
Additive Manufacturing of Honeycomb Lattice Structure—From Theoretical Models to Polymer and Metal Products

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
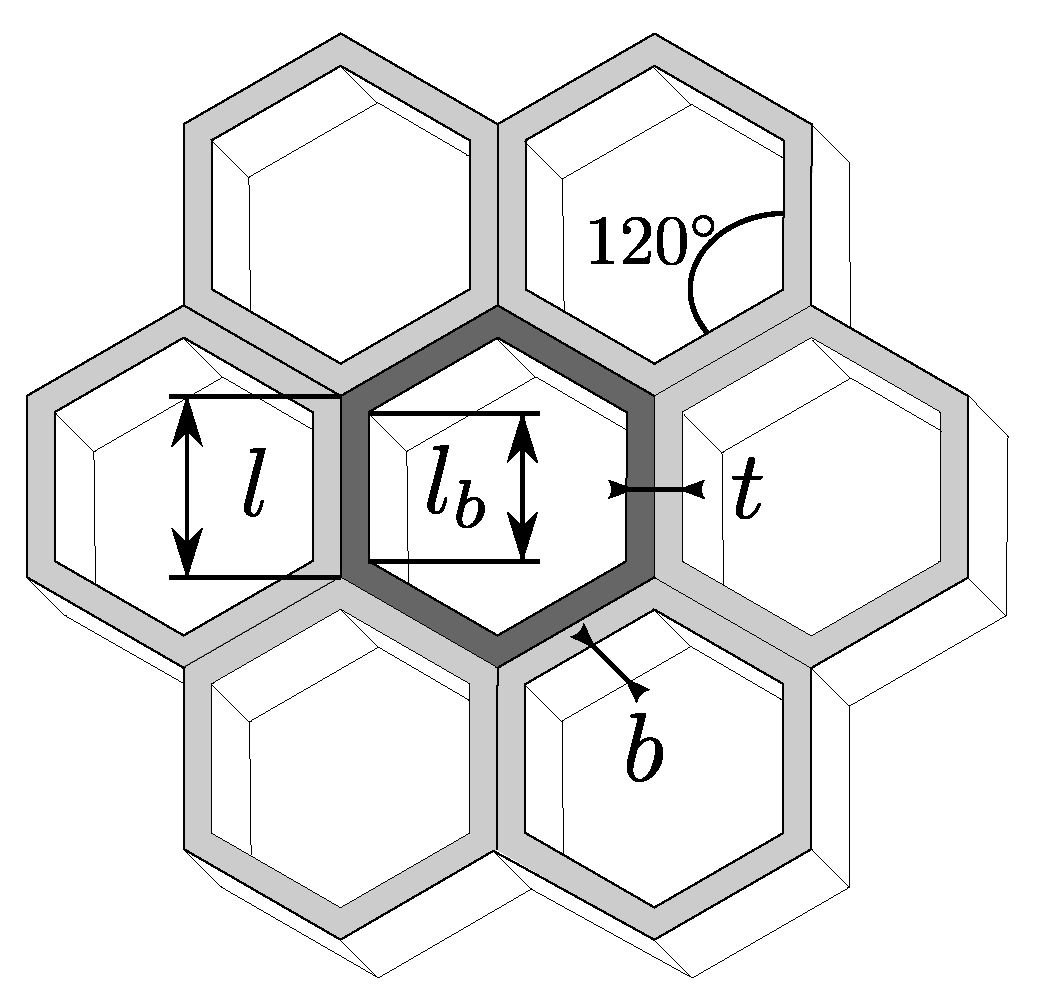
2.1. Honeycomb Lattice Specimen
2.2. Analytical Model
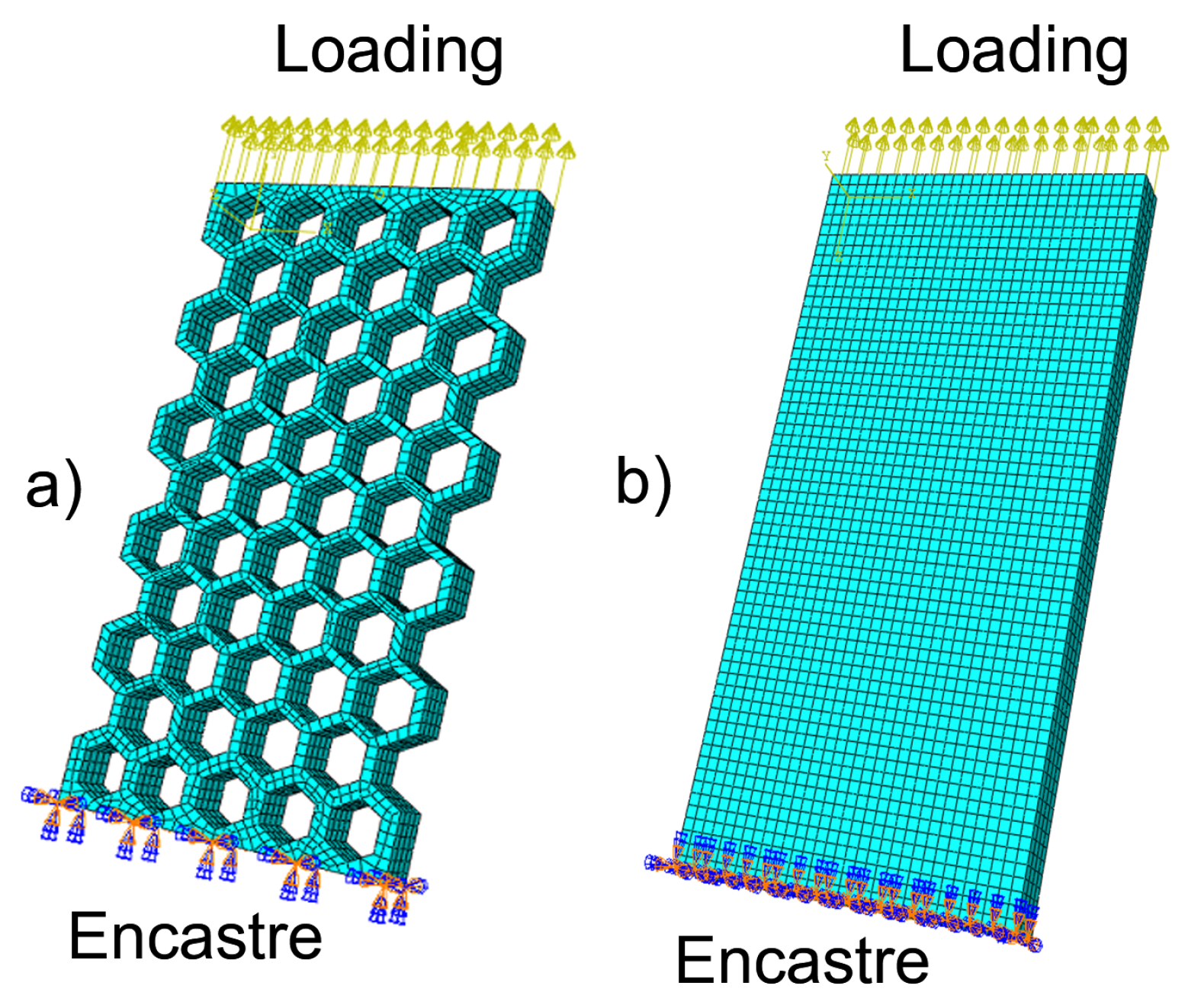
2.3. Numerical Model
2.4. Additive Manufacturing of Specimens
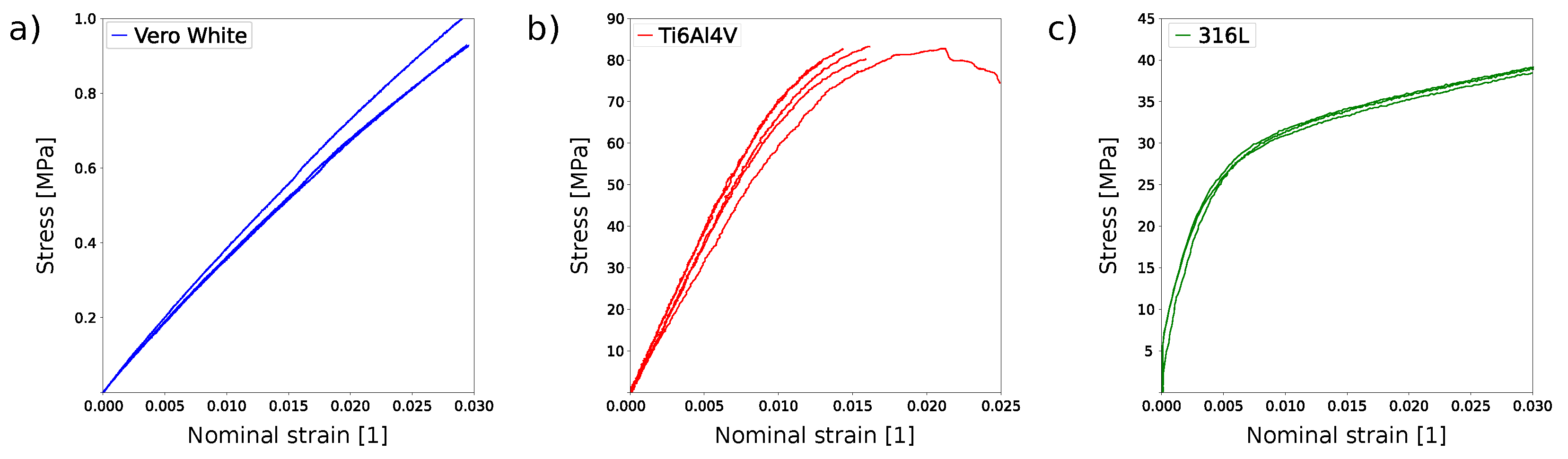
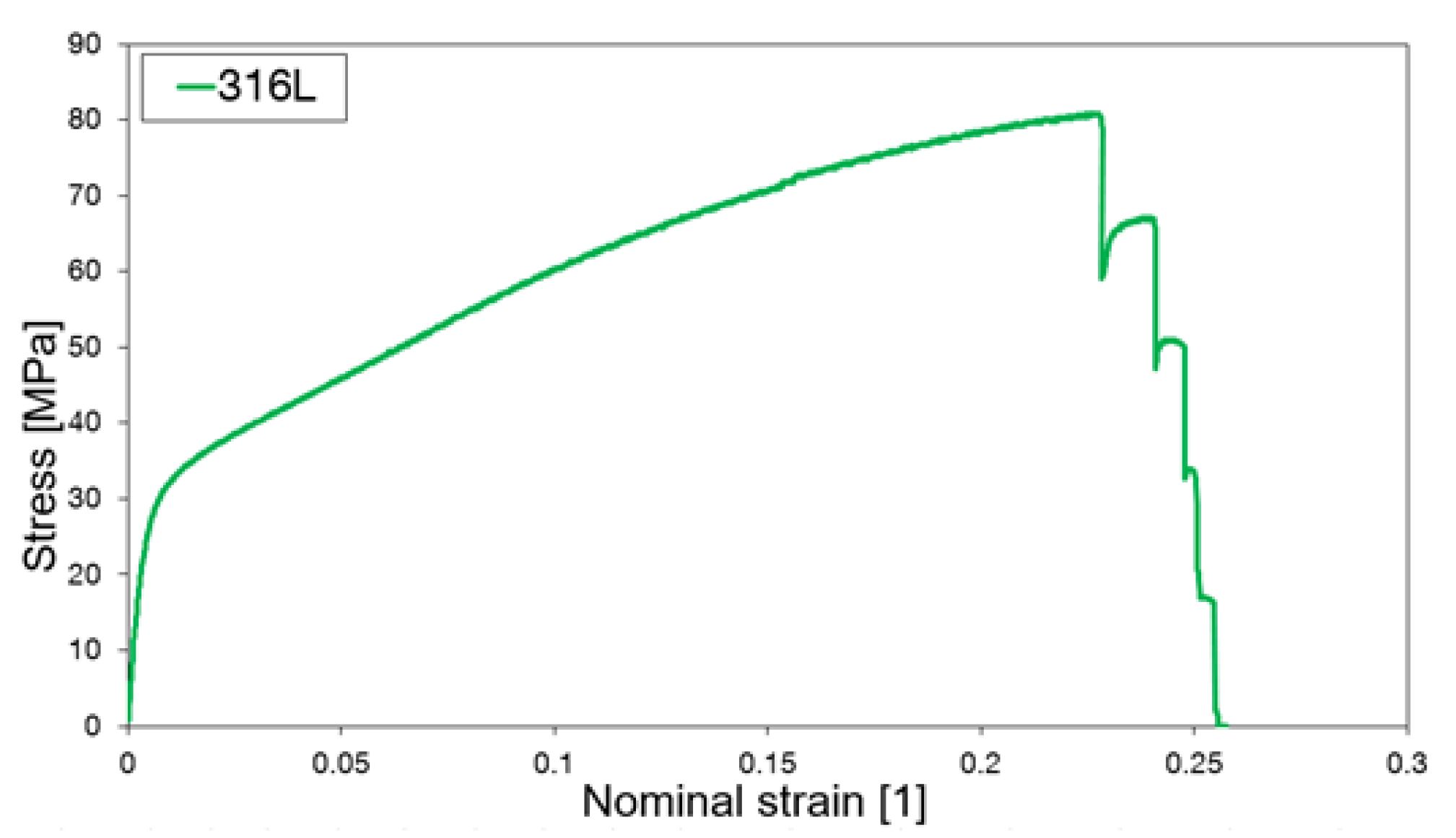
2.5. Experimental Testing
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhuvanesh Kumar, M.; Sathiya, P. Methods and Materials for Additive Manufacturing: A Critical Review on Advancements and Challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Lei, H.; Li, C.; Meng, J.; Zhou, H.; Liu, Y.; Zhang, X.; Wang, P.; Fang, D. Evaluation of Compressive Properties of SLM-fabricated Multi-Layer Lattice Structures by Experimental Test and μ-CT-based Finite Element Analysis. Mater. Des. 2019, 169, 107685. [Google Scholar] [CrossRef]
- Mertova, K.; Džugan, J.; Roudnická, M.; Daniel, M.; Vojtěch, D.; Seifi, M.; Lewandowski, J. Build Size and Orientation Influence on Mechanical Properties of Powder Bed Fusion Deposited Titanium Parts. Met.-Open Access Metall. J. 2020, 10, 1340. [Google Scholar] [CrossRef]
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.Y. A State-of-the-Art Review on Types, Design, Optimization, and Additive Manufacturing of Cellular Structures. Int. J. Adv. Manuf. Technol. 2019, 104, 3489–3510. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM Lattice Structures: Properties, Performance, Applications and Challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Brennan, M.; Keist, J.S.; Palmer, T.A. Defects in Metal Additive Manufacturing Processes. In Additive Manufacturing Processes; ASM International: Novelty, OH, USA, 2020; Volume 24. [Google Scholar]
- Zeng, C.; Liu, L.; Bian, W.; Leng, J.; Liu, Y. Compression Behavior and Energy Absorption of 3D Printed Continuous Fiber Reinforced Composite Honeycomb Structures with Shape Memory Effects. Addit. Manuf. 2021, 38, 101842. [Google Scholar] [CrossRef]
- Antolak-Dudka, A.; Płatek, P.; Durejko, T.; Baranowski, P.; Małachowski, J.; Sarzyński, M.; Czujko, T. Static and Dynamic Loading Behavior of Ti6Al4V Honeycomb Structures Manufactured by Laser Engineered Net Shaping (LENSTM) Technology. Materials 2019, 12, 1225. [Google Scholar] [CrossRef] [Green Version]
- Mansour, M.T.; Tsongas, K.; Tzetzis, D. 3D Printed Hierarchical Honeycombs with Carbon Fiber and Carbon Nanotube Reinforced Acrylonitrile Butadiene Styrene. J. Compos. Sci. 2021, 5, 62. [Google Scholar] [CrossRef]
- Lu, C.; Zhao, M.; Jie, L.; Wang, J.; Gao, Y.; Cui, X.; Chen, P. Stress Distribution on Composite Honeycomb Sandwich Structure Suffered from Bending Load. Procedia Eng. 2015, 99, 405–412. [Google Scholar] [CrossRef] [Green Version]
- Jiang, D.; Zhang, D.; Fei, Q.; Wu, S. An Approach on Identification of Equivalent Properties of Honeycomb Core Using Experimental Modal Data. Finite Elem. Anal. Des. 2014, 90, 84–92. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Berto, F.; Ayatollahi, M.R.; Reinicke, T. Fracture Behavior of Additively Manufactured Components: A Review. Theor. Appl. Fract. Mech. 2020, 109, 102763. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar] [CrossRef]
