
Additively Manufactured Composite Lug with Continuous Carbon Fibre Steering Based on Finite Element Analysis



Abstract
:1. Introduction
2. Materials and Methodology
3. Result and Discussion
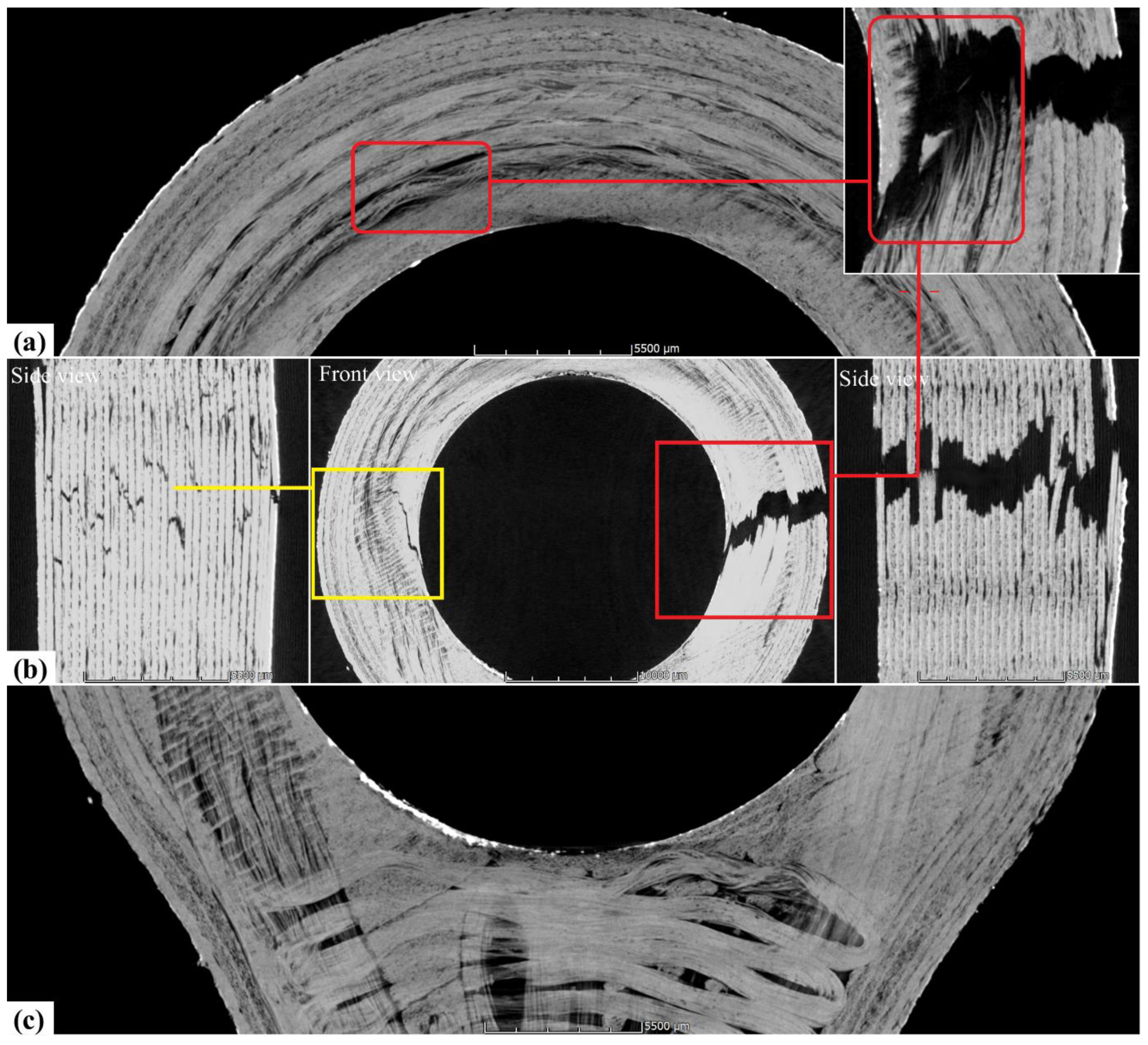
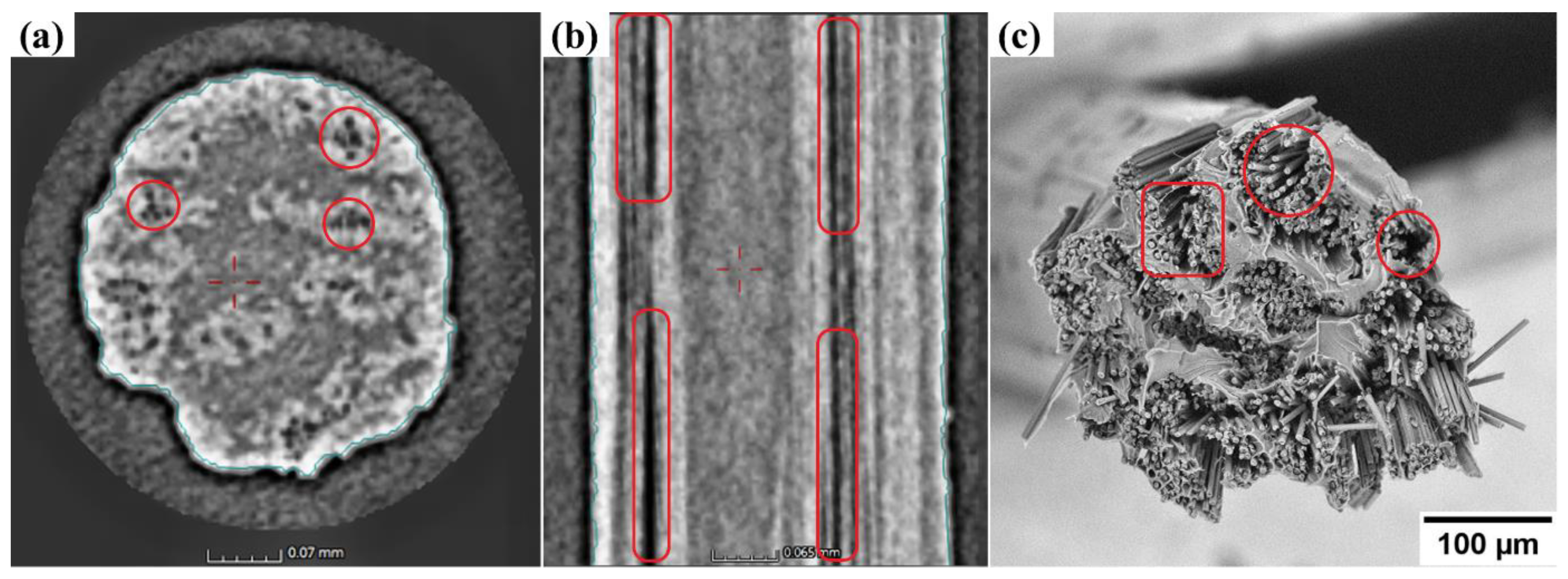
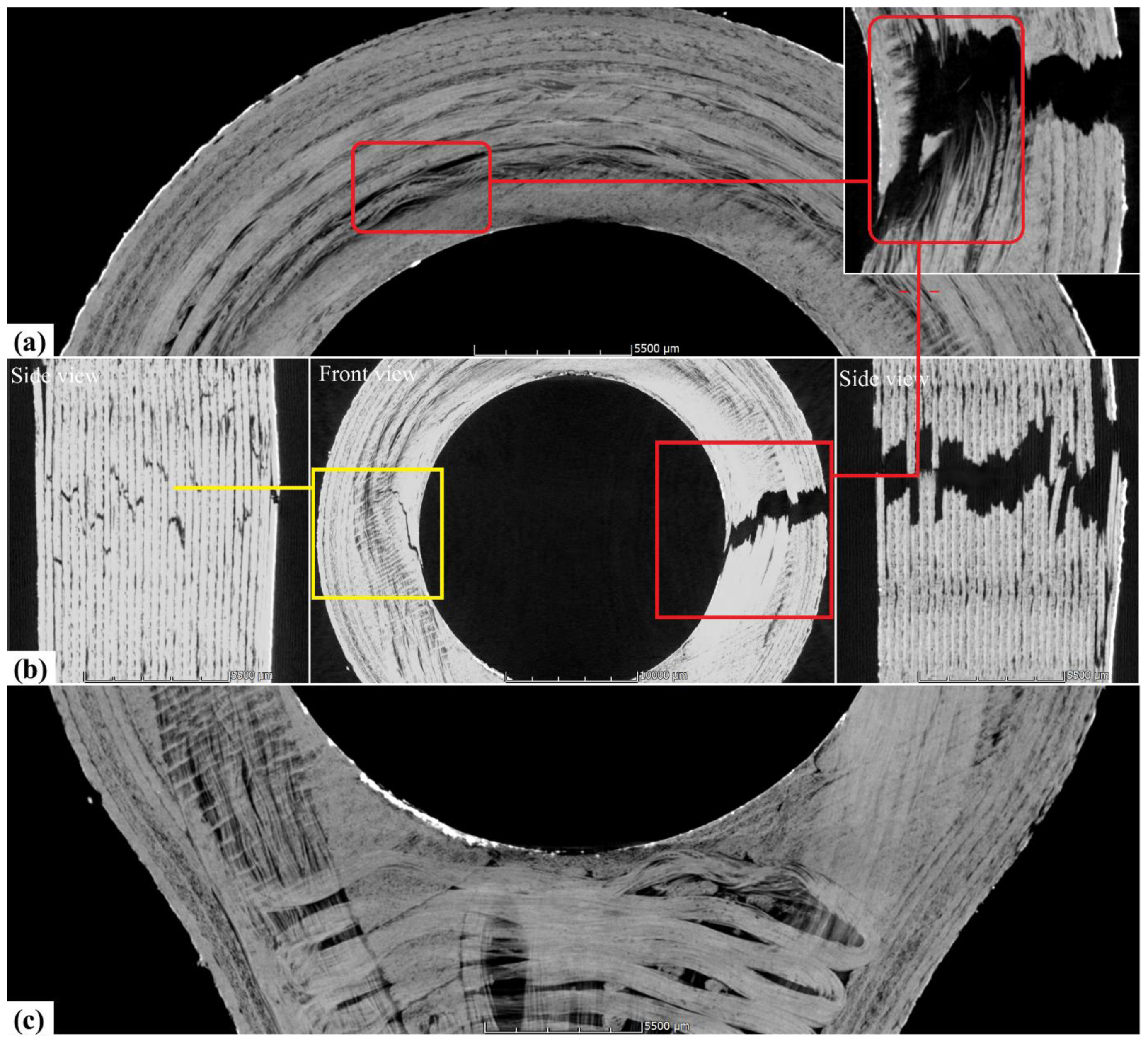
3.1. Fractography
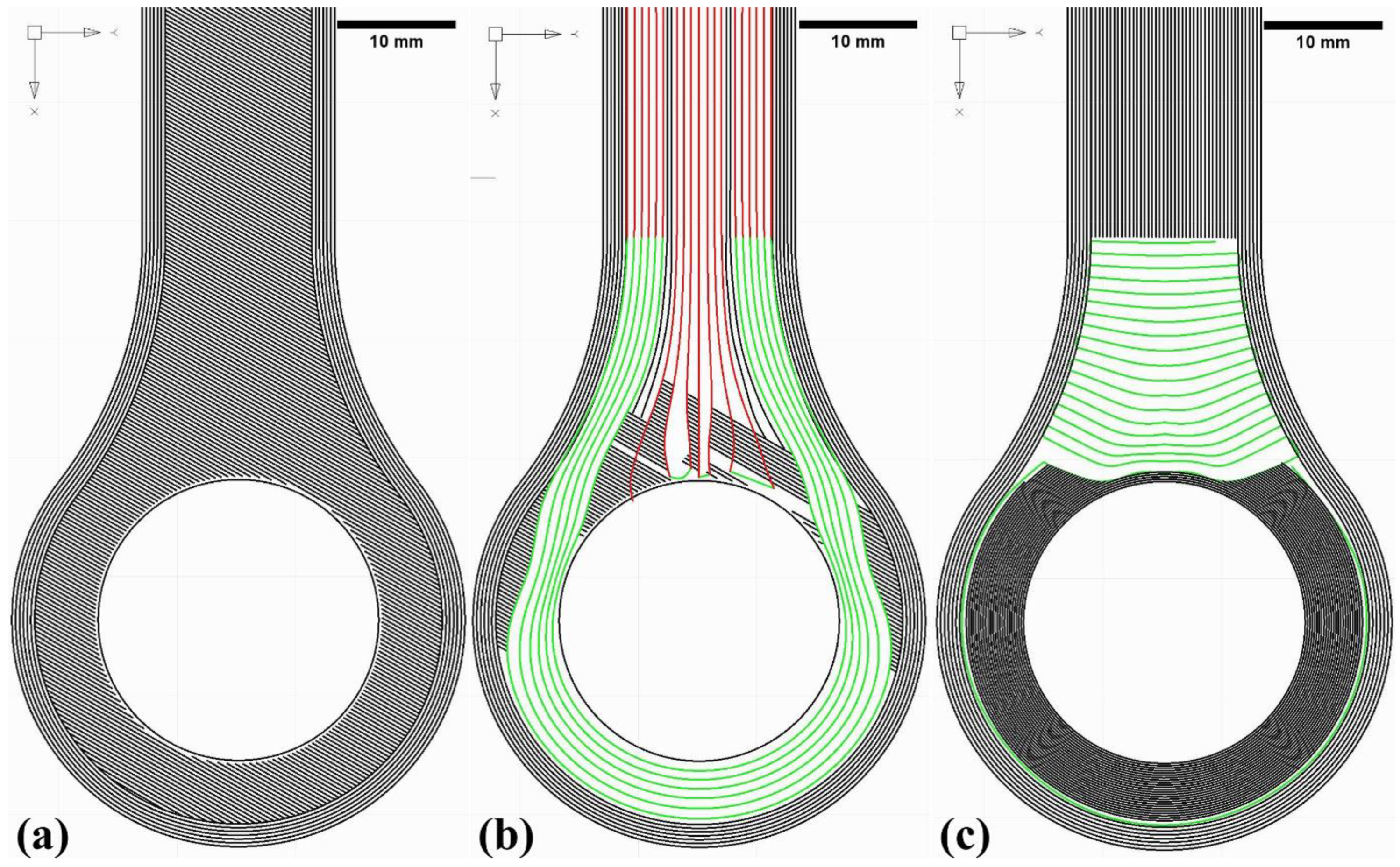
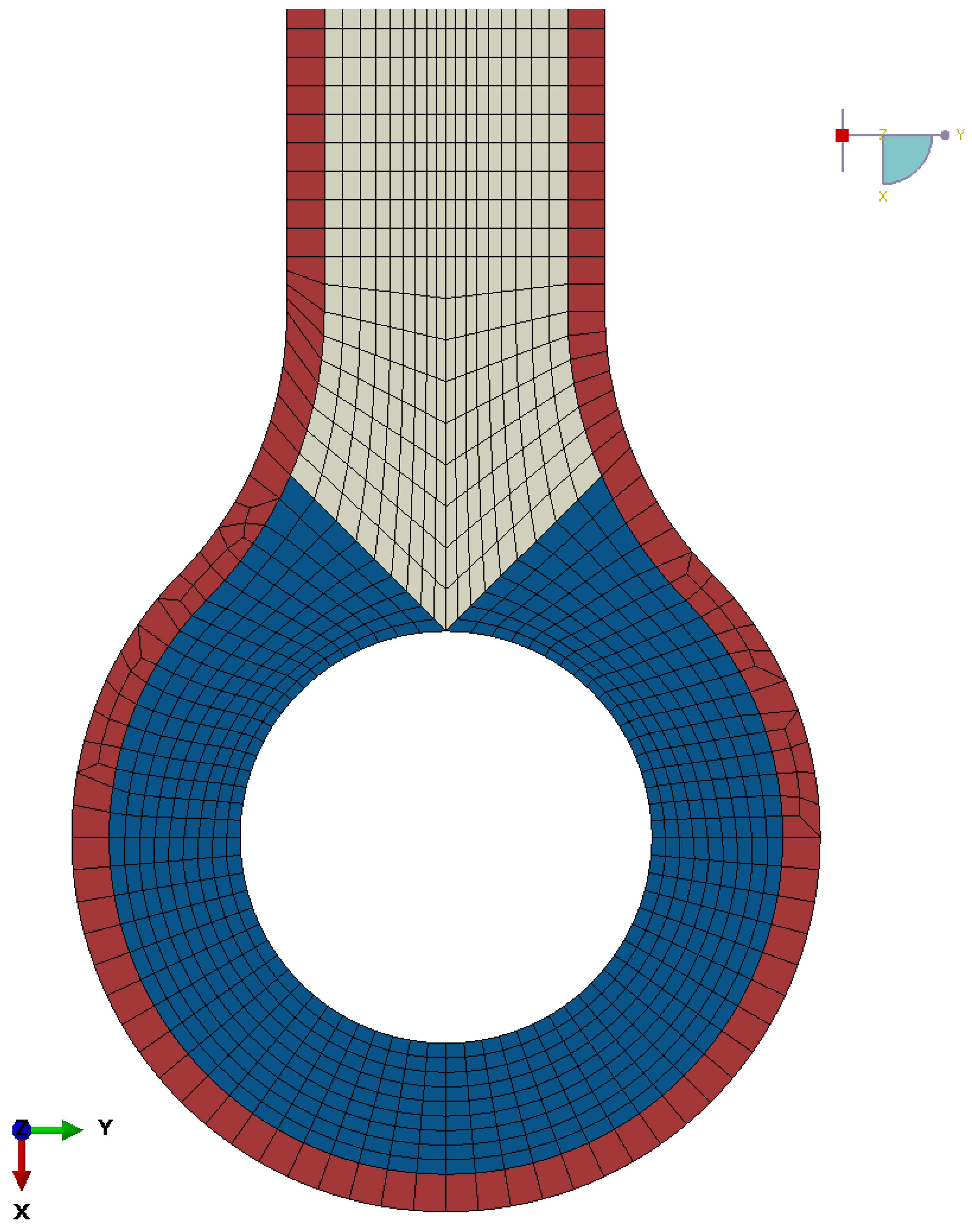
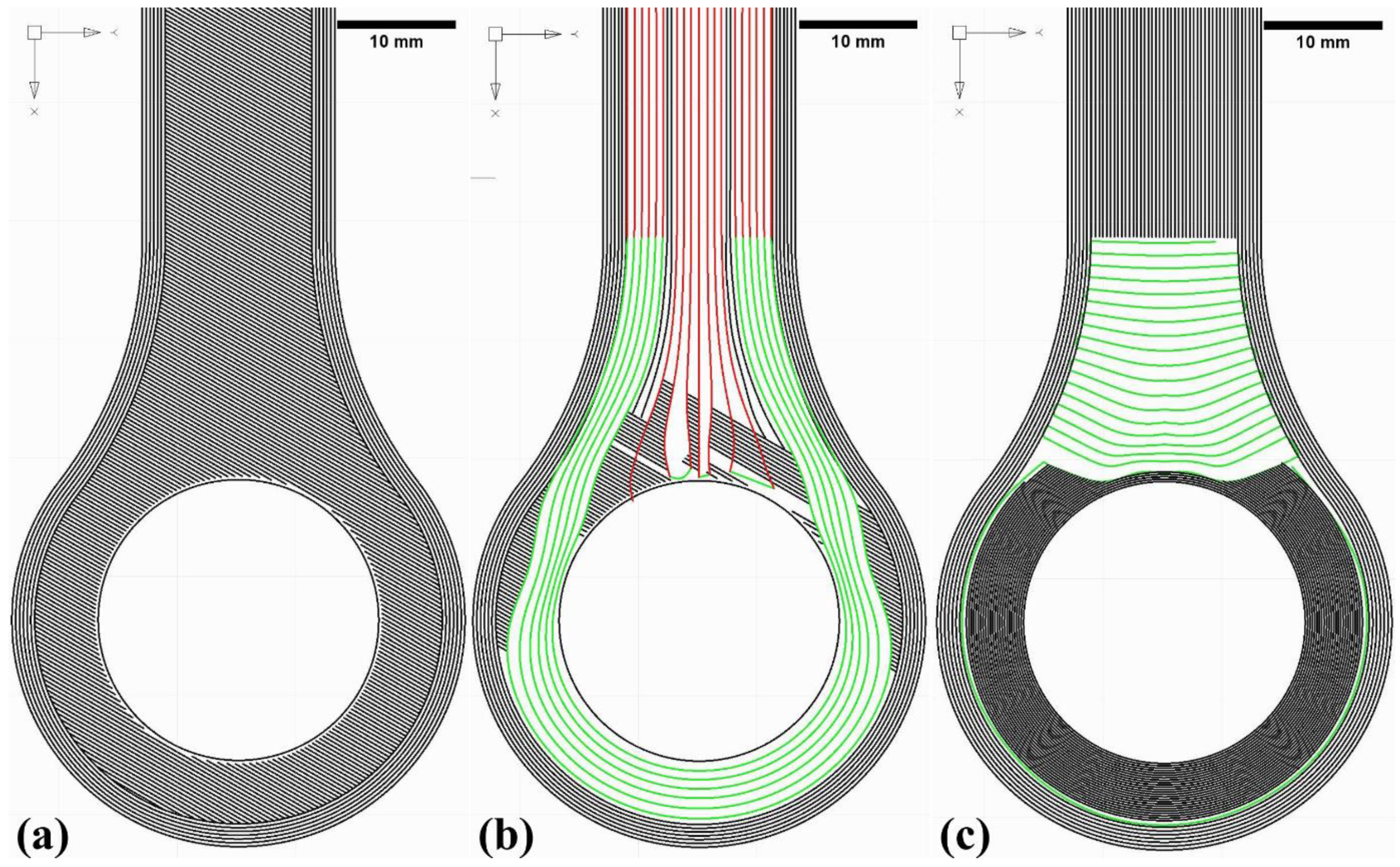
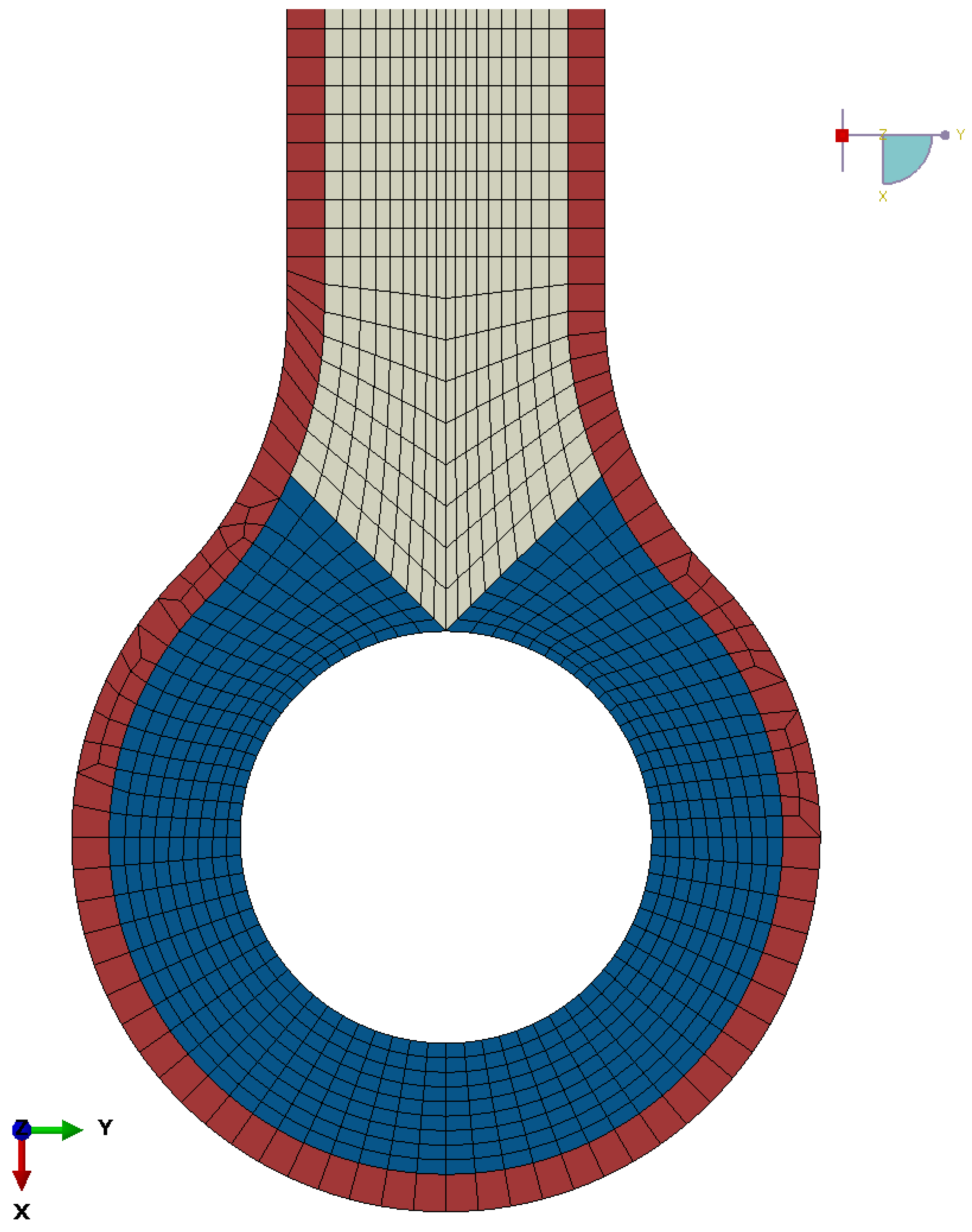
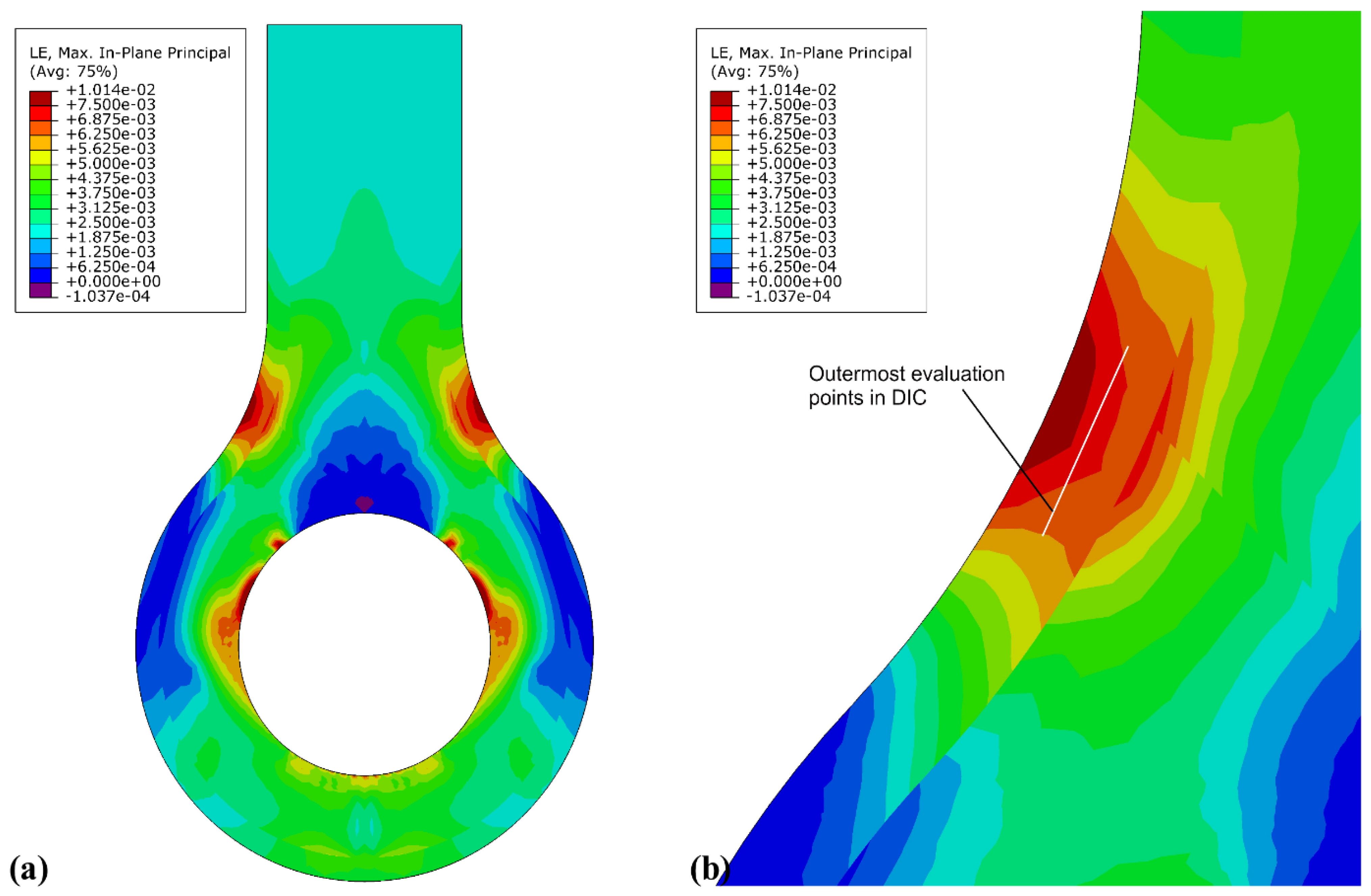
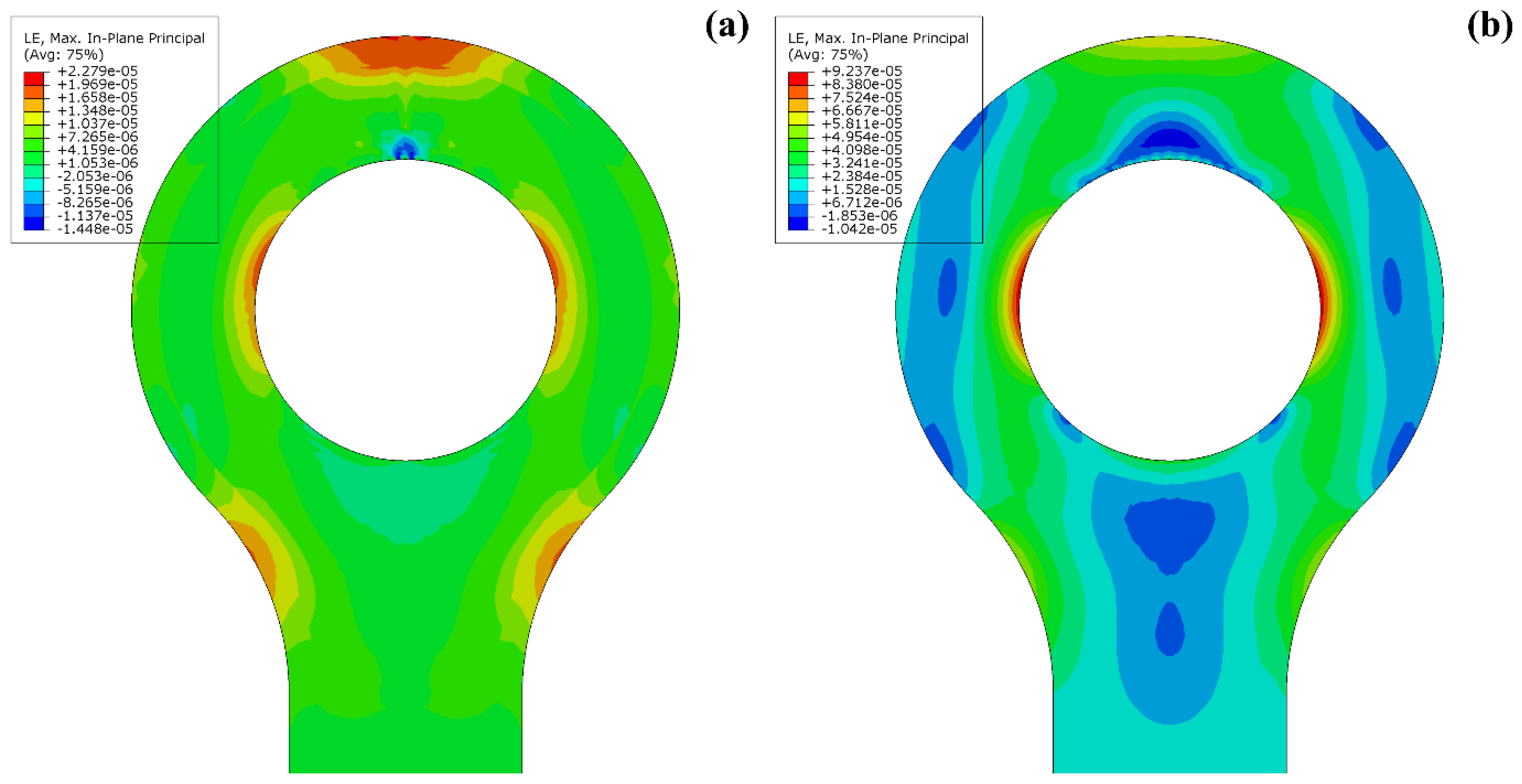
3.2. FEA and Strain Trajectory Analysis
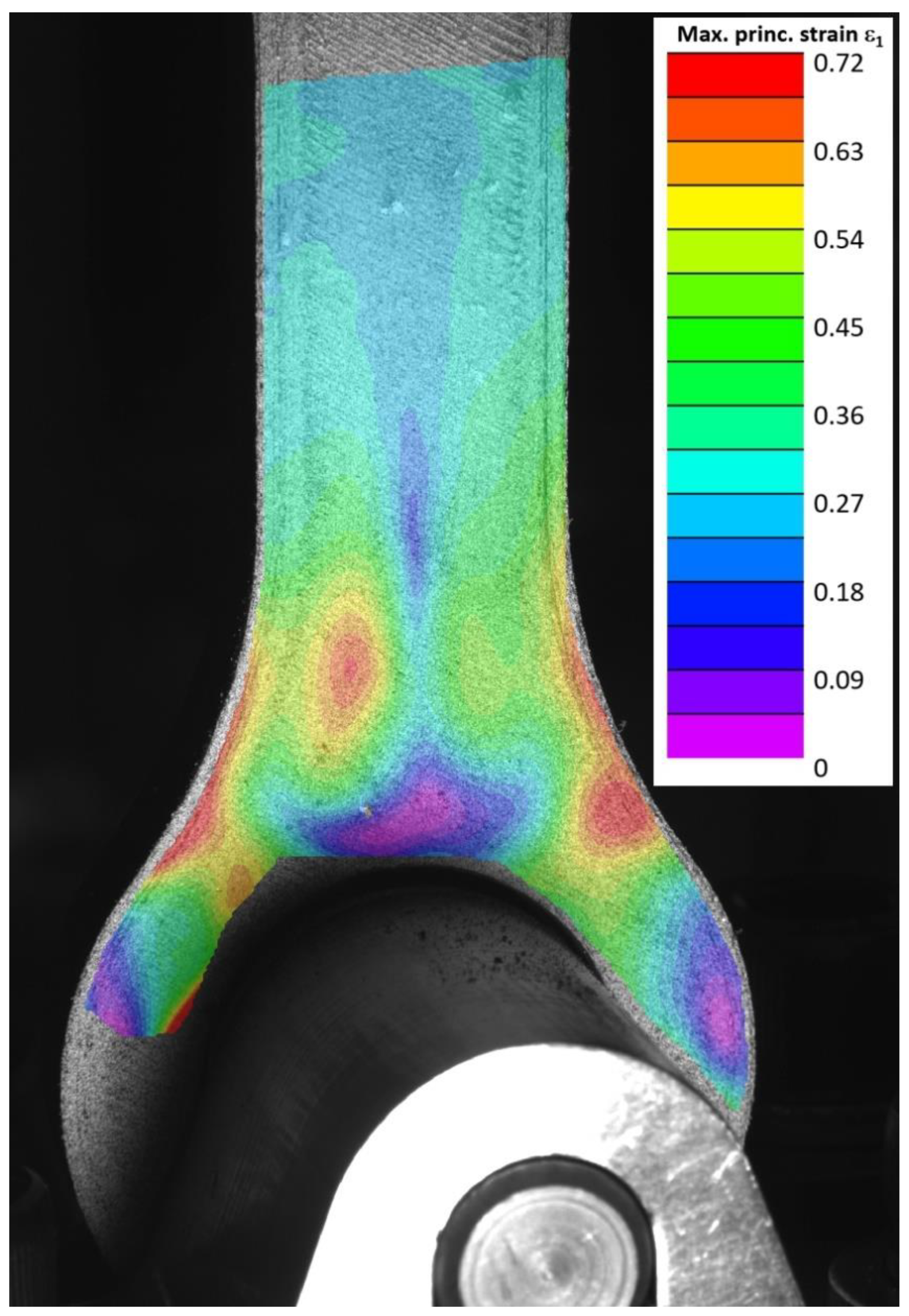
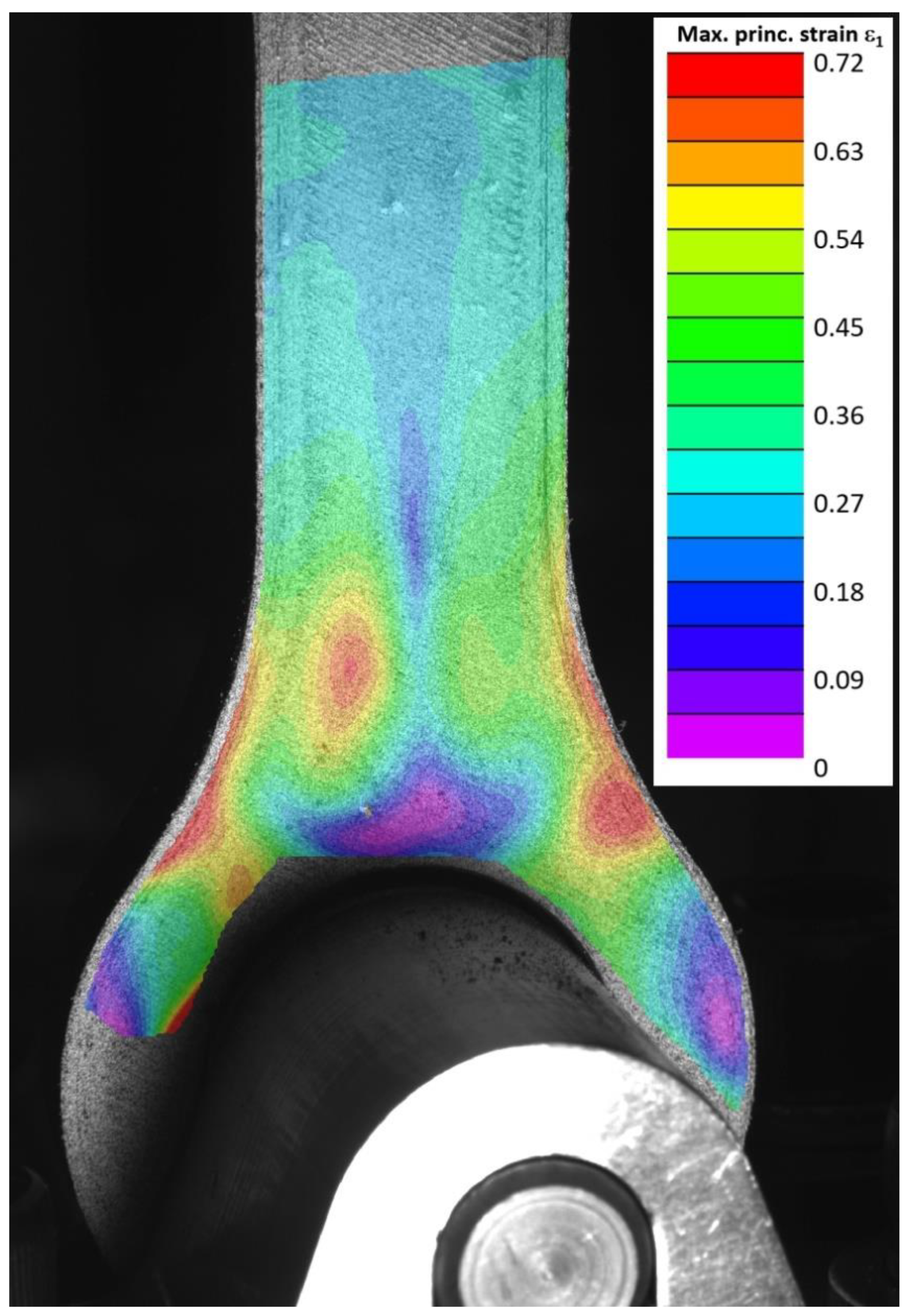
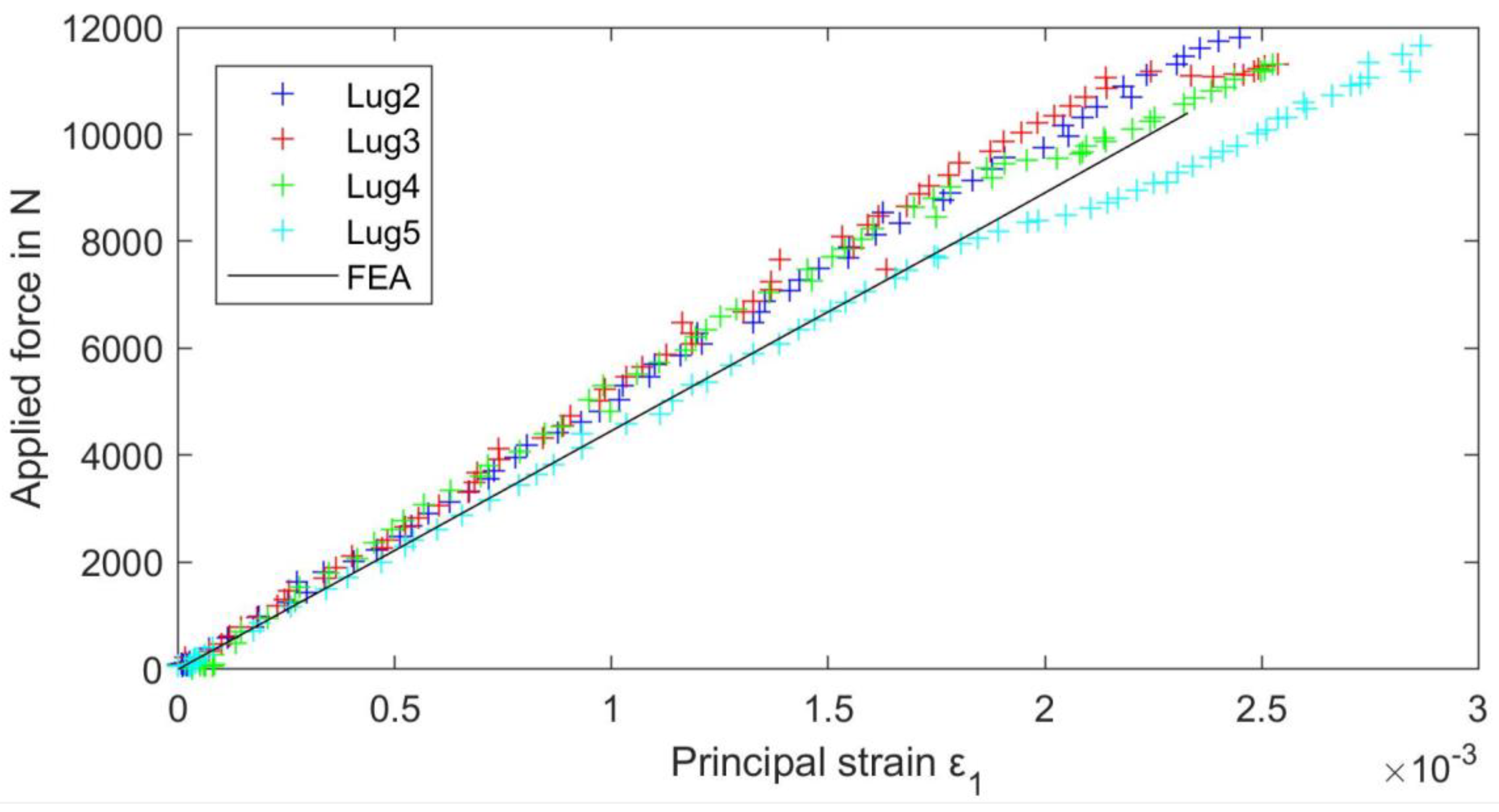
3.3. Evaluation of Modelling by Experimental Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fallon, J.J.; McKnight, S.H.; Bortner, M.J. Highly loaded fiber filled polymers for material extrusion: A review of current understanding. Addit. Manuf. 2019, 30, 100810. [Google Scholar] [CrossRef]
