
Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues





Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Adhesives
2.3. Production of Panels
3. Results
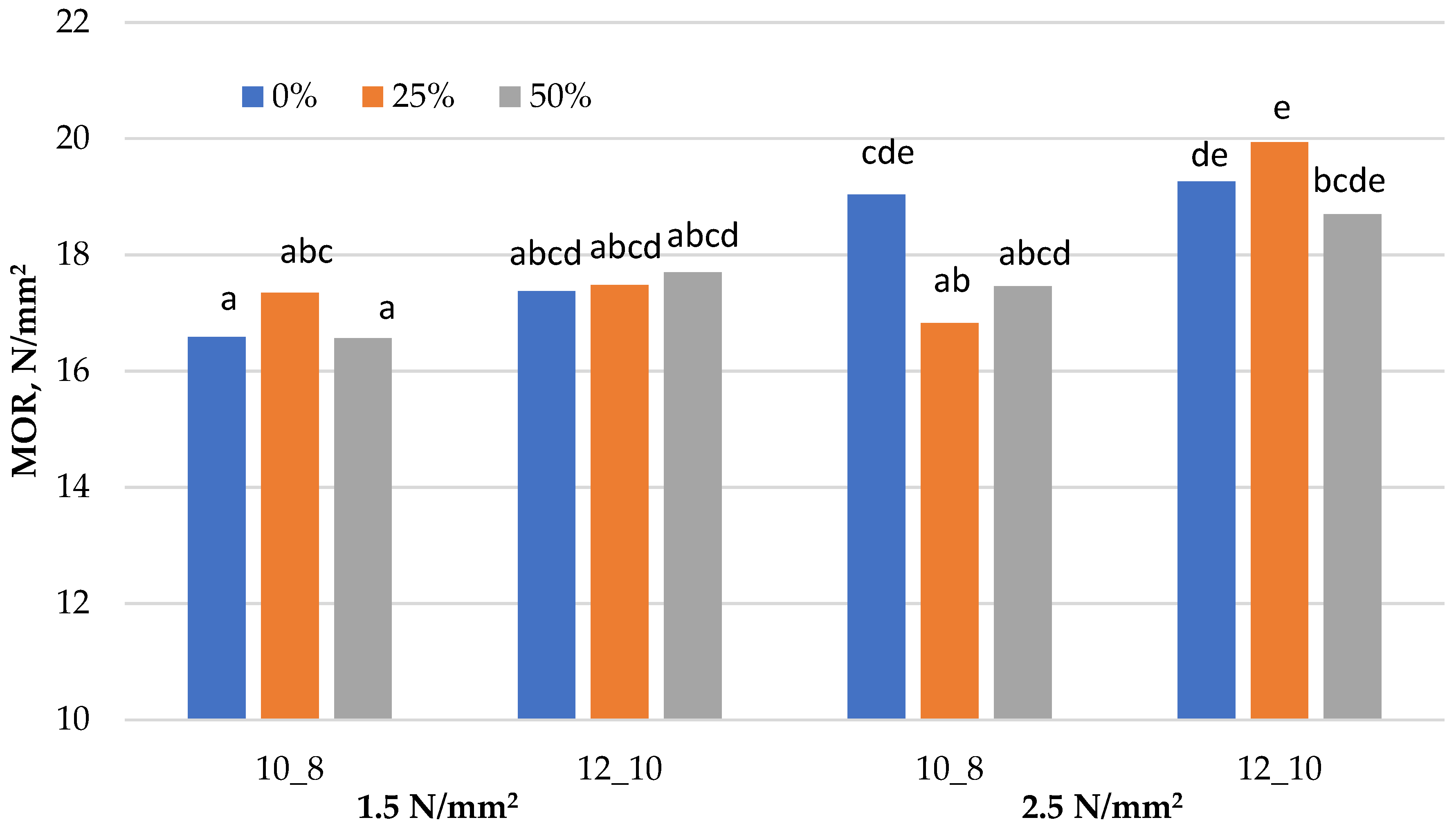
3.1. Bending Strength (MOR)
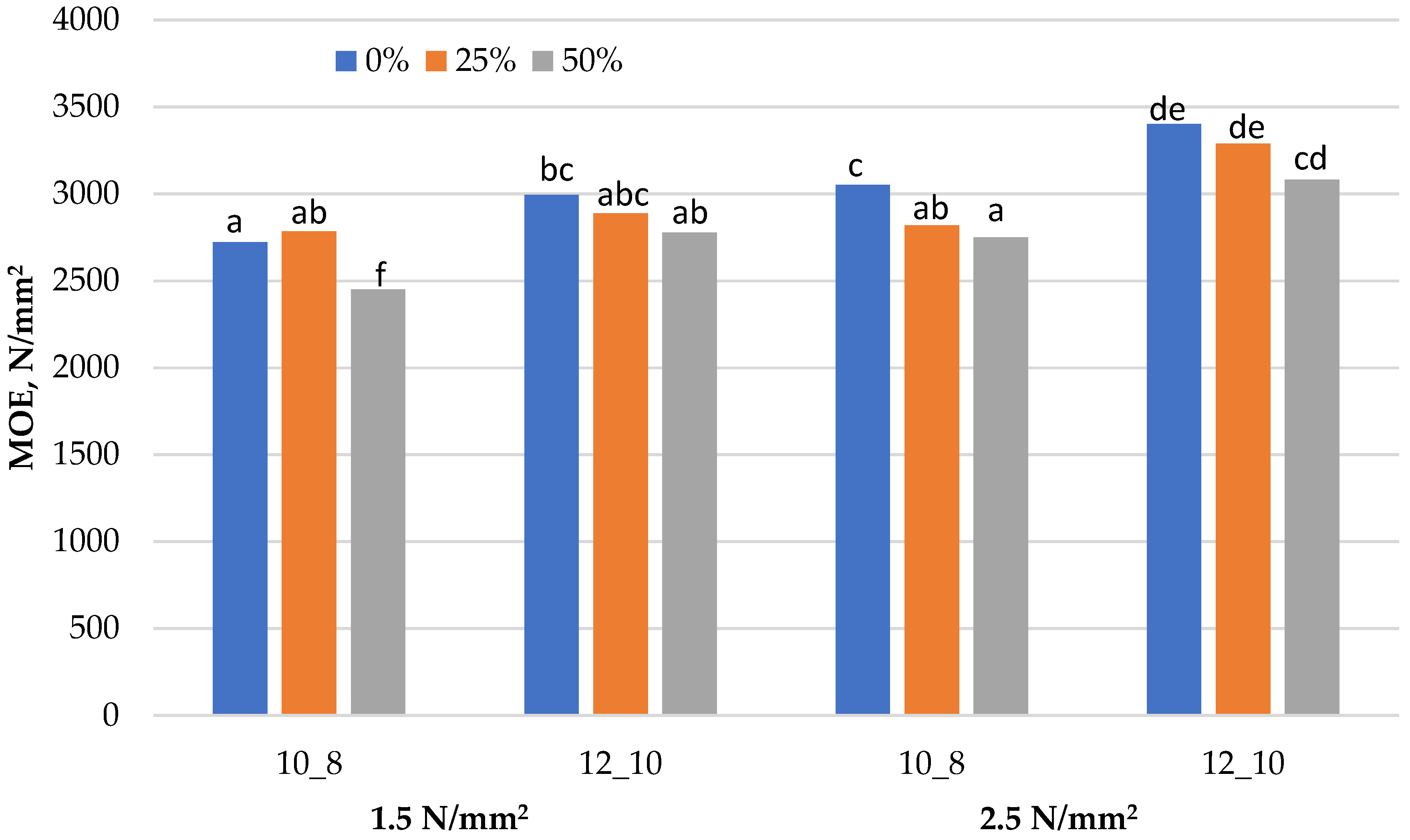
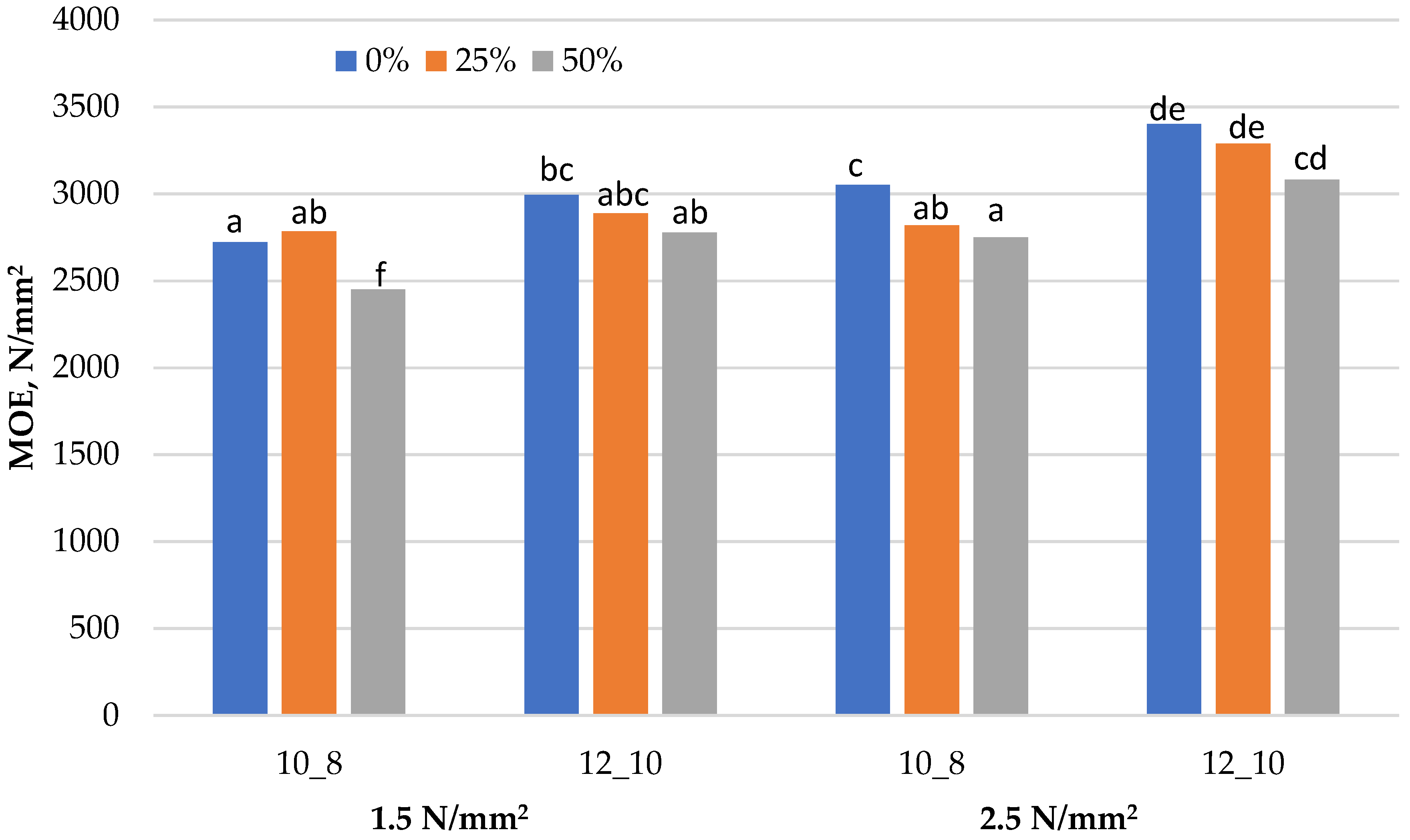
3.2. Modulus of Elasticity (MOE)
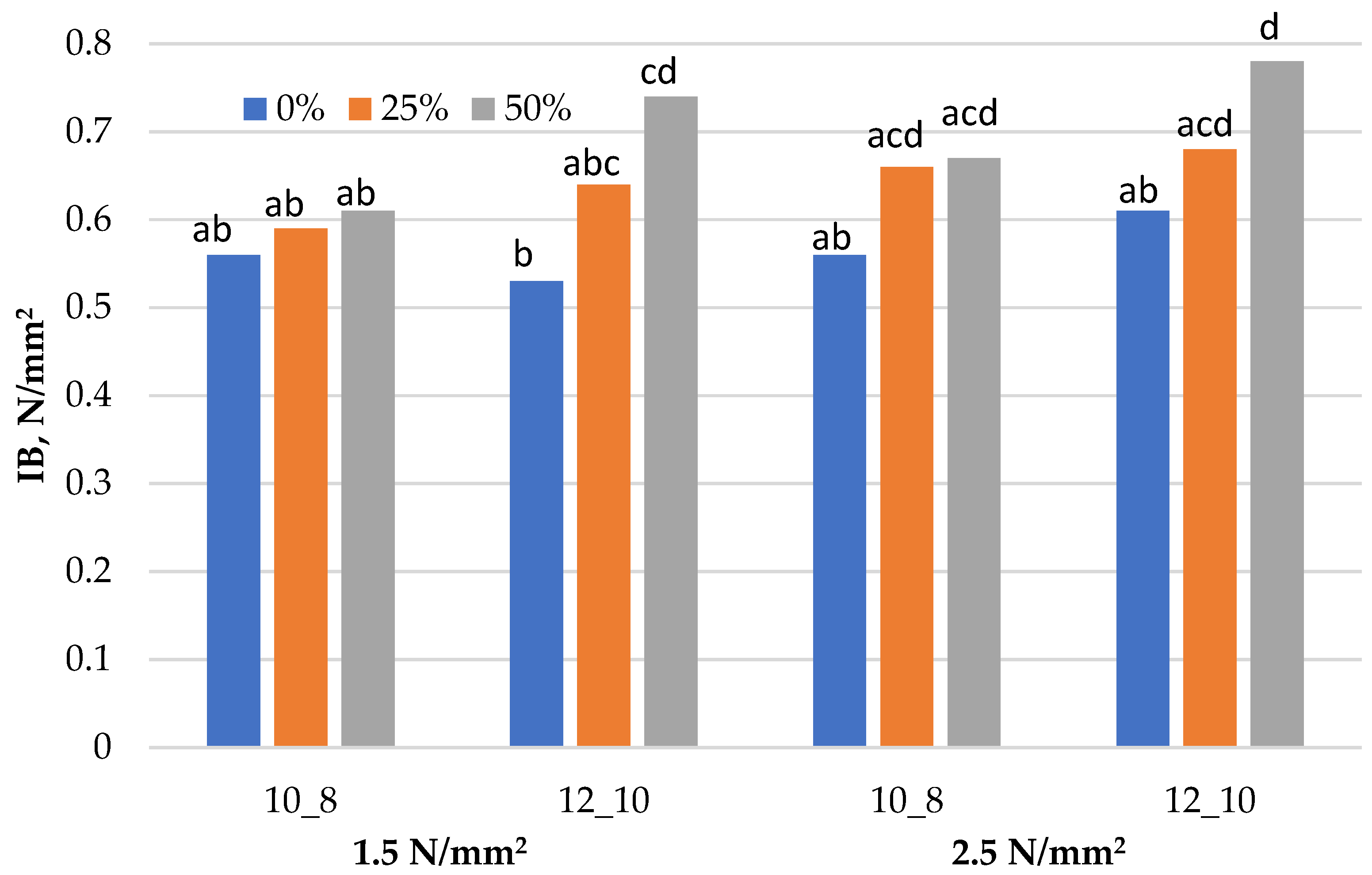
3.3. Internal Bond (IB) Strength
3.4. Thickness Swelling (TS)
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Antov, P.; Krišt’ák, L.; Réh, R.; Savov, V.; Papadopoulos, A.N. Eco-Friendly Fiberboard Panels from Recycled Fibers Bonded with Calcium Lignosulfonate. Polymers 2021, 13, 639. [Google Scholar] [CrossRef] [PubMed]
- Janiszewska, D.; Frackowiak, I.; Mytko, K. Exploitation of Liquefied Wood Waste for Binding Recycled Wood Particleboards. Holzforschung 2016, 70, 1135–1138. [Google Scholar] [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crops Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Mirski, R.; Dukarska, D.; Walkiewicz, J.; Derkowski, A. Waste Wood Particles from Primary Wood Processing as a Filler of Insulation Pur Foams. Materials 2021, 14, 4781. [Google Scholar] [CrossRef] [PubMed]
- Jivkov, V.; Simeonova, R.; Antov, P.; Marinova, A.; Petrova, B.; Kristak, L. Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer. Materials 2021, 14, 5064. [Google Scholar] [CrossRef]
- Pedzik, M.; Bednarz, J.; Kwidzinski, Z.; Rogozinski, T.; Smardzewski, J. The Idea of Mass Customization in the Door Industry Using the Example of the Company Porta KMI Poland. Sustainability 2020, 12, 3788. [Google Scholar] [CrossRef]
- Kwidziński, Z.; Bednarz, J.; Pędzik, M.; Sankiewicz, Ł.; Szarowski, P.; Knitowski, B.; Rogoziński, T. Innovative Line for Door Production Technoporta—Technological and Economic Aspects of Application of Wood-Based Materials. Appl. Sci. 2021, 11, 4502. [Google Scholar] [CrossRef]
- Gejdoš, M.; Lieskovský, M.; Giertliová, B.; Němec, M.; Danihelová, Z. Prices of raw-wood assortments in selected markets of central Europe and their development in the future. BioResources 2019, 14, 2995–3011. [Google Scholar] [CrossRef]
- Toth, D.; Maitah, M.; Maitah, K.; Jarolínová, V. The Impacts of Calamity Logging on the Development of Spruce Wood Prices in Czech Forestry. Forests 2020, 11, 283. [Google Scholar] [CrossRef] [Green Version]
- University in Kentucky. Delivered Timber Prices. Available online: https://forestry.ca.uky.edu/delivered-timber-prices?fbclid=IwAR2sJYiNPt3xiGr0cggpCULPspu0r2Wb5Yj7MNMO7Vg-kF5t2tURCX_HbYM (accessed on 22 January 2022).
- Timber Price Indices Data to September 2021; Forest Research; Silvan House: Edinburgh, UK, 2021.
- Average Price of Wood Sale in the First Three Quarters 2016; Statistics Poland: Warsaw, Poland, 2016.
- Average Price of Wood Sale in the First Three Quarters 2020; Statistics Poland: Warsaw, Poland, 2020.
- Average Price of Wood Sale in the First Three Quarters 2021; Statistics Poland: Warsaw, Poland, 2021.
- Food and Agriculture Organisation of the United Nations. Forestry Production and Trade. Available online: https://www.fao.org/faostat/en/#data/FO (accessed on 22 January 2022).
- Hildebrandt, J.; Hagemann, N.; Thrän, D. The Contribution of Wood-Based Construction Materials for Leveraging a Low Carbon Building Sector in Europe. Sustain. Cities Soc. 2017, 34, 405–418. [Google Scholar] [CrossRef]
- Bekhta, P.; Noshchenko, G.; Réh, R.; Kristak, L.; Sedliačik, J.; Antov, P.; Mirski, R.; Savov, V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and PMDI as a Crosslinker. Materials 2021, 14, 4875. [Google Scholar] [CrossRef] [PubMed]
- Bekhta, P.; Korkut, S.; Hiziroglu, S. Effect of Pretreatment of Raw Material on Properties of Particleboard Panels Made from Wheat Straw. BioResources 2013, 8, 4766–4774. [Google Scholar] [CrossRef] [Green Version]
- Faraca, G.; Boldrin, A.; Astrup, T. Resource Quality of Wood Waste: The Importance of Physical and Chemical Impurities in Wood Waste for Recycling. Waste Manag. 2019, 87, 135–147. [Google Scholar] [CrossRef] [PubMed]
- Dukarska, D.; Pędzik, M.; Rogozińska, W.; Rogoziński, T.; Czarnecki, R. Characteristics of Straw Particles of Selected Grain Species Purposed for the Production of Lignocellulose Particleboards. Part. Sci. Technol. 2021, 39, 213–222. [Google Scholar] [CrossRef]
- Papadopoulos, A.N. Property Comparisons and Bonding Efficiency of UF and PMDI Bonded Particleboards as Affected by Key Process Variables. BioResources 2006, 1, 201–208. [Google Scholar] [CrossRef]
- Sandak, A.; Sandak, J.; Janiszewska, D.; Hiziroglu, S.; Petrillo, M.; Grossi, P. Prototype of the Near-Infrared Spectroscopy Expert System for Particleboard Identification. J. Spectrosc. 2018, 2018, 6025163. [Google Scholar] [CrossRef]
- Gumowska, A.; Wronka, A.; Borysiuk, P.; Robles, E.; Sala, C.; Kowaluk, G. Production of Layered Wood Composites with a Time-Saving Layer-By-Layer Addition. BioResources 2018, 13, 8089–8099. [Google Scholar] [CrossRef]
- Borysiuk, P.; Tetelewska, A.; Auriga, R.; Jenczyk-Tołłoczko, I. The Influence of Temperature on Selected Strength Properties of Furniture Particleboard. Ann. WULS For. Wood Technol. 2019, 108, 128–134. [Google Scholar] [CrossRef]
- Li, X.; Cai, Z.; Winandy, J.E.; Basta, A.H. Selected Properties of Particleboard Panels Manufactured from Rice Straws of Different Geometries Hammer-Milled Rice Straw Particles of Six Different Categories and Two Types of Resins. The Results Show. Bioresour. Technol. 2010, 101, 4662–4666. [Google Scholar] [CrossRef]
- Nazerian, M.; Beyki, Z.; Gargarii, R.M.; Kool, F. The Effect of Some Technological Production Variables on Mechanical and Physical Properties of Particleboard Manufactured from Cotton (Gossypium hirsutum) Stalks. Maderas. Cienc. Tecnol. 2016, 18, 167–178. [Google Scholar] [CrossRef] [Green Version]
- Warmbier, K.; Wilczyński, A.; Danecki, L. Effects of Density and Resin Content on Mechanical Properties of Particleboards with the Core Layer Made from Willow Salix viminalis. For. Wood Technol. 2013, 84, 284–287. [Google Scholar]
- Dukarska, D.; Bartkowiak, M.; Stachowiak-Wencek, A. White Mustard Straw as an Alternative Raw Material in the Manufacture of Particleboards Resinated with Different Amounts of Urea-Formaldehyde Resin. Drewno 2015, 58, 49–63. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. Properties of Liquid and Polycondensed UF Resin Modified with PMDI. Drv. Ind. 2014, 65, 115–119. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Pizzi, A.; Leban, J.-M. Improved Water Resistance of UF Adhesives for Plywood by Small PMDI Additions. Holz Roh Werkst. 2006, 64, 218–220. [Google Scholar] [CrossRef]
- Simon, C.; George, B.; Pizzi, A. Copolymerization in UF/PMDI Adhesives Networks. J. Appl. Polym. Sci. 2002, 86, 3681–3688. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Zaidon, A.; Maminski, M. Microstructural, Mechanical and Physical Properties of Post Heat-Treated Melamine-Fortified Urea Formaldehyde-Bonded Particleboard. Eur. J. Wood Wood Prod. 2015, 73, 607–616. [Google Scholar] [CrossRef]
- Choudhary, C.L.; Negi, A.; Yadav, S.M.; Sihag, K. Role of Resin Content in the Manufacture of Particleboard from Mixed Plantation Species. Int. J. Biol. Sci. 2015, 6, 132–135. [Google Scholar]
- Lubis, M.A.R.; Park, B.-D.; Lee, S.-M. Performance of Hybrid Adhesives of Blocked-PMDI/Melamine-Urea-Formaldehyde Resins for the Surface Lamination on Plywood. J. Korean Wood Sci. Technol. 2019, 47, 200–209. [Google Scholar] [CrossRef]
- Sutiawan, J.; Hadi, Y.S.; Nawawi, D.S.; Abdillah, I.B.; Zulfiana, D.; