
Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag


Abstract
:1. Introduction
2. Research Gap
3. Materials and Methods
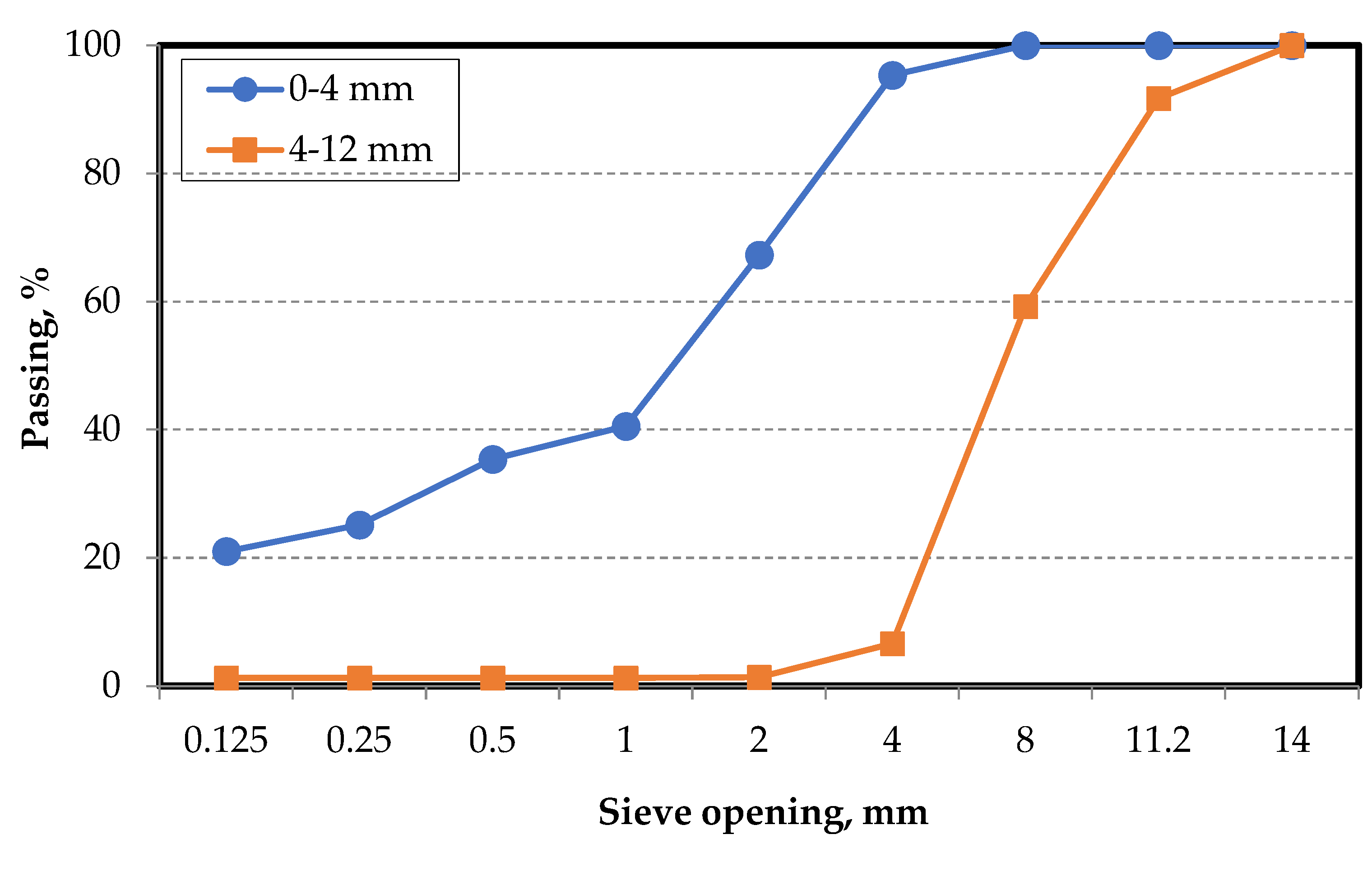
3.1. Materials
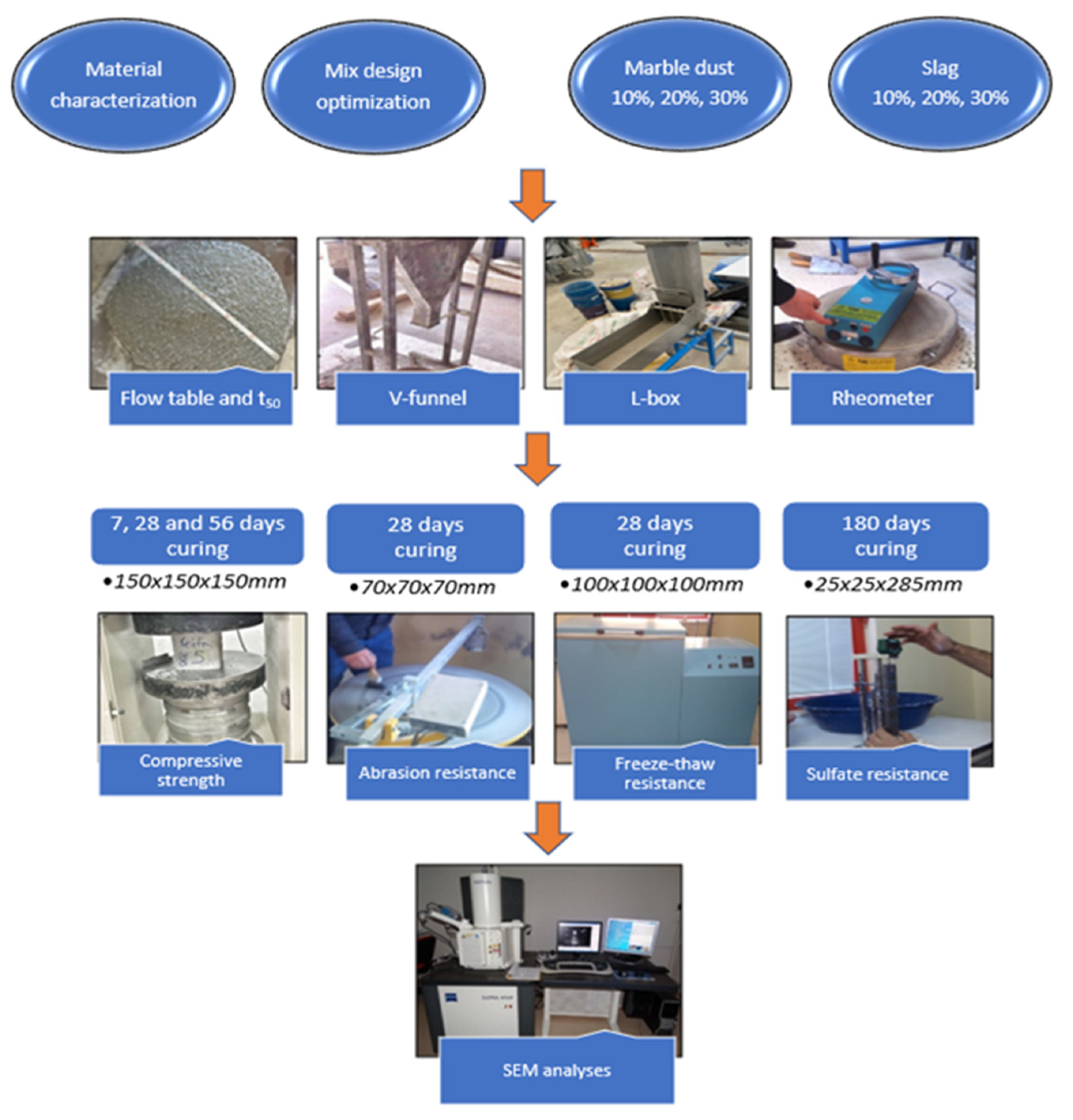
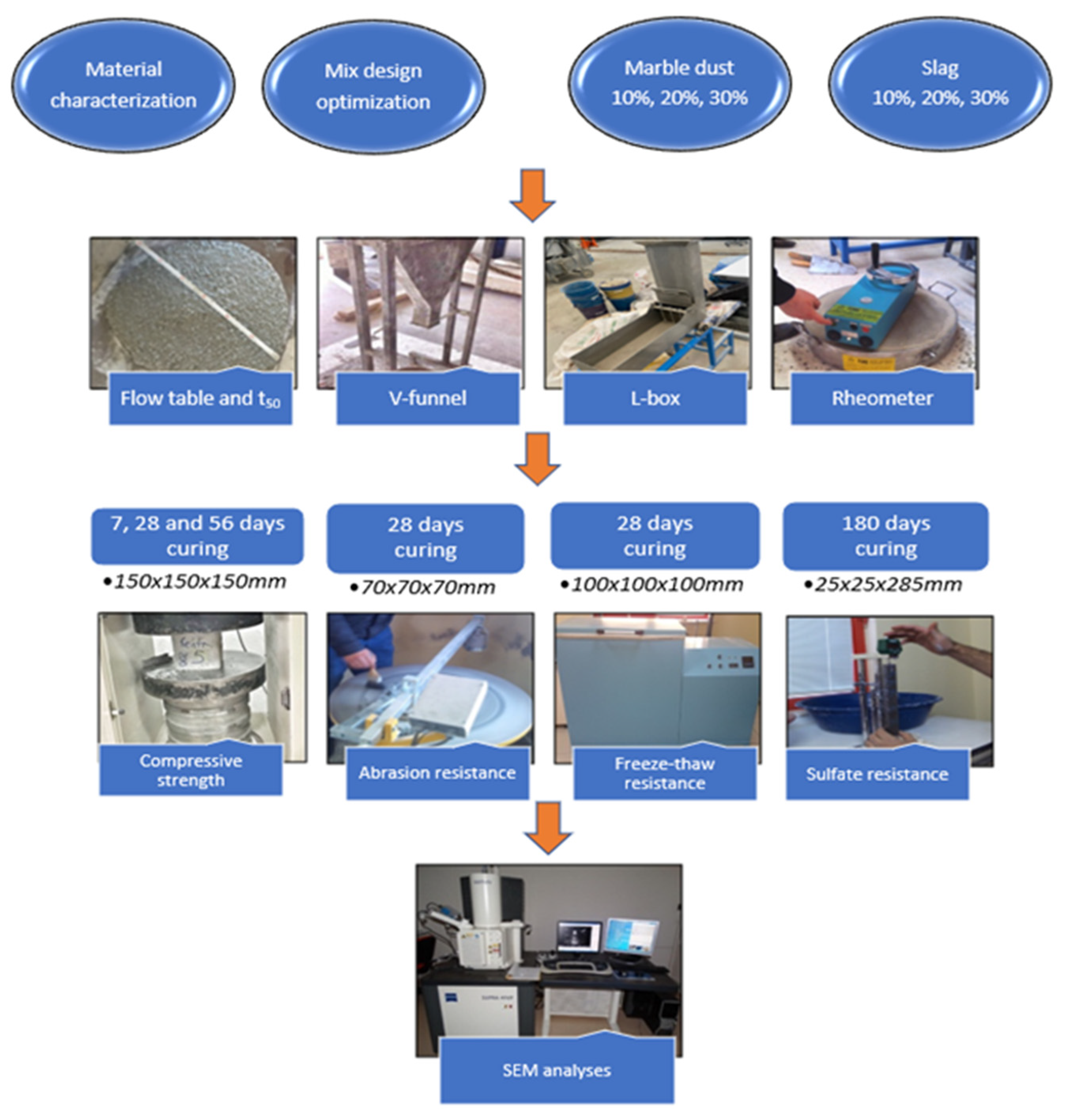
3.2. Method
4. Results
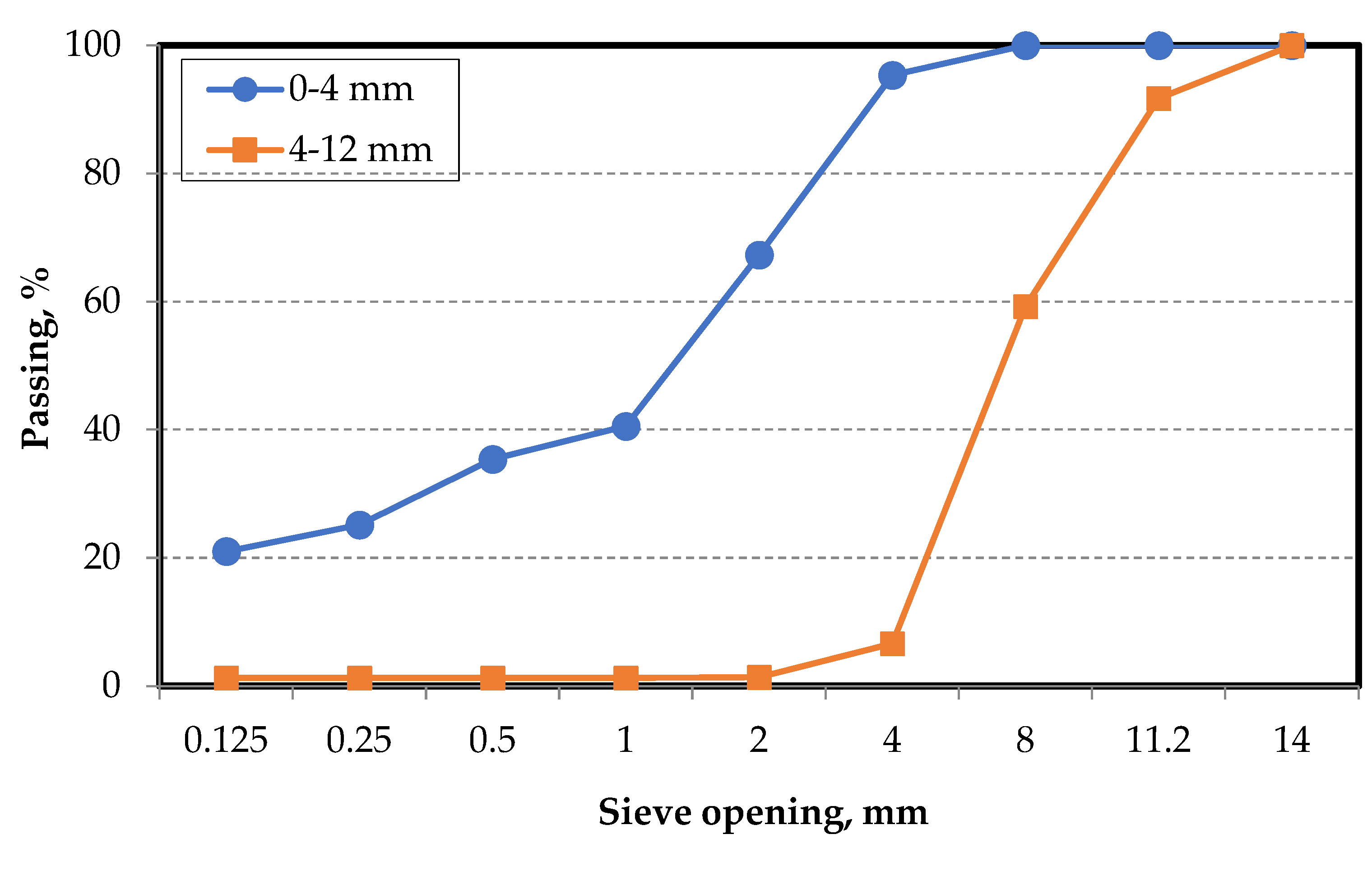
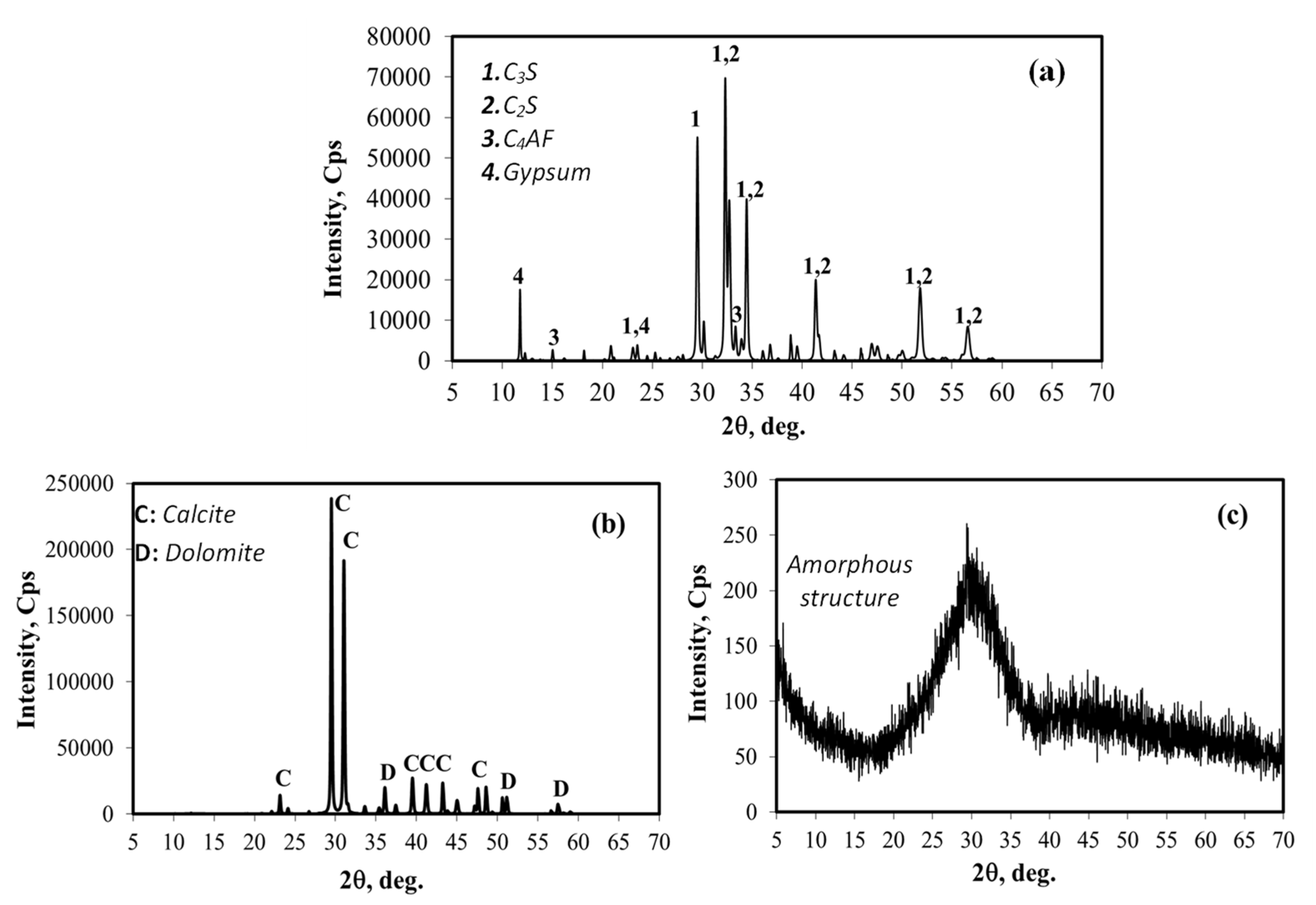
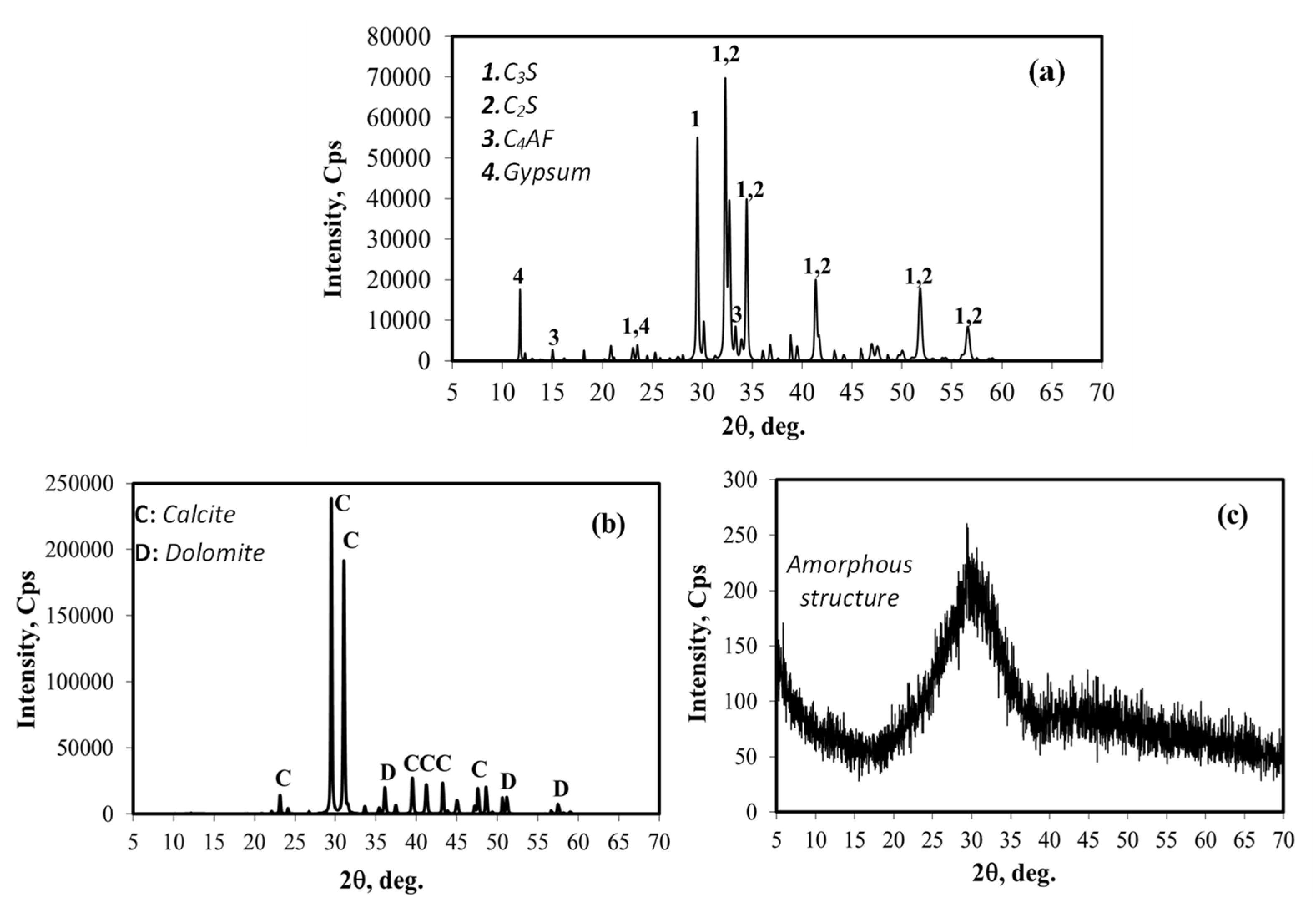
4.1. Material Characterization
4.2. Fresh Concrete Tests
4.2.1. Workability Tests
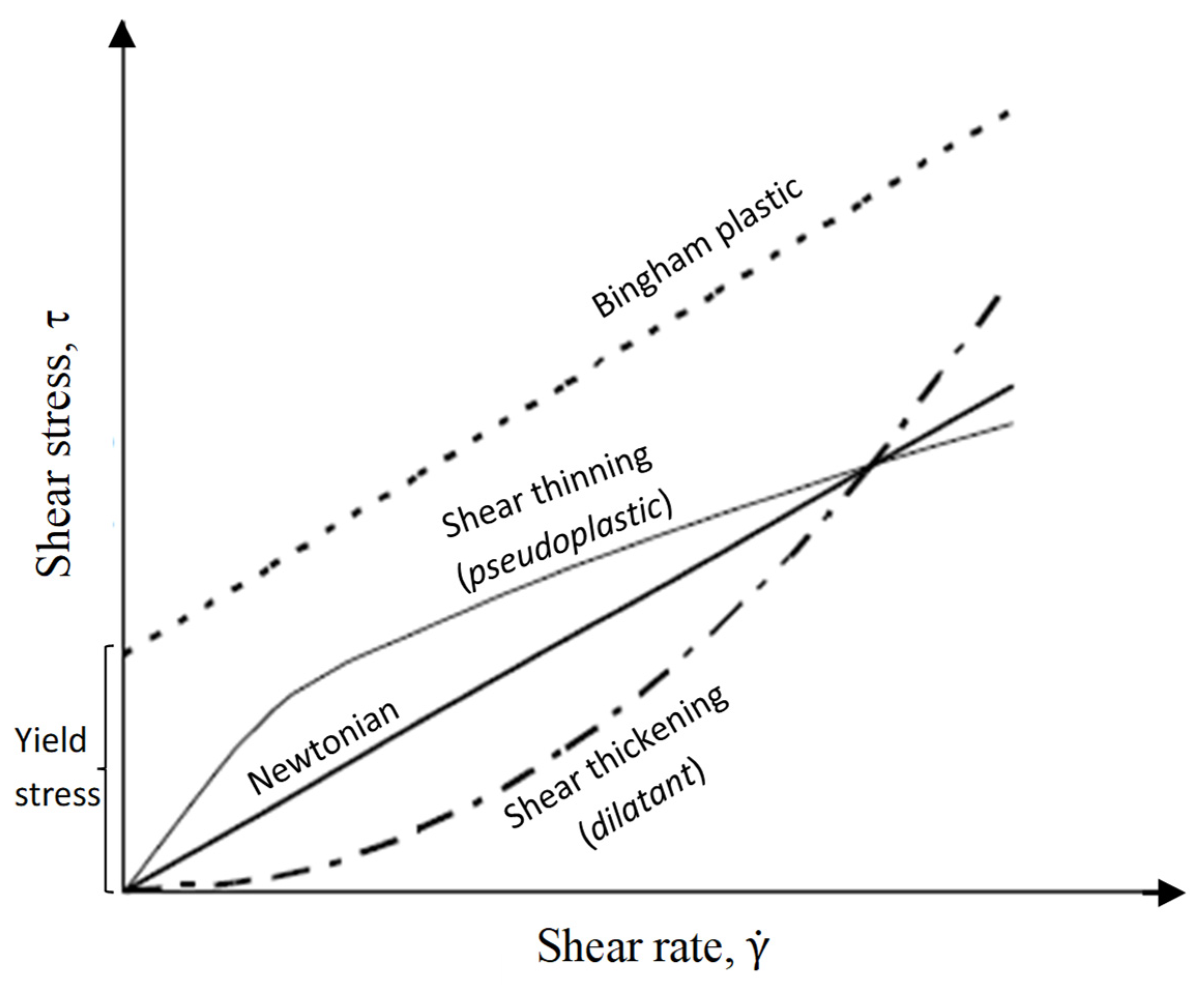
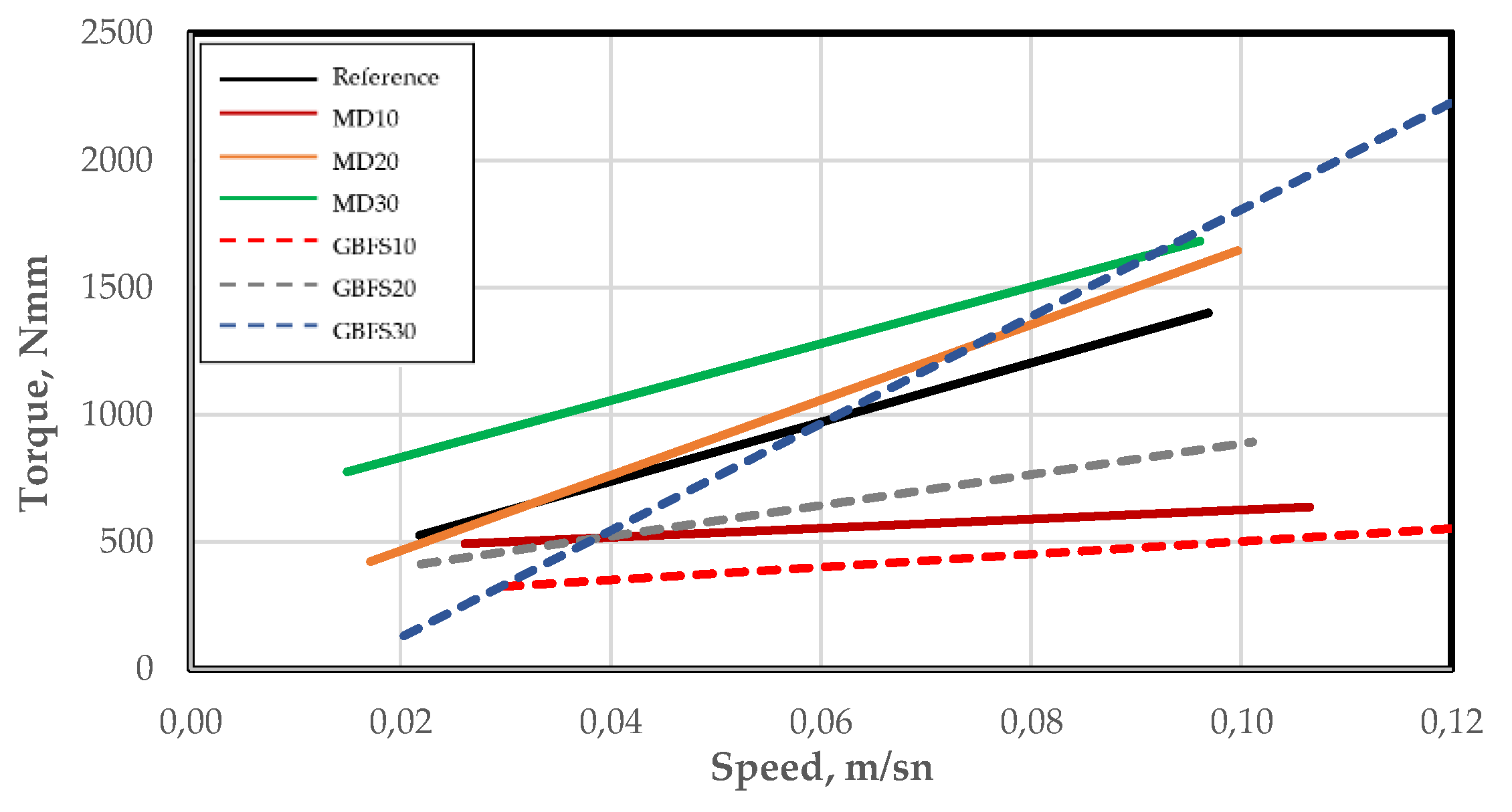
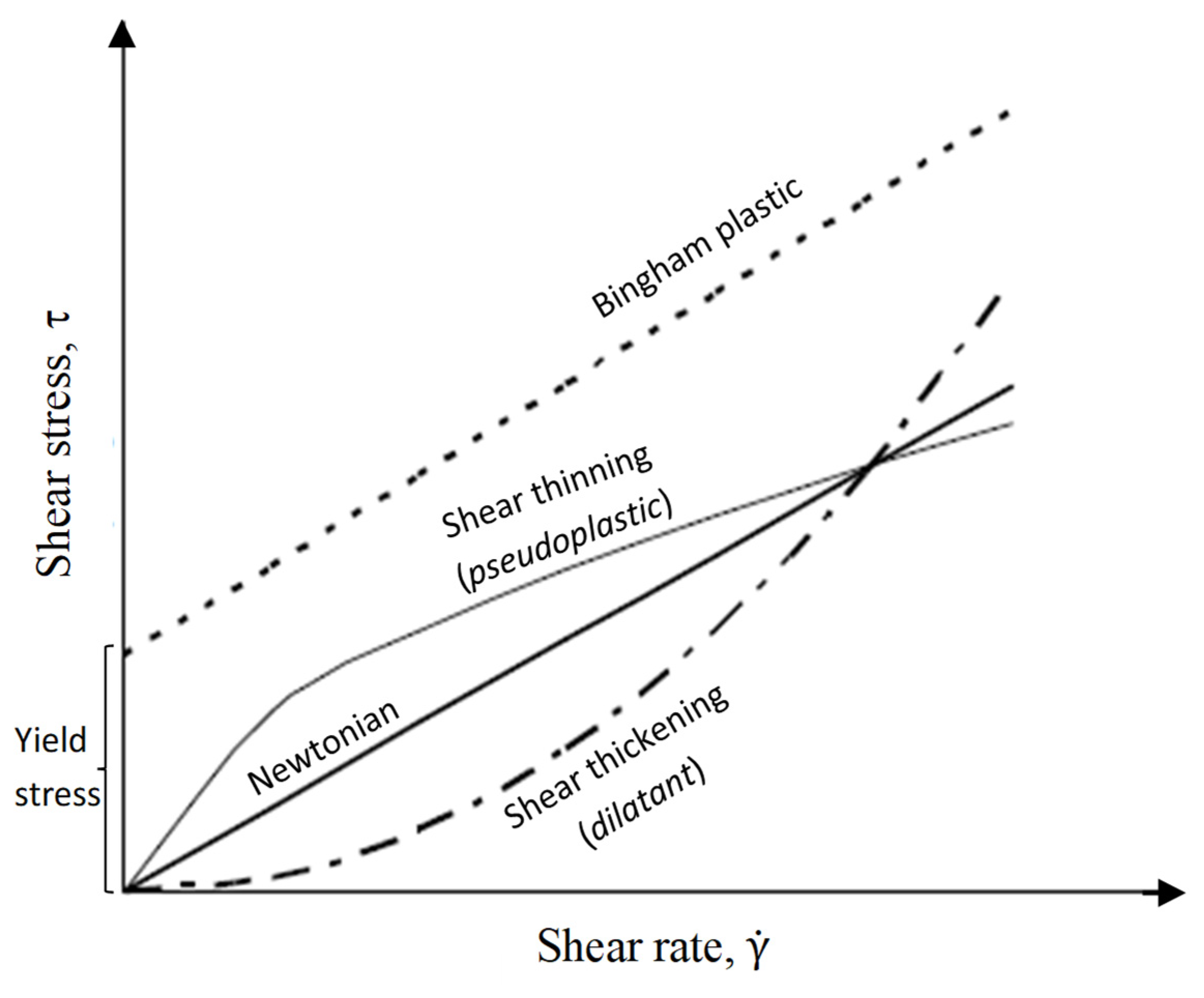
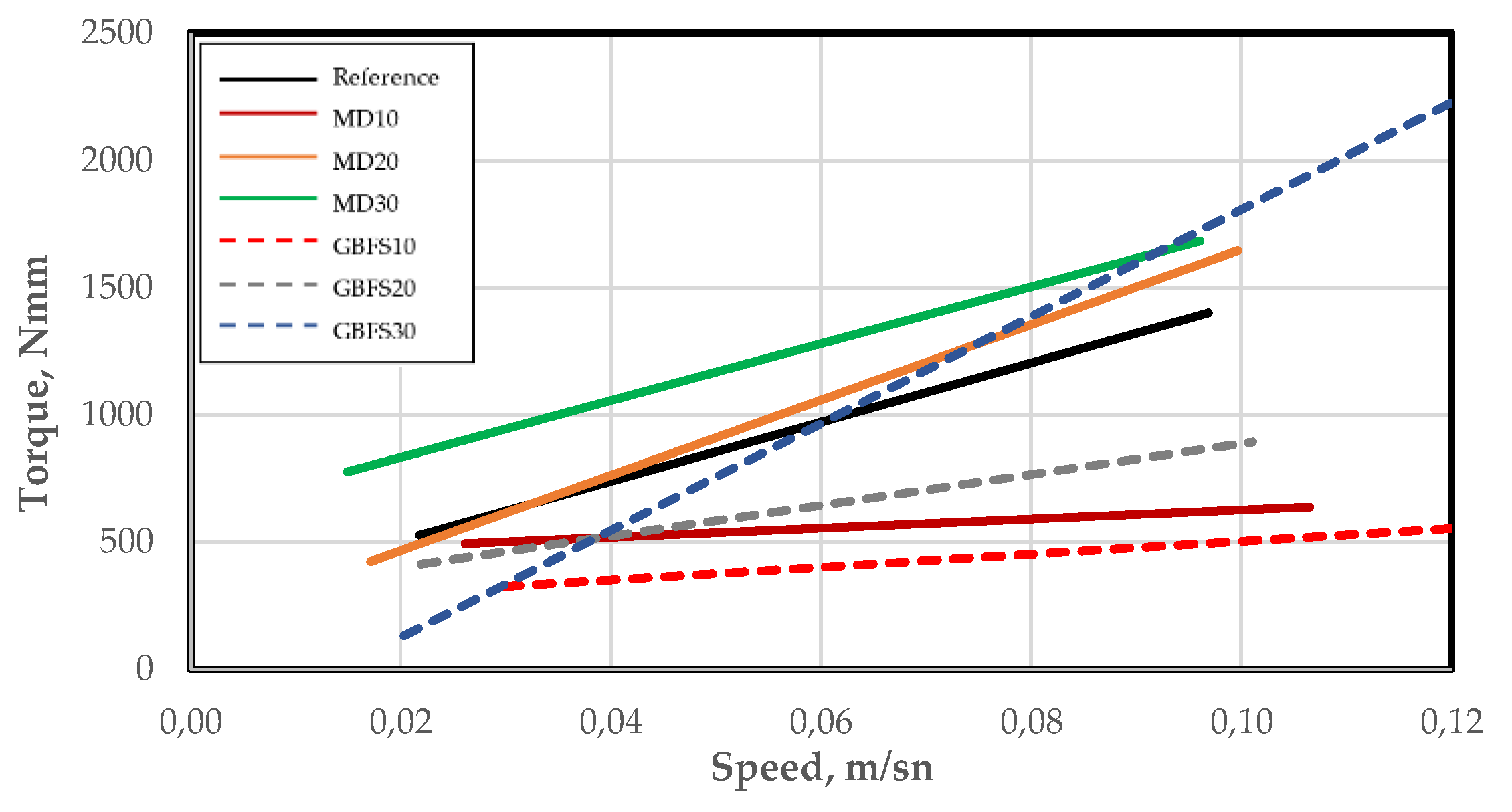
4.2.2. Rheological Analyses
4.3. Hardened Concrete Tests
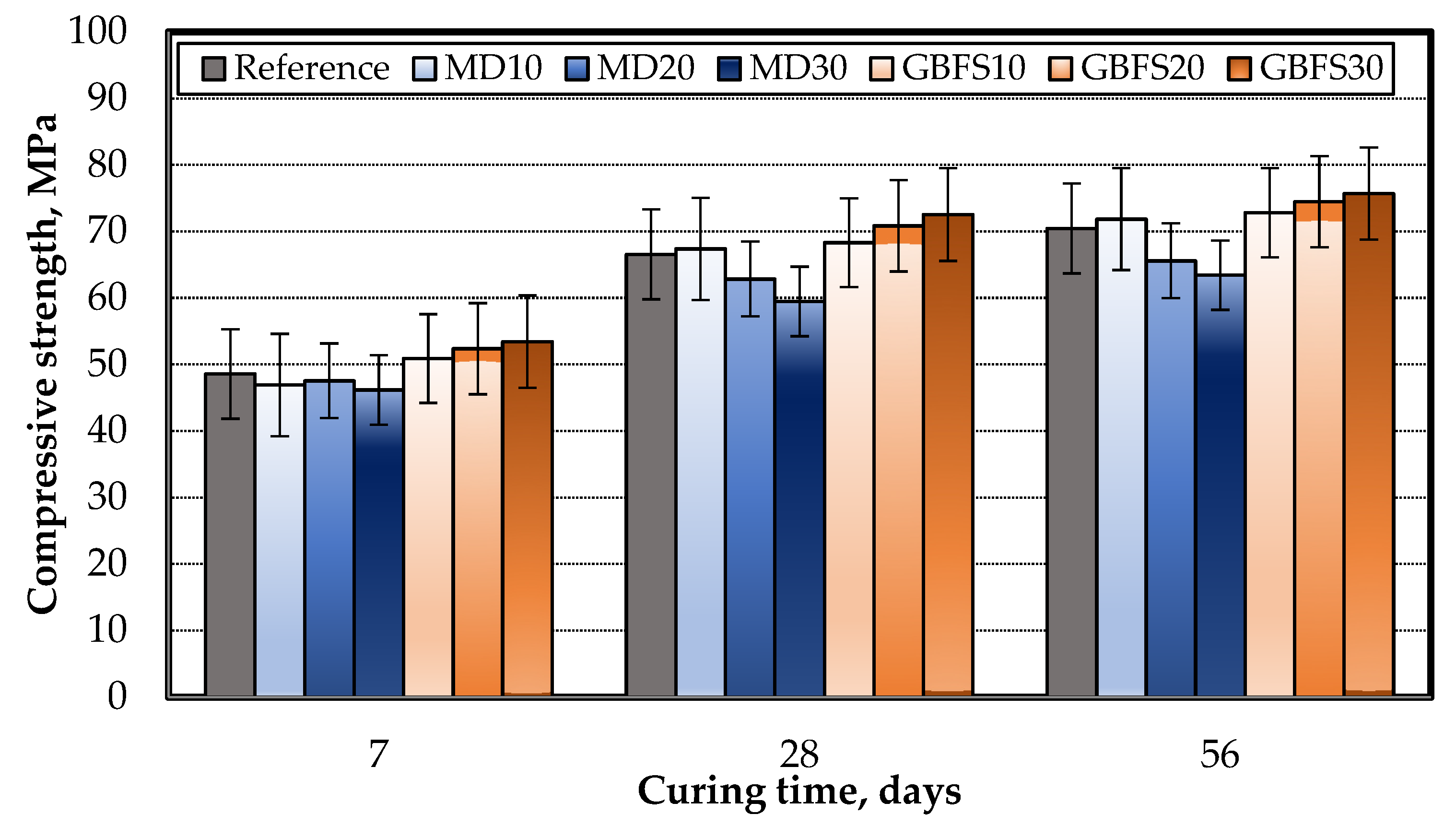
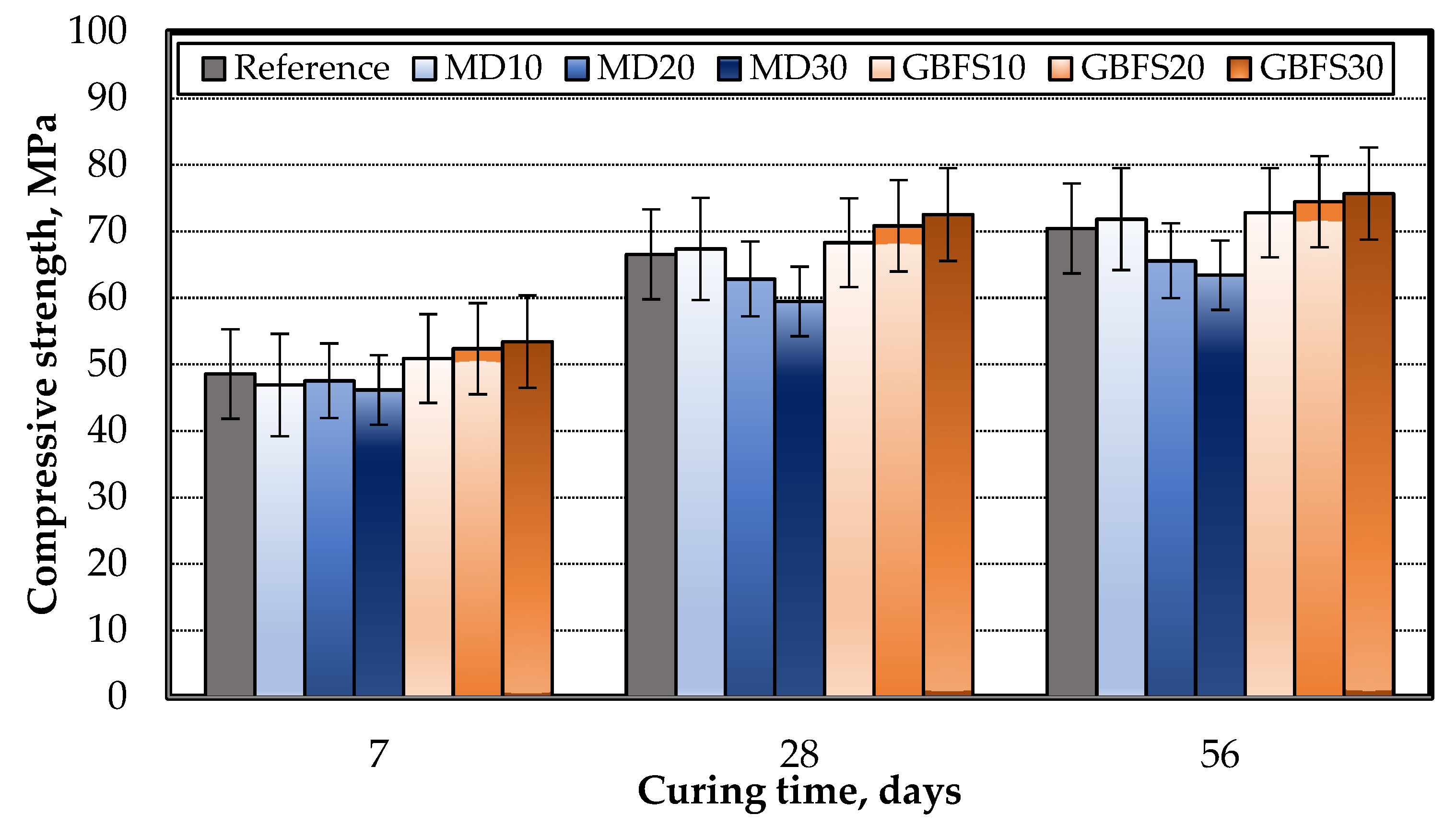
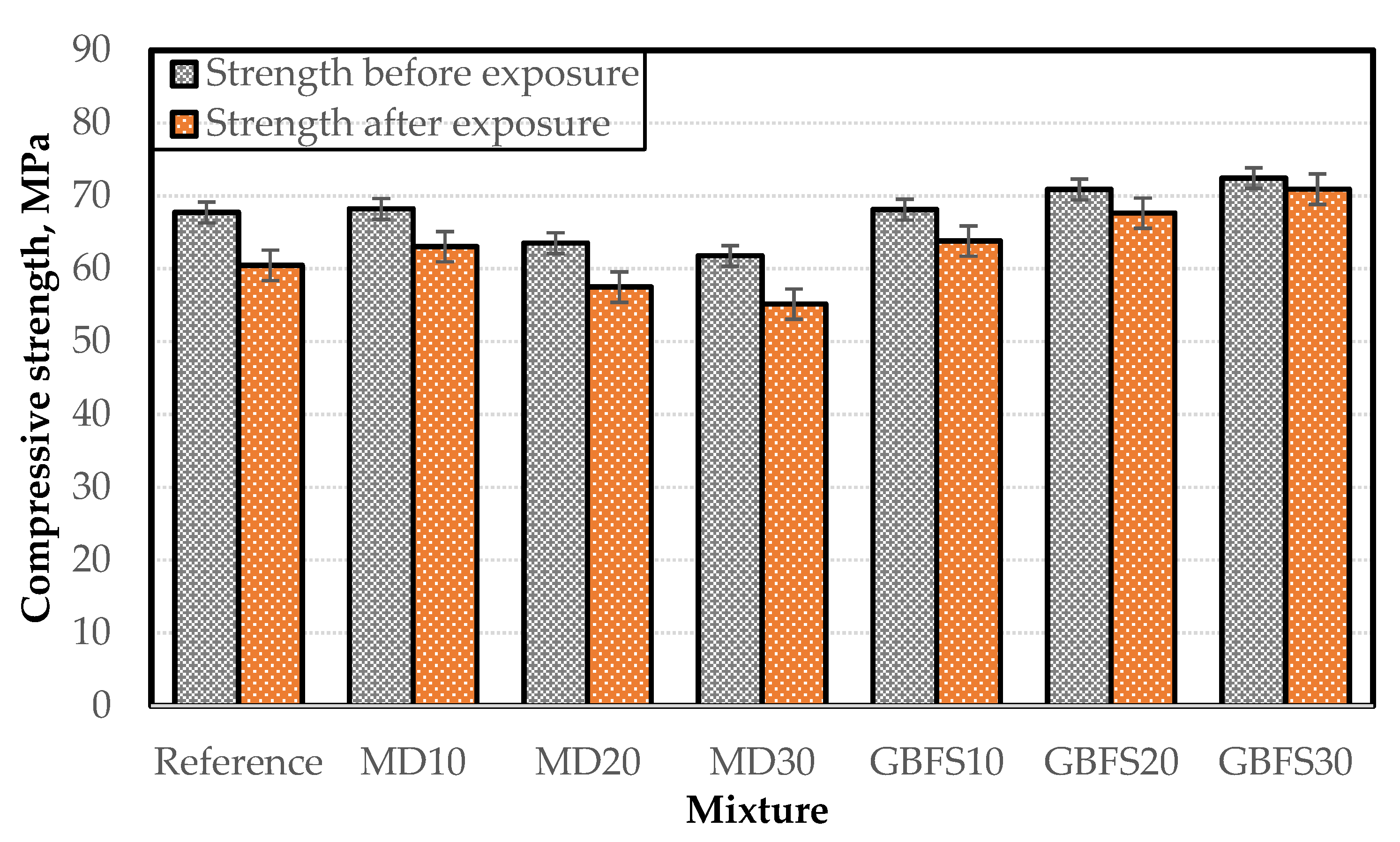
4.3.1. Compressive Strength Test Results
4.3.2. Abrasion Resistance Test Results
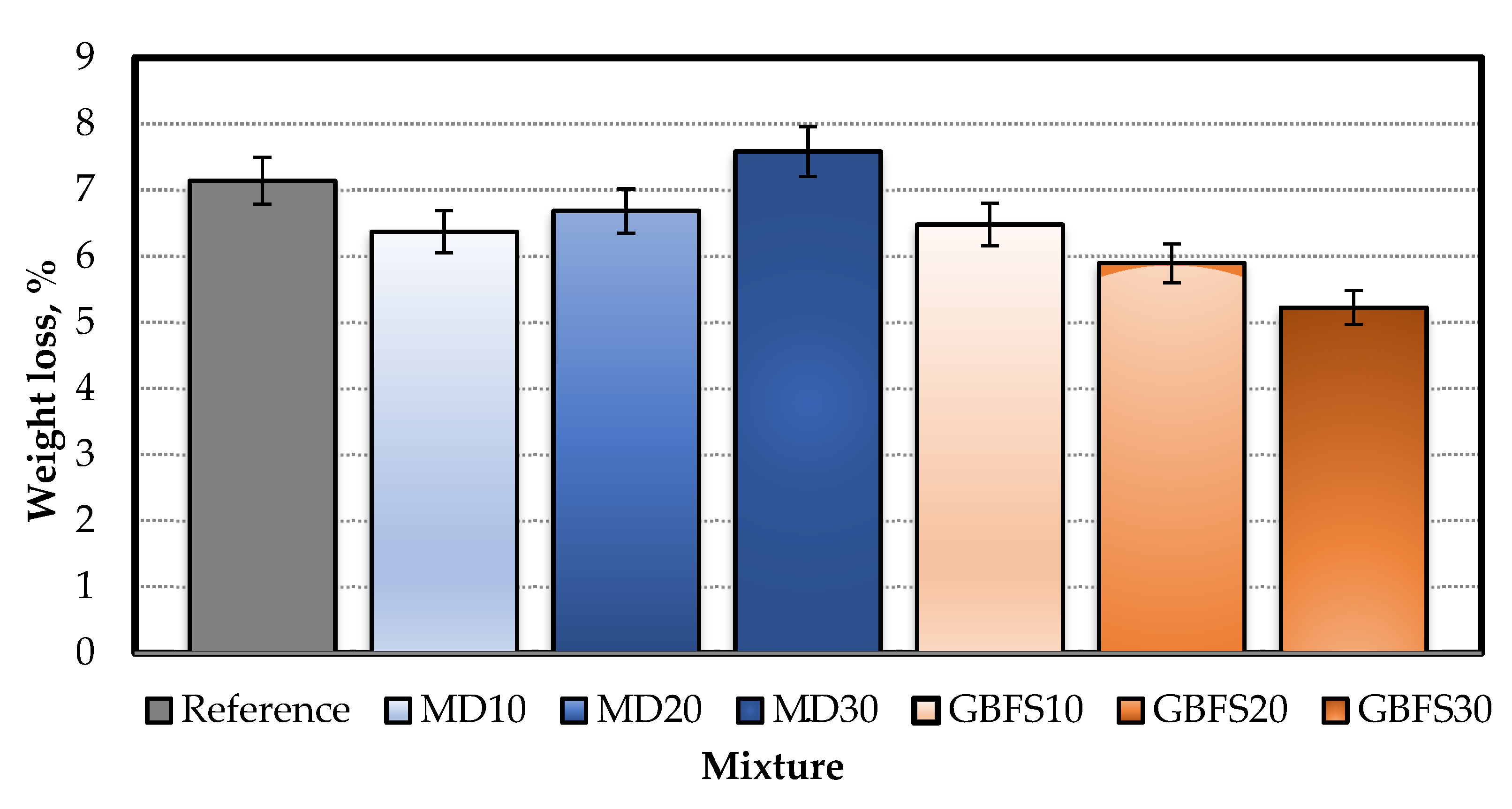
4.3.3. Freeze–Thaw Resistance Test Results
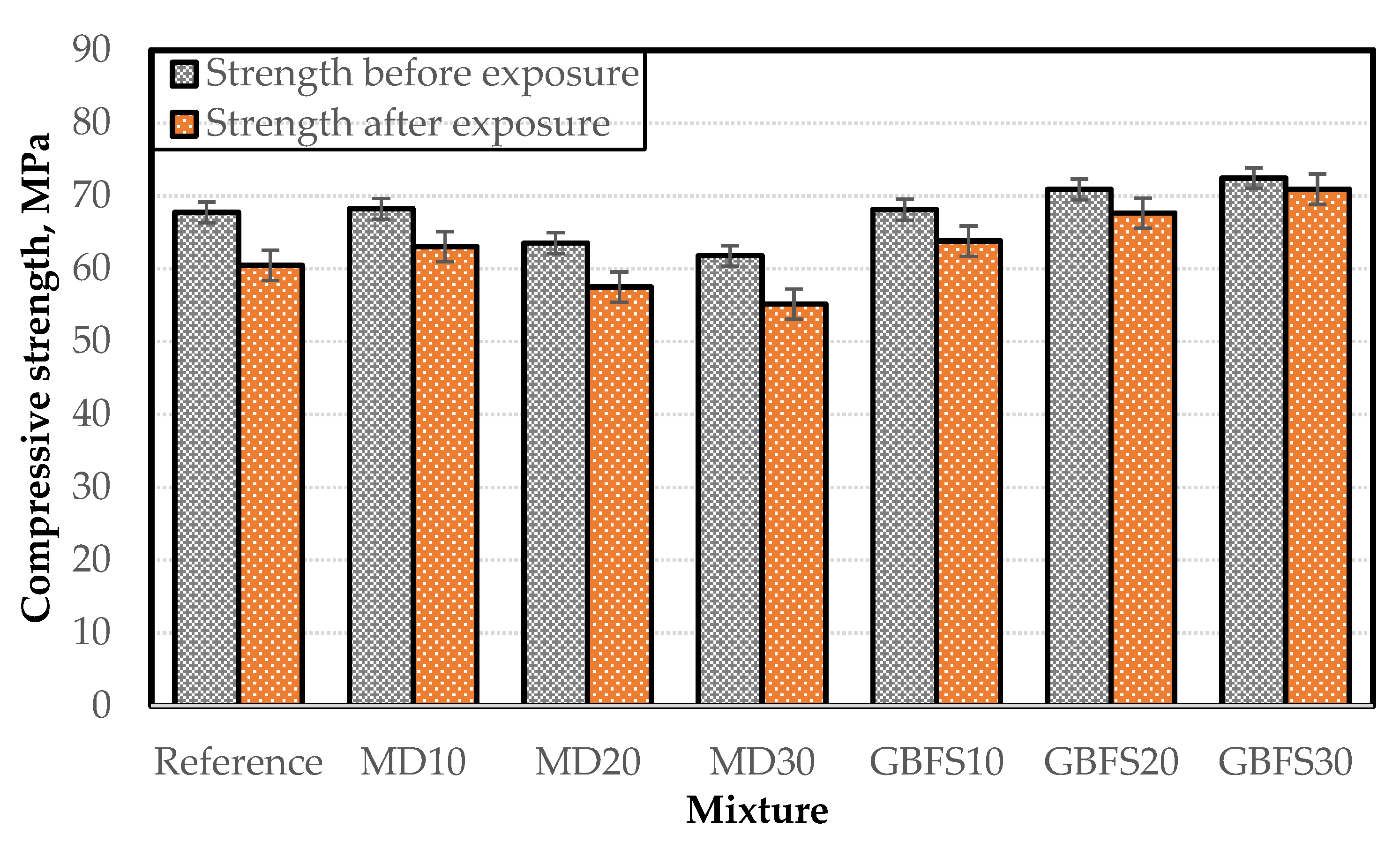
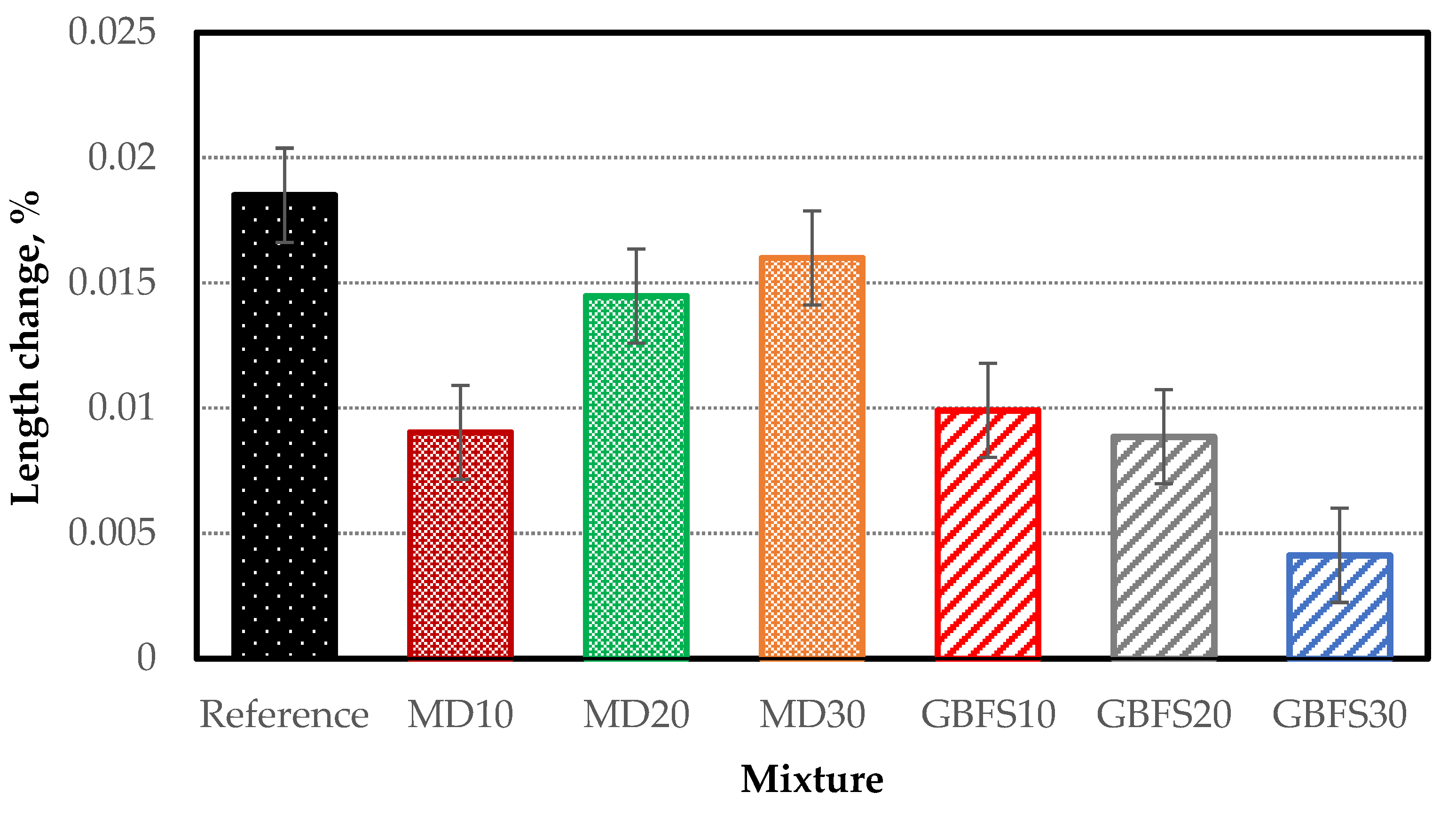
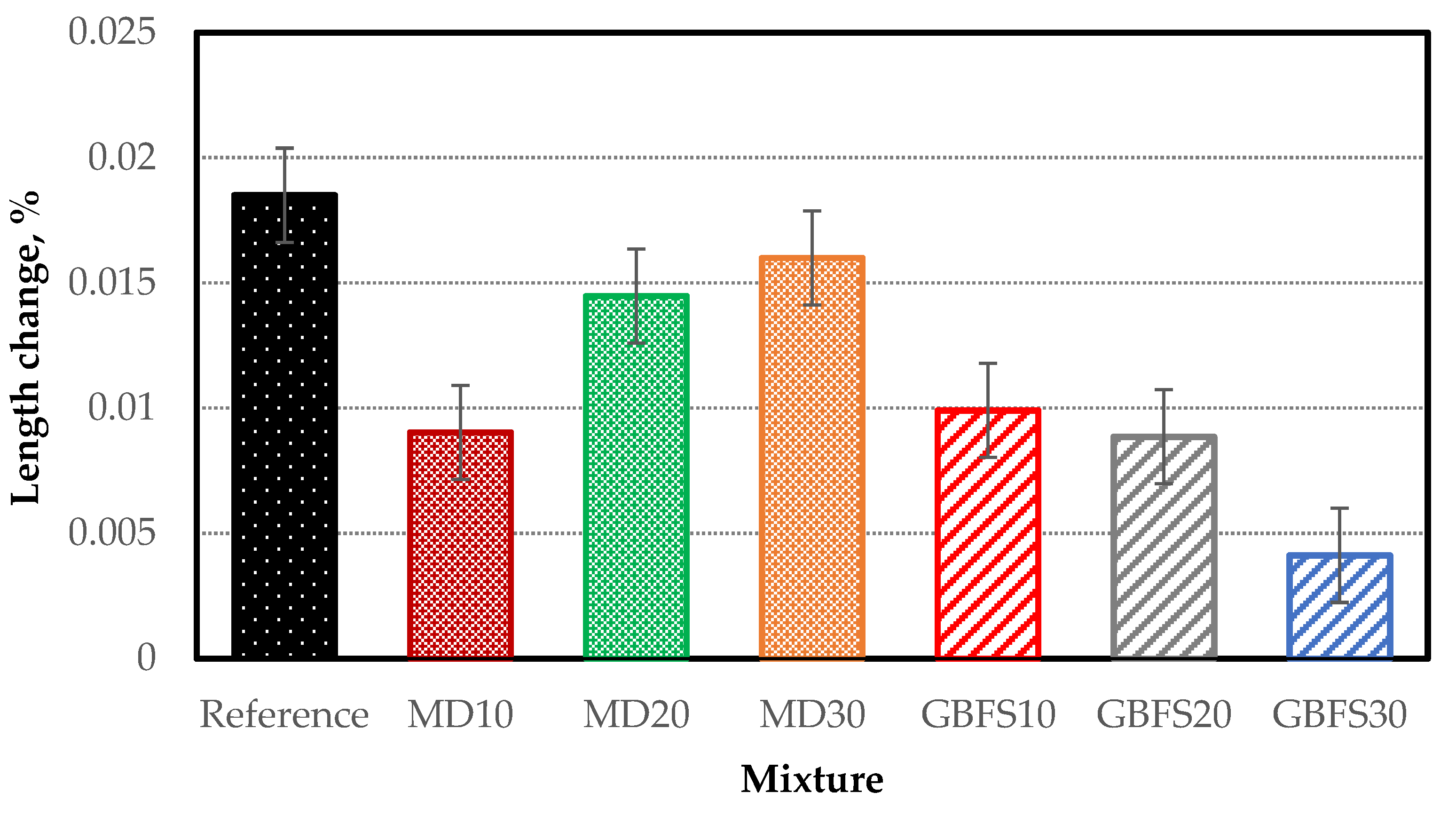
4.3.4. Sulfate Resistance Test Results
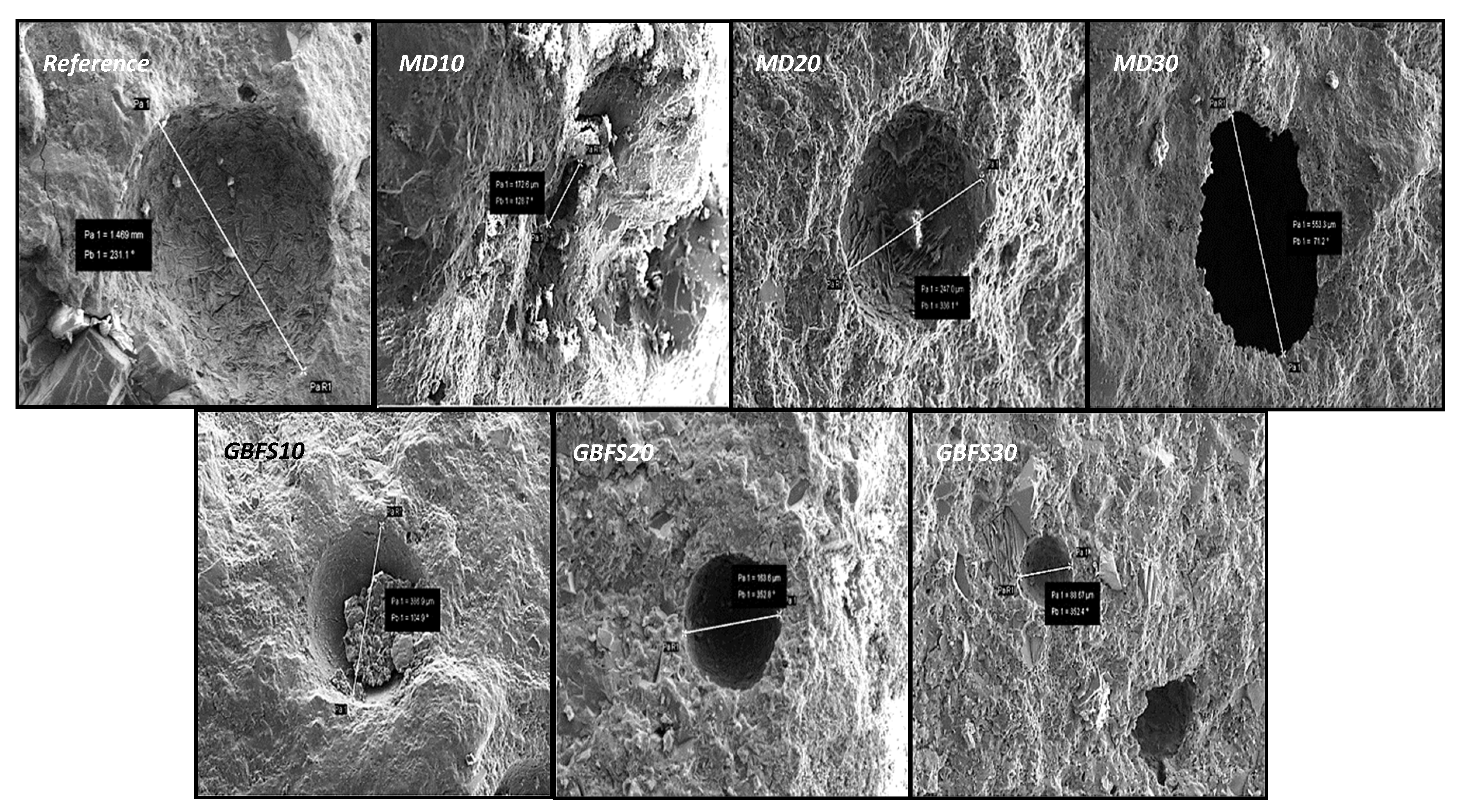
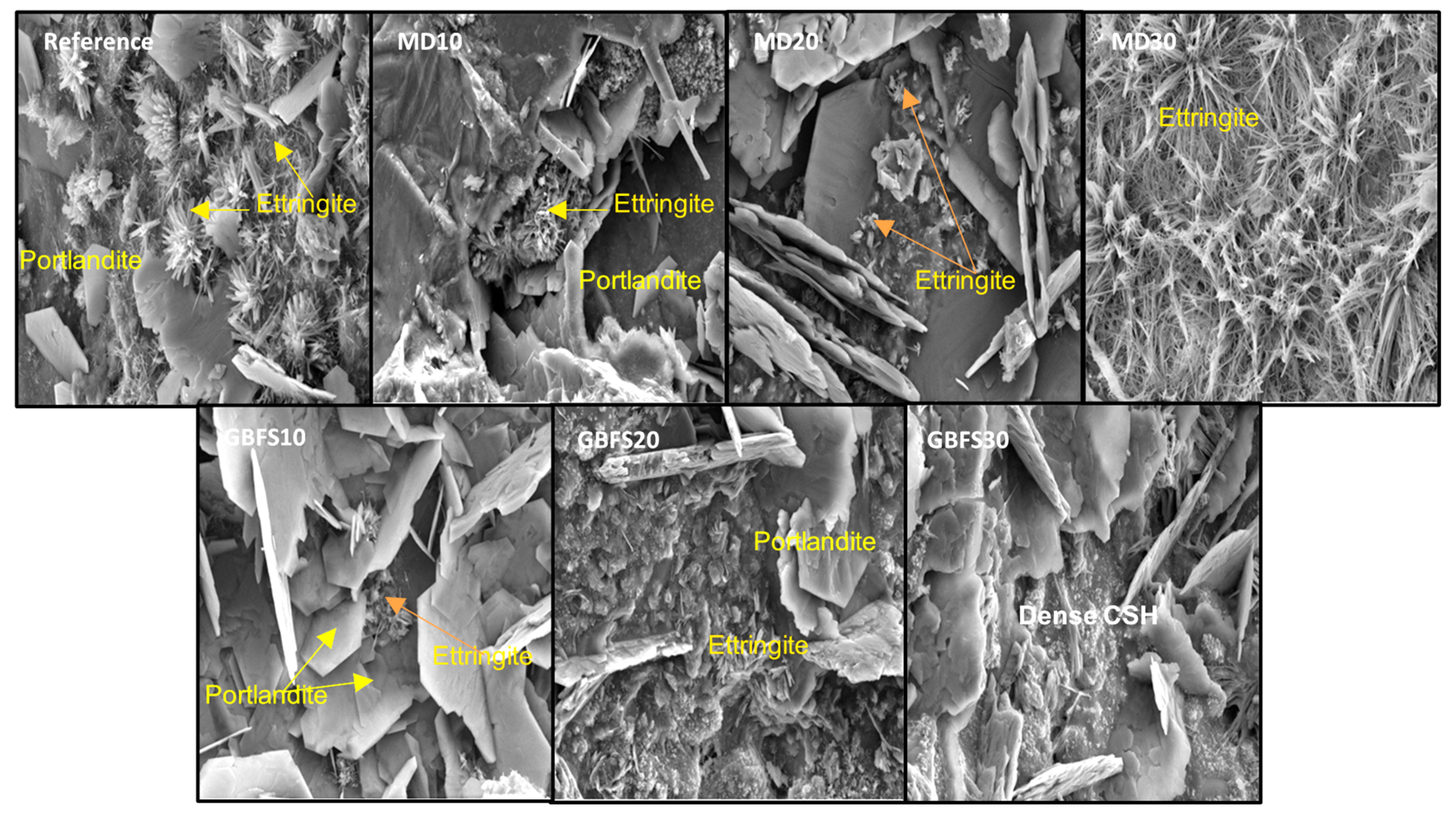
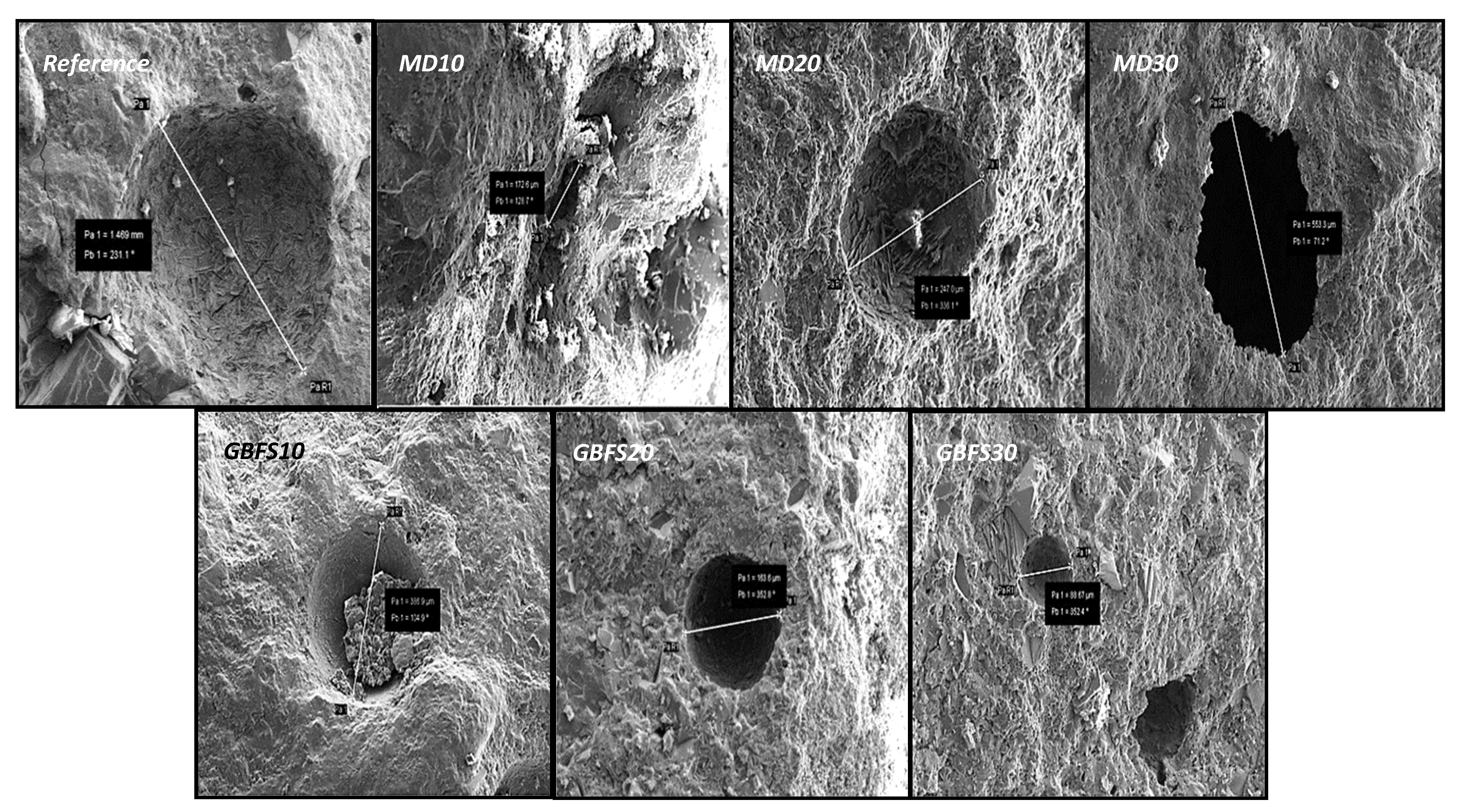
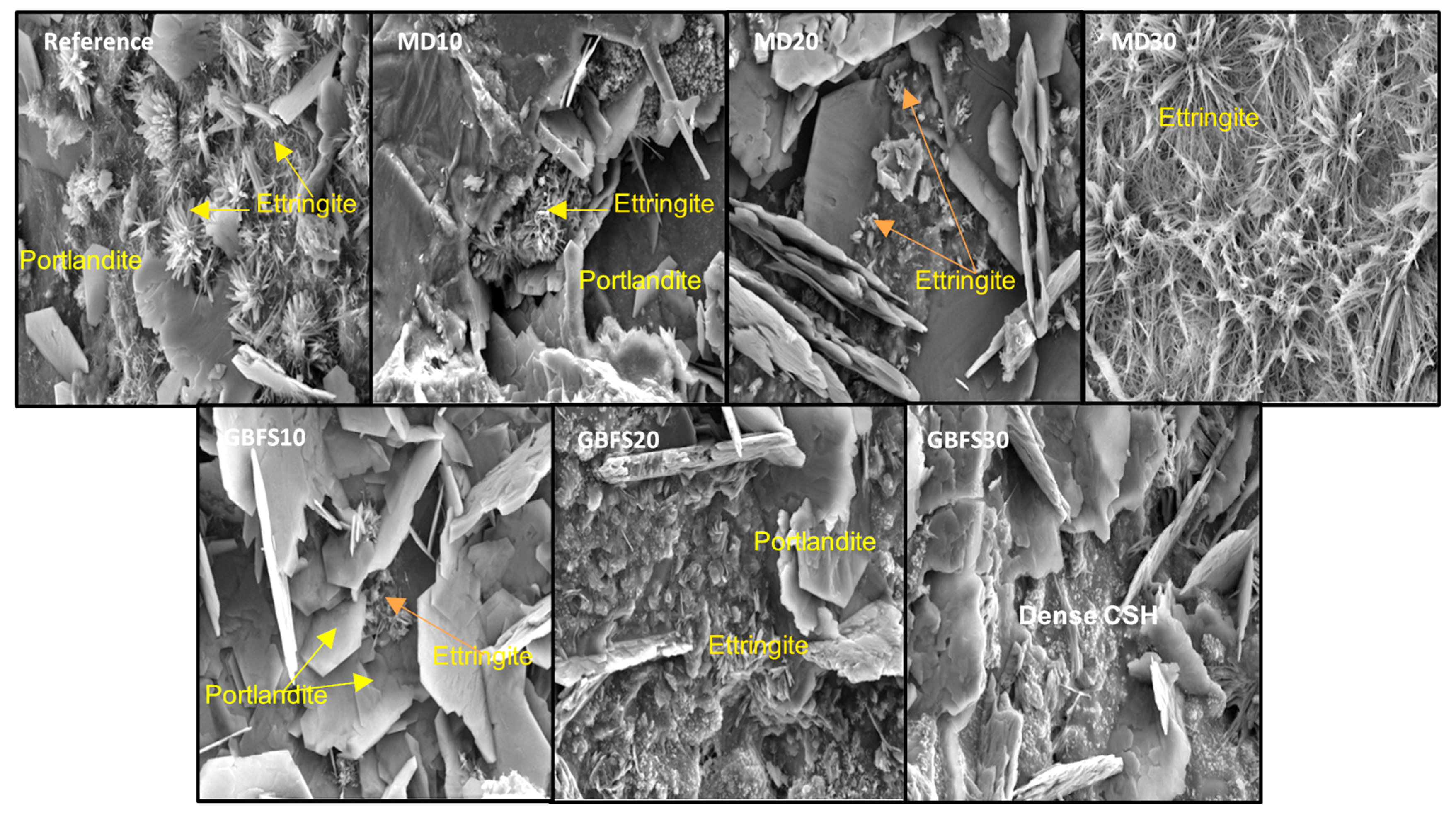
4.4. Microstructural Investigation
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prakash, R.; Raman, S.N.; Divyah, N.; Subramanian, C.; Vijayaprabha, C.; Praveenkumar, S. Fresh and mechanical characteristics of roselle fibre reinforced self-compacting concrete incorporating fly ash and metakaolin. Constr. Build. Mater. 2021, 290, 123209. [Google Scholar] [CrossRef]
- Wu, M.; Xiong, X.; Shen, W.; Huo, X.; Xu, G.; Zhang, B.; Li, J.; Zhang, W. material design and engineering application of fair-faced self-compacting concrete. Constr. Build. Mater. 2021, 300, 123992. [Google Scholar] [CrossRef]
- Brouwers, H.J.H.; Radix, H.J. Self-compacting concrete: theoretical and experimental study. Cem. Concr. Res. 2005, 35, 2116–2136. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Self Compacting Concrete. Development, Present Use and Future. In Proceedings of the First International RILEM Symposium; Skarendahl, Å., Petersson, Ö., Eds.; RILEM Publications SARL: Stockholm, Sweden, 1999; pp. 3–14. [Google Scholar]