- De Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M. Analysis of the influence of the variables of the Fused Deposition Modeling (FDM) process on the mechanical properties of a carbon fiber-reinforced polyamide. Procedia Manuf. 2019, 41, 731–738. [Google Scholar] [CrossRef]
- Savandaiah, C.; Maurer, J.; Gall, M.; Haider, A.; Steinbichler, G.; Sapkota, J. Impact of processing conditions and sizing on the thermomechanical and morphological properties of polypropylene/carbon fiber composites fabricated by material extrusion additive manufacturing. J. Appl. Polym. Sci. 2021, 138, 50243. [Google Scholar] [CrossRef]
- Savandaiah, C.; Plank, B.; Maurer, J.; Lesslhumer, J.; Steinbichler, G. Comparative Study of Filled and Unfilled Polylactic Acid Produced via Injection Molding and 3D Printing. In Proceedings of the Plastic Technology Conference: SPE ANTEC®Classic, Online, 10–21 May 2021. [Google Scholar]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Traxler, G.; Cardon, L.; Holzer, C.; Sapkota, J. Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Compos. Part A Appl. Sci. Manuf. 2018, 113, 95–104. [Google Scholar] [CrossRef]
- Ivey, M.; Melenka, G.W.; Carey, J.P.; Ayranci, C. Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 81–91. [Google Scholar] [CrossRef] [Green Version]
- Kabir, S.; Mathur, K.; Seyam, A.-F. Maximizing the Performance of 3D Printed Fiber-Reinforced Composites. J. Compos. Sci. 2021, 5, 136. [Google Scholar] [CrossRef]
- Brooks, H.; Molony, S. Design and evaluation of additively manufactured parts with three dimensional continuous fibre reinforcement. Mater. Des. 2016, 90, 276–283. [Google Scholar] [CrossRef] [Green Version]
- Dul, S.; Fambri, L.; Pegoretti, A. High-Performance Polyamide/Carbon Fiber Composites for Fused Filament Fabrication: Mechanical and Functional Performances. J. Mater. Eng. Perform. 2021, 30, 5066–5085. [Google Scholar] [CrossRef]
- Consul, P.; Beuerlein, K.-U.; Luzha, G.; Drechsler, K. Effect of Extrusion Parameters on Short Fiber Alignment in Fused Filament Fabrication. Polymers 2021, 13, 2443. [Google Scholar] [CrossRef]
- Mulholland, T.; Goris, S.; Boxleitner, J.; Osswald, T.A.; Rudolph, N. Process-Induced Fiber Orientation in Fused Filament Fabrication. J. Compos. Sci. 2018, 2, 45. [Google Scholar] [CrossRef] [Green Version]
- Boros, R.; Rajamani, P.K.; Kovacs, J.G. Combination of 3D printing and injection molding: Overmolding and overprinting. Express Polym. Lett. 2019, 13, 889–897. [Google Scholar] [CrossRef]
- De Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M.; Pérez, J.A. Investigation of a Short Carbon Fibre-Reinforced Polyamide and Comparison of Two Manufacturing Processes: Fused Deposition Modelling (FDM) and Polymer Injection Moulding (PIM). Materials 2020, 13, 672. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material extrusion additive manufacturing of continuous fibre reinforced polymer matrix composites: A review and outlook. Compos. Part B Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- Azarov, A.V.; Antonov, F.K.; Golubev, M.V.; Khaziev, A.R.; Ushanov, S.A. Composite 3D printing for the small size unmanned aerial vehicle structure. Compos. Part B Eng. 2019, 169, 157–163. [Google Scholar] [CrossRef]
- Borowski, A.; Vogel, C.; Behnisch, T.; Geske, V.; Gude, M.; Modler, N. Additive Manufacturing-Based In Situ Consolidation of Continuous Carbon Fibre-Reinforced Polycarbonate. Materials 2021, 14, 2450. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, J.; Liu, D.; Xu, H.; Yan, C.; Huang, B.; Hui, D. Fiber path optimization based on a family of curves in composite laminate with a center hole. Compos. Part B Eng. 2017, 111, 91–102. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Malakhov, A.V.; Polilov, A.N.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of optimized composites with variable fiber volume fraction and stiffness using continuous fiber. Compos. Sci. Technol. 2020, 186, 107905. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Ashcroft, I.A.; Li, S.; Zhuo, P. Optimisation of Fibre-Paths in Composites Produced by Additive Manufacturing. In EngOpt 2018 Proceedings of the 6th International Conference on Engineering Optimization, Lisbon, Portugal, 17–19 September 2018; Rodrigues, H.C., Herskovits, J., Mota Soares, C.M., Araújo, A.L., Guedes, J.M., Folgado, J.O., Moleiro, F., Madeira, J.F.A., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1083–1094. ISBN 978-3-319-97772-0. [Google Scholar]
- Ghiasi, H.; Fayazbakhsh, K.; Pasini, D.; Lessard, L. Optimum stacking sequence design of composite materials Part II: Variable stiffness design. Compos. Struct. 2010, 93, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Ghiasi, H.; Pasini, D.; Lessard, L. Optimum stacking sequence design of composite materials Part I: Constant stiffness design. Compos. Struct. 2009, 90, 1–11. [Google Scholar] [CrossRef]
- Papapetrou, V.S.; Patel, C.; Tamijani, A.Y. Stiffness-based optimization framework for the topology and fiber paths of continuous fiber composites. Compos. Part B Eng. 2020, 183, 107681. [Google Scholar] [CrossRef]
- Setoodeh, S.; Abdalla, M.M.; Gürdal, Z. Design of variable–stiffness laminates using lamination parameters. Compos. Part B Eng. 2006, 37, 301–309. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Schaberger, M. Damage Detection in Thin-Walled Structures with Strain Measurements along Zero-Strain Trajectories. Master’s Thesis, Institute of Structural Lightweight Design, Johannes Kepler University, Linz, Austria, 2016. [Google Scholar]
- Sanei, S.H.R.; Popescu, D. 3D-Printed Carbon Fiber Reinforced Polymer Composites: A Systematic Review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Shiratori, H.; Todoroki, A.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Mechanism of folding a fiber bundle in the curved section of 3D printed carbon fiber reinforced plastics. Adv. Compos. Mater. 2020, 29, 247–257. [Google Scholar] [CrossRef]
- Shiratori, H.; Todoroki, A.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Compressive strength degradation of the curved sections of 3D-printed continuous carbon fiber composite. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106244. [Google Scholar] [CrossRef]
- ASTM D3039. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/d3039_d3039m-17.html (accessed on 26 February 2022).