- Malek, S.; Gibson, L. Effective Elastic Properties of Periodic Hexagonal Honeycombs. Mech. Mater. 2015, 91, 226–240. [Google Scholar] [CrossRef]
- Alwattar, T.A.; Mian, A. Development of an Elastic Material Model for BCC Lattice Cell Structures Using Finite Element Analysis and Neural Networks Approaches. J. Compos. Sci. 2019, 3, 33. [Google Scholar] [CrossRef] [Green Version]
- Dzugan, J.; Sibr, M.; Konopík, P.; Procházka, R.; Rund, M. Mechanical Properties Determination of AM Components. IOP Conf. Ser. Mater. Sci. Eng. 2017, 179, 012019. [Google Scholar] [CrossRef]
- Matušú, M.; Blaha, D.; David, P.; Padovec, Z.; Růžička, P.; Řezníček, J.; Růžička, M. The Effects of the Printing Direction and UV Artificial Degradation on the Mechanical Properties Using AM PolyJet Technology. ACM 2021, 15, 31–44. [Google Scholar] [CrossRef]
- Huang, W.C.; Chuang, C.S.; Lin, C.C.; Wu, C.H.; Lin, D.Y.; Liu, S.H.; Tseng, W.P.; Horng, J.B. Microstructure-Controllable Laser Additive Manufacturing Process for Metal Products. Phys. Procedia 2014, 56, 58–63. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Qian, F.; Zuo, L.; Scarpa, F.; Wang, L. Broadband and Multiband Vibration Mitigation in Lattice Metamaterials with Sinusoidally-Shaped Ligaments. Extrem. Mech. Lett. 2017, 17, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Senniangiri, N.; Girimurugan, R.; Vairavel, M.; Boopathiraja, C.; Gnanaprakash, A.; Gokulakannan, S. Exploring the mechanical properties of the polyjet printed verowhite specimens. J. Crit. Rev. 2020, 7, 10. [Google Scholar]