- Rajhans, P.; Chand, G.; Kisku, N.; Panda, S.K.; Nayak, S. proposed mix design method for producing sustainable self compacting heat cured recycled aggregate concrete and its microstructural investigation. Constr. Build. Mater. 2019, 218, 568–581. [Google Scholar] [CrossRef]
- Farrokh Ghatte, H. Failure mechanisms and cracking performance of t-shaped scc beam-column connections at top floor: Test results and fe modeling. Structures 2020, 28, 1009–1018. [Google Scholar] [CrossRef]
- Ali, Z.S.; Hosseinpoor, M.; Yahia, A. New aggregate grading models for low-binder self-consolidating and semi-self-consolidating concrete (Eco-SCC and Eco-Semi-SCC). Constr. Build. Mater. 2020, 265, 120314. [Google Scholar] [CrossRef]
- Ling, S.K.; Kwan, A.K.H. Adding ground sand to decrease paste volume, increase cohesiveness and improve passing ability of SCC. Constr. Build. Mater. 2015, 84, 46–53. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Almalki, A. Influence of mixing time and superplasticizer dosage on self-consolidating concrete properties. J. Mater. Res. Tech. 2020, 9, 6101–6115. [Google Scholar] [CrossRef]
- Golaszewski, J.; Ponikiewski, T.; Kostrzanowska-Siedlarz, A.; Miera, P. The influence of calcareous fly ash on the effectiveness of plasticizers and superplasticizers. Materials 2020, 13, 2245. [Google Scholar] [CrossRef]
- Khayat, K.H.; Guizani, Z. Use of viscosity-modifying admixture to enhance stability of fluid concrete. ACI Mater. J. 1997, 94, 332–339. [Google Scholar]
- Ferraris, C.F. Measurement of the Rheological Properties of High Performance Concrete: State of the Art Report. J. Res. Natl. Inst. Stand. Technol. 1999, 104, 461. [Google Scholar] [CrossRef]
- Wallevik, O.H.; Feys, D.; Wallevik, J.E.; Khayat, K.H. avoiding inaccurate interpretations of rheological measurements for cement-based materials. Cem. Concr. Res. 2015, 78, 100–109. [Google Scholar] [CrossRef]
