
Preparation of Artificial Pavement Coarse Aggregate Using 3D Printing Technology


 ,
, 
Abstract
:1. Introduction
- Adjusting the printing parameters and adopting some post-processing techniques can increase the strength of the sample, reduce the ductility of the sample, and increase materials’ brittleness.
- 3DP (powder layer and inkjet head printing technology) printed specimens are very close to sandstone in roughness and tensile strength. Meanwhile, the material failure process is similar between printed specimen and the prototype.
- Resin materials printed by stereo light curing technology (SLA) has good brittleness and is most suitable for simulating physical tests of rocks.
2. Methodology and Experiments
2.1. 3D Printing Technology
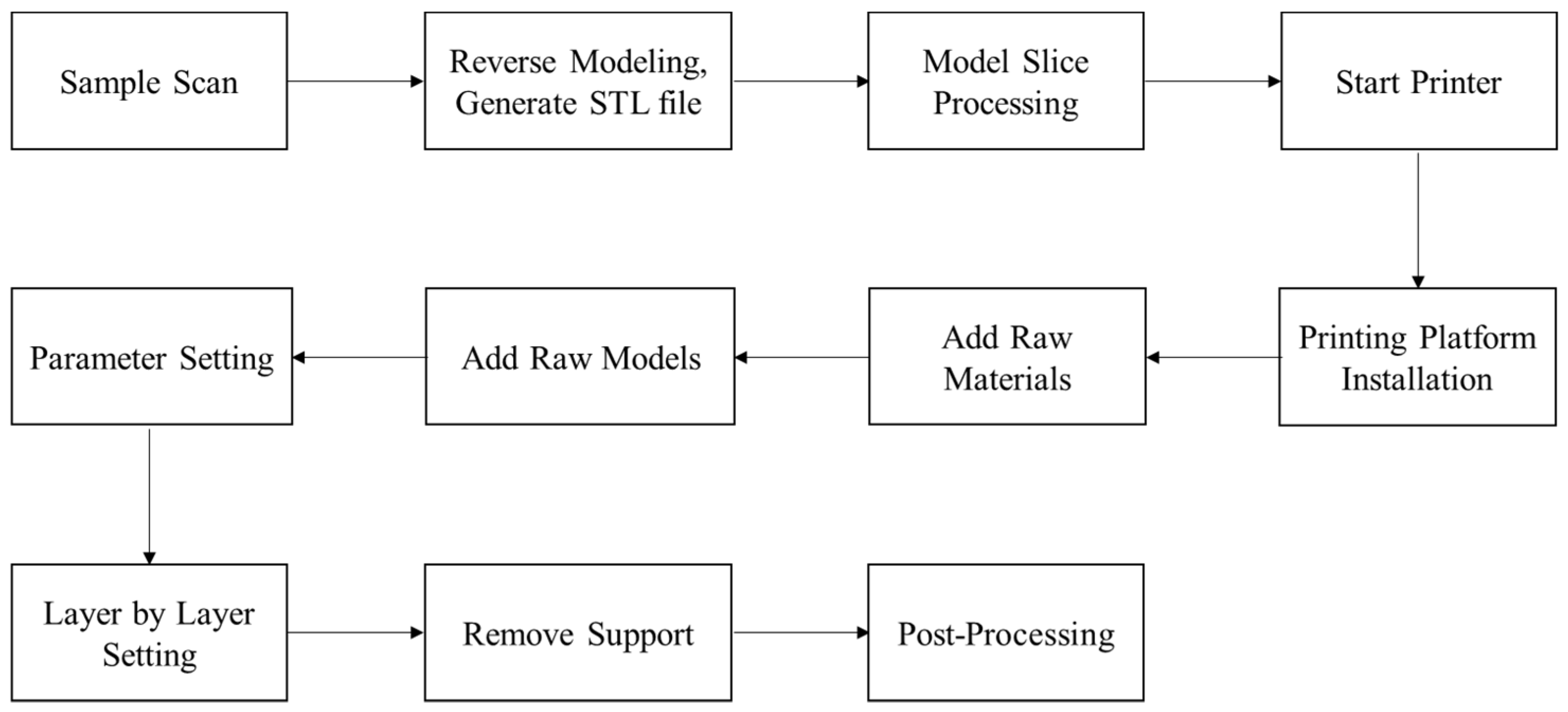
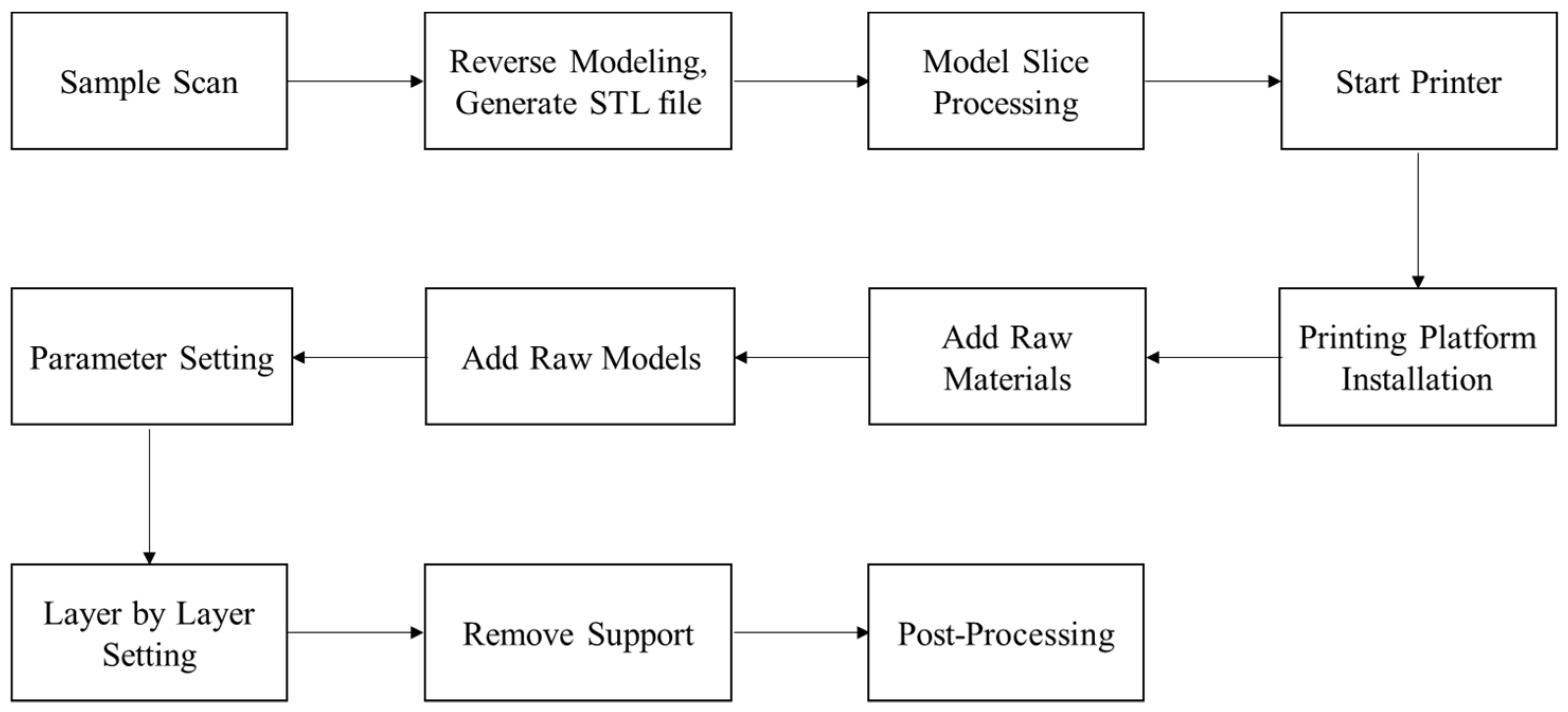
- (1)
- Acquisition of digital point clouds.
- (2)
- Preprocessing of point cloud.
- (3)
- Entity reconstruction of 3D model.
- (4)
- Model optimization and local processing.
- (5)
- Import to the printing computer system.
- (6)
- Track optimization and support addition.
- (7)
- Printer printing.
- (8)
- Post-printing processing, etc.
2.2. Preparation of 3D Printed Coarse Aggregate with Resign-Based Material
2.2.1. Material
2.2.2. 3D Printing Procedure
2.3. Comparison between 3D Printed Coarse Aggregate Using Resign-Based Material and Natural Aggregate
2.3.1. Physical Performance Analysis and Strength Comparison
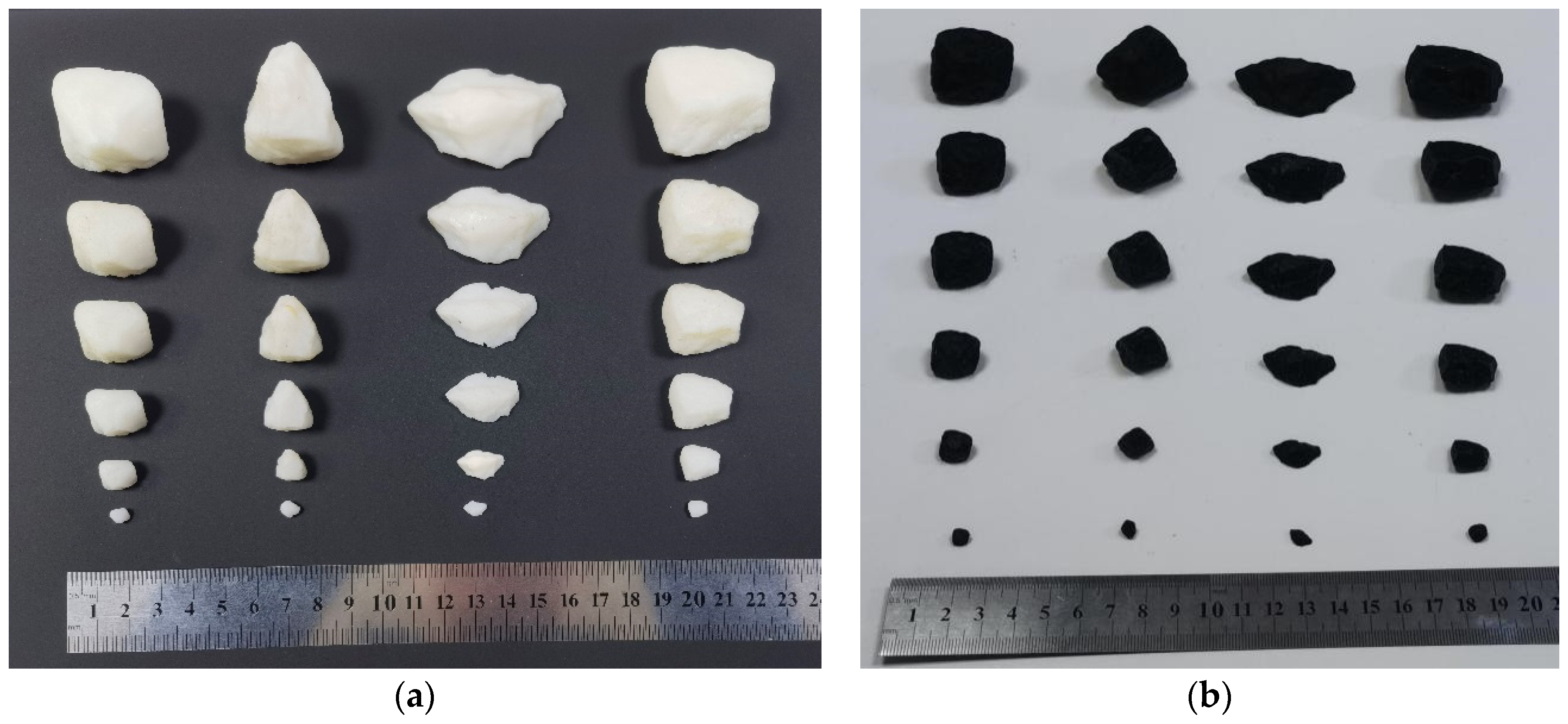
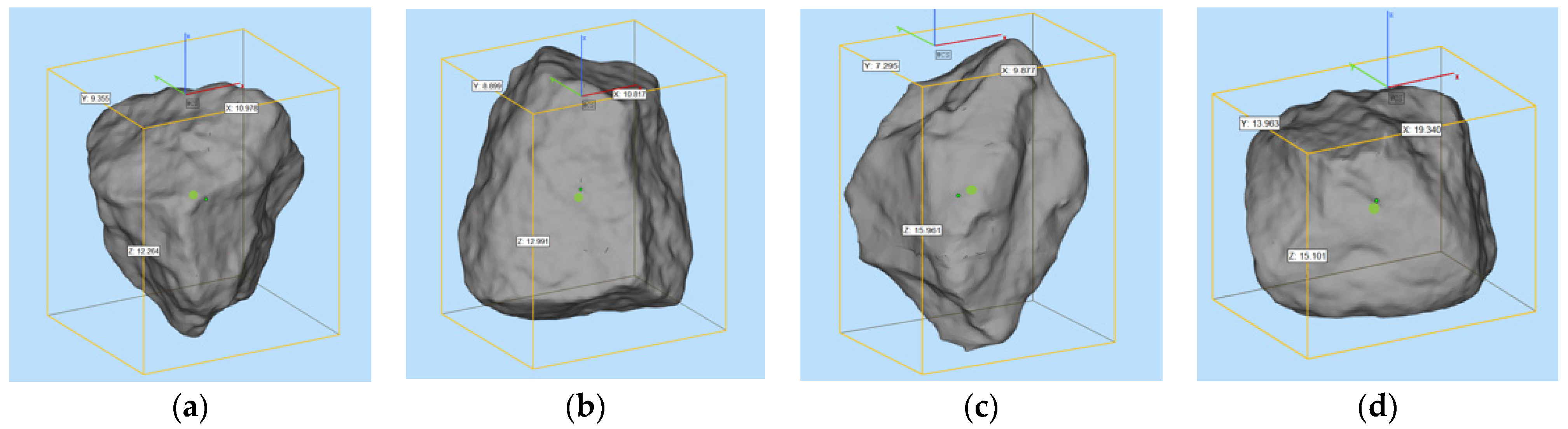
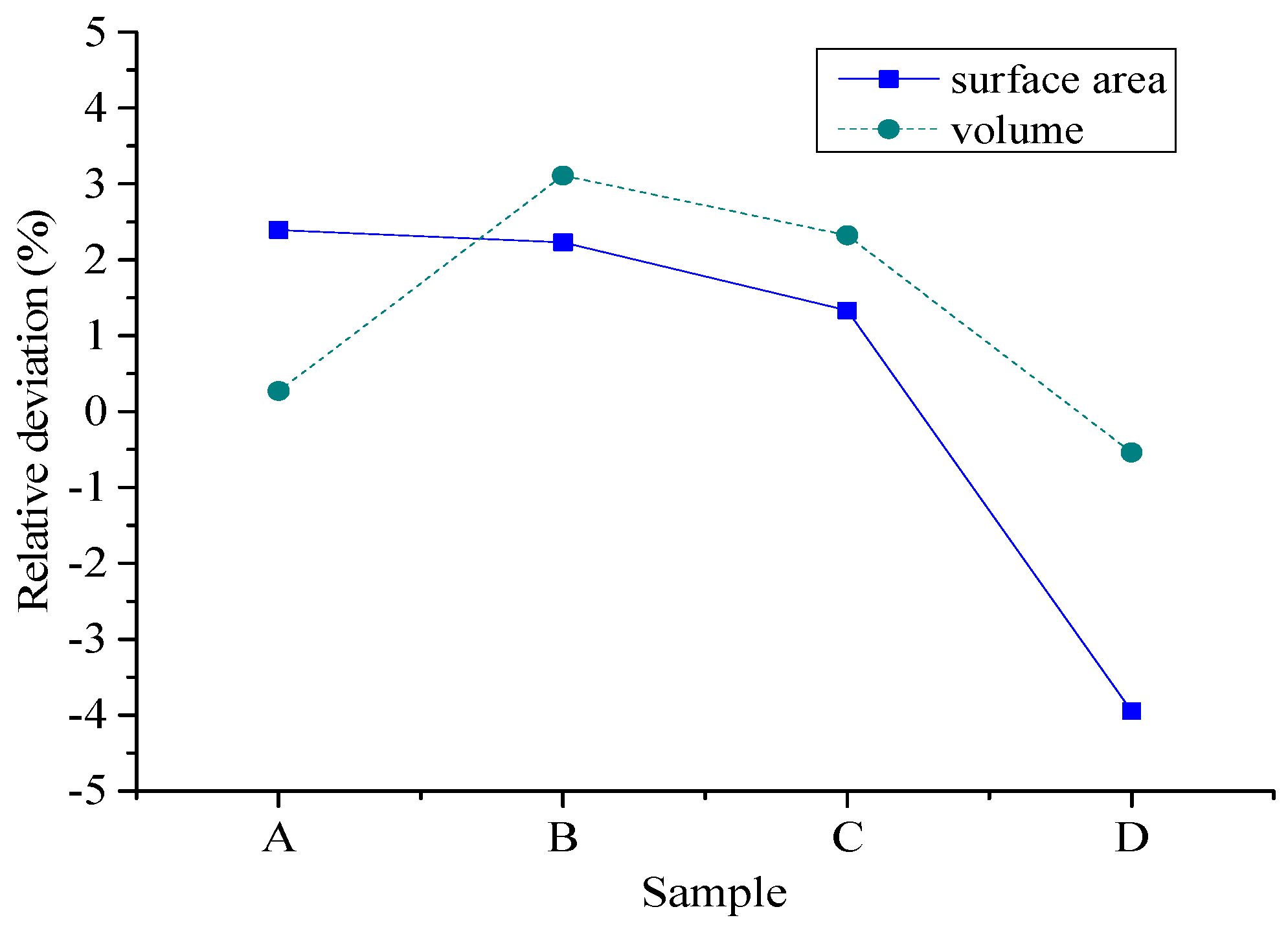
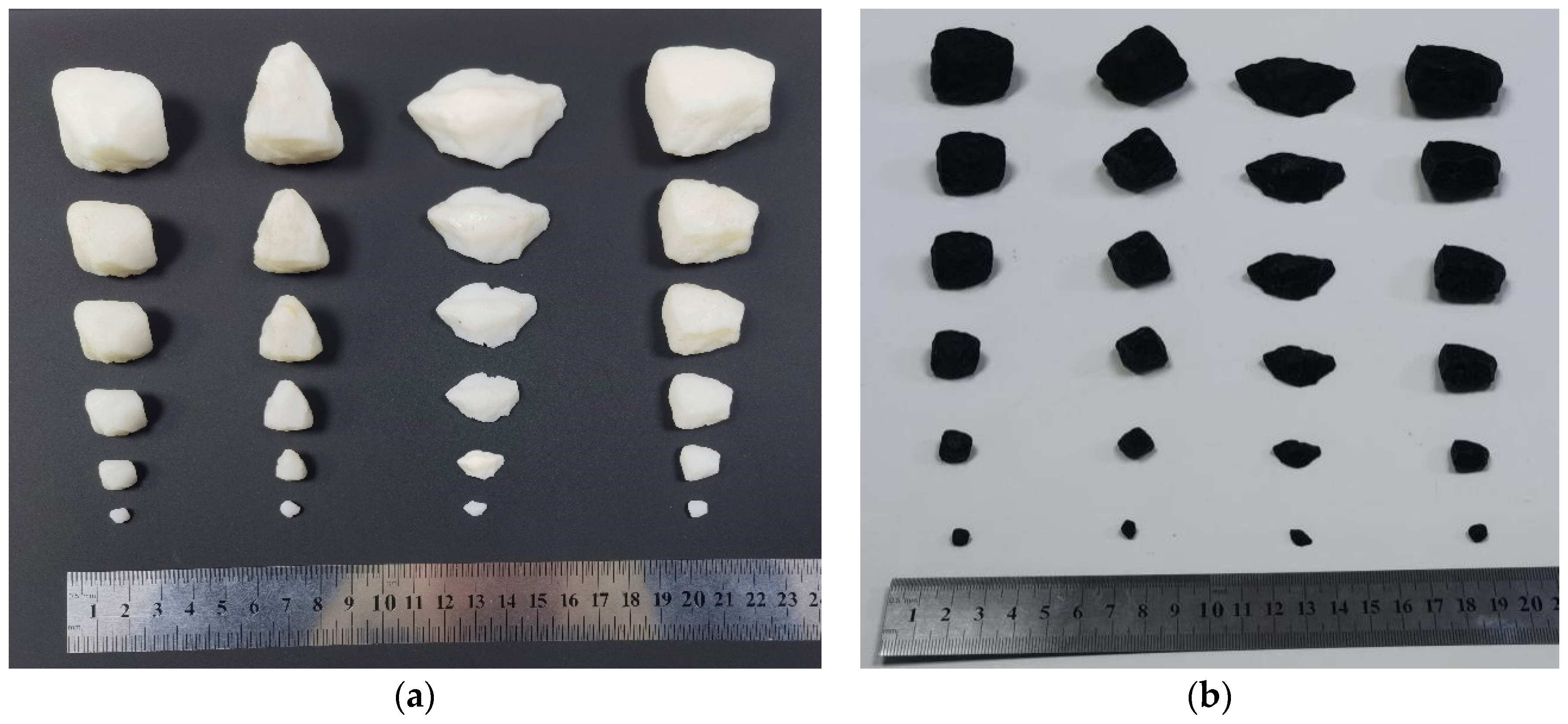
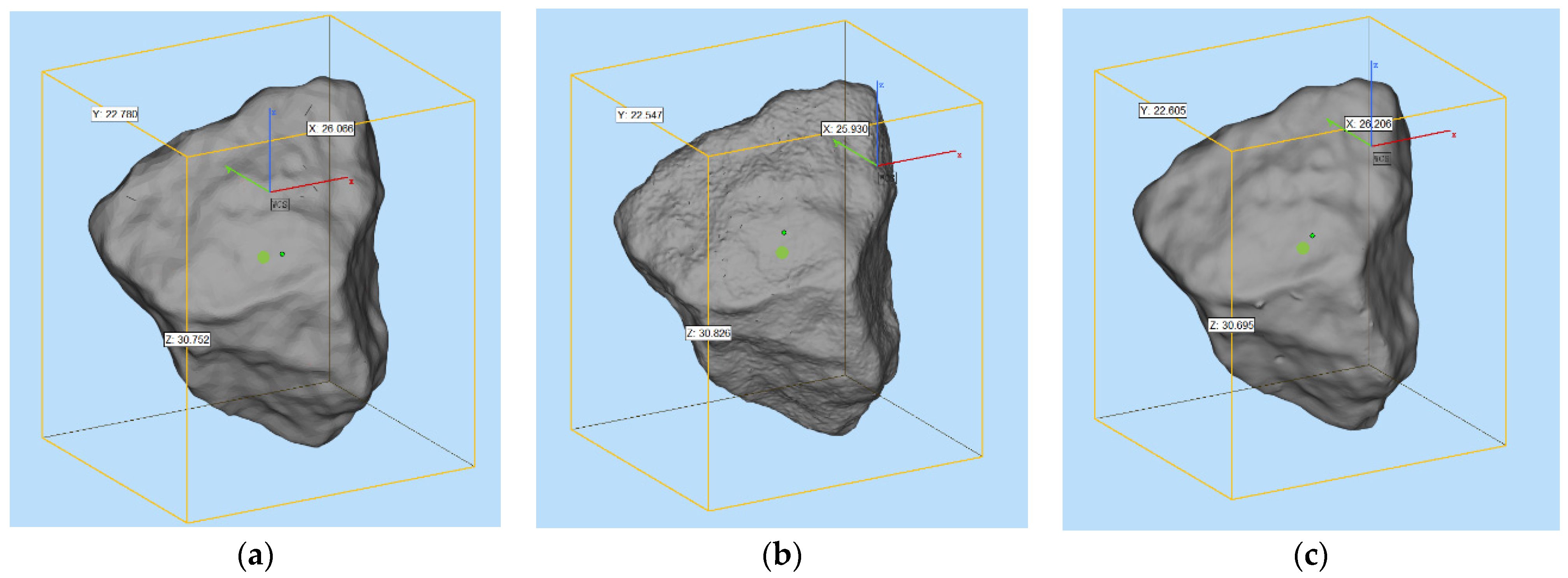
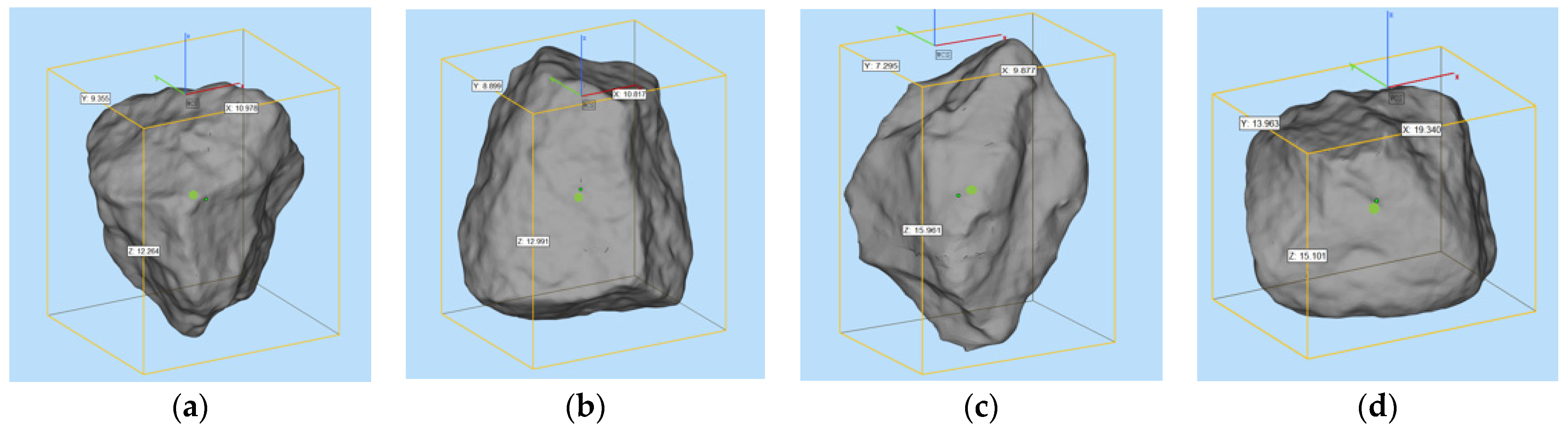
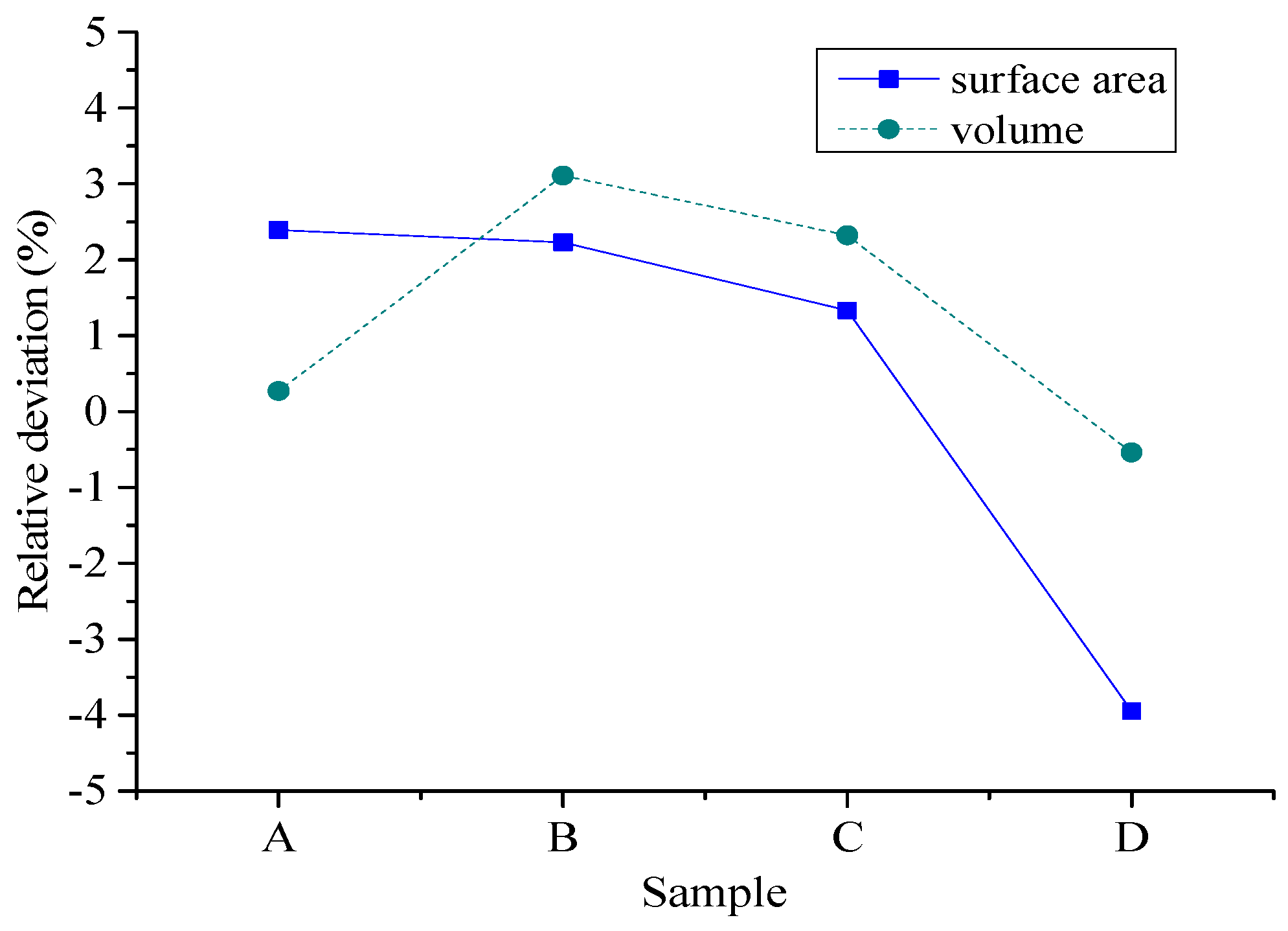
2.3.2. Comparison of Morphology and Printing Accuracy Analysis
2.4. Preparation of 3D Printed Coarse Aggregate Using Cement-Based Material
2.4.1. Cement Material Design
Raw Material
Experimental Procedures
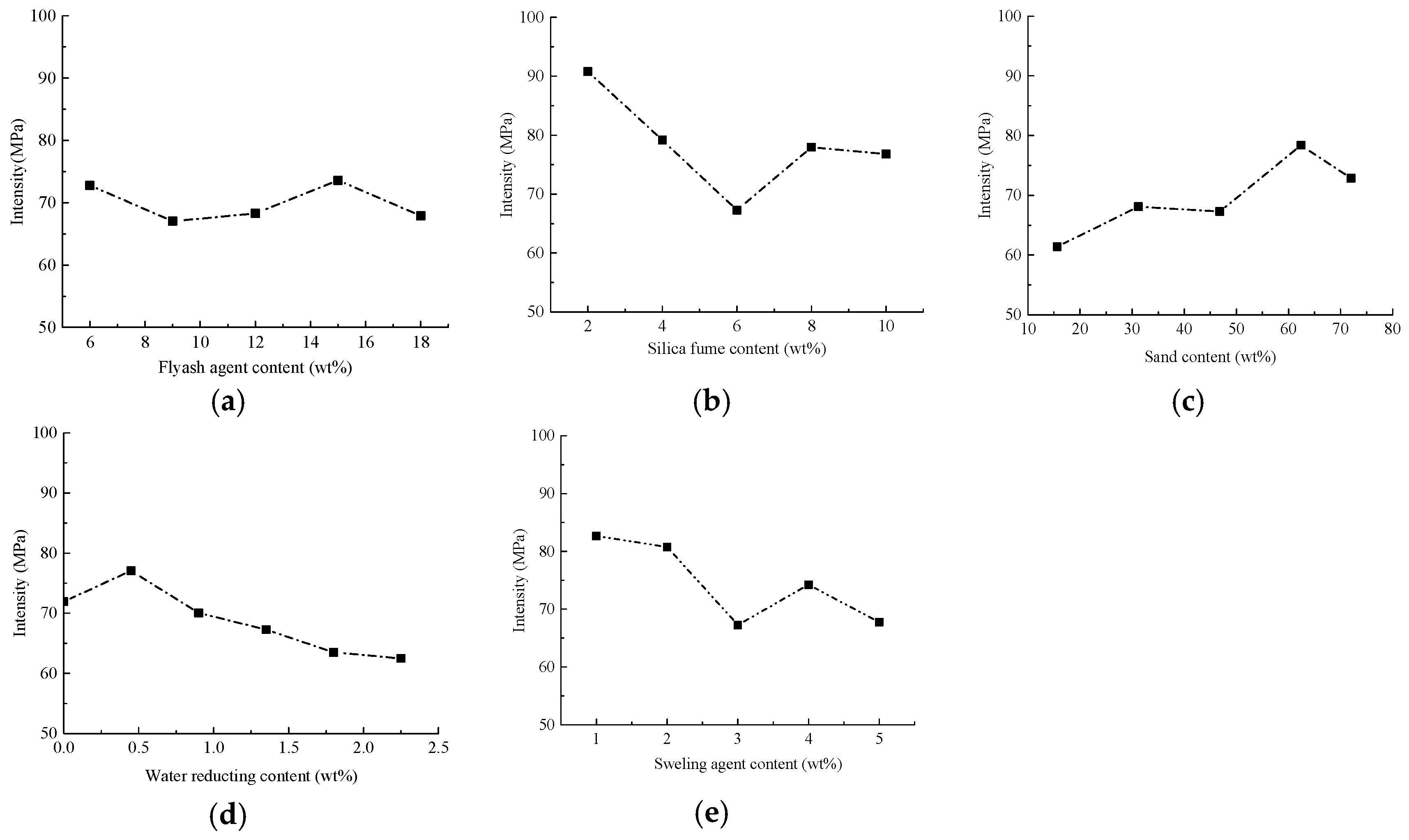
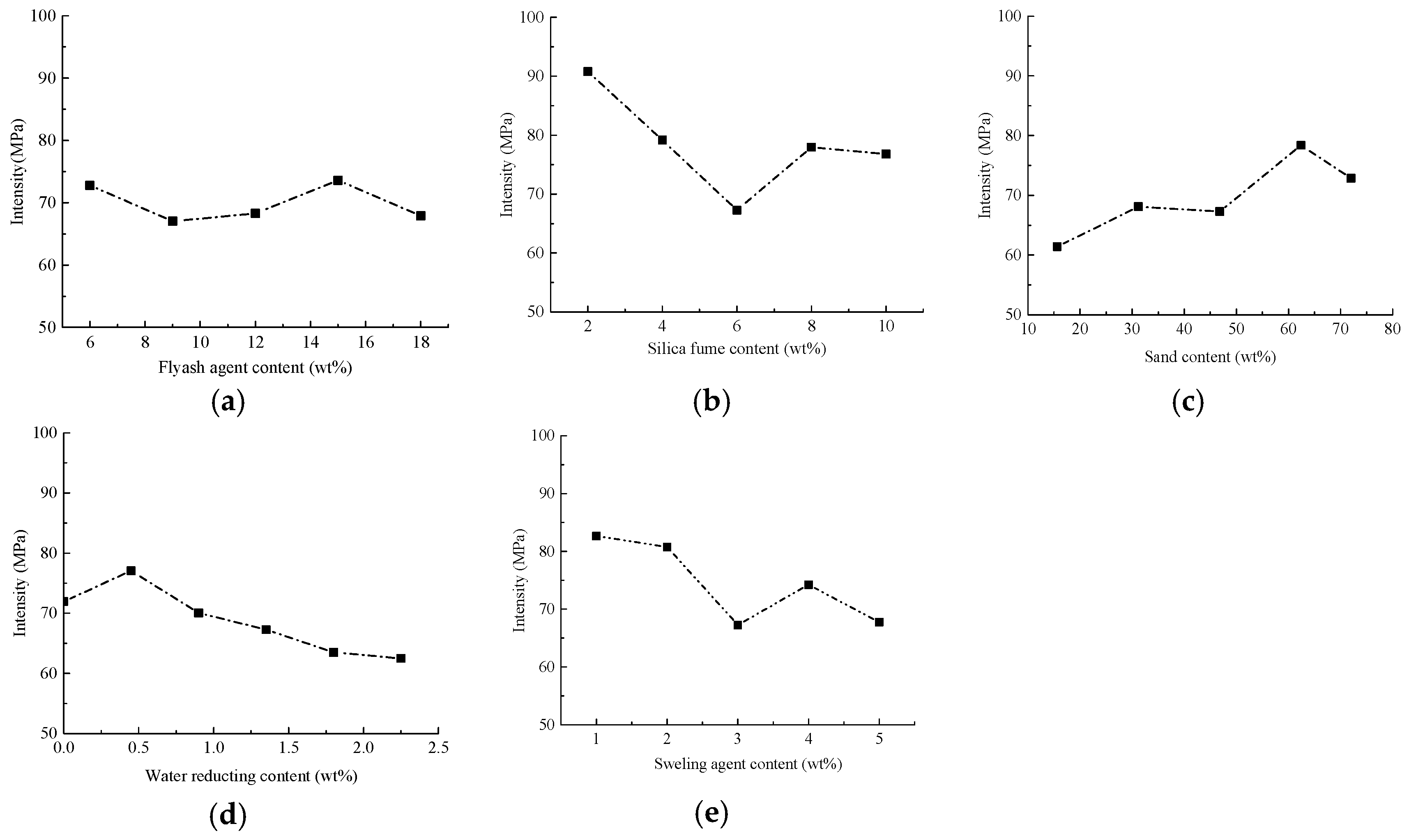
Strength Tests and Results Analysis
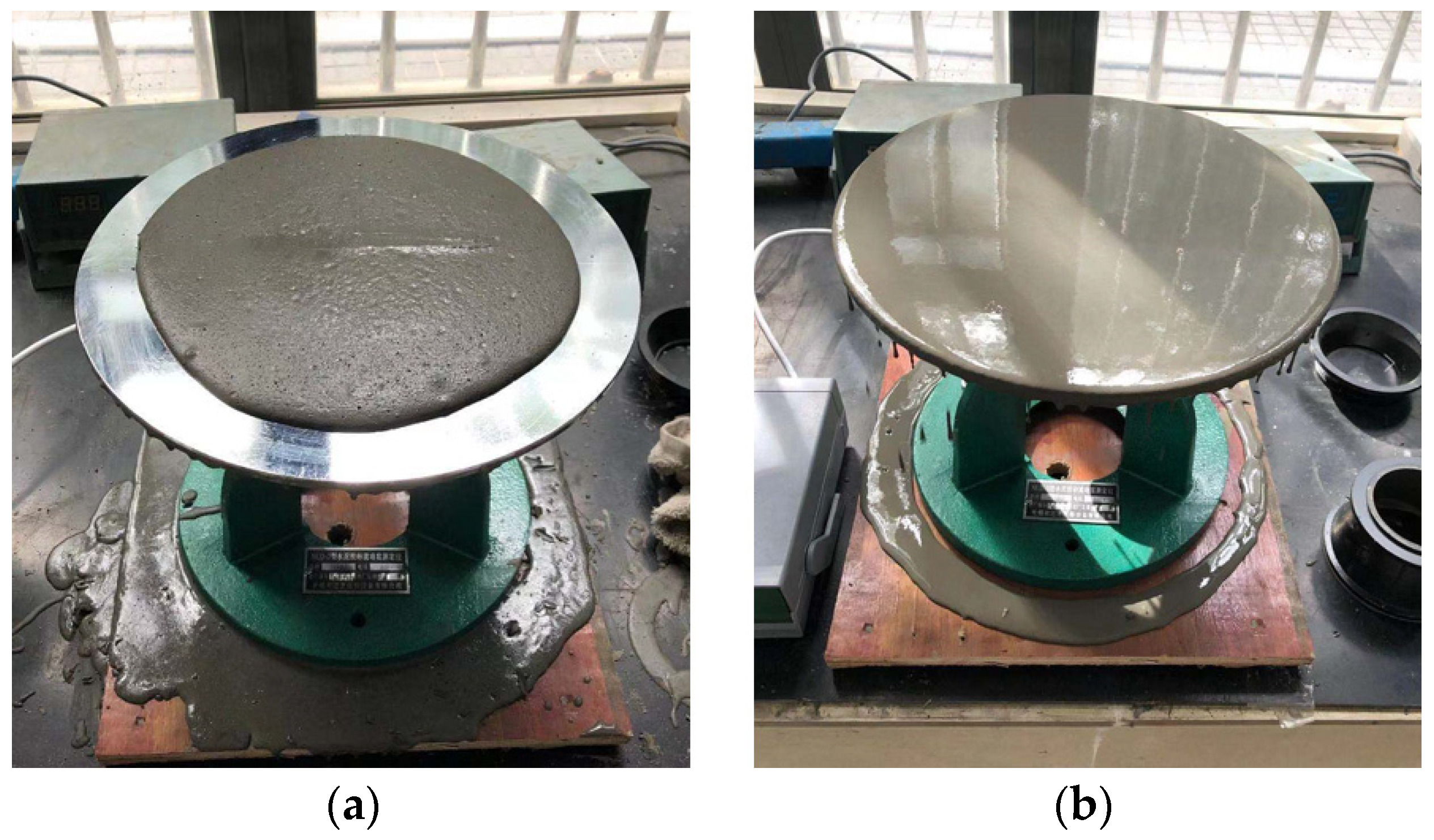
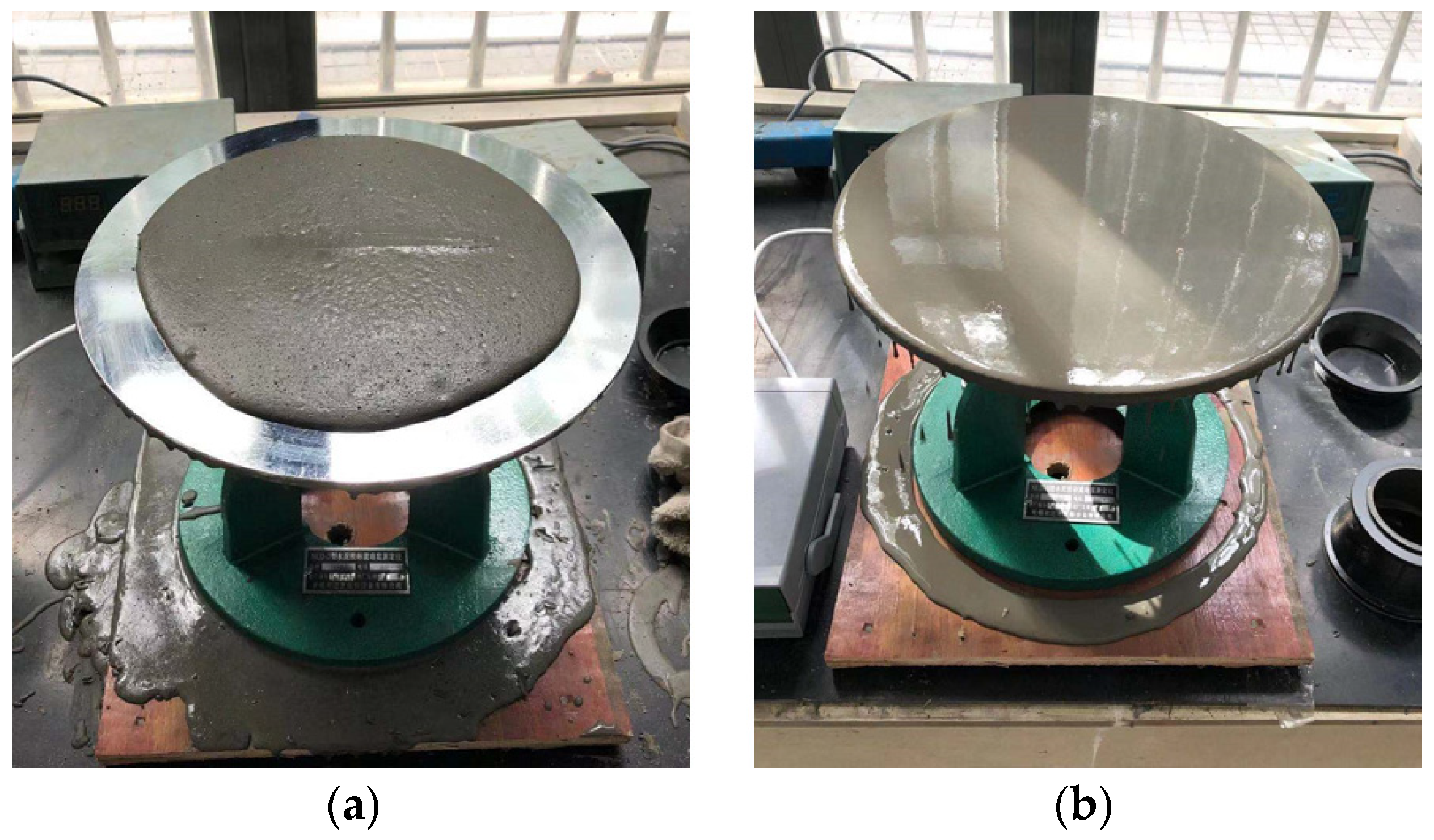
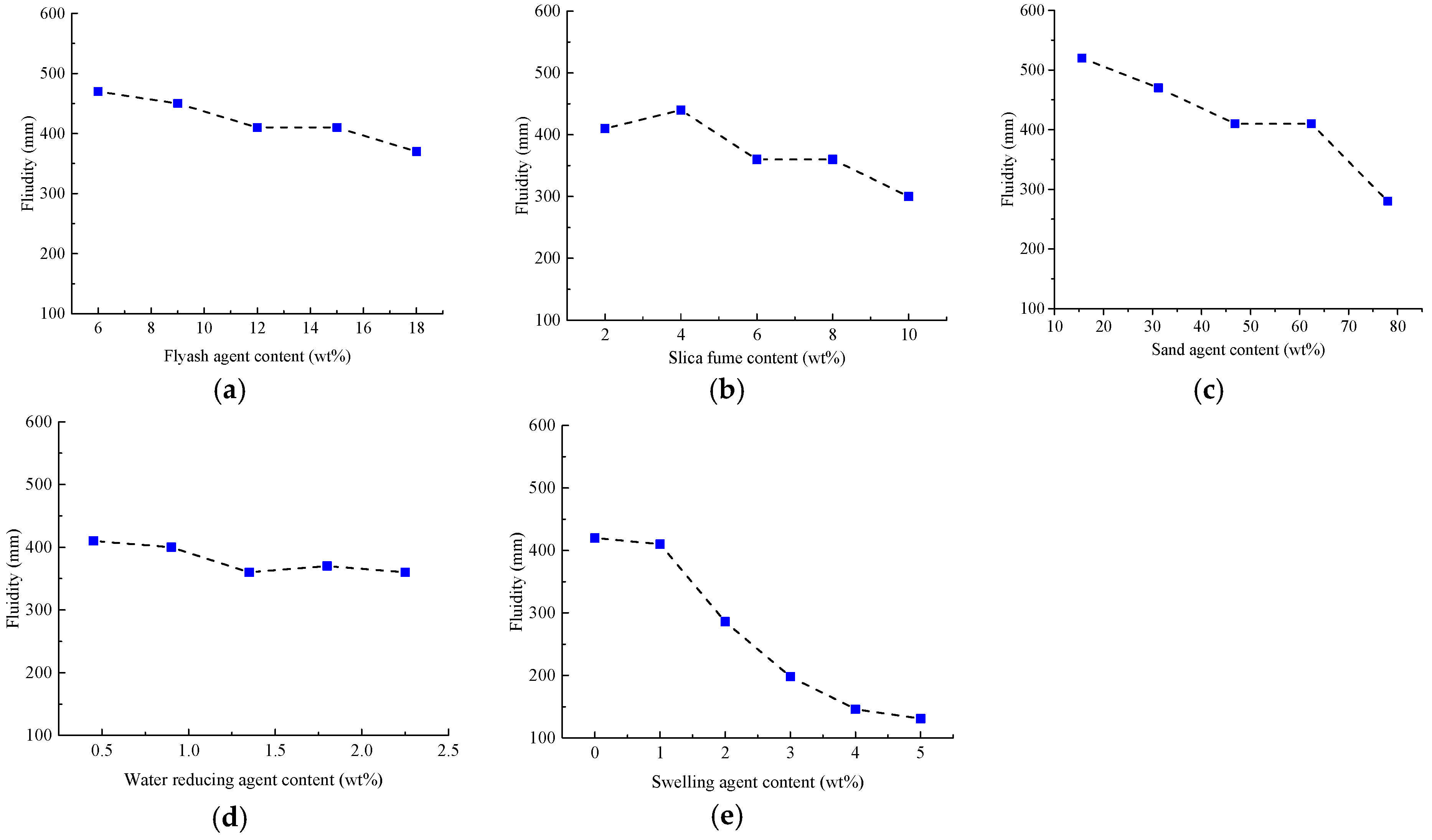
