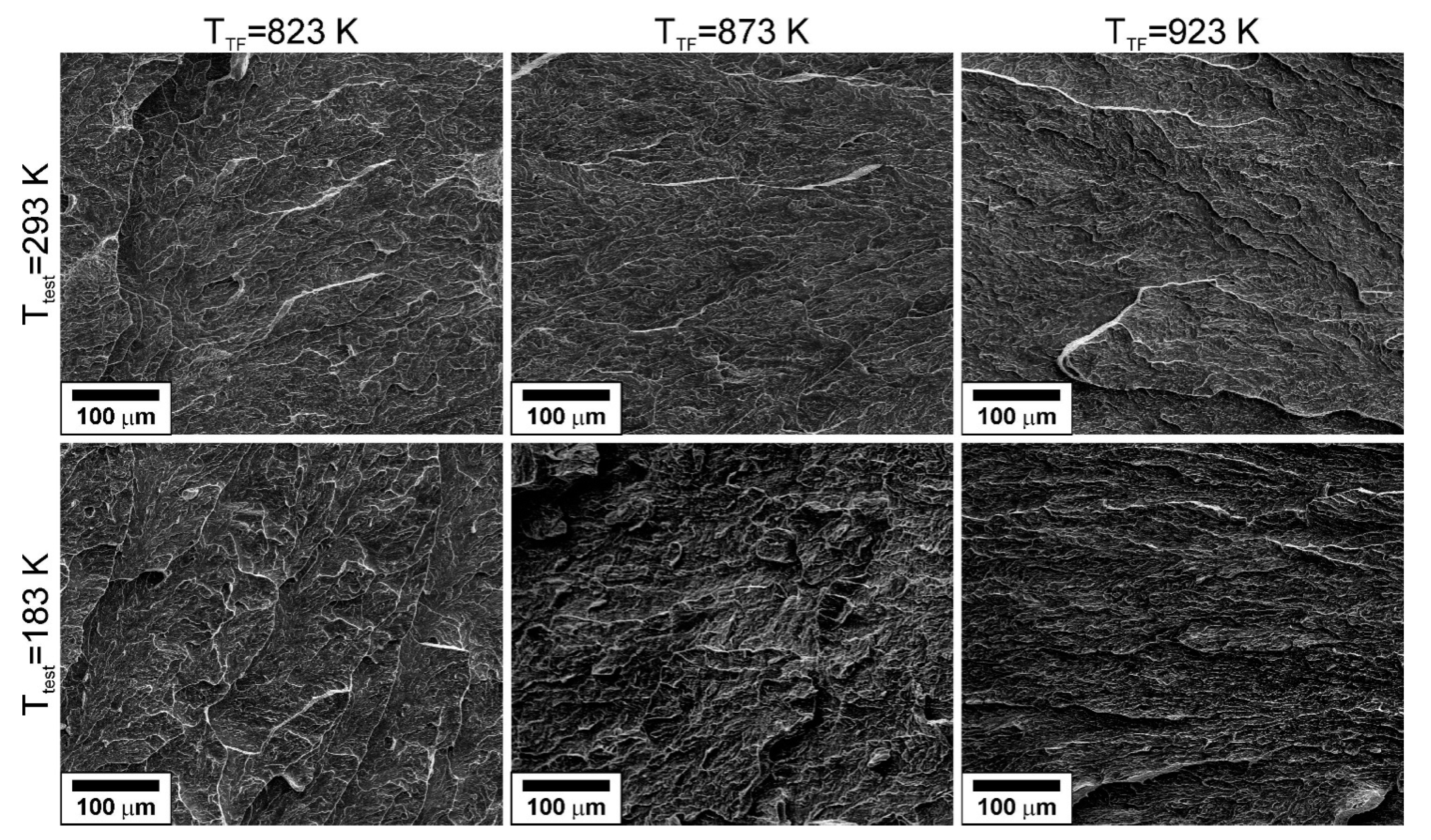
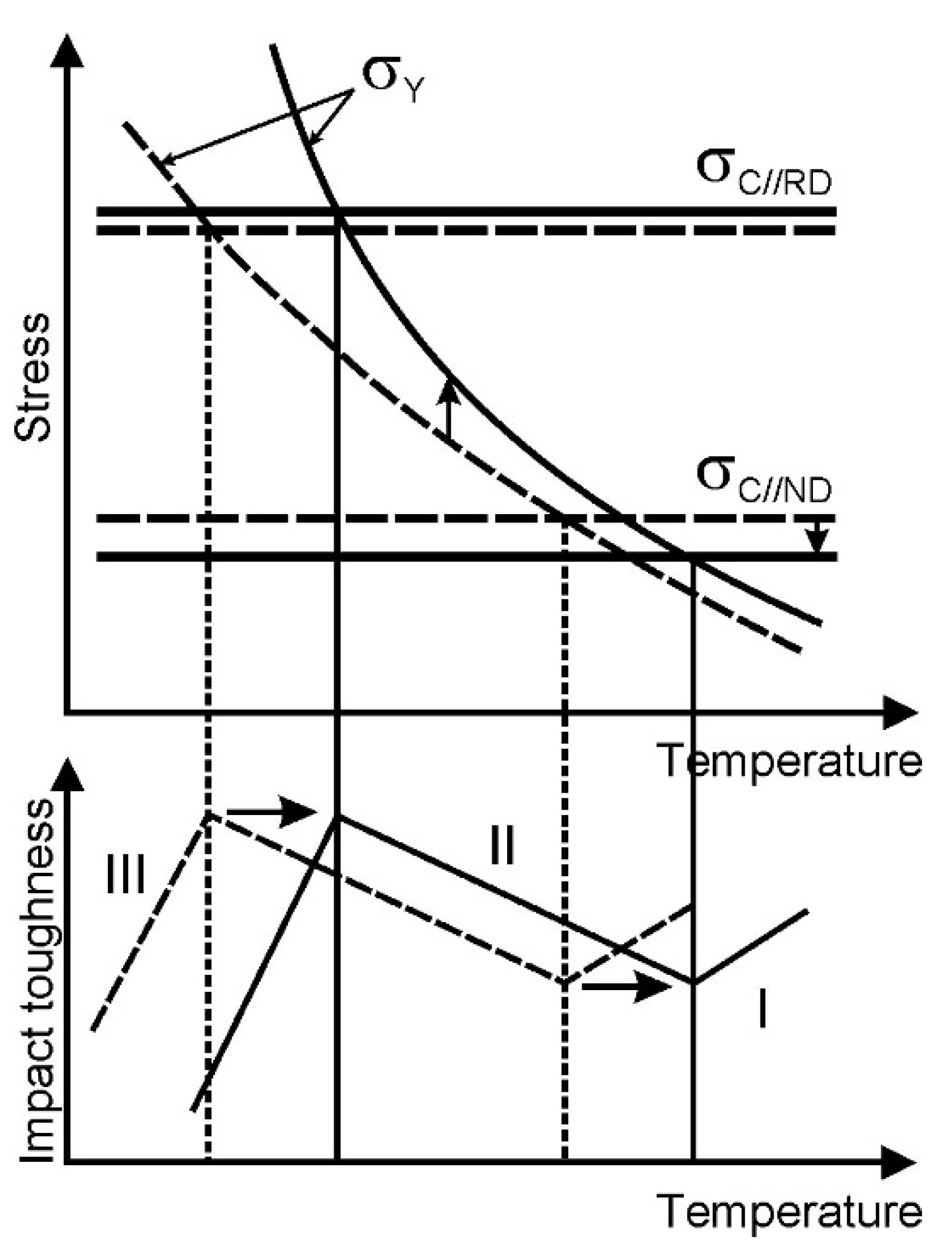
- The improvement of the impact toughness after tempforming was associated with a delamination of the specimens crosswise to the impact direction because of cleavage fracture, which occurred readily along the specimen. A decrease in tempforming temperature promoted the impact toughness at room and lowered temperatures, whereas tempforming at a relatively high temperature increased the impact toughness at the cryogenic temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Goodwin, F.; Guruswamy, S.; Kainer, K.U.; Kammer, C.; Knabl, W.; Leichtfried, G.; Schlamp, G.; Stickler, R.; Warlimont, H. Metals. In Springer Handbook of Condensed Matter and Materials Data; Martienssen, W., Warlimont, H., Eds.; Springer: Berlin, Germany, 2005; pp. 161–430. [Google Scholar]
- Karlsdóttir, S.N. Corrosion, Scaling and Material Selection in Geothermal Power Production. In Comprehensive Renewable Energy; Sayigh, A., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2012; Volume 7, pp. 256–277. [Google Scholar] [CrossRef]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Morris, J.W., Jr. Stronger, tougher steels. Science 2008, 320, 1022–1023. [Google Scholar] [CrossRef] [PubMed]
- Dolzhenko, A.; Kaibyshev, R.; Belyakov, A. Tempforming as an advanced processing method for carbon steels. Metals 2020, 10, 1566. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Sitdikov, O.; Tsuzaki, K. Toughening of a 1500 MPa class steel through formation of an ultrafine fibrous grain structure. Scr. Mater. 2007, 57, 465–468. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef] [PubMed]
- Dolzhenko, A.S.; Dolzhenko, P.D.; Belyakov, A.N.; Kaibyshev, R.O. Microstructure and impact toughness of high-strength low-alloy steel after tempforming. Phys. Met. Metallogr. 2021, 122, 1014–1022. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Pydrin, A.; Gaidar, S.; Kaibyshev, R.; Belyakov, A. Microstructure and Strengthening Mechanisms in an HSLA Steel Subjected to Tempforming. Metals 2022, 12, 48. [Google Scholar] [CrossRef]
- Harrell, T.J.; Topping, T.D.; Wen, H.; Hu, T.; Schoenung, J.M.; Lavernia, E.J. Microstructure and strengthening mechanisms in an ultrafine grained Al-Mg-Sc alloy produced by powder metallurgy. Metall. Mater. Trans. A 2014, 45A, 6329–6343. [Google Scholar] [CrossRef]