- Feys, D.; Wallevik, J.E.; Yahia, A.; Khayat, K.H.; Wallevik, O.H. Extension of the reiner-riwlin equation to determine modified bingham parameters measured in coaxial cylinders rheometers. Mater. Struct. 2013, 46, 289–311. [Google Scholar] [CrossRef]
- Bentz, D.P.; Ferraris, C.F.; Galler, M.A.; Hansen, A.S.; Guynn, J.M. Influence of particle size distributions on yield stress and viscosity of cement–fly ash pastes. Cem. Concr. Res. 2012, 42, 404–409. [Google Scholar] [CrossRef]
- Cyr, M.; Legrand, C.; Mouret, M. Study of the shear thickening effect of superplasticizers on the rheological behaviour of cement pastes containing or not mineral additives. Cem. Concr. Res. 2000, 30, 1477–1483. [Google Scholar] [CrossRef]
- Li, H.; Huang, F.; Xie, Y.; Yi, Z.; Wang, Z. Effect of water–powder ratio on shear thickening response of SCC. Construct. Build. Mater. 2017, 131, 585–591. [Google Scholar] [CrossRef]
- Baeza-Brotons, F.; Payá, J.; Galao, O.; Alberti, M.G.; Garcés, P. Concrete for precast blocks: Binary and ternary combination of sewage sludge ash with diverse mineral residue. Materials 2020, 13, 4634. [Google Scholar] [CrossRef]
- Danish, P.; Mohan Ganesh, G. Study on influence of metakaolin and waste marble powder on self-compacting concrete—A state of the art review. Mater. Today-Proc. 2021, 44, 1428–1436. [Google Scholar] [CrossRef]
- Ye, G.; Liu, X.; de Schutter, G.; Poppe, A.M.; Taerwe, L. Influence of limestone powder used as filler in scc on hydration and microstructure of cement pastes. Cem. Concr. Comp. 2007, 29, 94–102. [Google Scholar] [CrossRef]
- Poppe, A.M.; de Schutter, G. Cement hydration in the presence of high filler contents. Cem. Concr. Res. 2005, 35, 2290–2299. [Google Scholar] [CrossRef]
- Meera, M.; Anuj; Dash, A.K.; Gupta, S. Rheological and strength properties of self-compacting concrete incorporating marble and granite powders. Mater. Today-Proc. 2020, 32, 1005–1013. [Google Scholar] [CrossRef]
- Seghir, N.T.; Mellas, M.; Sadowski, Ł.; Krolicka, A.; Zak, A.; Ostrowski, K. The utilization of waste marble dust as a cement replacement in air-cured mortar. Sustainability 2019, 11, 2215. [Google Scholar] [CrossRef] [Green Version]
- Binici, H.; Aksogan, O. Durability of concrete made with natural granular granite, silica sand and powders of waste marble and basalt as fine aggregate. J. Build. Eng. 2018, 19, 109–121. [Google Scholar] [CrossRef]
