
Welding Techniques for High Entropy Alloys: Processes, Properties, Characterization, and Challenges

 , and
, and 
Abstract
:1. Introduction
2. HEAs’ Development and Weldability: A Historical Perspective
3. Fusion Welding Techniques for HEAs
3.1. Gas Tungsten Arc Welding
3.2. Laser Beam Welding
4. Solid-State Welding
4.1. Friction Stir Welding
4.2. Explosive Welding
5. Challenges of Welding HEA
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ostovari Moghaddam, A.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive Manufacturing of High Entropy Alloys: A Practical Review. J. Mater. Sci. Technol. 2021, 77, 131–162. [Google Scholar] [CrossRef]
- John, M.; Kalvala, P.R.; Misra, M.; Menezes, P.L. Peening Techniques for Surface Modification: Processes, Properties, and Applications. Materials 2021, 14, 3841. [Google Scholar] [CrossRef] [PubMed]
- Kushwaha, A.K.; John, M.; Misra, M.; Menezes, P.L. Nanocrystalline Materials: Synthesis, Characterization, Properties, and Applications. Crystals 2021, 11, 1317. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Dooley, S.C.; Thazhathidathil, A.K.V.; Perka, A.K.; Kuruveri, U.B.; Menezes, P.L. Ultrasonic Surface Rolling Process: Properties, Characterization, and Applications. Appl. Sci. 2021, 11, 10986. [Google Scholar] [CrossRef]
- Bhat, K.U.; Panemangalore, D.B.; Kuruveri, S.B.; John, M.; Menezes, P.L. Surface Modification of 6xxx Series Aluminum Alloys. Coatings 2022, 12, 180. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-Entropy Alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A Critical Review of High Entropy Alloys and Related Concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and Properties of High-Entropy Alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Zhang, W.; Liaw, P.K.; Zhang, Y. Science and Technology in High-Entropy Alloys. Sci. China Mater. 2018, 61, 2–22. [Google Scholar] [CrossRef] [Green Version]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural Development in Equiatomic Multicomponent Alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Cantor, B. Multicomponent and High Entropy Alloys. Entropy 2014, 16, 4749–4768. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.-C.; Liu, C.; Lin, C.-Y.; Xia, Z. Core Effect of Local Atomic Configuration and Design Principles in AlxCoCrFeNi High-Entropy Alloys. Scr. Mater. 2020, 178, 181–186. [Google Scholar] [CrossRef]
- Chen, J.; Zhou, X.; Wang, W.; Liu, B.; Lv, Y.; Yang, W.; Xu, D.; Liu, Y. A Review on Fundamental of High Entropy Alloys with Promising High–Temperature Properties. J. Alloy. Compd. 2018, 760, 15–30. [Google Scholar] [CrossRef]
- Qin, G.; Xue, W.; Chen, R.; Zheng, H.; Wang, L.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Grain Refinement and FCC Phase Formation in AlCoCrFeNi High Entropy Alloys by the Addition of Carbon. Materialia 2019, 6, 100259. [Google Scholar] [CrossRef]
- Li, W.; Xie, D.; Li, D.; Zhang, Y.; Gao, Y.; Liaw, P.K. Mechanical Behavior of High-Entropy Alloys. Prog. Mater. Sci. 2021, 118, 100777. [Google Scholar] [CrossRef]
- Tsai, M.-H. Physical Properties of High Entropy Alloys. Entropy 2013, 15, 5338–5345. [Google Scholar] [CrossRef] [Green Version]
