
Analysis of High-Speed Milling Surface Topography and Prediction of Wear Resistance



Abstract
:1. Introduction
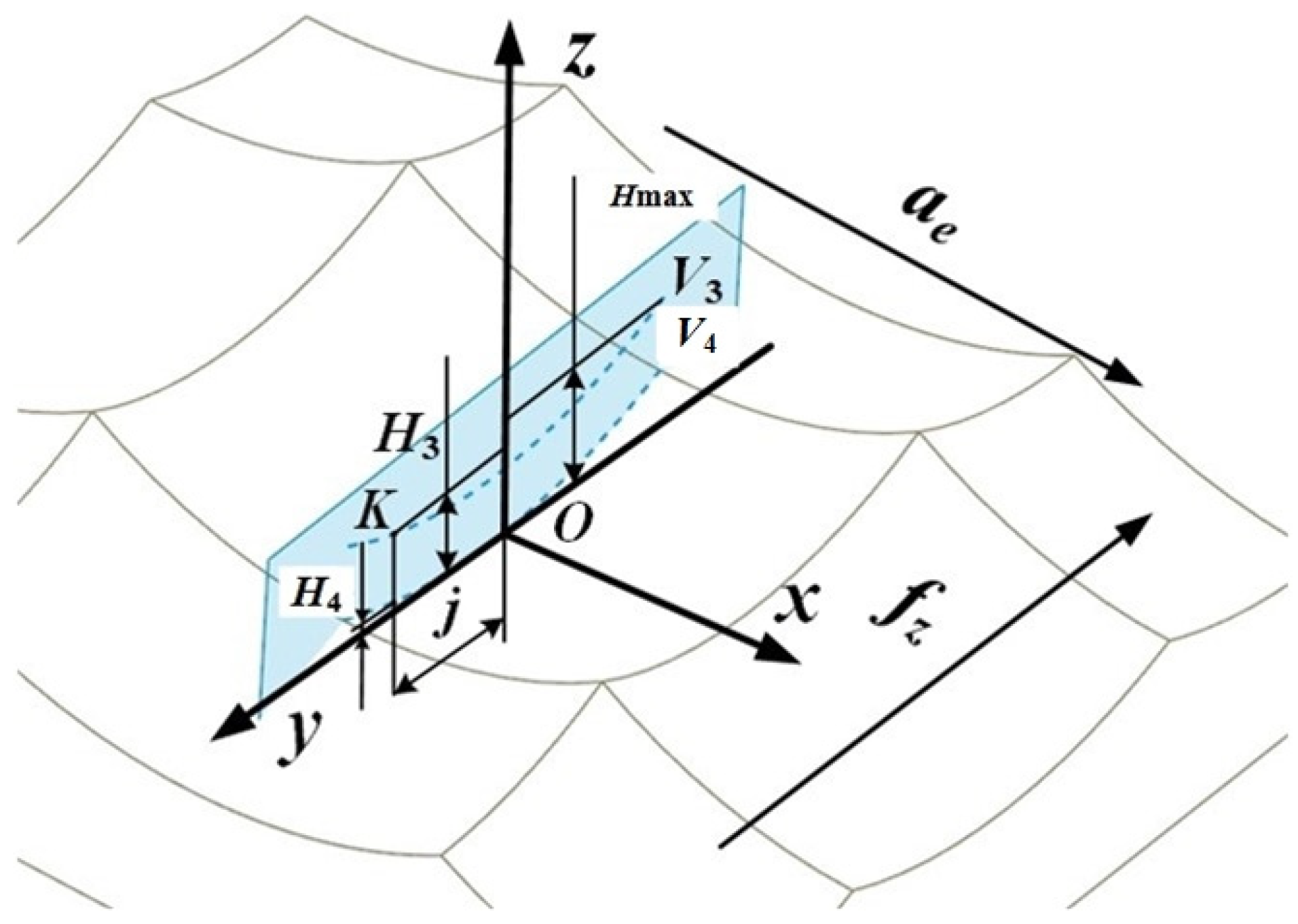
2. Analytical Modeling of Residual Height of Ball-End Milling Surface
2.1. Residual Height Modeling in Feed Direction
2.2. Residual Height Modeling in Row Spacing Direction