- Gameiro, F.; de Brito, J.; Correia da Silva, D. Durability performance of structural concrete containing fine aggregates from waste generated by marble quarrying industry. Eng. Struct. 2014, 59, 654–662. [Google Scholar] [CrossRef]
- Tennich, M.; Ouezdou, M.B.; Kallel, A. Thermal effect of marble and tile fillers on self-compacting concrete behavior in the fresh state and at early age. J. Build. Eng. 2018, 20, 1–7. [Google Scholar] [CrossRef]
- Suprakash, A.S.; Karthiyaini, S.; Shanmugasundaram, M. Future and scope for development of calcium and silica rich supplementary blends on properties of self-compacting concrete—A comparative review. J. Mater. Res. Tech. 2021, 15, 5662–5681. [Google Scholar] [CrossRef]
- Pal, S.C.; Mukherjee, A.; Pathak, S.R. Investigation of hydraulic activity of ground granulated blast furnace slag in concrete. Cem. Concr. Res. 2003, 33, 1481–1486. [Google Scholar] [CrossRef]
- Özbay, E.; Erdemir, M.; Durmuş, H.I. Utilization and efficiency of ground granulated blast furnace slag on concrete properties—A review. Constr. Build. Mater. 2016, 105, 423–434. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Z.; Li, X. Long-term properties of concrete containing ground granulated blast furnace slag and steel slag. Mag. Concr. Res. 2014, 66, 1095–1103. [Google Scholar] [CrossRef]
- Wang, H.Y.; Wang, W.C.; Wang, J.C.; Chen, Y.W. Evaluation of the engineering properties and durability of mortar produced using ground granulated blast-furnace slag and stainless steel reduced slag. Constr. Build. Mater. 2021, 280, 122498. [Google Scholar] [CrossRef]
- Boukendakdji, O.; Kenai, S.; Kadri, E.H.; Rouis, F. Effect of slag on the rheology of fresh self-compacted concrete. Constr. Build. Mater. 2009, 23, 2593–2598. [Google Scholar] [CrossRef]
- Boukendakdji, O.; Kadri, E.H.; Kenai, S. effects of granulated blast furnace slag and superplasticizer type on the fresh properties and compressive strength of self-compacting concrete. Cem. Concr. Comp. 2012, 34, 583–590. [Google Scholar] [CrossRef]