- Yeh, J.-W. Alloy Design Strategies and Future Trends in High-Entropy Alloys. JOM 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Xu, X.D.; Guo, S.; Nieh, T.G.; Liu, C.T.; Hirata, A.; Chen, M.W. Effects of Mixing Enthalpy and Cooling Rate on Phase Formation of AlxCoCrCuFeNi High-Entropy Alloys. Materialia 2019, 6, 100292. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Huang, H.L.; Xu, X.D.; Chen, M.W.; Wu, Y.; Liu, X.J.; Nieh, T.G.; An, K.; Lu, Z.P. A Precipitation-Hardened High-Entropy Alloy with Outstanding Tensile Properties. Acta Mater. 2016, 102, 187–196. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.F.; Zhang, Y.; Qiao, Y.; Chen, G.L. Novel Microstructure and Properties of Multicomponent CoCrCuFeNiTix Alloys. Intermetallics 2007, 15, 357–362. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Juan, C.C.; Wang, W.R.; Sheu, T.S.; Yeh, J.W.; Chen, S.K. On the Superior Hot Hardness and Softening Resistance of AlCoCrxFeMo0.5Ni High-Entropy Alloys. Mater. Sci. Eng. A 2011, 528, 3581–3588. [Google Scholar] [CrossRef]
- Tong, C.J.; Chen, M.R.; Chen, S.K.; Yeh, J.W.; Shun, T.T.; Lin, S.J.; Chang, S.Y. Mechanical Performance of the AlxCoCrCuFeNi High-Entropy Alloy System with Multiprincipal Elements. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 1263–1271. [Google Scholar] [CrossRef]
- Chen, S.T.; Tang, W.Y.; Kuo, Y.F.; Chen, S.Y.; Tsau, C.H.; Shun, T.T.; Yeh, J.W. Microstructure and Properties of Age-Hardenable AlxCrFe1.5MnNi0.5 Alloys. Mater. Sci. Eng. A 2010, 527, 5818–5825. [Google Scholar] [CrossRef]
- Wen, L.H.; Kou, H.C.; Li, J.S.; Chang, H.; Xue, X.Y.; Zhou, L. Effect of Aging Temperature on Microstructure and Properties of AlCoCrCuFeNi High-Entropy Alloy. Intermetallics 2009, 17, 266–269. [Google Scholar] [CrossRef]
- Kasar, A.K.; Scalaro, K.; Menezes, P.L. Tribological Properties of High-Entropy Alloys under Dry Conditions for a Wide Temperature Range—A Review. Materials 2021, 14, 5814. [Google Scholar] [CrossRef]
- Chuang, M.-H.; Tsai, M.-H.; Wang, W.-R.; Lin, S.-J.; Yeh, J.-W. Microstructure and Wear Behavior of AlxCo1.5CrFeNi1.5Tiy High-Entropy Alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Lai, C.H.; Cheng, K.H.; Lin, S.J.; Yeh, J.W. Mechanical and Tribological Properties of Multi-Element (AlCrTaTiZr)N Coatings. Surf. Coat. Technol. 2008, 202, 3732–3738. [Google Scholar] [CrossRef]
- Miao, J.; Liang, H.; Zhang, A.; He, J.; Meng, J.; Lu, Y. Tribological Behavior of an AlCoCrFeNi2.1 Eutectic High Entropy Alloy Sliding against Different Counterfaces. Tribol. Int. 2021, 153, 106599. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, F.; Huang, Z.; Zhou, Q.; Ren, Y.; Du, Y.; Wang, H. Mechanical and Dry Sliding Tribological Properties of CoCrNiNbx Medium-Entropy Alloys at Room Temperature. Tribol. Int. 2021, 163, 107160. [Google Scholar] [CrossRef]
- Shi, Y.; Yang, B.; Liaw, P.K. Corrosion-Resistant High-Entropy Alloys: A Review. Metals 2017, 7, 43. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.P.; Chen, Y.Y.; Hsu, C.Y.; Yeh, J.W.; Shih, H.C. Enhancing Pitting Corrosion Resistance of AlxCrFe1.5MnNi0.5 High-Entropy Alloys by Anodic Treatment in Sulfuric Acid. Thin Solid Film. 2008, 517, 1301–1305. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Hong, U.T.; Shih, H.C.; Yeh, J.W.; Duval, T. Electrochemical Kinetics of the High Entropy Alloys in Aqueous Environments—A Comparison with Type 304 Stainless Steel. Corros. Sci. 2005, 47, 2679–2699. [Google Scholar] [CrossRef]
- Wang, W.; Li, H.; Wei, P.; Zhang, W.; Chen, J.; Yuan, S.; Fan, Y.; Wei, R.; Zhang, T.; Wang, T.; et al. A Corrosion-Resistant Soft-Magnetic High Entropy Alloy. Mater. Lett. 2021, 304, 130571. [Google Scholar] [CrossRef]
- Li, M.; Chen, Q.; Cui, X.; Peng, X.; Huang, G. Evaluation of Corrosion Resistance of the Single-Phase Light Refractory High Entropy Alloy TiCrVNb0.5Al0.5 in Chloride Environment. J. Alloy. Compd. 2021, 857, 158278. [Google Scholar] [CrossRef]
- Zheng, S.; Cai, Z.; Pu, J.; Zeng, C.; Wang, L. Passivation Behavior of VAlTiCrSi Amorphous High-Entropy Alloy Film with a High Corrosion-Resistance in Artificial Sea Water. Appl. Surf. Sci. 2021, 542, 148520. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A Fracture-Resistant High-Entropy Alloy for Cryogenic Applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thurston, K.V.S.; Gludovatz, B.; Yu, Q.; Laplanche, G.; George, E.P.; Ritchie, R.O. Temperature and Load-Ratio Dependent Fatigue-Crack Growth in the CrMnFeCoNi High-Entropy Alloy. J. Alloy. Compd. 2019, 794, 525–533. [Google Scholar] [CrossRef] [Green Version]
- Senkov, O.N.; Senkova, S.V.; Woodward, C. Effect of Aluminum on the Microstructure and Properties of Two Refractory High-Entropy Alloys. Acta Mater. 2014, 68, 214–228. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory High-Entropy Alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and Room Temperature Properties of a High-Entropy TaNbHfZrTi Alloy. J. Alloy. Compd. 2011, 509, 6043–6048. [Google Scholar] [CrossRef]
- Li, W.; Wang, G.; Wu, S.; Liaw, P.K. Creep, Fatigue, and Fracture Behavior of High-Entropy Alloys. J. Mater. Res. 2018, 33, 3011–3034. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.; Yuan, T.; Tsai, C.-W.; Yeh, J.-W.; Lundin, C.D.; Liaw, P.K. Fatigue Behavior of a Wrought Al0.5CoCrCuFeNi Two-Phase High-Entropy Alloy. Acta Mater. 2015, 99, 247–258. [Google Scholar] [CrossRef]
- Seifi, M.; Li, D.; Yong, Z.; Liaw, P.K.; Lewandowski, J.J. Fracture Toughness and Fatigue Crack Growth Behavior of As-Cast High-Entropy Alloys. JOM 2015, 67, 2288–2295. [Google Scholar] [CrossRef]
- Hemphill, M.A.; Yuan, T.; Wang, G.Y.; Yeh, J.W.; Tsai, C.W.; Chuang, A.; Liaw, P.K. Fatigue Behavior of Al0.5CoCrCuFeNi High Entropy Alloys. Acta Mater. 2012, 60, 5723–5734. [Google Scholar] [CrossRef]
- Shukla, S.; Wang, T.; Cotton, S.; Mishra, R.S. Hierarchical Microstructure for Improved Fatigue Properties in a Eutectic High Entropy Alloy. Scr. Mater. 2018, 156, 105–109. [Google Scholar] [CrossRef]
- Eguchi, T.; Koyama, M.; Fukushima, Y.; Tasan, C.C.; Tsuzaki, K. Fatigue Crack Growth Behavior and Associated Microstructure in a Metastable High-Entropy Alloy. Procedia Struct. Integr. 2018, 13, 831–836. [Google Scholar] [CrossRef]
- Li, J.; Meng, X.; Wan, L.; Huang, Y. Welding of High Entropy Alloys: Progresses, Challenges and Perspectives. J. Manuf. Process. 2021, 68, 293–331. [Google Scholar] [CrossRef]
- Miracle, D.B. Critical Assessment 14: High Entropy Alloys and Their Development as Structural Materials. Mater. Sci. Technol. 2015, 31, 1142–1147. [Google Scholar] [CrossRef] [Green Version]
- Rhode, M.; Richter, T.; Schroepfer, D.; Manzoni, A.M.; Schneider, M.; Laplanche, G. Welding of High-Entropy Alloys and Compositionally Complex Alloys—An Overview. Weld. World 2021, 65, 1645–1659. [Google Scholar] [CrossRef]
- Lopes, J.G.; Oliveira, J.P. A Short Review on Welding and Joining of High Entropy Alloys. Metals 2020, 10, 212. [Google Scholar] [CrossRef] [Green Version]
- John, M.; Peraka, A.K.; Kuruveri, U.B. Effect of Employing Metal Cored Filler Wire for Single V Butt Joint Welding of Ti-Nb Microalloyed 800MPa Steels. AIP Conf. Proc. 2020, 2236, 050003. [Google Scholar]
- Lim, K.R.; Lee, K.S.; Lee, J.S.; Kim, J.Y.; Chang, H.J.; Na, Y.S. Dual-Phase High-Entropy Alloys for High-Temperature Structural Applications. J. Alloy. Compd. 2017, 728, 1235–1238. [Google Scholar] [CrossRef]
- Praveen, S.; Kim, H.S. High-Entropy Alloys: Potential Candidates for High-Temperature Applications—An Overview. Adv. Eng. Mater. 2018, 20, 1700645. [Google Scholar] [CrossRef]
- Barron, P.J.; Carruthers, A.W.; Fellowes, J.W.; Jones, N.G.; Dawson, H.; Pickering, E.J. Towards V-Based High-Entropy Alloys for Nuclear Fusion Applications. Scr. Mater. 2020, 176, 12–16. [Google Scholar] [CrossRef]
- Kareer, A.; Waite, J.C.; Li, B.; Couet, A.; Armstrong, D.E.J.; Wilkinson, A.J. Short Communication: ‘Low Activation, Refractory, High Entropy Alloys for Nuclear Applications’. J. Nucl. Mater. 2019, 526, 151744. [Google Scholar] [CrossRef]
- Xu, Z.Q.; Ma, Z.L.; Wang, M.; Chen, Y.W.; Tan, Y.D.; Cheng, X.W. Design of Novel Low-Density Refractory High Entropy Alloys for High-Temperature Applications. Mater. Sci. Eng. A 2019, 755, 318–322. [Google Scholar] [CrossRef]
- Ayyagari, A.; Salloom, R.; Muskeri, S.; Mukherjee, S. Low Activation High Entropy Alloys for next Generation Nuclear Applications. Materialia 2018, 4, 99–103. [Google Scholar] [CrossRef]
- Gao, M.C.; Liaw, P.K.; Miracle, D.B. Fundamental understanding and applications of high-entropy alloys. J. Mater. Res. 2018, 33, 2853–2854. [Google Scholar] [CrossRef] [Green Version]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High Entropy Alloys: A Focused Review of Mechanical Properties and Deformation Mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Manzoni, A.M.; Glatzel, U. New Multiphase Compositionally Complex Alloys Driven by the High Entropy Alloy Approach. Mater. Charact. 2019, 147, 512–532. [Google Scholar] [CrossRef]
- Qiu, Y.; Hu, Y.J.; Taylor, A.; Styles, M.J.; Marceau, R.K.W.; Ceguerra, A.V.; Gibson, M.A.; Liu, Z.K.; Fraser, H.L.; Birbilis, N. A Lightweight Single-Phase AlTiVCr Compositionally Complex Alloy. Acta Mater. 2017, 123, 115–124. [Google Scholar] [CrossRef] [Green Version]
- Scully, J.R.; Inman, S.B.; Gerard, A.Y.; Taylor, C.D.; Windl, W.; Schreiber, D.K.; Lu, P.; Saal, J.E.; Frankel, G.S. Controlling the Corrosion Resistance of Multi-Principal Element Alloys. Scr. Mater. 2020, 188, 96–101. [Google Scholar] [CrossRef]
- Zhang, L.X.; Shi, J.M.; Li, H.W.; Tian, X.Y.; Feng, J.C. Interfacial Microstructure and Mechanical Properties of ZrB2--Si--CC Ceramic and GH99 Superalloy Joints Brazed with a Ti-Modified FeCoNiCrCu High-Entropy Alloy. Mater. Des. 2016, 97, 230–238. [Google Scholar] [CrossRef]
- Wu, Z.; David, S.A.; Feng, Z.; Bei, H. Weldability of a High Entropy CrMnFeCoNi Alloy. Scr. Mater. 2016, 124, 81–85. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Jiang, X.; Fang, Y.; Fang, Y.; Liu, B.; Sun, H.; Shao, Z.; Song, T. Research and Development of Welding Methods and Welding Mechanism of High-Entropy Alloys: A Review. Mater. Today Commun. 2021, 28, 102503. [Google Scholar] [CrossRef]
- Fan, Y.; Li, P.; Chen, K.; Fu, L.; Shan, A.; Chen, Z. Effect of Fiber Laser Welding on Solute Segregation and Proprieties of CoCrCuFeNi High Entropy Alloy. J. Laser Appl. 2020, 32, 022005. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, M. An Insight into Evolution of Light Weight High Entropy Alloys: A Review. Metals 2016, 6, 199. [Google Scholar] [CrossRef] [Green Version]
- Diao, H.Y.; Feng, R.; Dahmen, K.A.; Liaw, P.K. Fundamental Deformation Behavior in High-Entropy Alloys: An Overview. Curr. Opin. Solid State Mater. Sci. 2017, 21, 252–266. [Google Scholar] [CrossRef]
- John, M.; Ashok Kumar, P.; Udaya Bhat, K.; Devadas Bhat, P. A Study on HAZ Behaviour in 800 MPa Cold Rolled and Hot Rolled Steel Weld. Mater. Today: Proc. 2021, 44, 2985–2992. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Moon, J.; Na, Y.; Kim, H.; Kang, N. Laser Weldability of Cast and Rolled High-Entropy Alloys for Cryogenic Applications. Mater. Sci. Eng. A 2019, 742, 224–230. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Petrov, N.; Horstmann, M.; Zherebtsov, S.; Shaysultanov, D.; Sanin, V.; Stepanov, N. Fatigue Behaviour of a Laser Beam Welded CoCrFeNiMn-Type High Entropy Alloy. Mater. Sci. Eng. A 2019, 766, 138358. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Stepanov, N.; Shaysultanov, D.; Sanin, V.; Zherebtsov, S. Laser Beam Welding of a CoCrFeNiMn-Type High Entropy Alloy Produced by Self-Propagating High-Temperature Synthesis. Intermetallics 2018, 96, 63–71. [Google Scholar] [CrossRef]
- John, M.; Kumar, P.A.; Udaya Bhat, K. Effect of Wire Feed Rate on Microstructure Development during Bead on Plate Welding of Microalloyed Steel Using P-GMAW. Mater. Today Proc. 2021, 42, 423–428. [Google Scholar] [CrossRef]
- John, M.; Kumar, P.A.; Bhat, K.U. Effect of Filler Wire Strength on High Strength Low Alloy Steels. Mater. Today Proc. 2022, 49, 1286–1293. [Google Scholar] [CrossRef]
- Torbati, A.M.; Miranda, R.M.; Quintino, L.; Williams, S.; Yapp, D. Optimization Procedures for GMAW of Bimetal Pipes. J. Mater. Process. Technol. 2011, 211, 1112–1116. [Google Scholar] [CrossRef]
- John, M.; Kumar, A.P.; Bhat, U.K. AHSS Welding Using Undermatching Filler Wires and Process Advantages with P-GMAW. Mater. Today Proc. 2022, 49, 1312–1318. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Schell, N.; Braz Fernandes, F.M.; Kim, H.S. Gas Tungsten Arc Welding of As-Rolled CrMnFeCoNi High Entropy Alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Mishra, S.; Cheethirala, S.R.; Muthupandi, V.; Sivaprasad, K. Enhanced Relative Slip Distance in Gas-Tungsten-Arc-Welded Al0.5CoCrFeNi High-Entropy Alloy. Metall. Mater. Trans. A 2017, 48, 3630–3634. [Google Scholar] [CrossRef]
- Nam, H.; Park, S.; Park, N.; Na, Y.; Kim, H.; Yoo, S.-J.; Moon, Y.-H.; Kang, N. Weldability of Cast CoCrFeMnNi High-Entropy Alloys Using Various Filler Metals for Cryogenic Applications. J. Alloy. Compd. 2020, 819, 153278. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Muthupandi, V.; Sivaprasad, K.; Prashanth, K.G. Dissimilar Welding of Al0.1CoCrFeNi High-Entropy Alloy and AISI304 Stainless Steel. J. Mater. Res. 2019, 34, 2683–2694. [Google Scholar] [CrossRef]
- Martin, A.C.; Fink, C. Initial Weldability Study on Al0.5CrCoCu0.1FeNi High-Entropy Alloy. Weld World 2019, 63, 739–750. [Google Scholar] [CrossRef]
- Jo, M.G.; Kim, H.J.; Kang, M.; Madakashira, P.P.; Park, E.S.; Suh, J.Y.; Kim, D.I.; Hong, S.T.; Han, H.N. Microstructure and Mechanical Properties of Friction Stir Welded and Laser Welded High Entropy Alloy CrMnFeCoNi. Met. Mater. Int. 2018, 24, 73–83. [Google Scholar] [CrossRef]
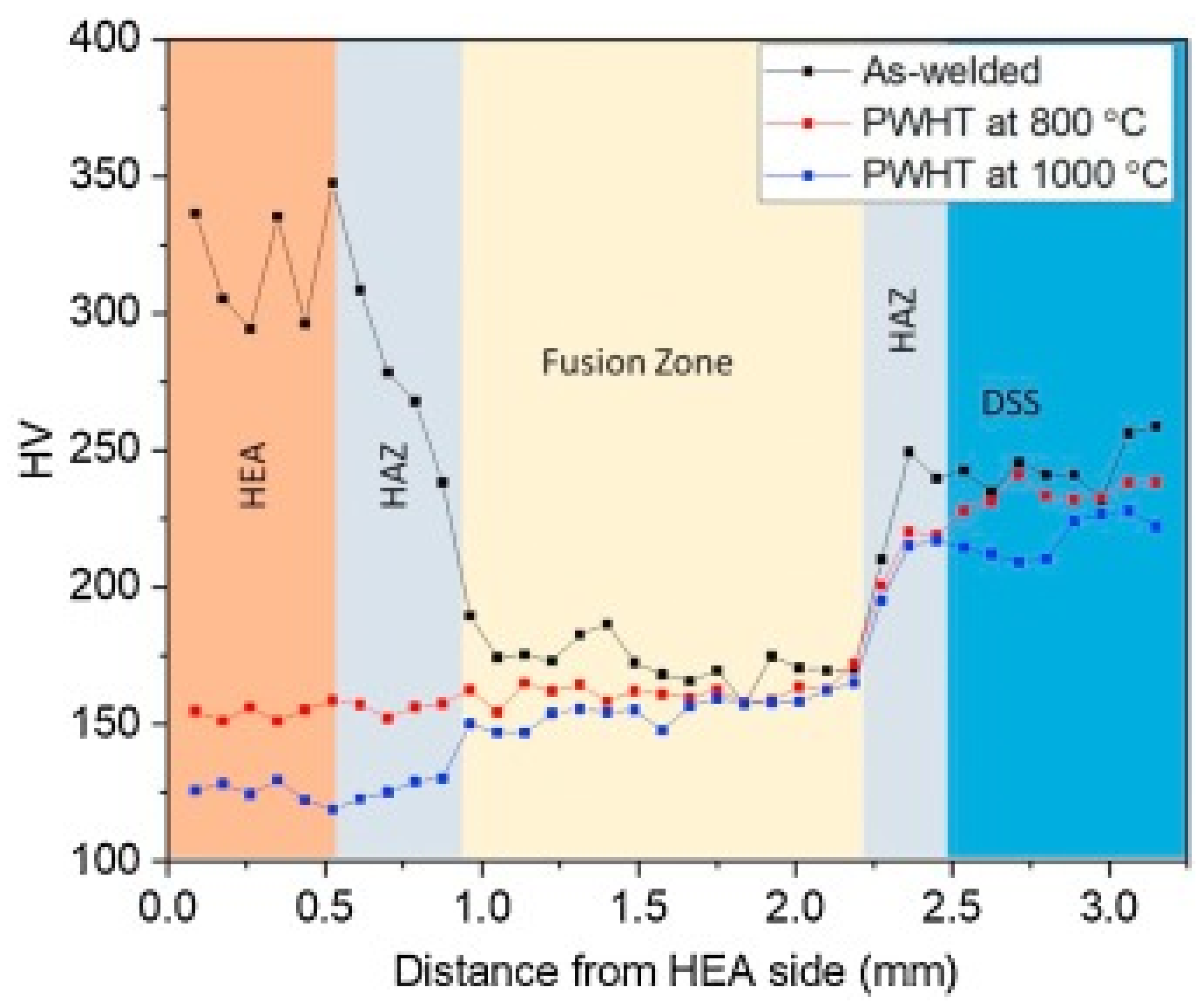
- Nam, H.; Park, C.; Kim, C.; Kim, H.; Kang, N. Effect of Post Weld Heat Treatment on Weldability of High Entropy Alloy Welds. Sci. Technol. Weld. Join. 2018, 23, 420–427. [Google Scholar] [CrossRef]
- Li, G.; Lu, X.; Zhu, X.; Huang, J.; Liu, L.; Wu, Y. The Interface Microstructure, Mechanical Properties and Corrosion Resistance of Dissimilar Joints during Multipass Laser Welding for Nuclear Power Plants. Opt. Laser Technol. 2018, 101, 479–490. [Google Scholar] [CrossRef]
- Yan, S.; Shi, Y.; Liu, J.; Ni, C. Effect of Laser Mode on Microstructure and Corrosion Resistance of 316L Stainless Steel Weld Joint. Opt. Laser Technol. 2019, 113, 428–436. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, K.; Duraiselvam, M.; Muthupandi, V.; Prashanth, K.G. Novel Welding of Al0.5CoCrFeNi High-Entropy Alloy: Corrosion Behavior. J. Alloy. Compd. 2020, 817, 153163. [Google Scholar] [CrossRef]
- Adomako, N.K.; Shin, G.; Park, N.; Park, K.; Kim, J.H. Laser Dissimilar Welding of CoCrFeMnNi-High Entropy Alloy and Duplex Stainless Steel. J. Mater. Sci. Technol. 2021, 85, 95–105. [Google Scholar] [CrossRef]
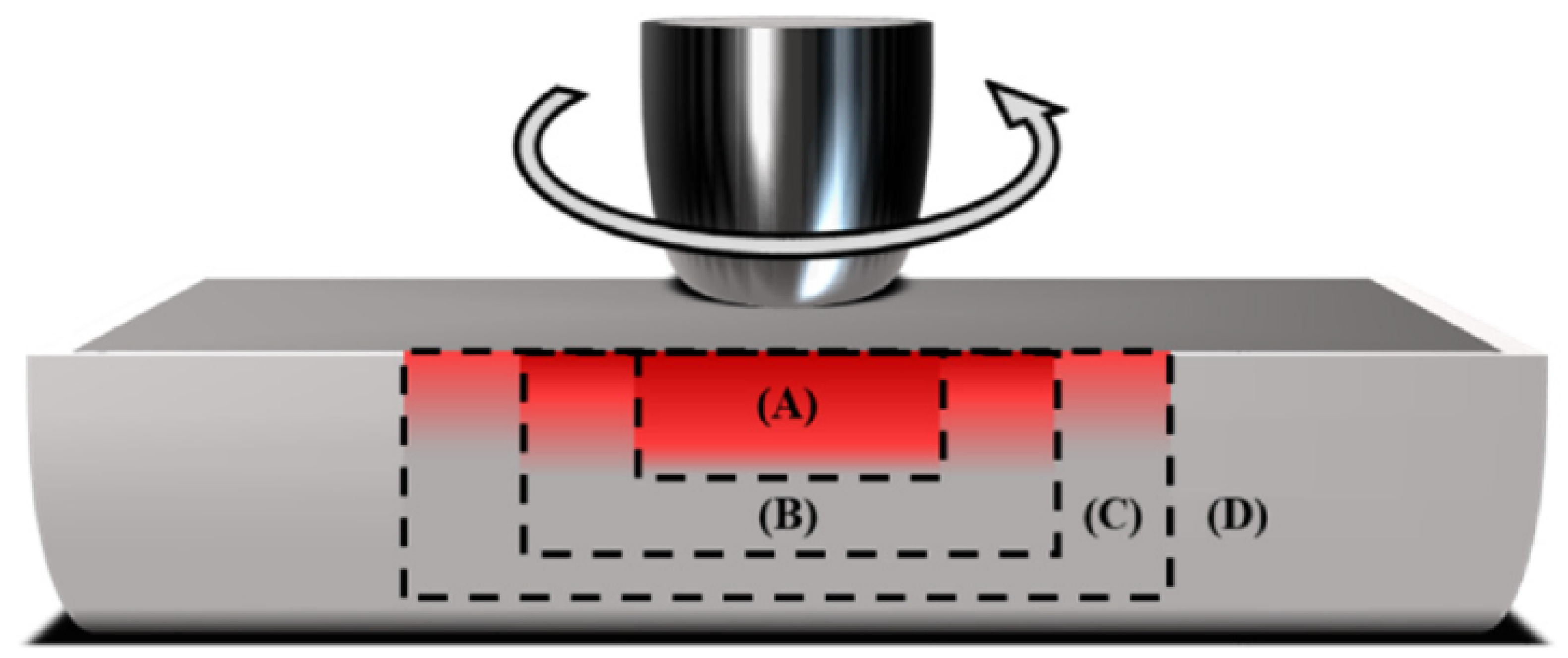
- Zhang, S.; Chen, G.; Liu, Q.; Li, H.; Zhang, G.; Wang, G.; Shi, Q. Numerical Analysis and Analytical Modeling of the Spatial Distribution of Heat Flux during Friction Stir Welding. J. Manuf. Process. 2018, 33, 245–255. [Google Scholar] [CrossRef]
- Li, P.; Sun, H.; Wang, S.; Hao, X.; Dong, H. Rotary Friction Welding of AlCoCrFeNi2.1 Eutectic High Entropy Alloy. J. Alloy. Compd. 2020, 814, 152322. [Google Scholar] [CrossRef]
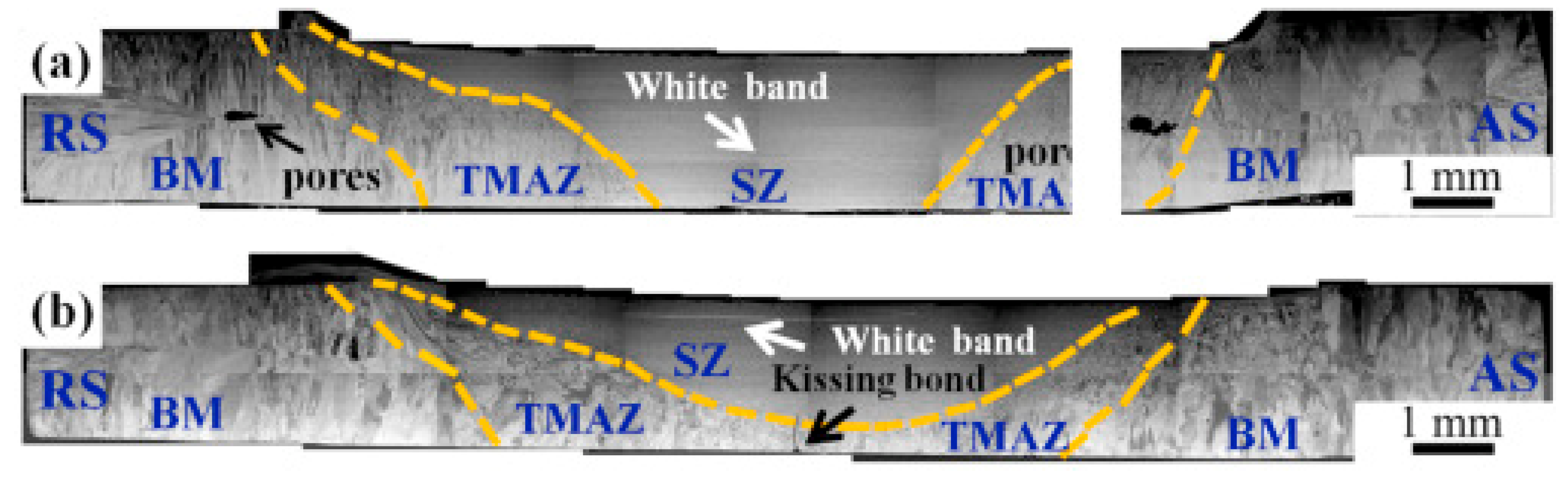
- Shaysultanov, D.; Stepanov, N.; Malopheyev, S.; Vysotskiy, I.; Sanin, V.; Mironov, S.; Kaibyshev, R.; Salishchev, G.; Zherebtsov, S. Friction Stir Welding of a Carbon-Doped CoCrFeNiMn High-Entropy Alloy. Mater. Charact. 2018, 145, 353–361. [Google Scholar] [CrossRef] [Green Version]
- Çam, G. Friction Stir Welded Structural Materials: Beyond Al-Alloys. Int. Mater. Rev. 2011, 56, 1–48. [Google Scholar] [CrossRef]
- Ralls, A.M.; Kasar, A.K.; Menezes, P.L. Friction Stir Processing on the Tribological, Corrosion, and Erosion Properties of Steel: A Review. J. Manuf. Mater. Process. 2021, 5, 97. [Google Scholar] [CrossRef]
- Kumar Rajak, D.; Pagar, D.D.; Menezes, P.L.; Eyvazian, A. Friction-Based Welding Processes: Friction Welding and Friction Stir Welding. J. Adhes. Sci. Technol. 2020, 34, 2613–2637. [Google Scholar] [CrossRef]
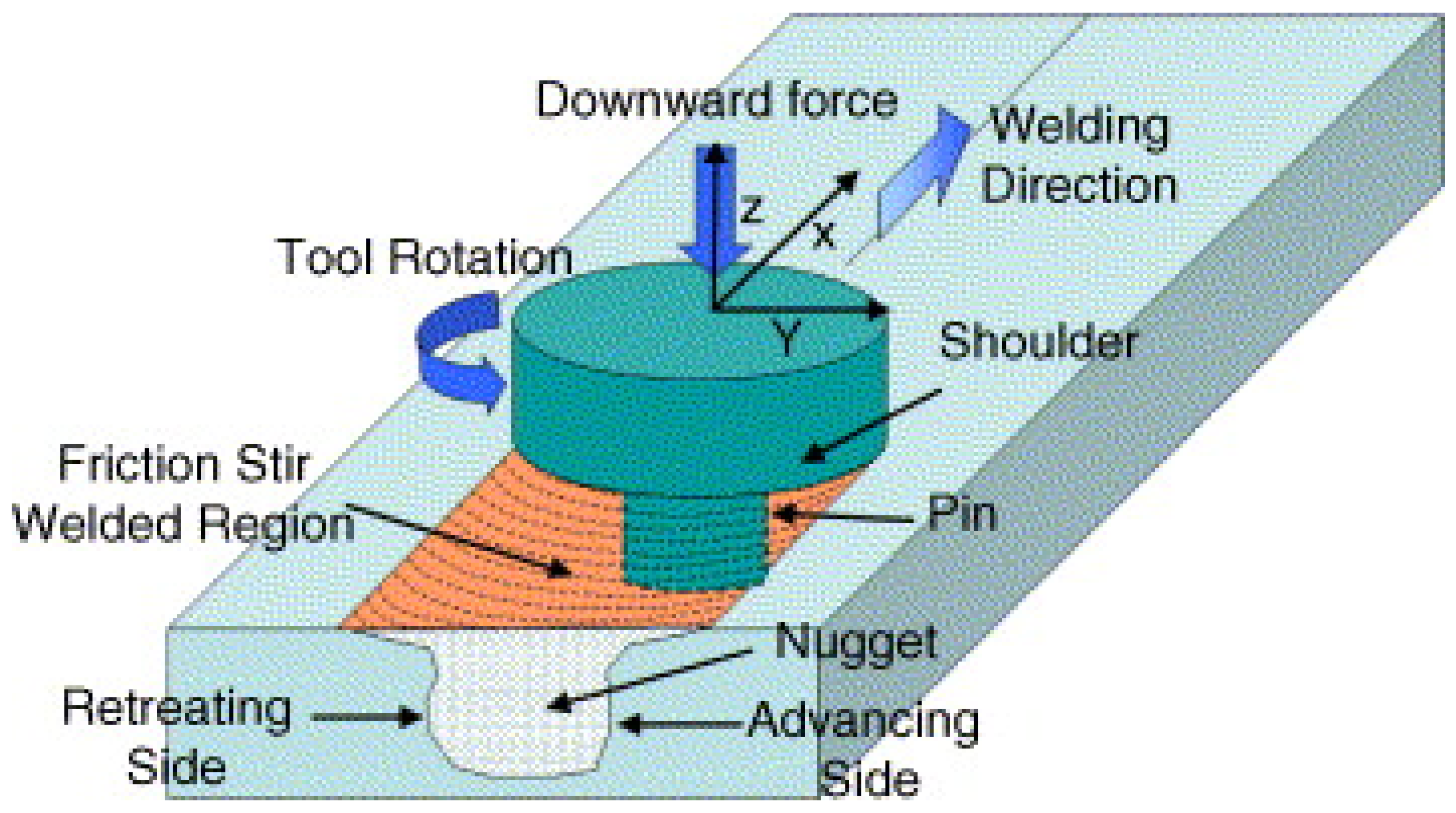
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent Advances in Friction-Stir Welding—Process, Weldment Structure and Properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Met. Mater Trans A 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Sun, Y.F.; Goh, M.H.; Ng, F.L.; Nguyen, Q.B.; Fujii, H.; Nai, S.M.L.; Wei, J.; Shek, C.H. Friction Stir Welding of a CoCrFeNiAl0.3 High Entropy Alloy. Mater. Lett. 2017, 205, 142–144. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Na, Y.; Kim, H.; Moon, Y.; Kang, N. Effect of Initial Grain Size on Friction Stir Weldability for Rolled and Cast CoCrFeMnNi High-Entropy Alloys. Met. Mater. Int. 2020, 26, 641–649. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Sun, Y.F.; Ng, F.L.; Goh, M.H.; Liaw, P.K.; Fujii, H.; Nguyen, Q.B.; Xu, Y.; Shek, C.H.; Nai, S.M.L.; et al. Friction-Stir Welding of a Ductile High Entropy Alloy: Microstructural Evolution and Weld Strength. Mater. Sci. Eng. A 2018, 711, 524–532. [Google Scholar] [CrossRef]