- Bartsch, K.; Herzog, D.; Bossen, B.; Emmelmann, C. Material Modeling of Ti–6Al–4V Alloy Processed by Laser Powder Bed Fusion for Application in Macro-Scale Process Simulation. Mater. Sci. Eng. A 2021, 814, 141237. [Google Scholar] [CrossRef]
- Kořínek, M.; Halama, R.; Fojtík, F.; Pagáč, M.; Krček, J.; Krzikalla, D.; Kocich, R.; Kunčická, L. Monotonic Tension-Torsion Experiments and FE Modeling on Notched Specimens Produced by SLM Technology from SS316L. Materials 2020, 14, 33. [Google Scholar] [CrossRef]
- Seabold, S.; Perktold, J. Statsmodels: Econometric and Statistical Modeling with Python. In Proceedings of the Python in Science Conference, Austin, TX, USA, 28 June–3 July 2010; pp. 92–96. [Google Scholar] [CrossRef] [Green Version]
- Gibson, L.J. The Elastic and Plastic Behaviour of Cellular Materials. Ph.D. Thesis, University of Cambridge, Cambridge, UK, 1981. [Google Scholar] [CrossRef]
- Tee, Y.L.; Peng, C.; Pille, P.; Leary, M.; Tran, P. PolyJet 3D Printing of Composite Materials: Experimental and Modelling Approach. JOM 2020, 72, 1105–1117. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the Mechanical Properties of FFF Structures and Materials: A Review on the Experimental, Computational and Theoretical Approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Palanisamy, C.; Raman, R.; kumar Dhanraj, P. Additive Manufacturing: A Review on Mechanical Properties of Polyjet and FDM Printed Parts. Polym. Bull. 2021, 1–52. [Google Scholar] [CrossRef]