- Tanaka, Y.; Takaki, S.; Tsuchiyama, T.; Uemori, R. Effect of grain size on the yield stress of cold worked iron. ISIJ Int. 2018, 58, 1927–1933. [Google Scholar] [CrossRef] [Green Version]
- Hughes, D.A.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Frost, H.; Ashby, M. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982; p. 166. [Google Scholar]
- Murty, S.V.S.; Torizuka, S.; Nagai, K.; Kitai, T.; Kogo, Y. Effect of initial grain size on evolved ferrite grain size during high Z large strain deformation. Mater. Sci. Technol. 2010, 25, 879–885. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Morozova, A.; Kaibyshev, R. Grain refinement and strengthening of a Cu–0.1Cr–0.06Zr alloy subjected to equal channel angular pressing. Philos. Mag. 2017, 97, 2053–2076. [Google Scholar] [CrossRef]
- Gholizadeh, R.; Shibata, A.; Tsuji, N. Global view for grain refinement in ultra-low-C IF steel during high-strain deformation at various temperatures and strain rates. Materialia 2019, 6, 100262. [Google Scholar] [CrossRef]
- Smith, C.S. Grains, phases, and interfaces: An interpretation of microstructure. Trans. AIME 1948, 175, 15–51. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef] [Green Version]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Grain refinement and strengthening of austenitic stainless steels during large strain cold rolling. Philos. Mag. 2019, 99, 531–556. [Google Scholar] [CrossRef] [Green Version]
- Kimura, Y.; Inoue, T. Mechanical property of ultrafine elongated grain structure steel processed by warm tempforming and its application to ultra-high-strength bolt. ISIJ Int. 2020, 60, 1108–1126. [Google Scholar] [CrossRef] [Green Version]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, E. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Queyreau, S.; Monnet, G.; Devincre, B. Orowan strengthening and forest hardening superposition examined by dislocation dynamics simulations. Acta Mater. 2010, 58, 5586–5595. [Google Scholar] [CrossRef]
- Lesuer, D.R.; Syn, C.K.; Sherby, O.D. Influence of Iron Oxide Particles on the Strength of Ball-Milled Iron. Mater. Trans. 2006, 47, 1508–1517. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Mishima, Y. Tensile behaviour of submicrocrystallineferritic steel processed by large-strain deformation. Philos. Mag. Lett. 2009, 89, 201–212. [Google Scholar] [CrossRef]