- Vivek, S.S. Performance of ternary blend SCC with ground granulated blast furnace slag and metakaolin. Mater. Today-Proc. 2021, 49, 1337–1344. [Google Scholar] [CrossRef]
- Sadri, H.; Pourbagheri, P.; Yitmen, I. Towards the implications of boverket’s climate declaration act for sustainability indices in the Swedish construction industry. Build. Env. 2022, 207, 108446. [Google Scholar] [CrossRef]
- Gupta, N.; Siddique, R.; Belarbi, R. Sustainable and greener self-compacting concrete incorporating industrial by-products: A review. J. Clean. Prod. 2021, 284, 124803. [Google Scholar] [CrossRef]
- Kelechi, S.E.; Adamu, M.; Mohammed, A.; Ibrahim, Y.E.; Obianyo, I.I. Durability performance of self-compacting concrete containing crumb rubber, fly ash and calcium carbide waste. Materials 2022, 15, 488. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.C.; Sposito, R. Suitability of blending rice husk ash and calcined clay for the production of self-compacting concrete: A review. Materials 2021, 14, 6252. [Google Scholar] [CrossRef]
- Pang, L.; Liu, Z.; Wang, D.; An, M. Review on the application of supplementary cementitious materials in self-compacting concrete. Crystals 2022, 12, 180. [Google Scholar] [CrossRef]
- Sosa, I.; Thomas, C.; Polanco, J.A.; Setién, J.; Tamayo, P. High performance self-compacting concrete with electric arc furnace slag aggregate and cupola slag powder. App. Sci-Basel 2020, 10, 773. [Google Scholar] [CrossRef] [Green Version]
- Jarugumalli, V.; Madupu, L.N.K.S. The flow properties of SCC with marble waste powder as a partial substitute for cement. Mater. Today-Proc. 2021, in press. [Google Scholar] [CrossRef]
- EFNARC. Specification and Guidelines for Self-Compacting Concrete; Self-compacting concrete European project group: Surrey, United Kingdom, 2005. [Google Scholar]
- Turkish Standards Institute. TS EN 12350-8; Testing Fresh Concrete—Part 8: Self-Compacting Concrete—Slump-Flow Test; Turkish Standards Institute: Ankara, Turkey, 2011. [Google Scholar]
- Turkish Standards Institute. TS EN 12350-9; Testing Fresh Concrete—Part 9: Self-Compacting Concrete—V Funnel Test; Turkish Standards Institute: Ankara, Turkey, 2011. [Google Scholar]
- Turkish Standards Institute. TS EN 12350-10; Testing Fresh Concrete—Part 10: Self-Compacting Concrete—L Box Test; Turkish Standards Institute: Ankara, Turkey, 2011. [Google Scholar]
- Turkish Standards Institute. TS EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; Turkish Standards Institute: Ankara, Turkey, 2019. [Google Scholar]
- Turkish Standards Institute. TS 2824 EN 1338; Concrete Paving Blocks—Requirements and Test Methods; Turkish Standards Institute: Ankara, Turkey, 2005. [Google Scholar]
- Turkish Standards Institute. TS EN 12371; Natural Stone Test Methods—Determination of Frost Resistance; Turkish Standards Institute: Ankara, Turkey, 2010. [Google Scholar]
- ASTM International. ASTM C1012; Standard Test Method for Length Change of Hydraulic-Cement Mortars Exposed to a Sulfate Solution; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Turkish Standards Institute. TS EN 196-2; Methods of Testing Cement-Part 2: Chemical Analysis of Cement; Turkish Standards Institute; Turkish Standards Institute: Ankara, Turkey, 2013. [Google Scholar]
- Huseien, G.F.; Sam, A.R.M.; Alyousef, R. Texture, morphology and strength performance of self-compacting alkali-activated concrete: Role of fly ash as GBFS replacement. Constr. Build. Mater. 2021, 270, 121368. [Google Scholar] [CrossRef]
- Basu, P.; Thomas, B.S.; Chandra Gupta, R.; Agrawal, V. Strength, permeation, freeze-thaw resistance, and microstructural properties of self-compacting concrete containing sandstone waste. J. Clean. Prod. 2021, 305, 127090. [Google Scholar] [CrossRef]
- Danish, A.; Mosaberpanah, M.A.; Salim, M.U.; Fediuk, R.; Rashid, M.F.; Waqas, R.M. Reusing marble and granite dust as cement replacement in cementitious composites: A review on sustainability benefits and critical challenges. J. Build. Eng. 2021, 44, 102600. [Google Scholar] [CrossRef]
- Ince, C.; Hamza, A.; Derogar, S.; Ball, R.J. Utilisation of waste marble dust for improved durability and cost efficiency of pozzolanic concrete. J. Clean. Prod. 2020, 270, 122213. [Google Scholar] [CrossRef]
- Meko, B.; Ighalo, J.O.; Ofuyatan, O.M. Enhancement of self-compactability of fresh self-compacting concrete: A review. Clean. Mater. 2021, 1, 100019. [Google Scholar] [CrossRef]