- Birosz, M.T.; Andó, M.; Jeganmohan, S. Finite Element Method Modeling of Additive Manufactured Compressor Wheel. J. Inst. Eng. India Ser. D 2021, 102, 79–85. [Google Scholar] [CrossRef]
- Choren, J.A.; Heinrich, S.M.; Silver-Thorn, M.B. Young’s Modulus and Volume Porosity Relationships for Additive Manufacturing Applications. J. Mater. Sci. 2013, 48, 5103–5112. [Google Scholar] [CrossRef]
- Abusabir, A.; Khan, M.A.; Asif, M.; Khan, K.A. Effect of Architected Structural Members on the Viscoelastic Response of 3D Printed Simple Cubic Lattice Structures. Polymers 2022, 14, 618. [Google Scholar] [CrossRef]
- Pehlivan, E.; Roudnicka, M.; Dzugan, J.; Koukolikova, M.; Králík, V.; Seifi, M.; Lewandowski, J.J.; Dalibor, D.; Daniel, M. Effects of Build Orientation and Sample Geometry on the Mechanical Response of Miniature CP-Ti Grade 2 Strut Samples Manufactured by Laser Powder Bed Fusion. Addit. Manuf. 2020, 35, 101403. [Google Scholar] [CrossRef]
- Nafis, B.M.; Whitt, R.; Iradukunda, A.C.; Huitink, D. Additive Manufacturing for Enhancing Thermal Dissipation in Heat Sink Implementation: A Review. Heat Transf. Eng. 2021, 42, 967–984. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | E (GPa) | (1) | Yield Stress (MPa) | Source |
|---|---|---|---|---|
| Stratasys Vero PureWhite | 1.9 | 0.33 | 50 | [19,20] |
| Ti6Al4V | 119 | 0.35 | 1100 | [21] |
| 316L | 183 | 0.30 | 600 | [22] |
| Material | AM Machine | Technology | (mm) | t (mm) | b (mm) |
|---|---|---|---|---|---|
| Vero PureWhite | Stratasys J750 | polyjet | 3.02 ± 0.18 | 1.01 ± 0.05 | 4.02 ± 0.05 |
| Ti6Al4V | Concept Laser | DLMS | 3.06 ± 0.15 | 1.03 ± 0.02 | 3.99 ± 0.01 |
| 316L | ITRI | DLMS | 3.07 ± 0.16 | 0.98 ± 0.01 | 3.97 ± 0.01 |
| Material | |||
|---|---|---|---|
| Analytical model | Vero PureWhite | 139.87 MPa | 7.36% |
| Ti6Al4V | 8.73 GPa | 7.34% | |
| 316L | 13.53 GPa | 7.39% | |
| FEA | Vero PureWhite | 124.93 MPa | 6.57% |
| Ti6AL4V | 7.28 GPa | 6.12% | |
| 316L | 11.59 GPa | 6.33% | |
| Experiment | Vero PureWhite | 33.16 MPa ± 2.57 MPa | 1.75 ± 0.06% |
| Ti6Al4V | 7.26 GPa ± 0.64 GPa | 6.11 ± 0.54% | |
| 316L | 11.54 GPa ± 1.18 GPa | 6.31 ± 0.64% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goldmann, T.; Huang, W.-C.; Rzepa, S.; Džugan, J.; Sedláček, R.; Daniel, M. Additive Manufacturing of Honeycomb Lattice Structure—From Theoretical Models to Polymer and Metal Products. Materials 2022, 15, 1838. https://doi.org/10.3390/ma15051838
Goldmann T, Huang W-C, Rzepa S, Džugan J, Sedláček R, Daniel M. Additive Manufacturing of Honeycomb Lattice Structure—From Theoretical Models to Polymer and Metal Products. Materials. 2022; 15(5):1838. https://doi.org/10.3390/ma15051838
Chicago/Turabian StyleGoldmann, Tomáš, Wei-Chin Huang, Sylwia Rzepa, Jan Džugan, Radek Sedláček, and Matej Daniel. 2022. "Additive Manufacturing of Honeycomb Lattice Structure—From Theoretical Models to Polymer and Metal Products" Materials 15, no. 5: 1838. https://doi.org/10.3390/ma15051838
APA StyleGoldmann, T., Huang, W.-C., Rzepa, S., Džugan, J., Sedláček, R., & Daniel, M. (2022). Additive Manufacturing of Honeycomb Lattice Structure—From Theoretical Models to Polymer and Metal Products. Materials, 15(5), 1838. https://doi.org/10.3390/ma15051838