- Sun, L.; Ji, X.; Zhao, L.; Zhai, W.; Xu, L.; Dong, H.; Liu, Y.; Peng, J. First principles investigation of binary chromium carbides Cr7C3, Cr3C2and Cr23C6: Electronic structures, mechanical properties and thermodynamic properties under pressure. Materials 2022, 15, 558. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Influence of warm tempforming on microstructure and mechanical properties in an ultrahigh-strength medium-carbon low-alloy steel. Metall. Mater. Trans. A 2013, 44, 560–576. [Google Scholar] [CrossRef]
- Min, X.; Kimura, Y.; Kimura, T.; Tsuzaki, K. Delamination toughening assisted by phosphorus in medium-carbon low-alloy steels with ultrafine elongated grain structures. Mater. Sci. Eng. A 2016, 649, 135–145. [Google Scholar] [CrossRef] [Green Version]
- Kimura, Y.; Inoue, T. Influence of annealing on delamination toughening of Mo-bearing medium-carbon steel with ultrafine elongated grain structure processed by warm tempforming. ISIJ Int. 2022, 62, 402–404. [Google Scholar] [CrossRef]
- Inoue, T.; Qiu, H.; Ueji, R.; Kimura, Y. Ductile-to-brittle transition and brittle fracture stress of ultrafine-grained low-carbon steel. Materials 2021, 14, 1634. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | TTF = 823 K | TTF = 873 K | TTF = 923 K |
|---|---|---|---|
| D (nm) | 245 ± 60 | 330 ± 40 | 360 ± 30 |
| d (nm) | 80 ± 2 | 100 ± 3 | 150 ± 7 |
| ρ (×1015 m−2) | 5.9 ± 0.9 | 4.3 ± 0.4 | 3.3 ± 0.4 |
| dP (nm)/FP | 25 ± 3/0.0536 | 32 ± 3/0.058 | 53 ± 8/0.0669 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolzhenko, A.; Kaibyshev, R.; Belyakov, A. Tempforming Strengthening of a Low-Alloy Steel. Materials 2022, 15, 5241. https://doi.org/10.3390/ma15155241
Dolzhenko A, Kaibyshev R, Belyakov A. Tempforming Strengthening of a Low-Alloy Steel. Materials. 2022; 15(15):5241. https://doi.org/10.3390/ma15155241
Chicago/Turabian StyleDolzhenko, Anastasiia, Rustam Kaibyshev, and Andrey Belyakov. 2022. "Tempforming Strengthening of a Low-Alloy Steel" Materials 15, no. 15: 5241. https://doi.org/10.3390/ma15155241
APA StyleDolzhenko, A., Kaibyshev, R., & Belyakov, A. (2022). Tempforming Strengthening of a Low-Alloy Steel. Materials, 15(15), 5241. https://doi.org/10.3390/ma15155241