3. High-Speed Milling Experiment and Topography Detection
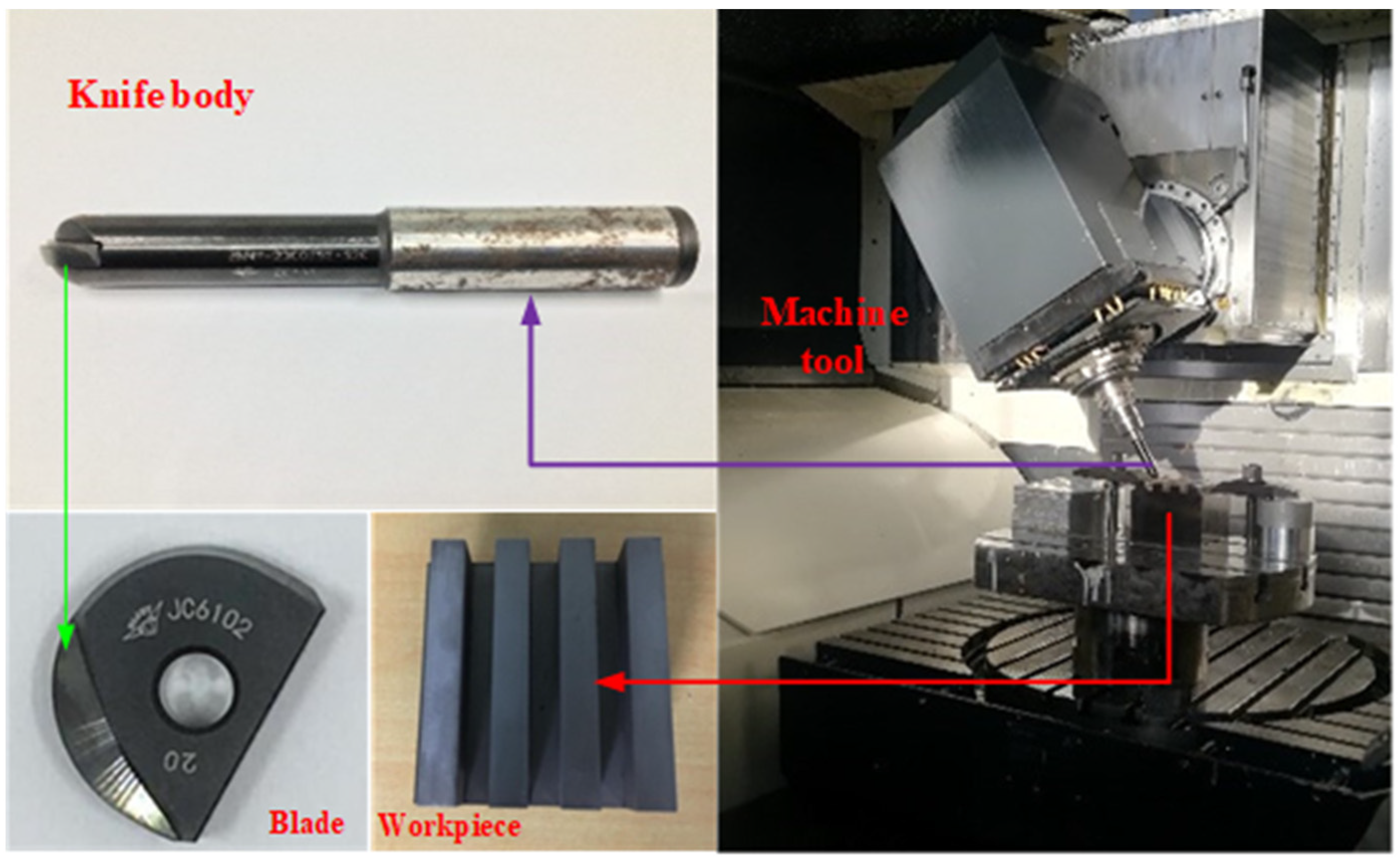
3.1. Experimental Equipment and Specimen Materials
3.2. Experimental Parameter Design
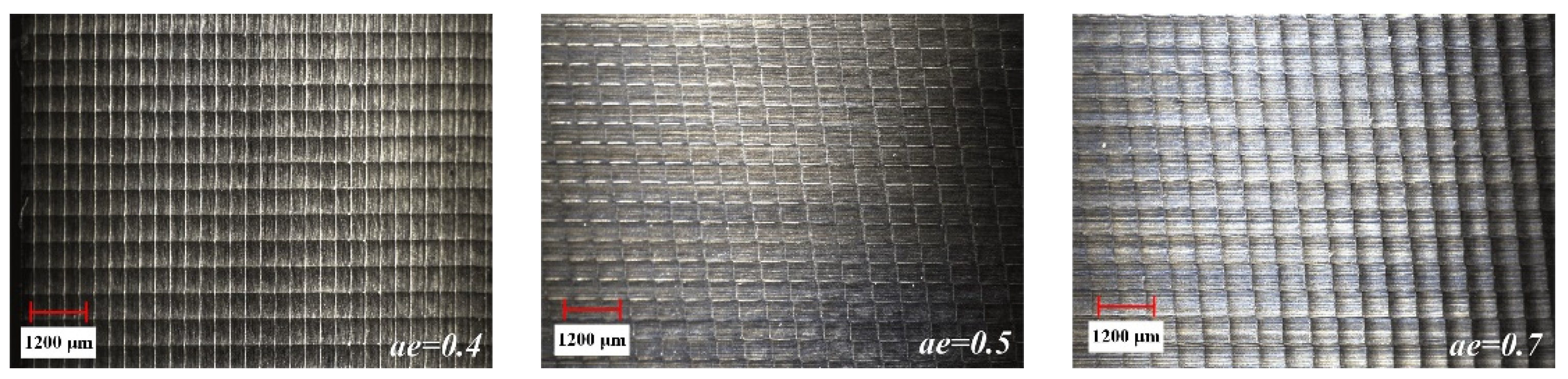
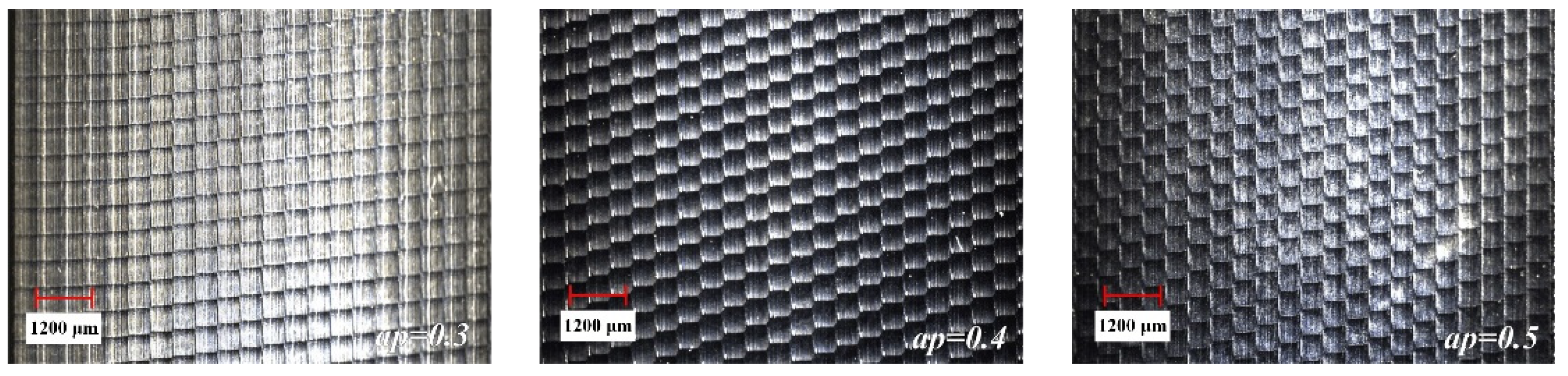
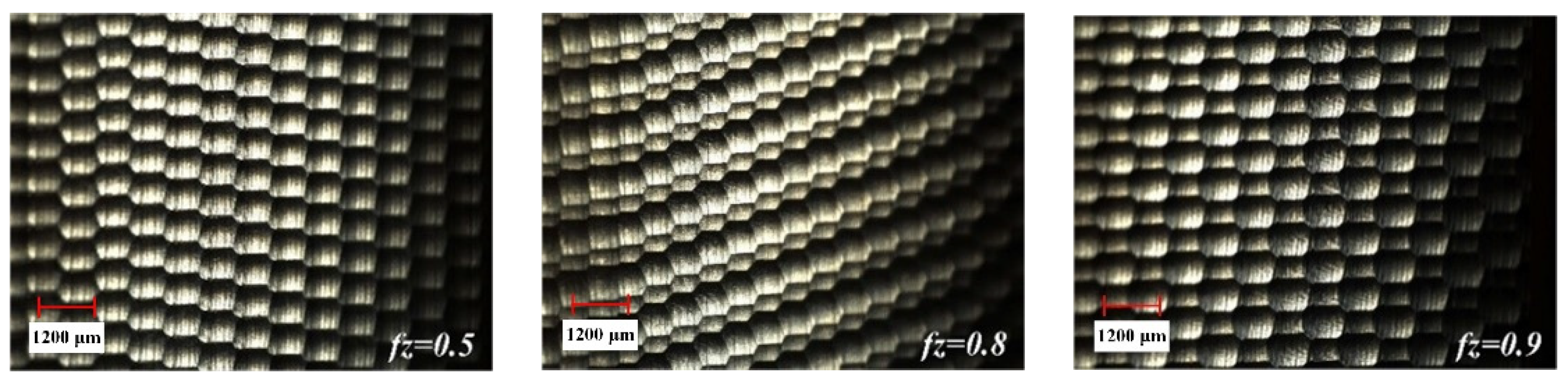
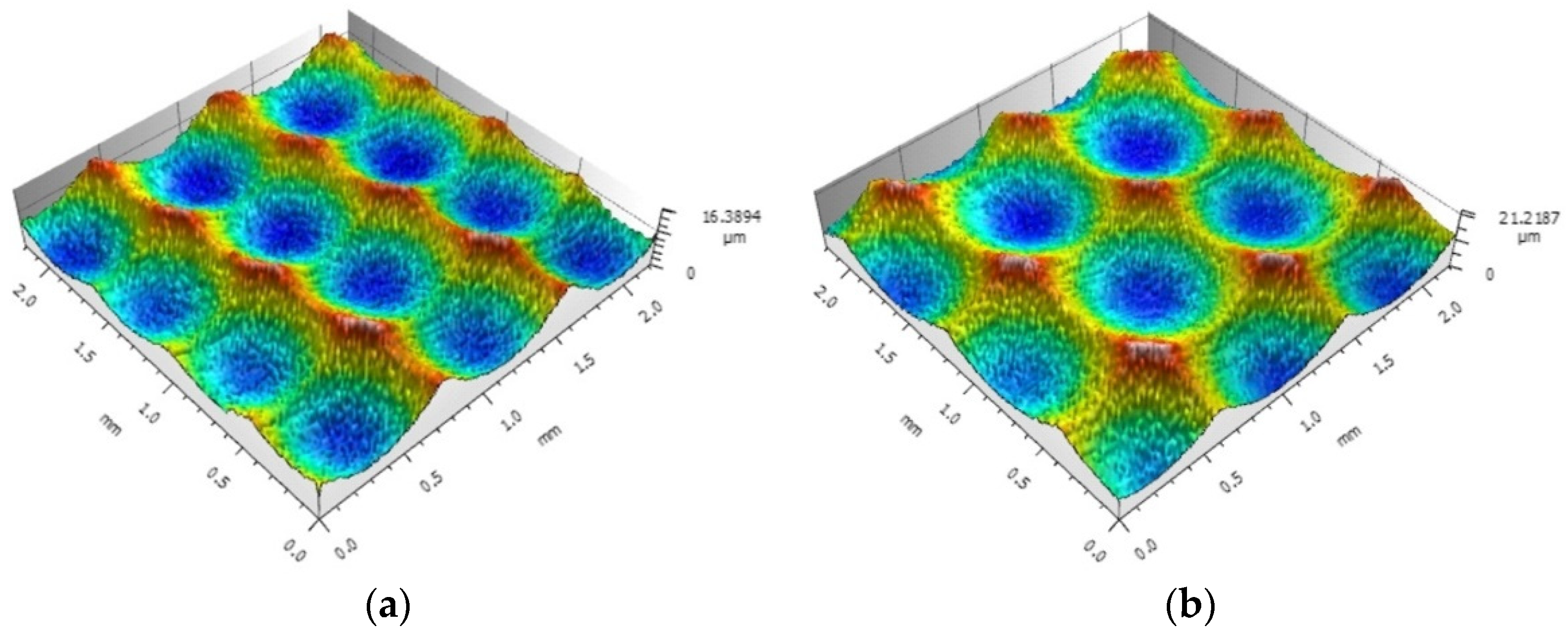