- Rivera, R.A.; Sanjuán, M.Á.; Martín, D.A.; Costafreda, J.L. Performance of ground granulated blast-furnace slag and coal fly ash ternary portland cements exposed to natural carbonation. Materials 2021, 14, 3239. [Google Scholar] [CrossRef]
- Belaidi, A.S.E.; Azzouz, L.; Kadri, E.; Kenai, S. Effect of natural pozzolana and marble powder on the properties of self-compacting concrete. Constr.Build. Mater. 2012, 31, 251–257. [Google Scholar] [CrossRef]
- Elyamany, H.E.; Abd Elmoaty, A.E.M.; Mohamed, B. Effect of filler types on physical, mechanical and microstructure of self compacting concrete and flow-able concrete. Alex. Eng. J. 2014, 53, 295–307. [Google Scholar] [CrossRef] [Green Version]
- Cepuritis, R.; Jacobsen, S.; Pedersen, B.; Mørtsell, E. Crushed sand in concrete – effect of particle shape in different fractions and filler properties on rheology. Cem. Concr. Comp. 2016, 71, 26–41. [Google Scholar] [CrossRef]
- Rivera, R.A.; Sanjuán, M.Á.; Martín, D.A. Granulated blast-furnace slag and coal fly ash ternary portland cements optimization. Sustainability 2020, 12, 5783. [Google Scholar] [CrossRef]
- Antiohos, S.K.; Tsimas, S. Reactive silica of fly ash as an indicator for the mechanical performance of blended cements. In Book Measuring, Monitoring and Modeling Concrete Properties, 1st ed.; Gdoutos, M.K., Ed.; Springer: Dordrecht, The Netherlands, 2006; Volume 1, pp. 403–409. [Google Scholar]
- Tahwia, A.M.; Elgendy, G.M.; Amin, M. Durability and microstructure of eco-efficient ultra-high-performance concrete. Constr. Build. Mater. 2021, 303, 124491. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | Cement | Water | 0–4 mm | 4–12 mm | MD | GBFS | Plasticizer |
|---|---|---|---|---|---|---|---|
| kg | kg | kg | kg | kg | kg | kg | |
| Reference | 380 | 200 | 950 | 850 | - | - | 7 |
| MD10 | 380 | 200 | 888 | 850 | 62 | - | 7 |
| MD20 | 380 | 200 | 826 | 850 | 124 | - | 7 |
| MD30 | 380 | 200 | 764 | 850 | 186 | - | 7 |
| GBFS10 | 380 | 200 | 888 | 850 | - | 62 | 7 |
| GBFS20 | 380 | 200 | 826 | 850 | - | 124 | 7 |
| GBFS30 | 380 | 200 | 764 | 850 | - | 186 | 7 |
| Chemical Composition, % | |||
|---|---|---|---|