- Markforged-CCF Material Datasheet. Available online: https://markforged.com/materials/continuous-fibers/continuous-carbon-fiber (accessed on 29 December 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Print Settings | Unit | Value |
|---|---|---|
| Layer height | mm | 0.15 |
| CCF layer width | mm | 1 |
| FFF layer width | mm | 0.2 |
| Nozzle diameter | mm | 0.7 |
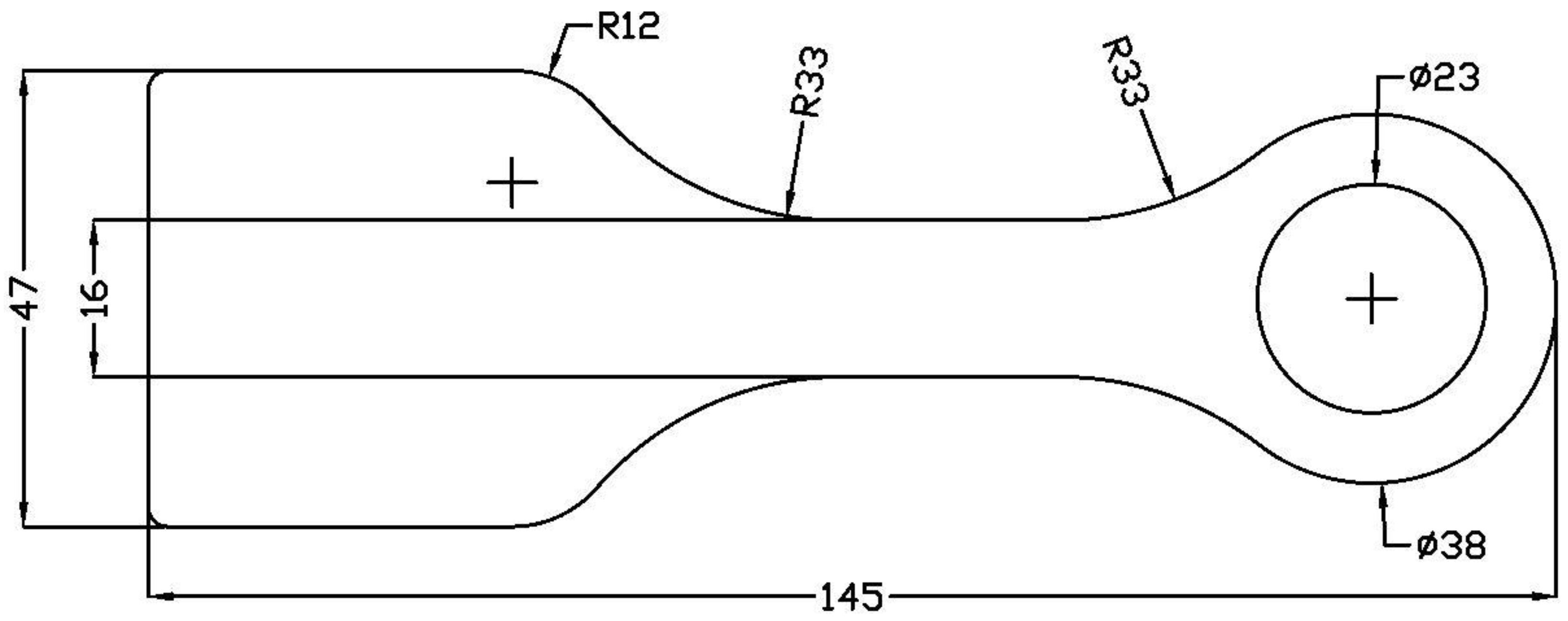
| Lug thickness | mm | 8.5 |
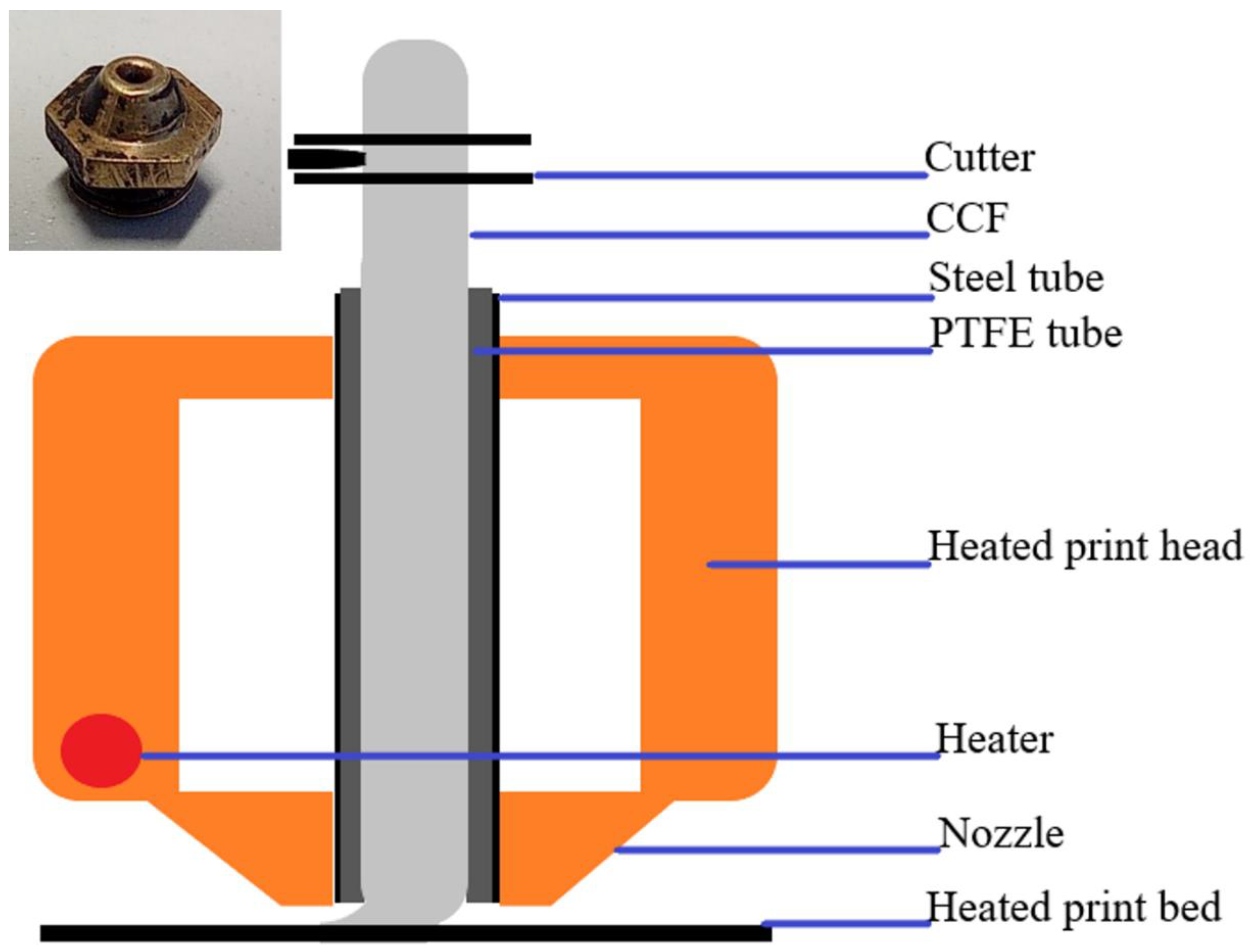
| CCF print head temperature | °C | 250 |
| FFF print head temperature | °C | 260 |
| Print bed temperature | °C | 95 |
| CCF print speed (red) | mm·min−1 | 550 |
| CCF print speed (green) | mm·min−1 | 400 |
| FFF print speed | mm·min−1 | 2200 |
| Maximum principal stress layers (CCF and FFF print head) | - | 29 |
| Minimum principal stress layers (CCF and FFF print head) | - | 27 |
| Top plastic layer (FFF print head) | - | 1 |
| Position | FE | DIC |
|---|---|---|
| Shaft (ε1,shaft) | 0.00235 | 0.00245 |
| Neck (ε1,DIC,neck) | 0.00723 | 0.0073 (avg. left and right) |
| Strain concentration factor | 3.08 | 3.02 |
| Value | FE Max. Principal Stress | CCF Strength |
|---|---|---|
| Absolute | 734 MPa | 800 MPa [32] |
| Relative | 0.92 | 1.00 |
| Tested Lugs | Strength (kN) | Linear Stiffness (με·N−1) |
|---|---|---|
| Lug 2 | 11.81 | 4.93 |
| Lug 3 | 11.32 | 4.77 |
| Lug 4 | 11.32 | 4.64 |
| Lug 5 | 11.66 | 4.03 |
| Average | 11.53 | 4.59 |
| FEA | - | 4.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Savandaiah, C.; Sieberer, S.; Steinbichler, G. Additively Manufactured Composite Lug with Continuous Carbon Fibre Steering Based on Finite Element Analysis. Materials 2022, 15, 1820. https://doi.org/10.3390/ma15051820
Savandaiah C, Sieberer S, Steinbichler G. Additively Manufactured Composite Lug with Continuous Carbon Fibre Steering Based on Finite Element Analysis. Materials. 2022; 15(5):1820. https://doi.org/10.3390/ma15051820
Chicago/Turabian StyleSavandaiah, Chethan, Stefan Sieberer, and Georg Steinbichler. 2022. "Additively Manufactured Composite Lug with Continuous Carbon Fibre Steering Based on Finite Element Analysis" Materials 15, no. 5: 1820. https://doi.org/10.3390/ma15051820
APA StyleSavandaiah, C., Sieberer, S., & Steinbichler, G. (2022). Additively Manufactured Composite Lug with Continuous Carbon Fibre Steering Based on Finite Element Analysis. Materials, 15(5), 1820. https://doi.org/10.3390/ma15051820