3.3. Milling Topography Detection and Analysis
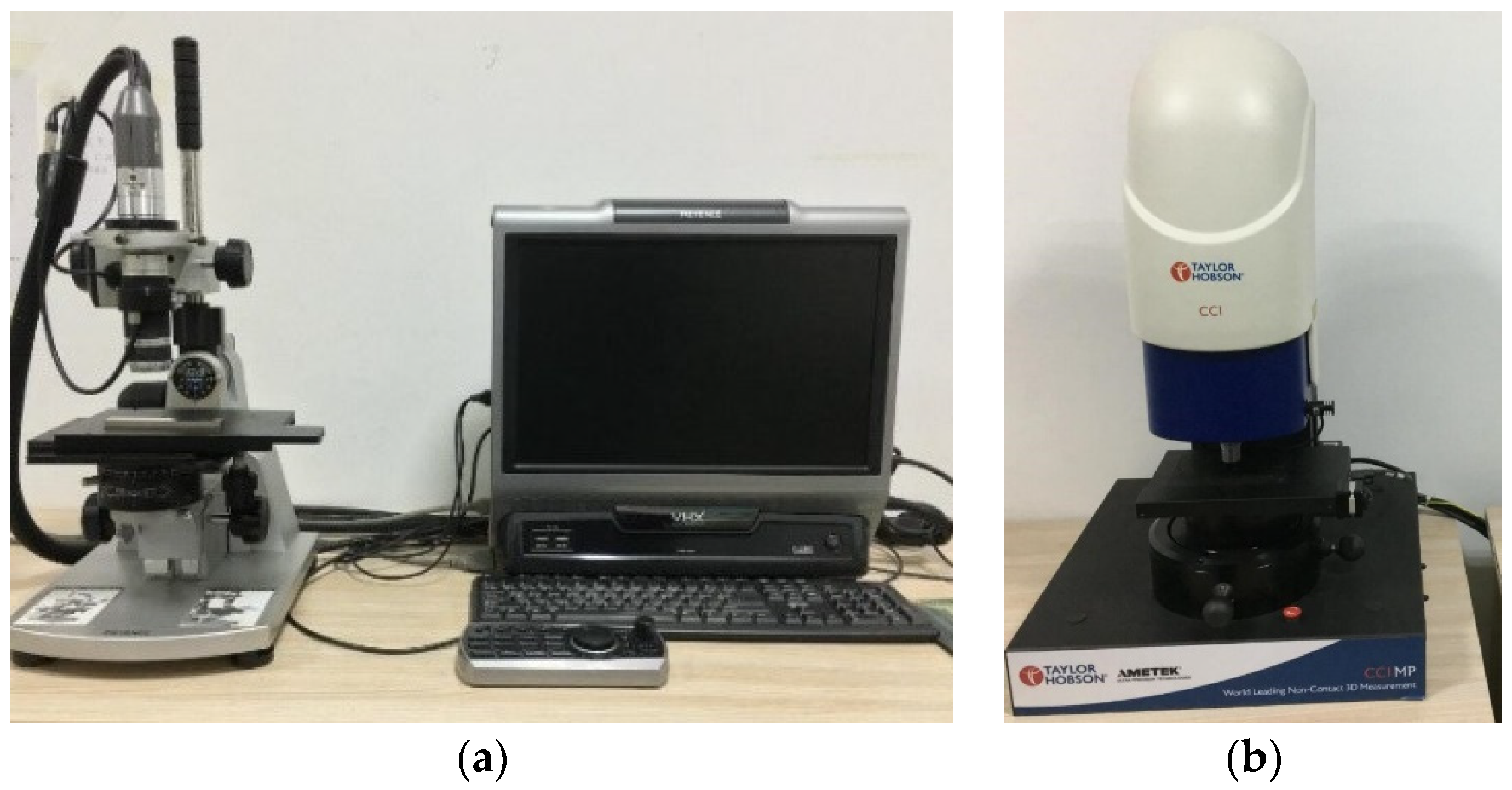
3.4. Topography Parameter Detection
4. Analysis of Milling Surface Topography Parameters
4.1. Characterization of Milling Topography Parameters
4.1.1. Parameter Characterization of Pit Topography in Vertical Direction
4.1.2. Parameter Characterization of Pit Topography in Horizontal Direction
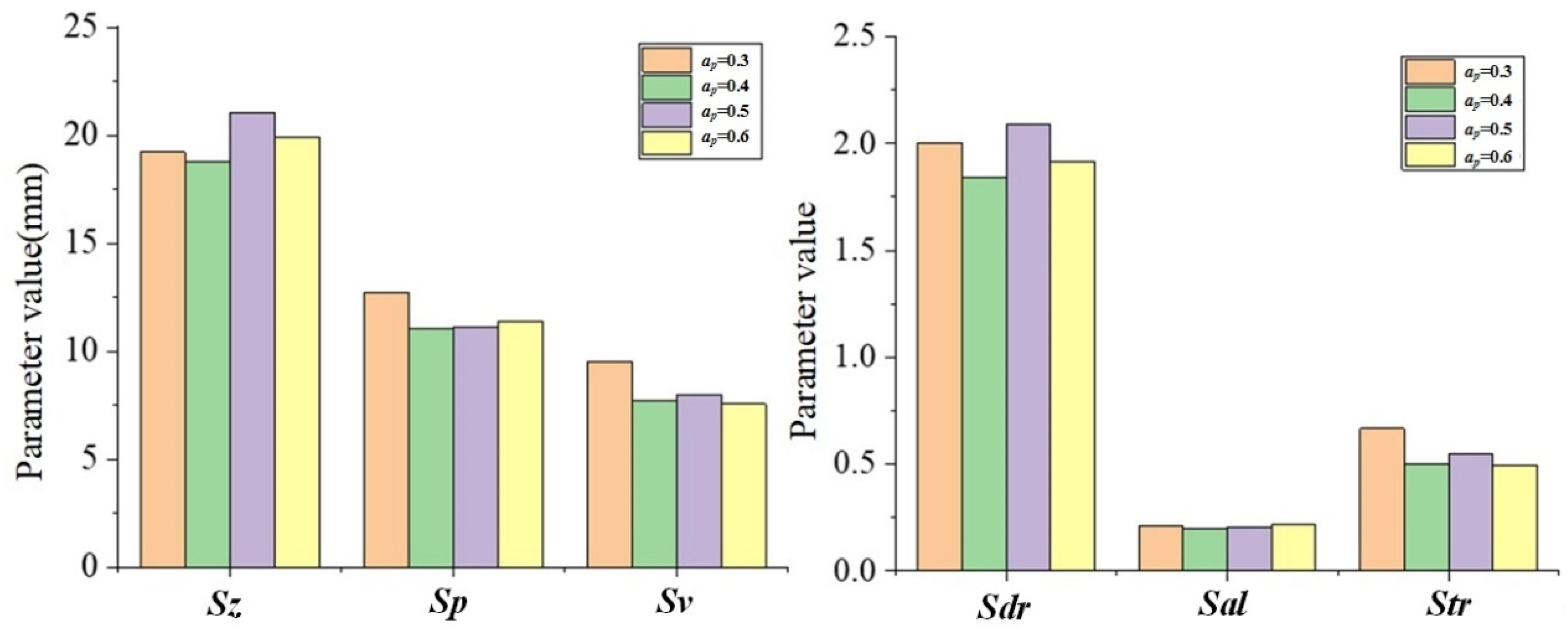
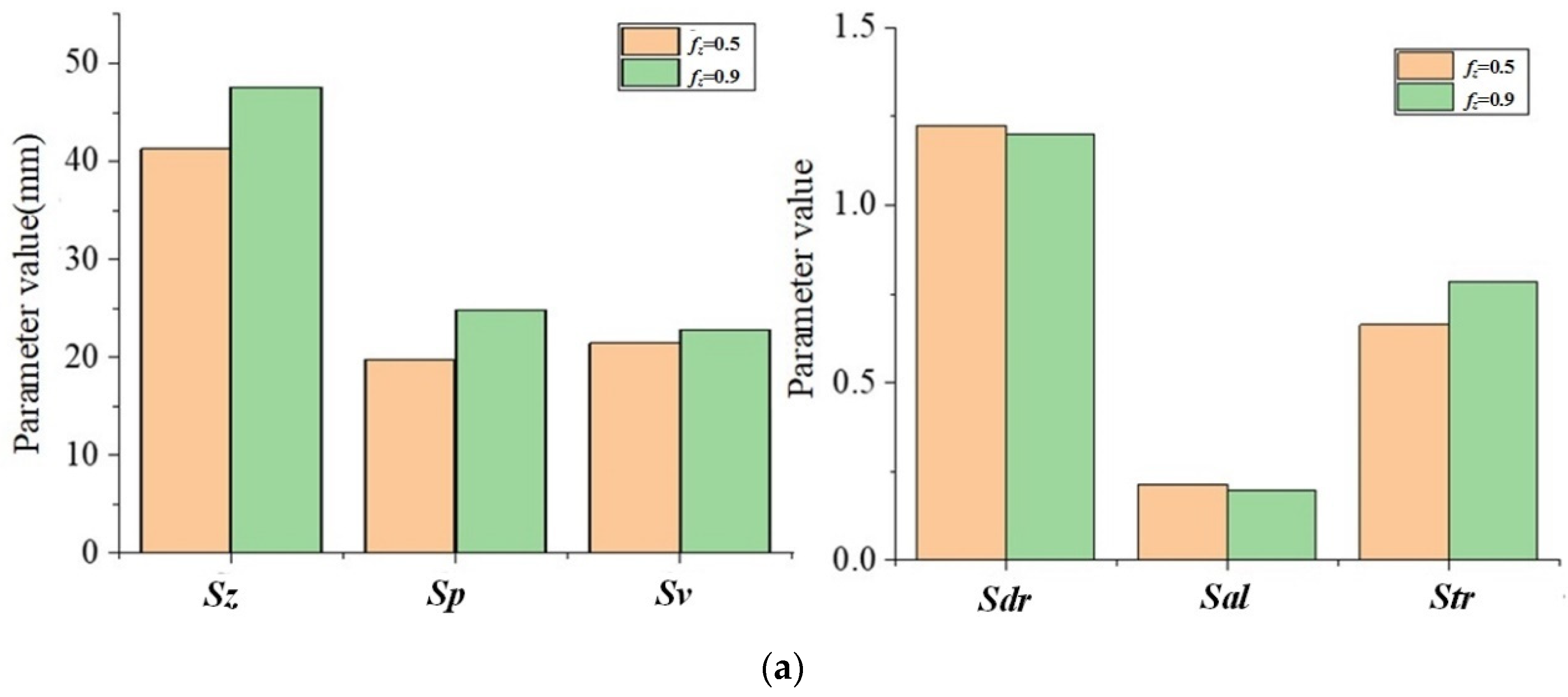
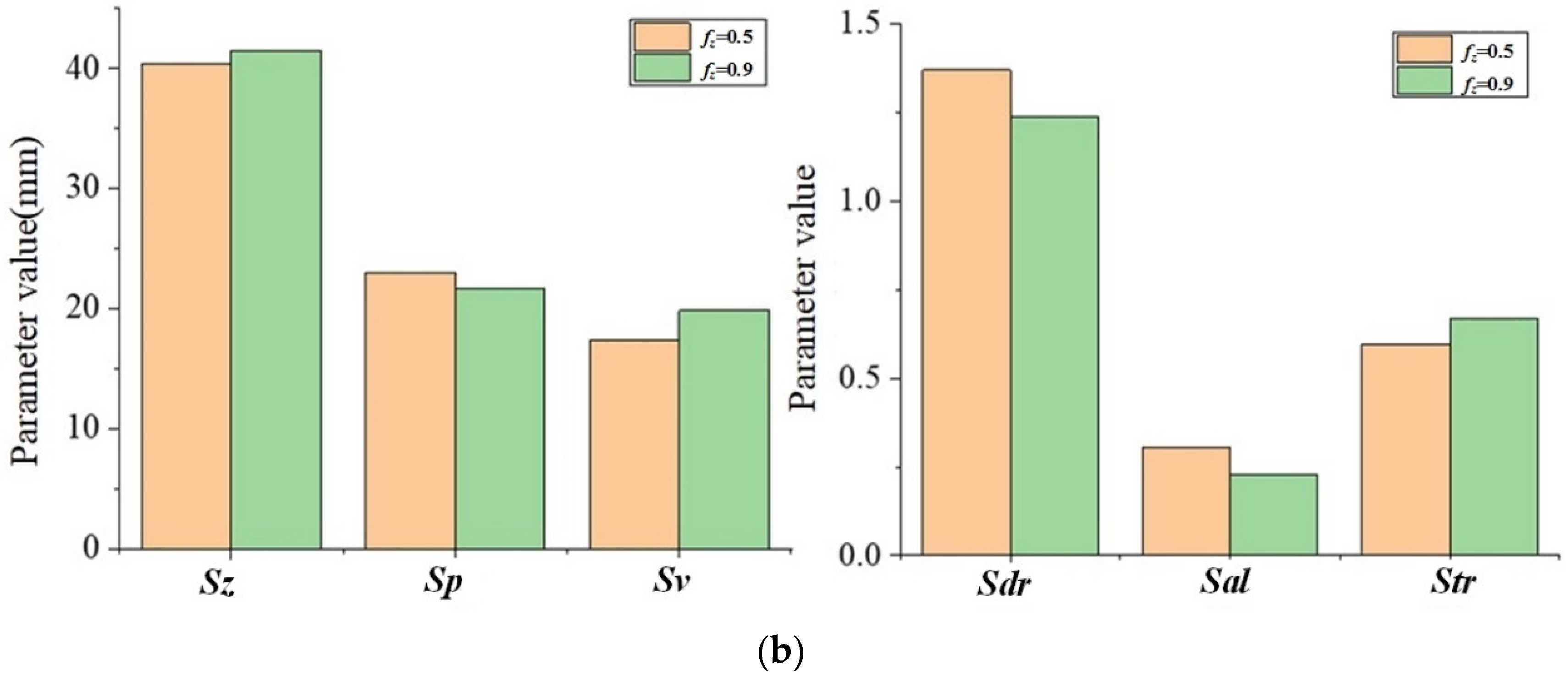
4.2. Analysis of the Influence Law of Processing Parameters on Topography Parameters
5. Prediction and Verification of Milling Surface Wear Resistance
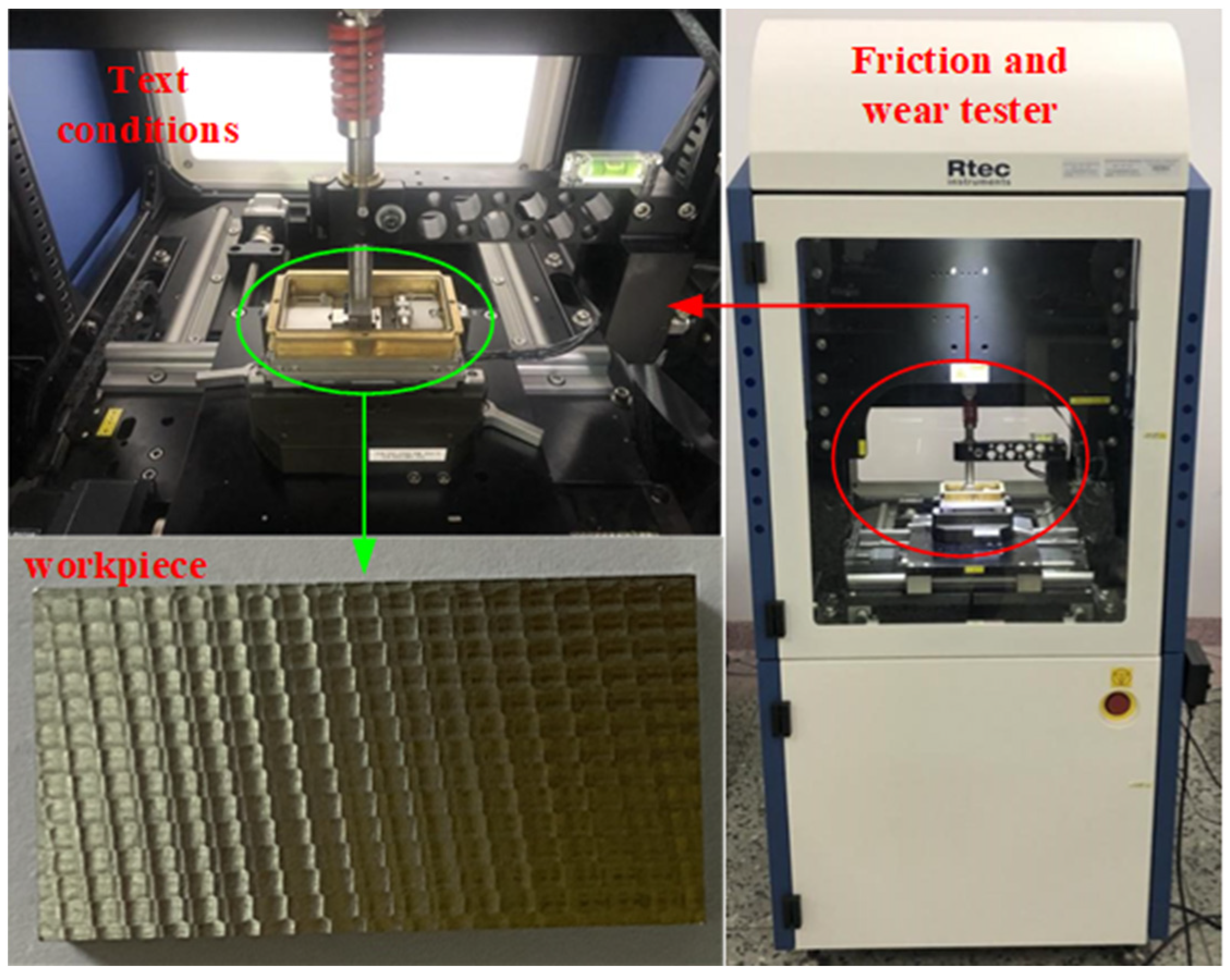
5.1. Friction and Wear Experiment
5.1.1. Experimental Equipment and Sample Preparation
5.1.2. Topography Detection after Wear
5.1.3. Wear Data Detection
5.2. Wear Resistance Evaluation Index Prediction and Verification
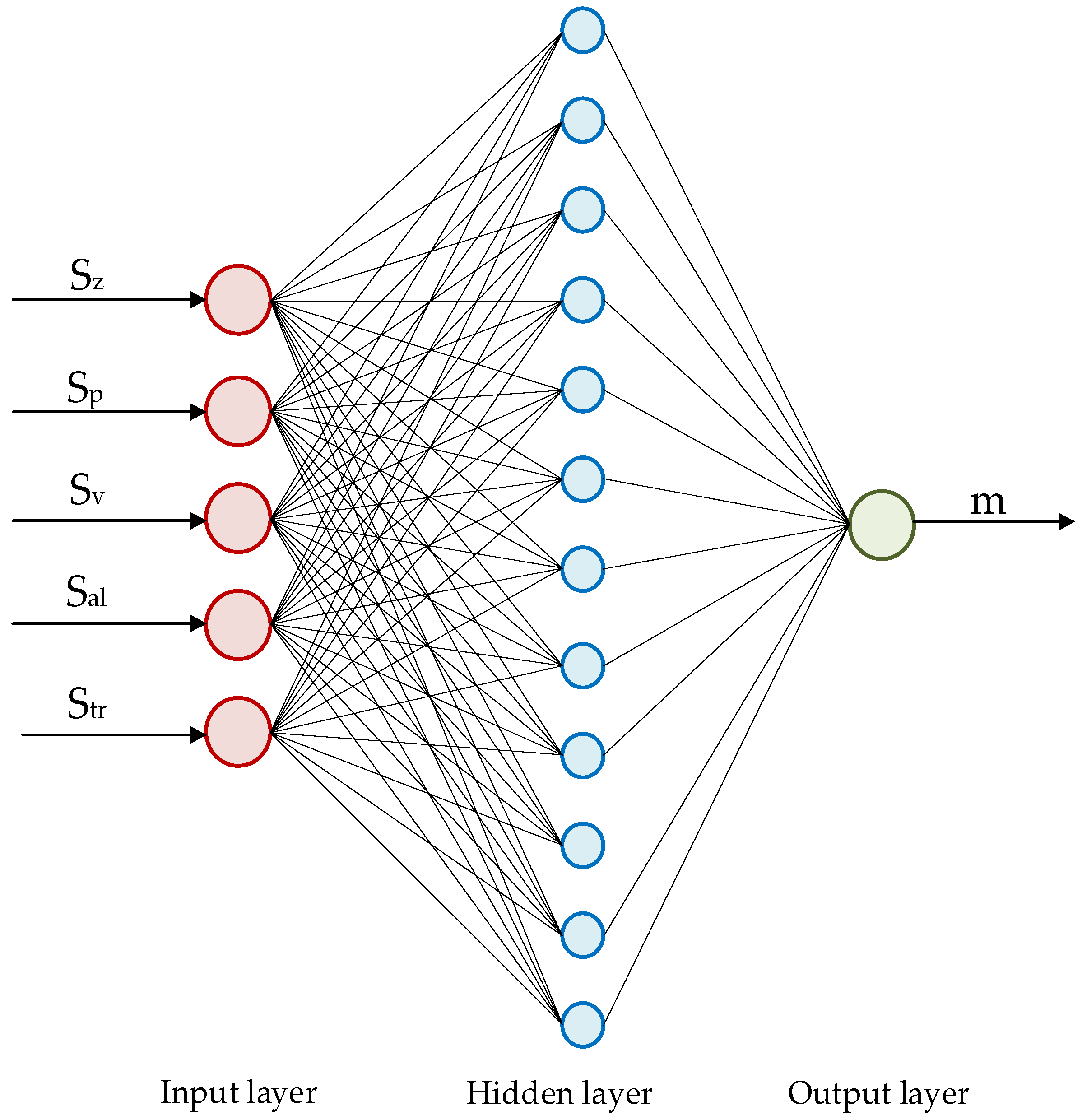
5.2.1. BP Neural Network Parameter Selection
- Input layer and output layer design
- 2.