| Property | Cement | MD | GBFS |
| CaO | 64.53 | 53.35 | 32.43 |
| SiO2 | 21.22 | 0.61 | 39.64 |
| Al2O3 | 4.67 | 0.23 | 12.24 |
| Fe2O3 | 2.91 | 0.13 | 0.72 |
| MgO | 0.96 | 0.79 | 7.51 |
| SO3 | 2.92 | 0.54 | 1.43 |
| MnO | - | - | 1.44 |
| K2O | 0.72 | 0.03 | 1.58 |
| Na2O | 0.20 | 0.69 | 0.38 |
| TiO2 | - | - | 0.61 |
| LOI | 2.8 | 43.07 | - |
| C2S | 11.13 | - | - |
| C3S | 57.58 | - | - |
| C3A | 7.45 | - | - |
| C4AF | 8.86 | - | - |
| Material | Specific Surface Area | Density |
|---|---|---|
| cm2/g | g/cm3 | |
| Cement | 3382 | 3.062 |
| MD | 3930 | 2.750 |
| GBFS | 3527 | 2.919 |
| Mixture | Slump Flow | T500 | V-Funnel | L-Box |
|---|---|---|---|---|
| mm | s | s | PA | |
| Reference | 650 | 4 | 11 | 0.87 |
| MD10 | 710 | 4 | 8 | 0.88 |
| MD20 | 670 | 5 | 9 | 0.84 |
| MD30 | 550 | 6 | 18 | 0.80 |
| GBFS10 | 680 | 4 | 10 | 0.88 |
| GBFS20 | 720 | 3 | 7 | 0.91 |
| GBFS30 | 670 | 5 | 13 | 0.82 |
| Mixture | Plastic Viscosity | Yield Stress |
|---|---|---|
| Nmms | Nmm | |
| Reference | 11,650 | 272 |
| MD10 | 1795 | 168 |
| MD20 | 11,179 | 446 |
| MD30 | 14,811 | 608 |
| GBFS10 | 2522 | 250 |
| GBFS20 | 6060 | 280 |
| GBFS30 | 21,031 | 297 |
| Mixture | Total Pore Area | Average Pore Diameter | Porosity |
|---|---|---|---|
| m2/g | µm | % | |
| Reference | 4.048 | 0.0604 | 10.49 |
| MD10 | 3.765 | 0.0442 | 9.74 |
| MD20 | 4.986 | 0.0471 | 11.99 |
| MD30 | 5.271 | 0.0412 | 12.96 |
| GBFS10 | 3.805 | 0.0744 | 10.09 |
| GBFS20 | 2.575 | 0.0390 | 8.49 |
| GBFS30 | 1.314 | 0.0820 | 4.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karakurt, C.; Dumangöz, M. Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag. Materials 2022, 15, 1795. https://doi.org/10.3390/ma15051795
Karakurt C, Dumangöz M. Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag. Materials. 2022; 15(5):1795. https://doi.org/10.3390/ma15051795
Chicago/Turabian StyleKarakurt, Cenk, and Mahmut Dumangöz. 2022. "Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag" Materials 15, no. 5: 1795. https://doi.org/10.3390/ma15051795
APA StyleKarakurt, C., & Dumangöz, M. (2022). Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag. Materials, 15(5), 1795. https://doi.org/10.3390/ma15051795