Liquidity Tests and Results Analysis
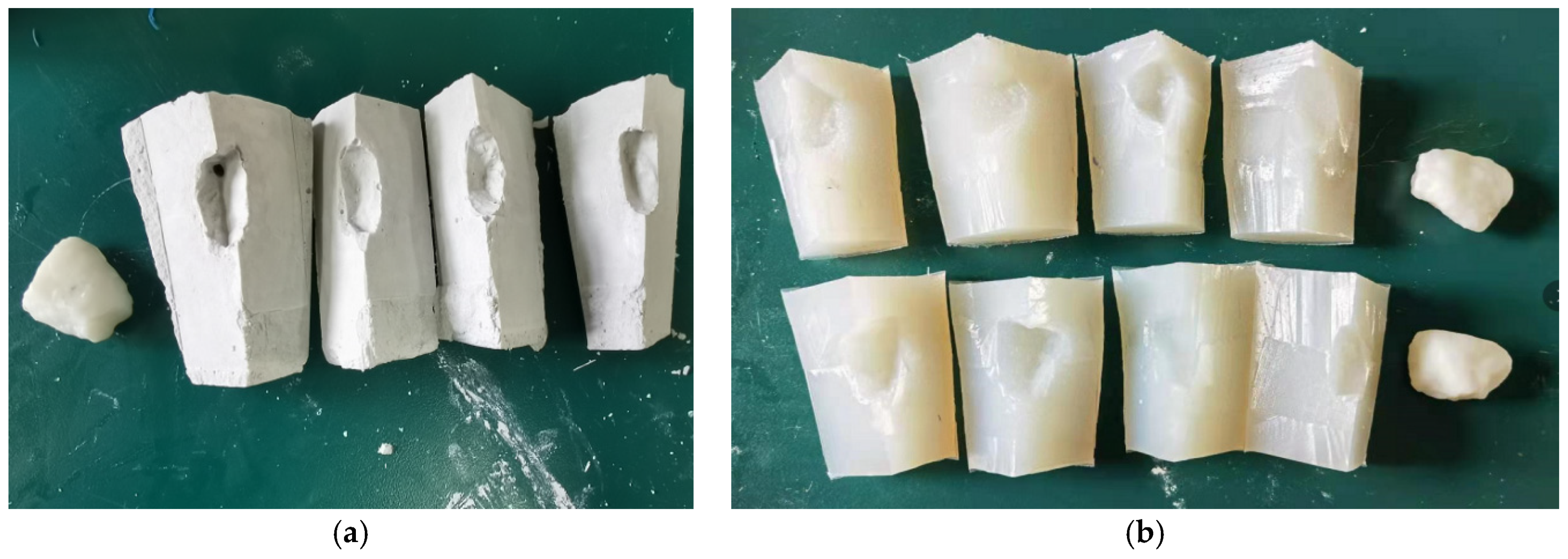
2.4.2. Mold Preparation and Grouting Process
Mold Preparation
- (1)
- Weigh the gypsum powder and water in a ratio of 2:1.
- (2)
- Pour water into the plaster powder and manually stir for 30 s until a uniform fluid is formed.
- (3)
- Apply petroleum jelly on the 3D printed aggregate model to prevent the model from sticking to the plaster.
- (4)
- Fix the aggregate model in a container, slowly inject the plaster solution until the liquid level is about 10 mm higher than the top of the model.
- (5)
- Demold after 15 min, and cut the mold into four parts to facilitate the later demolding of cement-based aggregates.
- (1)
- Weigh the silicone and curing agent following the ratio of 100:2.
- (2)
- Mix the silicone and curing agent and stir them manually for 30 s.
- (3)
- Apply petroleum jelly on the 3D printed aggregate model to prevent the model from sticking to the silica.
- (4)
- Fix the aggregate model in the container, slowly inject the silica gel solution until the liquid level is about 10 mm higher than the top of the model.
- (5)
- Demold after 12 h and cut the mold into four parts to facilitate the later demolding of cement-based aggregates.
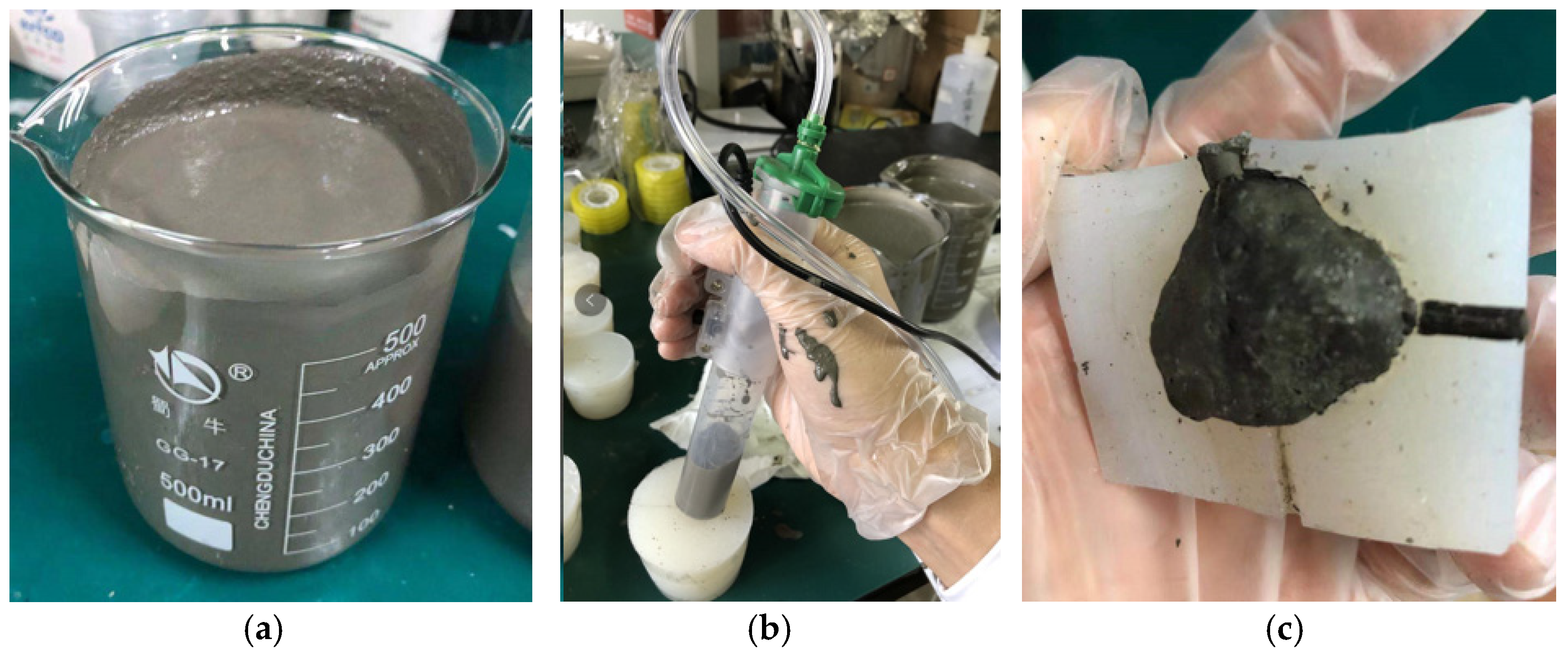
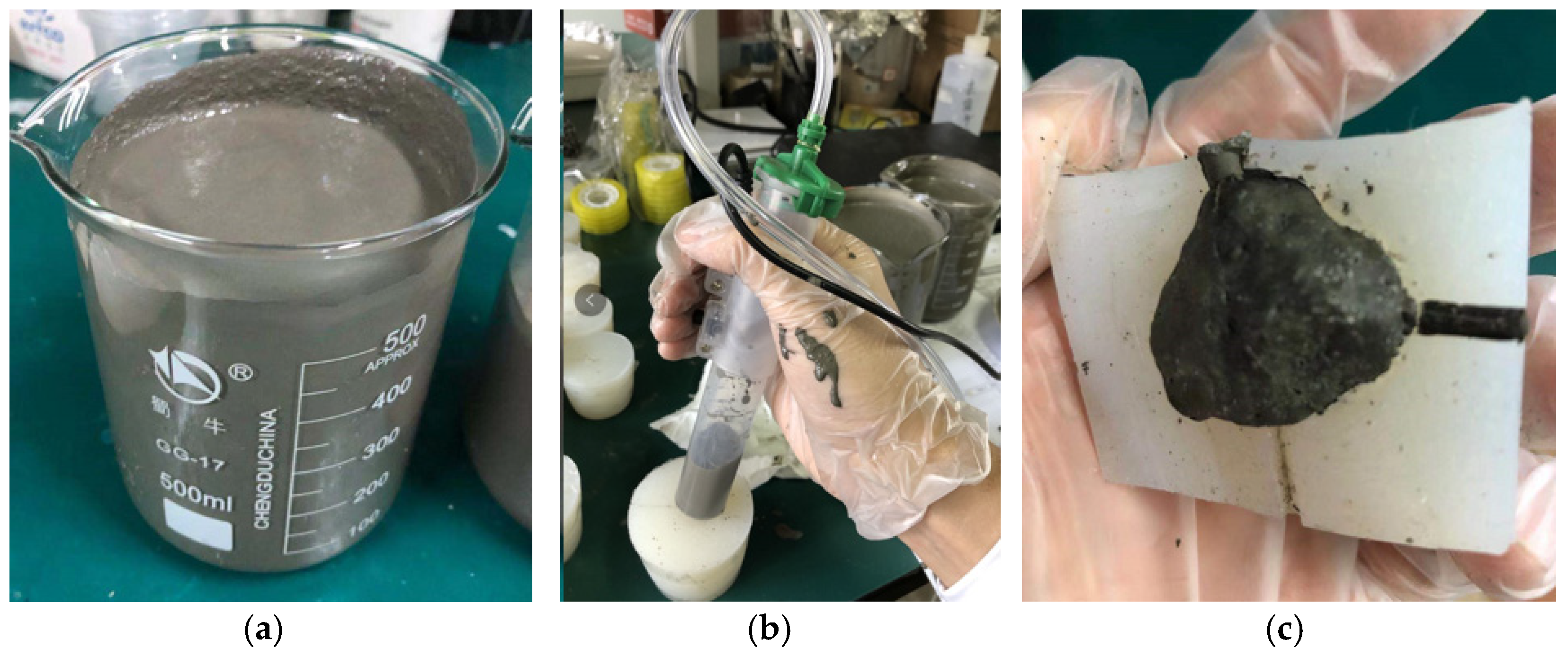
Grouting Process
- (1)
- Prepare cement-based mortar according to the confirmed cement-based ratio.
- (2)
- Use a syringe to inject high-strength cement-based materials into the silicone aggregate mold.
- (3)
- Wait for the cement to dry and form inside and demold after about 48 h.
- (4)
- Use a 55 °C water bath curing for 5 days to shorten the curing time.
2.5. Comparison between 3D Printed Coarse Aggregate Using Cement-Based Material and Natural Aggregate
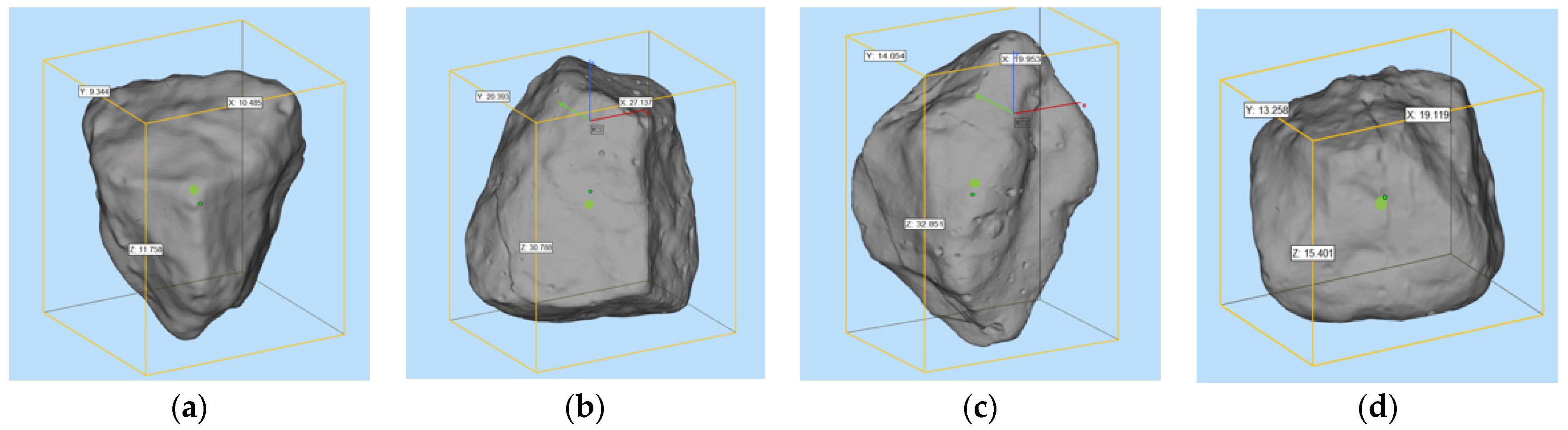
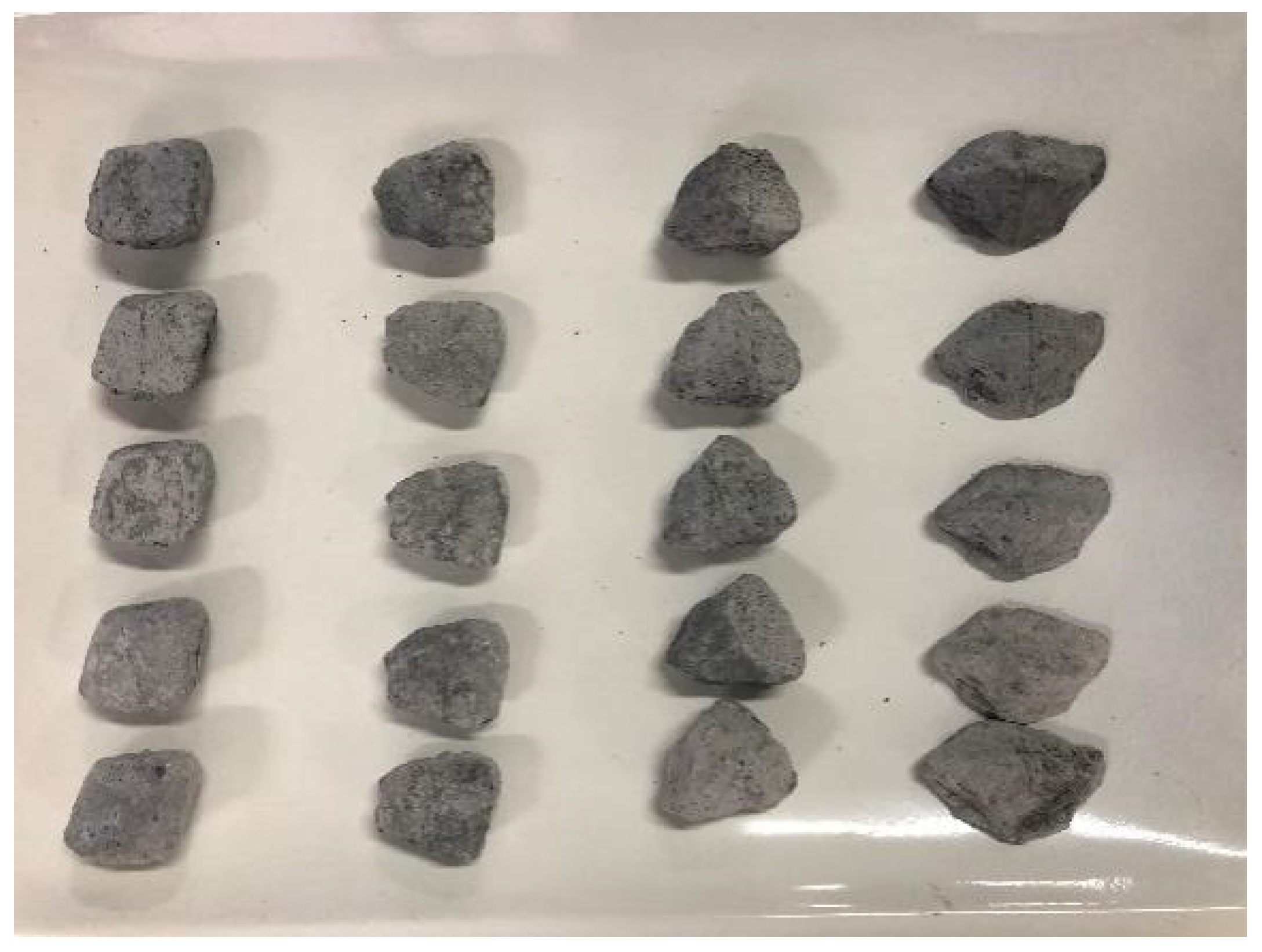
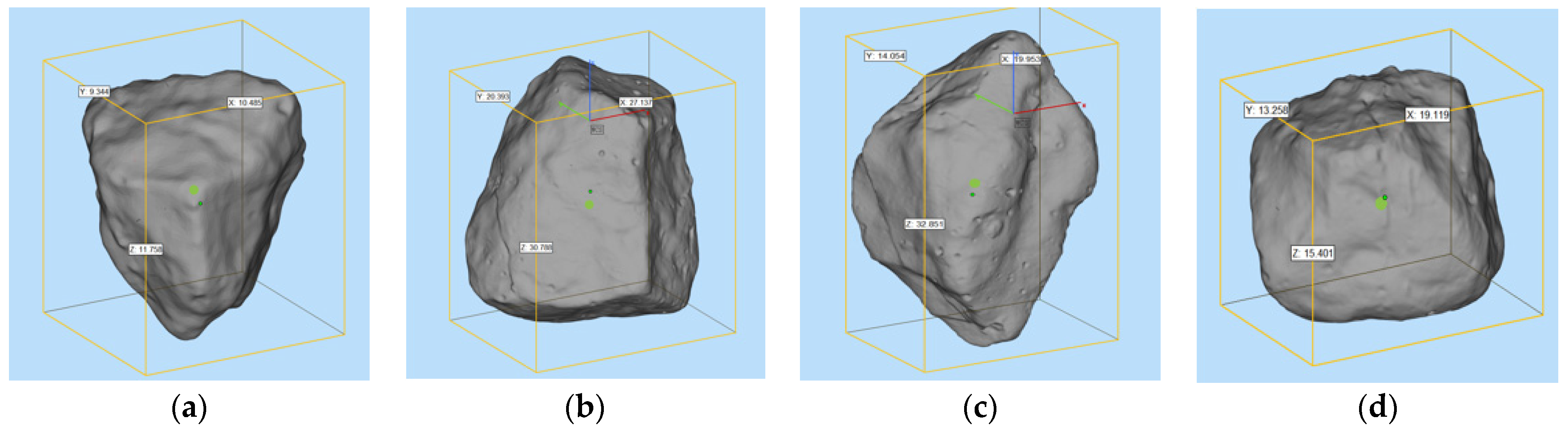
2.5.1. Morphological Comparison
2.5.2. Physical Indicators Analysis
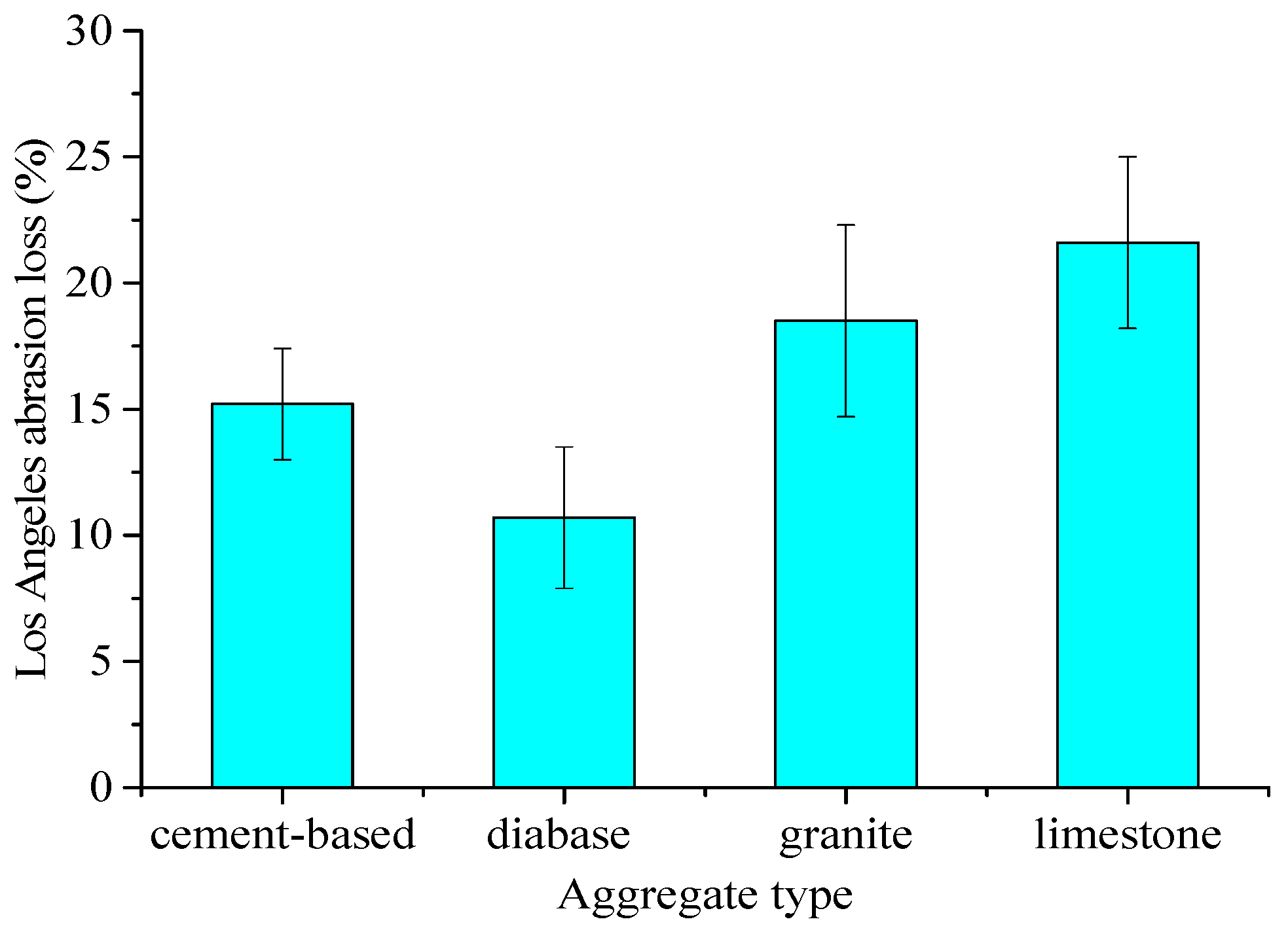
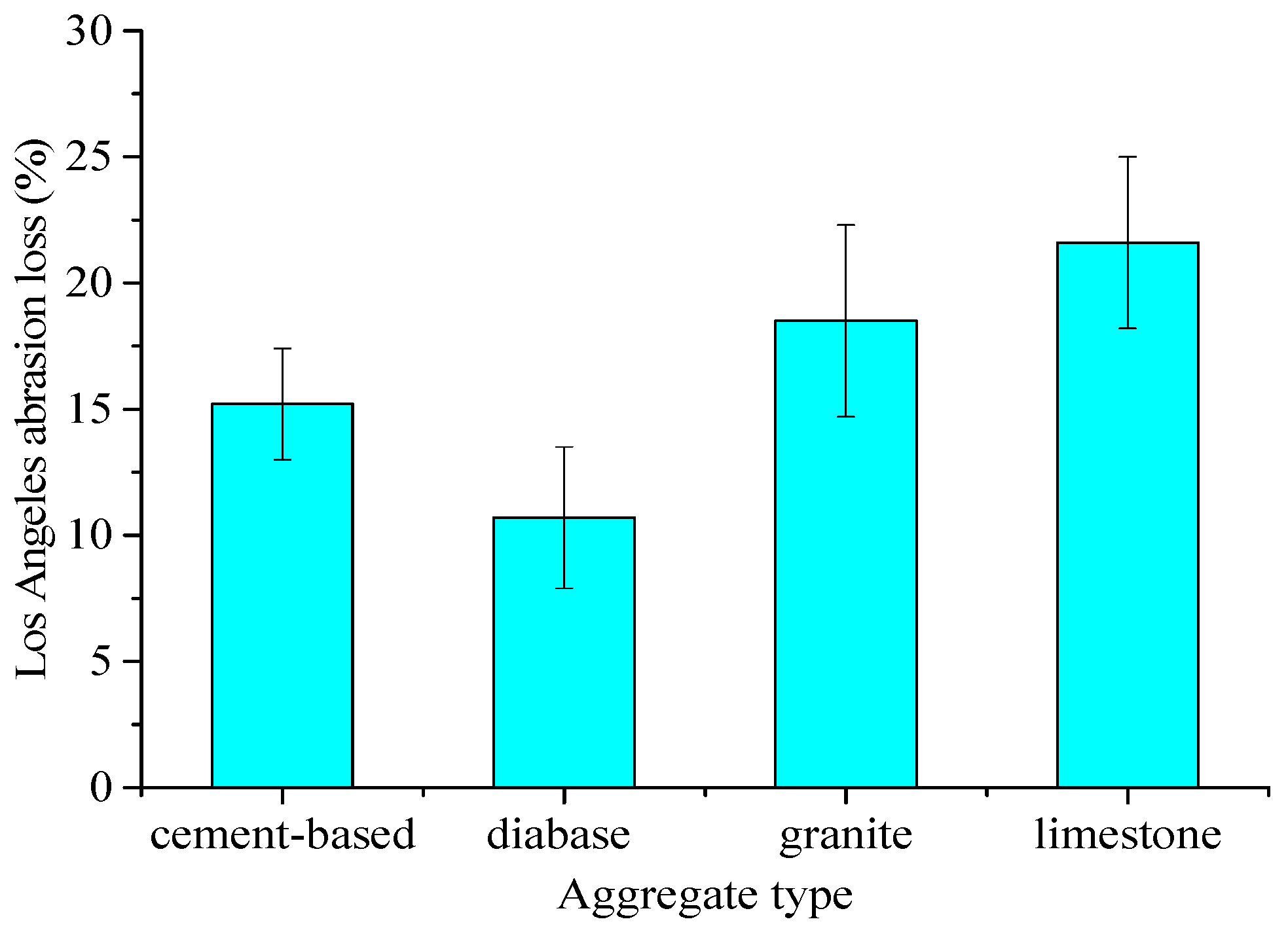
2.5.3. Los Angeles Abrasion Test Analysis
3. Findings and Future Studies
- From the perspective of mechanical strength, photosensitive resin-based material and ABS resin-based material have superior bending properties. But their compressive strength and hardness are weaker compared to natural aggregates. The density of resin materials is around 40% of the density of natural aggregates. The deviation of the volume index between natural aggregates and resin-based aggregates can be controlled within 5%.
- The use of 3D printing technology for the preparation of resin-based artificial aggregates is technically feasible, but its high cost seriously restricts the large-scale industrialization in the field implementation. Cement-based material is a low-cost and reliable alternative to prepare artificial aggregates using 3D printing techniques.
- Cement-based artificial aggregates require high standards of fluidity and strength. To balance the strength and fluidity, an optimized cement-based material is designed and prepared. In this study, we recommend that the optimal ratio of the cement-based materials be as follows: cement: fly ash: water reducer: silica fume: expansion agent: sand: water 100:15:0.45:2:1:62.4:28.5.
- The manufacturing procedures of cement-based artificial aggregates are improved and optimized. Silica molds have great superiority in shape stability, easy demolding and cleaning and reusability. We recommend using silica materials to prepare artficial aggregate molds. To reduce the bubbles generated during the molding process, the stomata defoaming method is adopted. In order to shorten the curing time, it is recommended to use high-temperature water bath curing.
- Based on our thorough evaluation, the 3D shape of the prepared cement-based artificial aggregates has good consistency with that of natural aggregates. The relative deviation of the overall macro-scale volume index is smaller than 4%. The apparent density of cement-based artificial aggregates is 2.16 g/cm3, which is 25% lighter than the density of natural aggregates, but its water absorption rate is slightly larger than that of natural aggregates. The average loss of Los Angeles abrasion loss of cement-based artificial aggregate is 15.2%, which is 4.5% higher than that of diabase aggregate, but it is significantly lower than that of granite aggregate and limestone aggregate. Overall, cement-based artificial aggregates have good mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, H.; Zhang, Z.; Zhao, X.; Wu, S. A Comparative Life Cycle Assessment (LCA) of Warm Mix Asphalt (WMA) and Hot Mix Asphalt (HMA) Pavement: A Case Study in China. Adv. Civ. Eng. 2019, 2019, 9391857. [Google Scholar] [CrossRef]
- Wang, X.D.; Zhang, L.; Zhou, X.Y.; Xiao, Q.; Guan, W.; Shan, L.Y. Research Progress of RIOHTRACK in China, Accelerated Pavement Testing to Transport Infrastructure Innovation; Springer: Cham, Switzerland, 2020; pp. 21–31. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Yu, H.; Deng, G.; Zhang, Z.; Zhu, M.; Gong, M.; Oeser, M. Workability of rubberized asphalt from a perspective of particle effect. Transp. Res. Part D Transp. Environ. 2021, 91, 102712. [Google Scholar] [CrossRef]
- Li, J.; Shang, M.; Liu, G.; Yang, T.; Pan, Y.; Zhou, J.; Zhao, Y. Two-step improvements of volumetric design method based on multi-point supported skeleton for asphalt mixtures. Constr. Build. Mater. 2019, 217, 456–472. [Google Scholar] [CrossRef]
- Sreedhar, S.; Coleri, E. The effect of long-term aging on fatigue cracking resistance of asphalt mixtures. Int. J. Pavement Eng. 2020, 23, 308–320. [Google Scholar] [CrossRef]
- Sreedhar, S.; Coleri, E.; Obaid, I.A.; Kumar, V. Development of a Balanced Mix Design Method in Oregon to Improve Long-Term Pavement Performance. Transp. Res. Rec. 2021, 2675, 1121–1137. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Leng, Z.; Wu, C.; Zhang, Z.; Wang, D.; Oeser, M. Effect of mixing sequence on asphalt mixtures containing waste tire rubber and warm mix surfactants. J. Clean. Prod. 2019, 246, 119008. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Dong, Z.; Tan, Z.; Guo, F.; Yan, J. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. Constr. Build. Mater. 2018, 175, 392–401. [Google Scholar] [CrossRef]
- Kamani, M.; Ajalloeian, R. Investigation of the changes in aggregate morphology during different aggregate abrasion/degradation tests using image analysis. Constr. Build. Mater. 2021, 314, 125614. [Google Scholar] [CrossRef]
- Xie, X.; Wang, C.; Wang, D.; Fan, Q.; Oeser, M. Evaluation of Polishing Behavior of Fine Aggregates Using an Accelerated Polishing Machine with Real Tires. J. Transp. Eng. Part B Pavements 2019, 145, 04019015. [Google Scholar] [CrossRef]
- Xu, D.; Zhang, N.; Zhuang, X. Investigation of the Coarse Aggregate Texture Property Using an Improved Laplacian Smoothing Algorithm. J. Test. Eval. 2019, 49, 1879–1896. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X.; Xie, X.; Stanjek, H.; Oeser, M.; Steinauer, B. A study of the laboratory polishing behavior of granite as road surfacing aggregate. Constr. Build. Mater. 2015, 89, 25–35. [Google Scholar] [CrossRef]
- Gao, J.; Wang, H.; Bu, Y.; You, Z.; Zhang, X.; Irfan, M. Influence of Coarse-Aggregate Angularity on Asphalt Mixture Macroperformance: Skid Resistance, High-Temperature, and Compaction Performance. J. Mater. Civ. Eng. 2020, 32, 04020095. [Google Scholar] [CrossRef]
- Kuang, D.; Wang, X.; Jiao, Y.; Zhang, B.; Liu, Y.; Chen, H. Influence of angularity and roughness of coarse aggregates on asphalt mixture performance. Constr. Build. Mater. 2019, 200, 681–686. [Google Scholar] [CrossRef]
- Zhou, C.; Zhang, M.; Li, Y.; Lu, J.; Chen, J. Influence of particle shape on aggregate mixture’s performance: DEM results. Road Mater. Pavement Des. 2017, 20, 399–413. [Google Scholar] [CrossRef]
- Liu, P.; Hu, J.; Falla, G.C.; Wang, D.; Leischner, S.; Oeser, M. Primary investigation on the relationship between microstructural characteristics and the mechanical performance of asphalt mixtures with different compaction degrees. Constr. Build. Mater. 2019, 223, 784–793. [Google Scholar] [CrossRef]
- Doyle, J.D.; Sefidmazgi, N.R.; Mejías-Santiago, M.; Rushing, J.F. Relationship of Field versus Laboratory Compaction to Hot- and Warm-Mixed Asphalt Rutting Performance. J. Transp. Eng. Part B Pavements 2021, 147, 04021014. [Google Scholar] [CrossRef]
- Kong, D.; Chen, M.; Xie, J.; Zhao, M.; Yang, C. Geometric Characteristics of BOF Slag Coarse Aggregate and its Influence on Asphalt Concrete. Materials 2019, 12, 741. [Google Scholar] [CrossRef] [Green Version]
- Behiry, A.E.A.E.-M. Optimisation of hot mix asphalt performance based on aggregate selection. Int. J. Pavement Eng. 2015, 17, 924–940. [Google Scholar] [CrossRef]
- Harnaeni, S.R.; Pramesti, F.P.; Budiarto, A.; Setyawan, A. The effect of temperature changes on mechanistic performance of hotmix asphalt as wearing course with different gradation types. AIP Conf. Proc. 2018, 1977, 030026. [Google Scholar] [CrossRef]
- Zhang, J.; Li, X.; Ma, W.; Pei, J. Characterizing Heterogeneity of Asphalt Mixture Based on Aggregate Particles Movements. Iran. J. Sci. Technol. Trans. Civ. Eng. 2018, 43, 81–91. [Google Scholar] [CrossRef]
- Tran, N.T.; Takahashi, O. A comparative analysis of the fracture performance of wearing course mixtures under different geometries, compactions, and aggregate gradations. Int. J. Pavement Eng. 2019, 21, 1703–1715. [Google Scholar] [CrossRef]
- Kakar, M.R.K.; Hamzah, M.O.; Valentin, J. A review on moisture damages of hot and warm mix asphalt and related investigations. J. Clean. Prod. 2015, 99, 39–58. [Google Scholar] [CrossRef]
- Hao, B.; Lin, G. 3D Printing Technology and Its Application in Industrial Manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 782, 022065. [Google Scholar] [CrossRef]
- Wu, C.; Wu, L.; Shang, G.; Guo, H. Application and Research of 3D Printing Technology in the Field of Architecture. In Proceedings of the 2021 4th International Conference on Electron Device and Mechanical Engineering (ICEDME), Guangzhou, China, 19–21 March 2021; pp. 71–74. [Google Scholar]
- Kong, Y. Application of 3D Printing Technology in Jewelry Design in the Era of Artificial Intelligence. In Cyber Security Intelligence and Analytics; Springer: Cham, Switzerland, 2021; pp. 162–169. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Gibson, B.T.; Bandari, Y.K.; Richardson, B.S.; Roschli, A.C.; Post, B.K.; Thornton, M.C.B.A.; Henry, W.C.; Lamsey, M.; Love, L.J. Melt pool monitoring for control and data analytics in large-scale metal additive manufacturing. In 2019 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2019. [Google Scholar]
- Fu, Z.; Liu, Q.; Niu, K.M. Test Method of Cement and Concrete for Highway Engineering (JTG E30-2005); Ministry of Communications of the People’s Republic of China: Beijing, China, 2005.