- Hidden layer design
5.2.2. Training Sample Selection
5.2.3. Sample Normalization
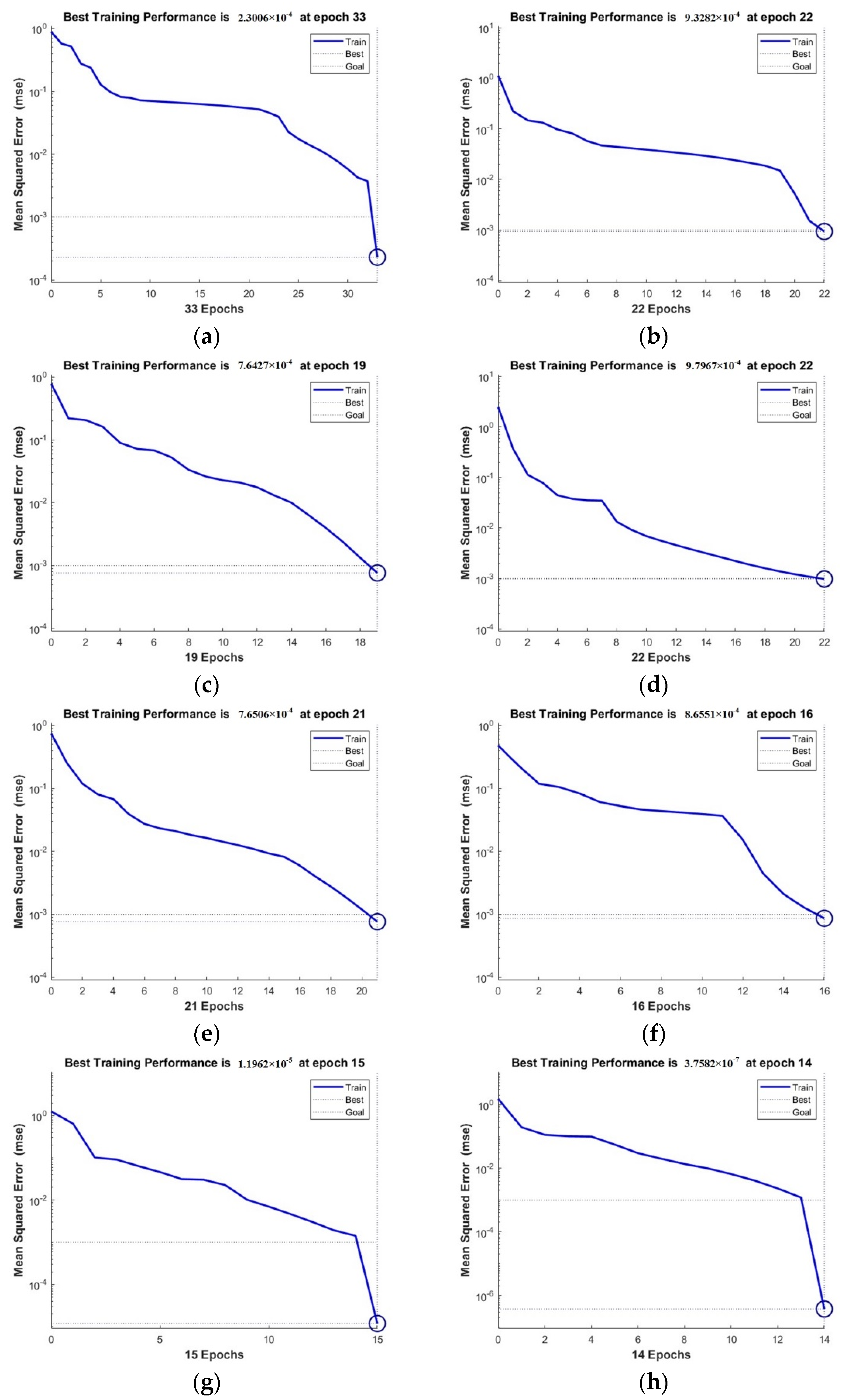
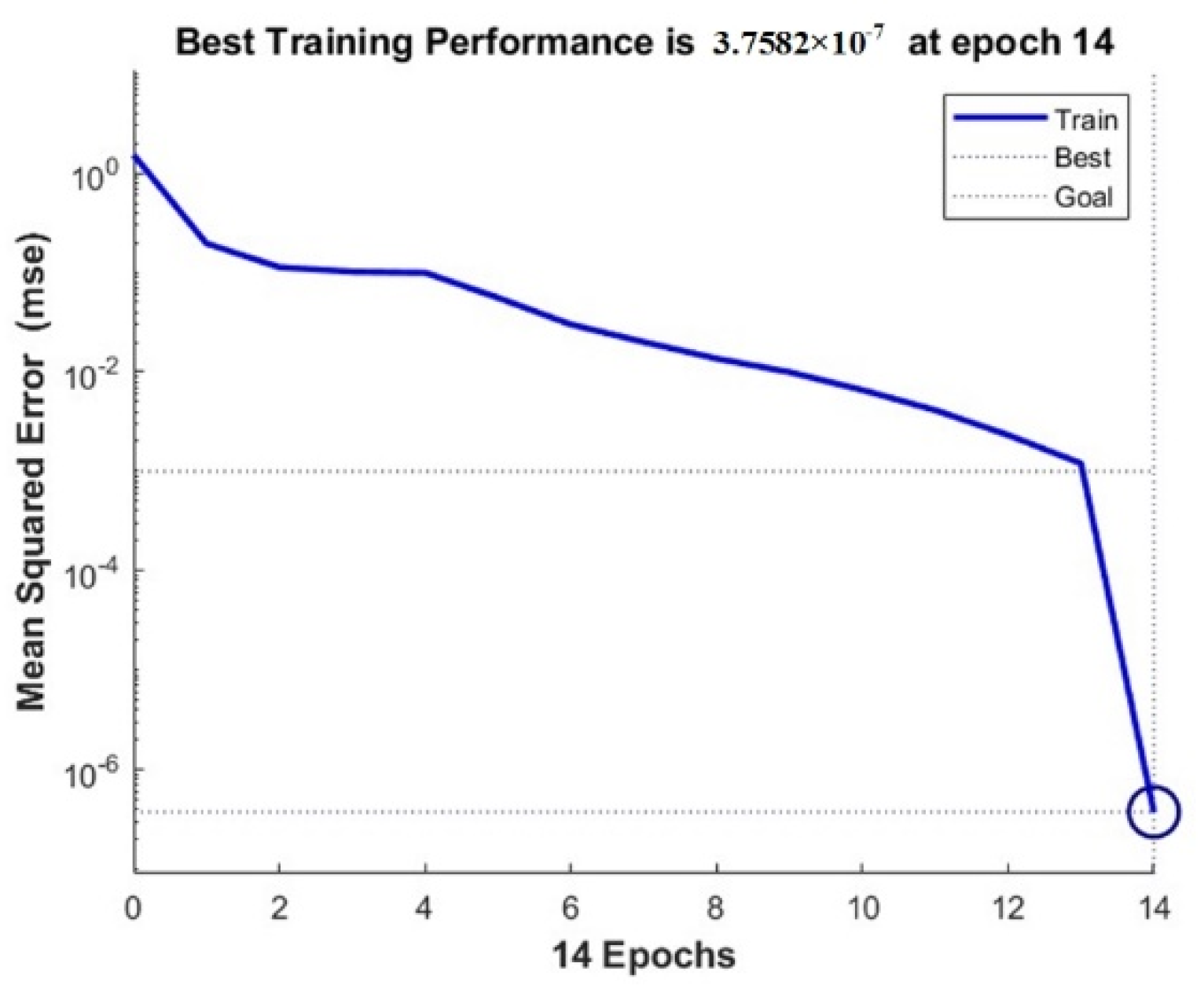
5.2.4. Wear Resistance Prediction
5.2.5. Validation of Wear Resistance Prediction Model
6. Conclusions
- The model of the residual height of the ball-end milling surface was established, and the relationship between the residual height of the surface and the processed static parameters was obtained. The residual height value of the processed surface is determined by the size of the ball end mill, fz and ae, and has a positive correlation with fz and ae.
- Different processing parameters will have different effects on surface topography. The increase in ae will make the surface topography unit larger, and the change of fz will make significant changes in the residual height of the surface topography.
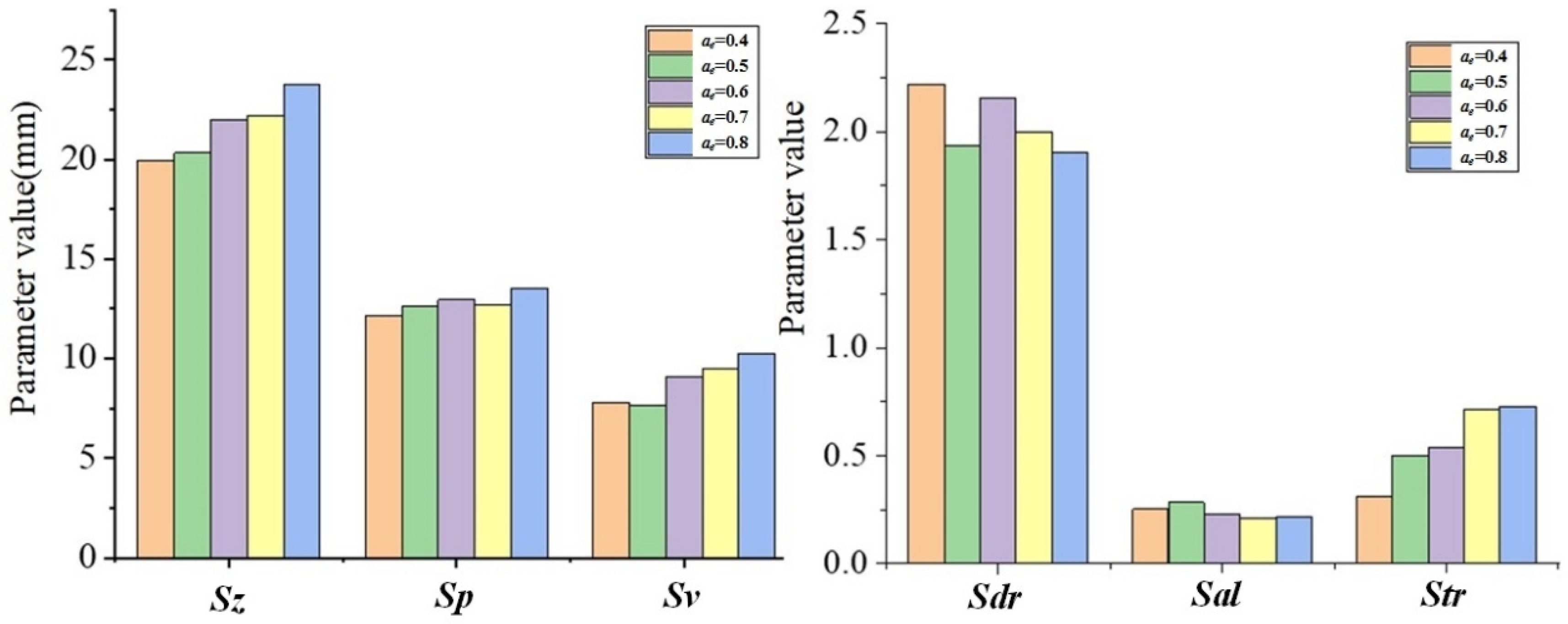
- There is an influential relationship between processing parameters and topography parameters. There is a positive correlation between Sz, Sp, Sv, Str, and ae and fz; There is a negative correlation between Sal, Sdr, and ae and fz.