- Park, S.; Park, C.; Na, Y.; Kim, H.-S.; Kang, N. Effects of (W, Cr) Carbide on Grain Refinement and Mechanical Properties for CoCrFeMnNi High Entropy Alloys. J. Alloy. Compd. 2019, 770, 222–228. [Google Scholar] [CrossRef]
- Gupta, S.; Agrawal, P.; Nene, S.S.; Mishra, R.S. Friction Stir Welding of γ-Fcc Dominated Metastable High Entropy Alloy: Microstructural Evolution and Strength. Scr. Mater. 2021, 204, 114161. [Google Scholar] [CrossRef]
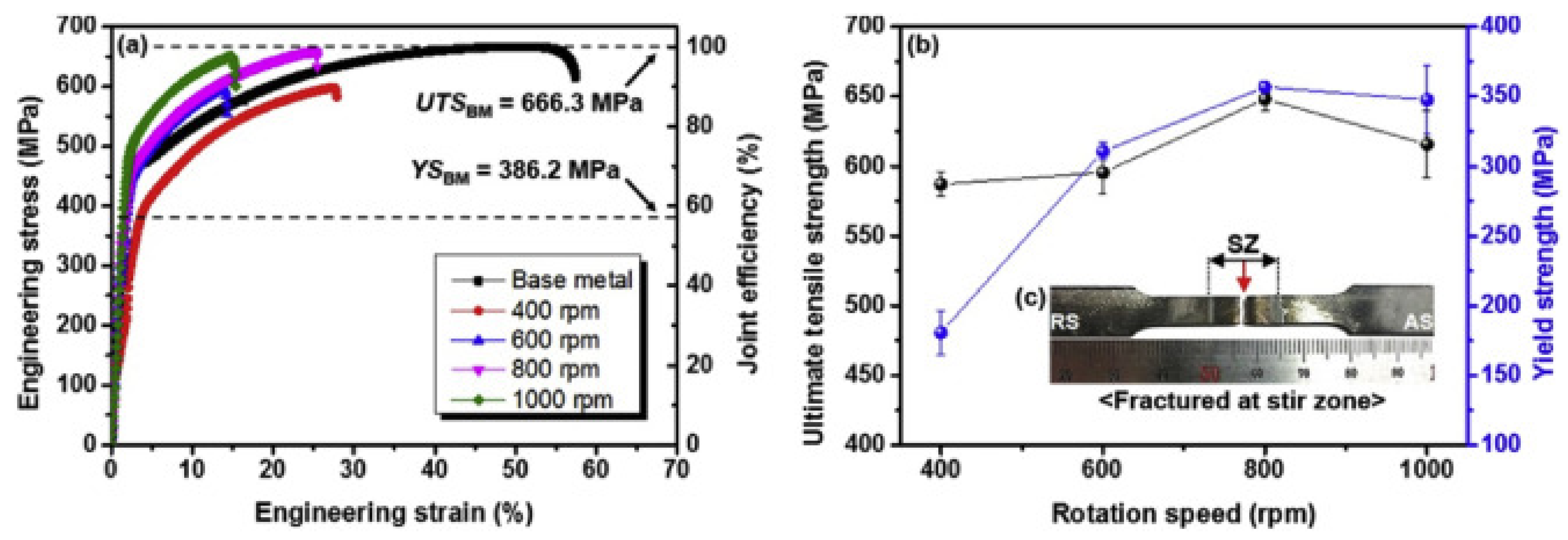
- Qin, X.; Xu, Y.; Sun, Y.; Fujii, H.; Zhu, Z.; Shek, C.H. Effect of Process Parameters on Microstructure and Mechanical Properties of Friction Stir Welded CoCrFeNi High Entropy Alloy. Mater. Sci. Eng. A 2020, 782, 139277. [Google Scholar] [CrossRef]
- Lin, P.-T.; Liu, H.-C.; Hsieh, P.-Y.; Wei, C.-Y.; Tsai, C.-W.; Sato, Y.S.; Chen, S.-C.; Yen, H.-W.; Lu, N.-H.; Chen, C.-H. Heterogeneous Structure-Induced Strength-Ductility Synergy by Partial Recrystallization during Friction Stir Welding of a High-Entropy Alloy. Mater. Des. 2021, 197, 109238. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, W.; Zhang, W.; Wei, Y.; Cao, X.; Yan, Z.; Zhou, J. Microstructure Evolution and Mechanical Properties of an AA6061/AZ31B Alloy Plate Fabricated by Explosive Welding. J. Alloy. Compd. 2018, 735, 1759–1768. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Explosive Welding of Aluminium to Stainless Steel Using Carbon Steel and Niobium Interlayers. J. Mater. Process. Technol. 2020, 283, 116707. [Google Scholar] [CrossRef]
- Baoxiang, R.; Gang, T.; Peng, W.; Changxing, D. Study on Weldability Window and Interface Morphology of Steel Tube and Tungsten Alloy Rod Welded by Explosive Welding. Int. J. Refract. Met. Hard Mater. 2019, 84, 105005. [Google Scholar] [CrossRef]
- Yang, M.; Ma, H.; Shen, Z.; Huang, Z.; Tian, Q.; Tian, J. Dissimilar Material Welding of Tantalum Foil and Q235 Steel Plate Using Improved Explosive Welding Technique. Mater. Des. 2020, 186, 108348. [Google Scholar] [CrossRef]
- Pei, Y.; Huang, T.; Chen, F.; Pang, B.; Guo, J.; Xiang, N.; Song, Z.; Zhang, Y. Microstructure and Fracture Mechanism of Ti/Al Layered Composite Fabricated by Explosive Welding. Vacuum 2020, 181, 109596. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, R.; Zhou, Q.; Ran, C.; Fan, K.; Xie, J.; Chen, P. Effect of Microstructure on Mechanical Properties of Titanium-Steel Explosive Welding Interface. Mater. Sci. Eng. A 2022, 830, 142260. [Google Scholar] [CrossRef]
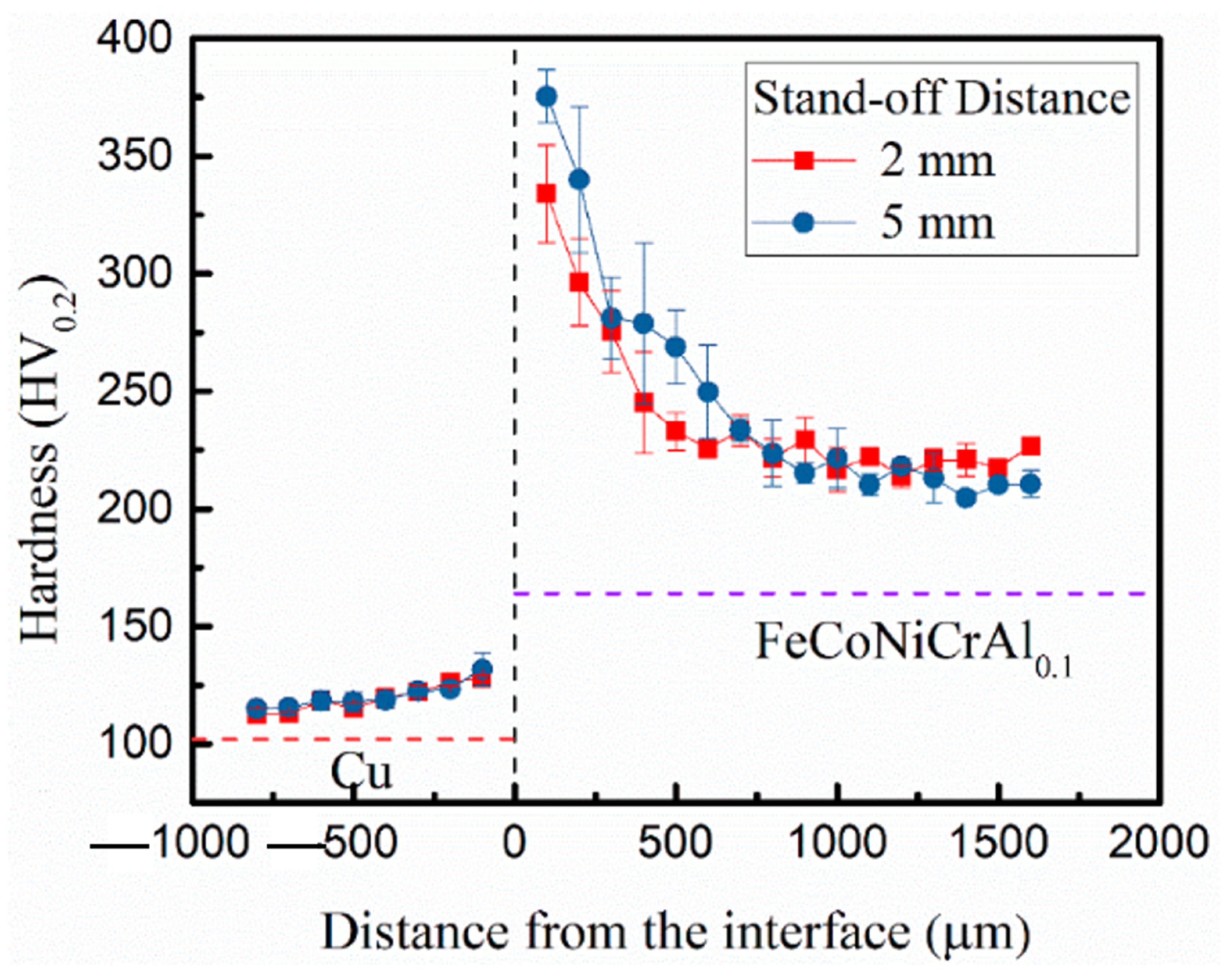
- Tian, Q.; Liang, H.; Zhao, Y.; Ma, H.; Shen, Z.; Sun, Y.; Yang, M. Interfacial Microstructure of FeCoNiCrAl0.1 High Entropy Alloy and Pure Copper Prepared by Explosive Welding. Coatings 2020, 10, 1197. [Google Scholar] [CrossRef]
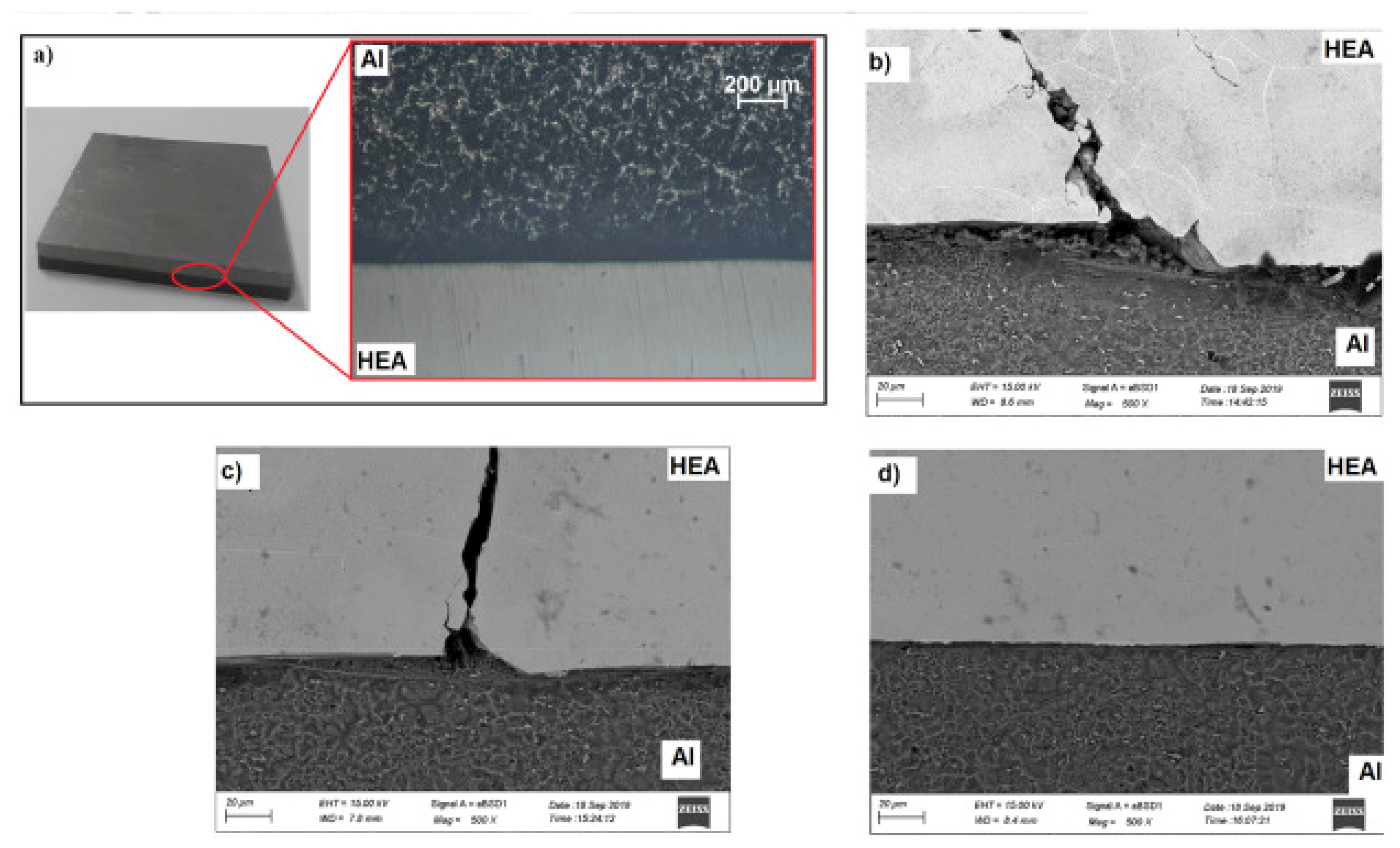
- Arab, A.; Guo, Y.; Zhou, Q.; Chen, P. Joining AlCoCrFeNi High Entropy Alloys and Al-6061 by Explosive Welding Method. Vacuum 2020, 174, 109221. [Google Scholar] [CrossRef]
- Nam, H.; Park, S.; Chun, E.-J.; Kim, H.; Na, Y.; Kang, N. Laser Dissimilar Weldability of Cast and Rolled CoCrFeMnNi High-Entropy Alloys for Cryogenic Applications. Sci. Technol. Weld. Join. 2020, 25, 127–134. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Welding Technique | Welding Parameter | Observation |
|---|---|---|---|
| CoCrFeMnNi (0.2) [71] | LBW | Nd:YAG laser; Laser power—3.5 kW; Welding velocity—6–10 m/min No shielding gas |
|
| CoCrFeNiMn [72] | LBW | Ytterbium fiber continuous laser; Butt joint configuration; Laser power—2.5 kW; Welding velocity—5 m/min |
|
| CrMnFeCoNi [78] | GTAW | Current—60 A; Voltage—9.2 V; Welding velocity—4.2 mm/s; Heat input—131.4 J/mm. Direct current straight polarity |
|
| CrMnFeCoNi [65] | EBW | Current—5 mA; Voltage—125 kV; Welding velocity—9.53 mm/s |
|
| CrMnFeCoNi [83] | LBW | Yb:YAG disk laser, Laser power = 3 kW, 3.5 kW, focal length—450 mm, beam diameter—200 μm, welding velocity—9–10 m/min |
|
| Co0.2Cr0.2Fe0.2Mn0.2Ni0.2 [84] | LBW | Nd:YAG laser, Laser power = 3.5 kW, beam diameter—300 μm, focal length—304 mm, welding velocity—5–10 m/min |
|
| Material | Welding Technique | Welding Parameter | Observation |
|---|---|---|---|
| CoCrFeNiMn [91] | FSW |
Shoulder diameter—12.5 mm; Pin length—1.5 m; Tool rotation speed 1000 rpm; Tool travel speed 30 mm/min; Force—11.1 kN |
|
| CoCrFeNiAl0.3 [98] | FSW |
Shoulder diameter—12 mm; Pin length—1.8 mm; Probe diameter—4 mm; Tool rotation speed 400 rpm; Tool travel speed 30 mm/min and 50 mm/min; Load—1500 kg |
|
| CrMnFeCoAl [83] | FSW |
Shoulder diameter—12 mm; Pin length—1.85 mm; Probe diameter—4–5.76 mm; Tool rotation speed 600 rpm and 700 rpm; Tool travel speed 150 mm/min |
|
| Co16Fe28Ni28Cr28 [100] | FSW |
Shoulder diameter—12 mm; Pin length—1.8 mm; Probe diameter—4 mm; Tool rotation speed 400 rpm; Tool travel speed 30 mm/min and 50 mm/min; Load—1500 kg |
|
| Al0.3CoCrCu0.3FeNi [104] | FSW | Tool rotation speed 150 rpm; Tool travel speed 60 mm/min |
|
| CoCrFeMnNi [99] | FSW |
Shoulder diameter—4.5 mm; Pin length—1.3 mm; Probe diameter—2.5 mm; Tool rotation speed 80 rpm; Tool travel speed 100 mm/min |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
John, M.; Diaz, O.; Esparza, A.; Fliegler, A.; Ocenosak, D.; Van Dorn, C.; Bhat K., U.; Menezes, P.L. Welding Techniques for High Entropy Alloys: Processes, Properties, Characterization, and Challenges. Materials 2022, 15, 2273. https://doi.org/10.3390/ma15062273
John M, Diaz O, Esparza A, Fliegler A, Ocenosak D, Van Dorn C, Bhat K. U, Menezes PL. Welding Techniques for High Entropy Alloys: Processes, Properties, Characterization, and Challenges. Materials. 2022; 15(6):2273. https://doi.org/10.3390/ma15062273
Chicago/Turabian StyleJohn, Merbin, Orlando Diaz, Andres Esparza, Aaron Fliegler, Derek Ocenosak, Carson Van Dorn, Udaya Bhat K., and Pradeep L. Menezes. 2022. "Welding Techniques for High Entropy Alloys: Processes, Properties, Characterization, and Challenges" Materials 15, no. 6: 2273. https://doi.org/10.3390/ma15062273
APA StyleJohn, M., Diaz, O., Esparza, A., Fliegler, A., Ocenosak, D., Van Dorn, C., Bhat K., U., & Menezes, P. L. (2022). Welding Techniques for High Entropy Alloys: Processes, Properties, Characterization, and Challenges. Materials, 15(6), 2273. https://doi.org/10.3390/ma15062273