- Jiang, C.; Zhao, G.-F. A Preliminary Study of 3D Printing on Rock Mechanics. Rock Mech. Rock Eng. 2014, 48, 1041–1050. [Google Scholar] [CrossRef]
- Hua, M. Preliminary study on the application of 3D printing technology in the specimen preparation of rock mechanics. Master’s Thesis, Nanjing University, Nanjing, China, May 2015. (In Chinese). [Google Scholar]
- Fereshtenejad, S.; Song, J.-J. Fundamental Study on Applicability of Powder-Based 3D Printer for Physical Modeling in Rock Mechanics. Rock Mech. Rock Eng. 2016, 49, 2065–2074. [Google Scholar] [CrossRef]
- Vogler, D.; Walsh, S.; Dombrovski, E.; Perras, M. A comparison of tensile failure in 3D-printed and natural sandstone. Eng. Geol. 2017, 226, 221–235. [Google Scholar] [CrossRef]
- Zhou, T.; Zhu, J. An Experimental Investigation of Tensile Fracturing Behavior of Natural and Artificial Rocks in Static and Dynamic Brazilian Disc Tests. Procedia Eng. 2017, 191, 992–998. [Google Scholar] [CrossRef]
- Ju, Y.; Wang, L.; Xie, H.; Ma, G.; Mao, L.; Zheng, Z.; Lu, J. Visualization of the three-dimensional structure and stress field of aggregated concrete materials through 3D printing and frozen-stress techniques. Constr. Build. Mater. 2017, 143, 121–137. [Google Scholar] [CrossRef]
- Li, H.; Fan, W.; Zhu, X. Three-dimensional printing: The potential technology widely used in medical fields. J. Biomed. Mater. Res. Part A 2020, 108, 2217–2229. [Google Scholar] [CrossRef] [PubMed]
- Schweiger, J.; Edelhoff, D.; Güth, J.-F. 3D Printing in Digital Prosthetic Dentistry: An Overview of Recent Developments in Additive Manufacturing. J. Clin. Med. 2021, 10, 2010. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Zhang, Y. Development and application of 3D printing technology in various fields. J. Phys. Conf. Ser. 2019, 1303, 012032. [Google Scholar] [CrossRef] [Green Version]
- De Maeijer, P.K.; Craeye, B.; Snellings, R.; Kazemi-Kamyab, H.; Loots, M.; Janssens, K.; Nuyts, G. Effect of ultra-fine fly ash on concrete performance and durability. Constr. Build. Mater. 2020, 263, 120493. [Google Scholar] [CrossRef]
- Bandari, Y.K.; Williams, S.; Ding, J.; Martina, F. Additive manufacture of large structures: Robotic or CNC systems? In 2014 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
- Fu, C.; Guo, R.; Lin, Z.; Xia, H.; Yang, Y.; Ma, Q. Effect of nanosilica and silica fume on the mechanical properties and microstructure of lightweight engineered cementitious composites. Constr. Build. Mater. 2021, 298, 123788. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Accuracy (mm) | Material | Features |
|---|---|---|---|
| FDM | 0.025~0.762 | Thermoplastic materials: PC, ABS, PLA, etc. | Simple operation, low cost, high material utilization, Simple to support |
| SLA | 0.025~0.1 | Transparent photosensitive resin, milky white photosensitive resin, oligomer, reactive diluent, photoinitiator | High degree of automation, high precision, excellent appearance quality, and can make complex structure models |
| SLS | 0.1~0.2 | Nylon, ABS, resin coated sand, polycarbonate, metal, ceramic powder, etc. | Using a variety of materials, simple production process, no supporting structure, high material utilization rate |
| DLP | 0.04 | Liquid photopolymer | Good stability, support offline printing; high printing accuracy; adjustable printing layer thickness, the system can automatically generate support software |
| 3DPG | 0.013~0.1 | Powder materials (gypsum powder, etc.) | Low cost, wide range of materials, fast forming speed, can produce complex shape parts |
| 3D inkjet | 0.1 | Photosensitive resin polymer material | High-quality printing of 3D digital models; short design cycle; wide selection of materials; easy support removal |
| Test Program | Test Value |
|---|---|
| Tensile strength/MPa | 42–62 |
| Notched impact strength/(J·m−1) | 60–80 |
| Flexural strength/MPa | 68–80 |
| Glass transition temperature/°C | 100 |
| Test Program | Test Value |
|---|---|
| Flexural modulus/MPa | 2813~3520 |
| Notched impact strength/(J·m−1) | 42~50 |
| Flexural strength/MPa | 83~90 |
| Mohr’s hardness | 87~92 |
| Samples | Type | Volume Deviation | Surface Area Deviation |
|---|---|---|---|
| 1 | SLA | −2.80% | −0.80% |
| DLP | −1.00% | −1.70% | |
| 2 | SLA | −3.70% | −2.00% |
| DLP | 2.70% | −0.56% | |
| 3 | SLA | −2.30% | −1.60% |
| DLP | 1.20% | −0.72% | |
| 4 | SLA | −2.10% | −0.72% |
| DLP | −1.30% | −1.90% | |
| 5 | SLA | −2.70% | −1.20% |
| DLP | 2.30% | −1.30% | |
| 6 | SLA | −1.90% | −1.80% |
| DLP | 2.20% | −0.85% | |
| 7 | SLA | −2.10% | −1.12% |
| DLP | −1.90% | −1.10% | |
| 8 | SLA | −2.70% | −2.20% |
| DLP | 2.30% | −1.60% |
| Specific Surface Area (m2/kg) | Stability | Initial Setting Time (min) | Final Setting Time (min) | Flexural Strength (MPa) | Compressive Strength (MPa) | ||
|---|---|---|---|---|---|---|---|
| 3d | 28d | 3d | 28d | ||||
| 410 | Pass | 173 | 214 | 6.2 | 9.1 | 32 | 59.3 |
| Aggregate Size (mm) | ≥4.75 | 2.36–4.75 | 1.18–2.36 | 0.6–1.18 | 0.3–0.6 | 0.15–0.3 | ≤0.15 |
| Mass Ratio (%) | 0 | 0 | 0 | 0 | 62.7 | 26.0 | 11.3 |
| Specific Surface Area (m2/kg) | 1.18 mm Screen Sieve Residue (%) | Initial Setting Time (min) | Final Setting Time (min) | 7d Limit Expansion Rate in Water | Compressive Strength (MPa) | |
|---|---|---|---|---|---|---|
| 7d | 28d | |||||
| 284 | 0.22 | 150 | 230 | 0.029 | 31.8 | 52.0 |
| 45 µm Screening Fineness (%) | Stability (mm) | Water Demand Ratio (%) | Sulfur Trioxide (%) | Moisture Content (%) | Ignition Loss (%) | Free Calcium Oxide (%) |
|---|---|---|---|---|---|---|
| 11.0 | 0.5 | 94 | 0.74 | 0.1 | 4.41 | 0.8 |
| Specific Surface Area (m2/kg) | Ignition Loss (%) | Water Demand Ratio (%) | Chloride Ion (%) | Moisture Content (%) | SiO2 Content (%) | Activity Index (%) |
|---|---|---|---|---|---|---|
| 25,100 | 2.5 | 113 | 0.014 | 1.1 | 94.05 | 112 |
| Raw Material | Material Mass Ratio | Initial Ratio | |||||
|---|---|---|---|---|---|---|---|
| Cement | 100 | 100 | |||||
| Fly ash | 6 | 9 | 12 | 15 | 18 | 12 | |
| Sand | 15.6 | 31.2 | 46.8 | 62.4 | 78 | 46.8 | |
| Silica fume | 0 | 2 | 4 | 6 | 8 | 10 | 6 |
| Water reducing agent | 0 | 0.45 | 0.9 | 1.35 | 1.8 | 2.25 | 1.35 |
| Swelling agent | 0 | 1 | 2 | 3 | 4 | 5 | 3 |
| Water | 28.5 | 28.5 | |||||
| Apparent Density (g/cm3) | Moisture Absorption (%) | |
|---|---|---|
| ABS resin-based artificial aggregates | 1.2 | 0 |
| Cement-based artificial aggregates | 2.16 | 3.6 |
| Natural aggregates (diabase) | 2.89 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Wang, D.; Chen, B.; Hua, K.; Huang, Z.; Xiong, C.; Yu, H. Preparation of Artificial Pavement Coarse Aggregate Using 3D Printing Technology. Materials 2022, 15, 1575. https://doi.org/10.3390/ma15041575
Li W, Wang D, Chen B, Hua K, Huang Z, Xiong C, Yu H. Preparation of Artificial Pavement Coarse Aggregate Using 3D Printing Technology. Materials. 2022; 15(4):1575. https://doi.org/10.3390/ma15041575
Chicago/Turabian StyleLi, Weixiong, Duanyi Wang, Bo Chen, Kaihui Hua, Zhiyong Huang, Chunlong Xiong, and Huayang Yu. 2022. "Preparation of Artificial Pavement Coarse Aggregate Using 3D Printing Technology" Materials 15, no. 4: 1575. https://doi.org/10.3390/ma15041575
APA StyleLi, W., Wang, D., Chen, B., Hua, K., Huang, Z., Xiong, C., & Yu, H. (2022). Preparation of Artificial Pavement Coarse Aggregate Using 3D Printing Technology. Materials, 15(4), 1575. https://doi.org/10.3390/ma15041575