- A wear resistance prediction model based on topographical parameters was developed using BP neural network, and the prediction of the wear and friction coefficient of the ball-end milled surface is accomplished by inputting topographical parameters. The maximum relative error of the predicted value is 16.39%, and the minimum is 6.18%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| fz | Feed per tooth |
| ae | Row spacing |
| ap | Axial depth of cut |
| Sz | Largest height |
| Sp | Largest peak height |
| Sv | Largest pit height |
| Sal | Minimum autocorrelation length |
| Sdr | Interface expansion area ratio |
| Str | Surface feature height ratio |
References
- Lenart, A.; Pawlus, P.; Dzierwa, A. The Effect of Disc Surface Topography on the Dry Gross Fretting Wear of an Equal-Hardness Steel Pair. Materials 2019, 12, 3250. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sui, Q.; Zhang, P.; Zhou, H.; Liu, Y.; Ren, L. Influence of Cycle Temperature on the Wear Resistance of Vermicular Iron Derivatized with Bionic Surfaces. Met. Mater. Trans. A 2016, 47, 5534–5547. [Google Scholar] [CrossRef]
- Du, Z.M.; Qin, J.; Liu, J.; Chen, G.; Jia, H.M.; Xie, S.S. Wearability of SiCP Particle Reinforced Aluminum Matrix Composites Creeper Tread. Adv. Mater. Res. 2011, 299–300, 727–734. [Google Scholar] [CrossRef]
- Braun, D.; Greiner, C.; Schneider, J.; Gumbsch, P. Efficiency of laser surface texturing in the reduction of friction under mixed lubri-cation. Tribol. Int. 2014, 77, 142–147. [Google Scholar] [CrossRef]
- Tillmann, W.; Stangier, D.; Hagen, L.; Biermann, D.; Kersting, P.; Krebs, E. Tribological investigation of bionic and micro-structured functional surfaces. Materialwissenschaft und Werkstofftechnik 2015, 46, 1096–1104. [Google Scholar] [CrossRef]
- Conradi, M.; Kocijan, A.; Klobčar, D.; Podgornik, B. Tribological response of laser-textured Ti6Al4V alloy under dry condi-tions and lubricated with Hank’s solution. Tribol. Int. 2021, 54, 345–356. [Google Scholar]
- Razfar, M.R.; Zinati, R.F.; Haghshenas, M. Optimum surface roughness prediction in face milling by using neural network and harmony search algorithm. Int. J. Adv. Manuf. Technol. 2010, 52, 487–495. [Google Scholar] [CrossRef]
- Wiciak-Pikuła, M.; Twardowski, P.; Bartkowska, A.; Felusiak-Czyryca, A. Experimental Investigation of Surface Roughness in Milling of Du-ralcanTM Composite. Materials 2021, 14, 6010. [Google Scholar] [CrossRef]
- Qi, F.; Wang, X.; Zhou, Q. PEA/V-SiO 2 core-shell structure for superhydrophobic surface with high abrasion performance. Surf. Interfaces 2018, 12, 196–201. [Google Scholar]
- Daymi, A.; Boujelbene, M.; Linares, J.M.; Bayraktar, E.; Amara, A.B. Influence of workpiece inclination angle on the surface roughness in ball end milling of the titanium alloy Ti-6Al-4V. J. Achiev. Mater. Manuf. Eng. 2009, 35, 1028–1029. [Google Scholar]
- Sadiq, T.O.; Hameed, B.A.; Idris, J.; Olaoye, O.; Nursyaza, S.; Samsudin, Z.H.; Hasnan, M.I. Effect of different machining parameters on surface roughness of aluminium alloys based on Si and Mg content. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 451. [Google Scholar] [CrossRef]
- Mardi, K.B.; Dixit, A.R.; Pramanik, A.; Hvizdos, P.; Mallick, A.; Nag, A.; Hloch, S. Surface Topography Analysis of Mg-Based Composites with Different Nanopar-ticle Contents Disintegrated Using Abrasive Water Jet. Materials 2021, 14, 5471. [Google Scholar] [CrossRef] [PubMed]
- Maher, I.; Eltaib ME, H.; Sarhan, A.A.; El-Zahry, R.M. Cutting force-based adaptive neuro-fuzzy approach for accurate surface roughness prediction in end milling operation for intelligent machining. Int. J. Adv. Manuf. Technol. 2015, 76, 1459–1467. [Google Scholar] [CrossRef]
- Vishwas, C.J.; Girish, L.V.; Naik, G.M.; Sachin, B.; Roy, A.; Prashanth, B.Y.; Badiger, R. Effect of Machining Parameters on Surface integrity during Dry Turning of AISI 410 martensitic stainless steel. IOP Conf. Series: Mater. Sci. Eng. 2018, 376, 012127. [Google Scholar] [CrossRef]
- Yan, L.; Rong, Y.M.; Jiang, F.; Zhou, Z.X. Three-dimension surface characterization of grinding wheel using white light interferom-eter. Int. J. Adv. Manuf. Technol. 2011, 55, 133–141. [Google Scholar] [CrossRef]
- Podulka, P. The Effect of Surface Topography Feature Size Density and Distribution on the Results of a Data Processing and Parameters Calculation with a Comparison of Regular Methods. Materials 2021, 14, 4077. [Google Scholar] [CrossRef]
- Yue, H.; Deng, J.; Zhang, Y.; Meng, Y.; Zou, X. Characterization of the textured surfaces under boundary lubrication. Tribol. Int. 2020, 151, 106359. [Google Scholar] [CrossRef]
- Shi, R.; Wang, B.; Yan, Z.; Wang, Z.; Dong, L. Effect of Surface Topography Parameters on Friction and Wear of Random Rough Surface. Materials 2019, 12, 2762. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Planning surface texturing for reduced friction in lubricated sliding using surface roughness parameters skewness and kurtosis. Proc. Inst. Mech. Eng. Part J. Eng. Tribol. 2012, 226, 661–667. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Functional Importance of Surface Texture Parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters Ssk and Sku to Control Friction—A Method for Designing Surface Texturing. Tribol. Trans. 2016, 60, 260–266. [Google Scholar] [CrossRef]
- Wang, B.; Zheng, M.; Zhang, W. Analysis and Prediction of Wear Performance of Different Topography Surface. Materials 2020, 13, 5056. [Google Scholar] [CrossRef] [PubMed]
- Durmu, H.K.; Zkaya, E.; Cevdet, M. The use of neural networks for the prediction of wear loss and surface roughness of AA 6351 aluminium alloy. Mater. Des. 2006, 27, 156–159. [Google Scholar] [CrossRef]
- Mahdi, S.A.; Abdullah, M.A. Predicting the Tool Wear of a Drilling Process Using Novel Machine Learning XGBoost-SDA. Materials 2020, 13, 4952. [Google Scholar]
- Suresh, S.; Moorthi, N.S.V.; Vettivel, S.; Selvakumar, N. Mechanical behavior and wear prediction of stir cast Al–TiB2 composites using response surface methodology. Mater. Des. 2014, 59, 383–396. [Google Scholar] [CrossRef]
- Zhang, W.; Li, K.; Zhang, L.; Sun, Y. High-speed milling surface topography dimensional analysis and wear prediction. Int. J. Interact. Des. Manuf. 2021, 15, 409–416. [Google Scholar] [CrossRef]
- Durmuş, H.K.; Özkaya, E.; Meri, C. Experimental investigation and prediction of wear properties of Al/SiC metal matrix composites produced by thixomoulding method using Artificial Neural Networks. Mater. Des. 2014, 63, 270–277. [Google Scholar]
- Zhao, B.; Zhang, Z.-N.; Dai, X.-D. Prediction of Wear at Revolute Clearance Joints in Flexible Mechanical Systems. Procedia Eng. 2013, 68, 661–667. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Cu | V | Mo | C | Mn | Si | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 11.0–12.5 | ≤0.25 | ≤0.30 | 0.15–0.30 | 0.4–0.6 | 1.45–1.50 | ≤0.4 | ≤0.4 | ≤0.03 | ≤0.03 |
| Groups | fz (mm/z) | ae (mm) | ap (mm) | n (r/min) | Processing Angle |
|---|---|---|---|---|---|
| A1 | 0.4 | ||||
| A2 | 0.5 | ||||
| A3 | 0.4 | 0.6 | 0.3 | 10,000 | 30° |
| A4 | 0.7 | ||||
| A5 | 0.8 |
| Groups | fz (mm/z) | ae (mm) | ap (mm) | n (r/min) | Processing Angle |
|---|---|---|---|---|---|
| B1 | 0.4 | 0.6 | 0.3 | 10,000 | 30° |
| B2 | 0.4 | ||||
| B3 | 0.5 | ||||
| B4 | 0.6 |
| Groups | fz (mm/z) | ae (mm) | ap (mm) | n (r/min) | Processing Angle |
|---|---|---|---|---|---|
| C1 | 0.4 | 0.4 | 0.3 | 10,000 | 30° |
| C2 | 0.6 | ||||
| C3 | 0.5 | 1 | 0.5 | ||
| C4 | 0.9 | ||||
| C5 | 0.5 | 0.8 | 0.5 | ||
| C6 | 0.8 |
| Group | Sz (um) | Sp (um) | Sv (um) | Sal | Str | Sdr |
|---|---|---|---|---|---|---|
| A1(C1) | 19.951 | 12.175 | 7.776 | 0.283 | 0.239 | 2.325 |
| A2 | 20.319 | 12.646 | 7.673 | 0.252 | 0.308 | 2.218 |
| A3 | 22.013 | 12.944 | 9.069 | 0.227 | 0.535 | 2.153 |
| A4(B1) | 22.219 | 12.723 | 9.495 | 0.213 | 0.716 | 2.001 |
| A5 | 23.772 | 13.526 | 10.247 | 0.217 | 0.727 | 1.901 |
| B2 | 18.763 | 11.038 | 7.725 | 0.195 | 0.503 | 1.638 |
| B3 | 21.072 | 11.097 | 7.974 | 0.205 | 0.511 | 2.092 |
| B4 | 19.927 | 12.374 | 7.553 | 0.216 | 0.496 | 1.913 |
| C2 | 16.893 | 9.197 | 7.696 | 0.234 | 0.766 | 1.935 |
| C3 | 41.256 | 19.793 | 21.463 | 0.214 | 0.663 | 1.225 |
| C4 | 47.598 | 24.849 | 22.749 | 0.197 | 0.784 | 1.198 |
| C5 | 40.361 | 23.014 | 17.347 | 0.305 | 0.595 | 1.369 |
| C6 | 41.469 | 21.622 | 19.847 | 0.227 | 0.670 | 1.238 |
| Group | A1 | A2 | A3 | A4 | A5 | B2 | B3 | B4 | C2 |
|---|---|---|---|---|---|---|---|---|---|
| Amount of wear (mg) | 0.0044 | 0.0022 | 0.0032 | 0.0061 | 0.0051 | 0.003 | 0.0015 | 0.0027 | 0.0054 |
| Coefficient of friction | 0.5373 | 0.4835 | 0.5043 | 0.6188 | 0.5596 | 0.2843 | 0.2343 | 0.4776 | 0.5681 |
| Group | Sp (μm) | Sv (μm) | Sz (μm) | Sal | Sdr | m (mg) | u |
|---|---|---|---|---|---|---|---|
| A1 | 12.646 | 7.673 | 20.319 | 0.252 | 2.218 | 0.0044 | 0.5373 |
| A2 | 12.723 | 9.495 | 22.218 | 0.213 | 2.001 | 0.0022 | 0.4835 |
| A3 | 12.175 | 7.776 | 19.951 | 0.283 | 2.325 | 0.0032 | 0.5043 |
| A4 | 12.944 | 9.069 | 22.013 | 0.227 | 2.153 | 0.0061 | 0.6188 |
| A5 | 13.526 | 10.247 | 23.773 | 0.217 | 1.901 | 0.0051 | 0.5596 |
| B2 | 11.038 | 7.725 | 18.763 | 0.195 | 1.638 | 0.0030 | 0.2843 |
| B3 | 11.097 | 7.974 | 19.071 | 0.205 | 2.092 | 0.0015 | 0.2343 |
| B4 | 12.374 | 7.553 | 19.927 | 0.216 | 1.913 | 0.0027 | 0.4776 |
| C2 | 9.197 | 7.696 | 16.893 | 0.234 | 1.935 | 0.0054 | 0.5681 |
| Group | Sp (μm) | Sv (μm) | Sz (μm) | Sal | Sdr | m (mg) | u |
|---|---|---|---|---|---|---|---|
| A1 | 0.292 | −1 | −1 | 0.295 | 0.688 | 0.128 | −0.049 |
| A2 | 0.354 | 0.415 | 0.880 | 0.590 | 0.056 | −1.005 | 0.967 |
| A3 | 0.532 | 0.084 | 0.786 | 0.272 | 0.499 | 1.004 | 1.000 |
| A4 | 1 | 1 | 1 | 0.500 | 0.234 | 0.488 | −0.018 |
| A5 | 0.086 | 0.920 | 0.135 | 1 | 1 | −0.488 | −0.581 |
| B2 | −1 | 0.959 | 0.403 | −1 | −1 | −0.590 | −0.999 |
| B3 | 0.952 | 0.766 | 0.027 | 0.772 | 0.321 | 0.241 | −0.634 |
| B4 | 0.074 | 1.093 | 0.047 | 0.522 | 0.199 | −0.364 | 0.897 |
| C2 | 2.479 | 0.982 | 1.017 | 0.113 | 0.135 | 0.630 | 0.786 |
| Experimental measurements | 0.0044 g | 0.0061 g | 0.0027 g |
| Model prediction | 0.0039 g | 0.0051 g | 0.0033 g |
| Error percentage | 11.36% | 16.39% | 14.81% |
| Experimental measurements | 0.5373 | 0.6188 | 0.4476 |
| Model prediction | 0.5041 | 0.7020 | 0.4812 |
| Error percentage | 6.18% | 13.45% | 7.51% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Li, K.; Wang, W.; Wang, B.; Zhang, L. Analysis of High-Speed Milling Surface Topography and Prediction of Wear Resistance. Materials 2022, 15, 1707. https://doi.org/10.3390/ma15051707
Zhang W, Li K, Wang W, Wang B, Zhang L. Analysis of High-Speed Milling Surface Topography and Prediction of Wear Resistance. Materials. 2022; 15(5):1707. https://doi.org/10.3390/ma15051707
Chicago/Turabian StyleZhang, Wei, Kangning Li, Weiran Wang, Ben Wang, and Lei Zhang. 2022. "Analysis of High-Speed Milling Surface Topography and Prediction of Wear Resistance" Materials 15, no. 5: 1707. https://doi.org/10.3390/ma15051707
APA StyleZhang, W., Li, K., Wang, W., Wang, B., & Zhang, L. (2022). Analysis of High-Speed Milling Surface Topography and Prediction of Wear Resistance. Materials, 15(5), 1707. https://doi.org/10.3390/ma15051707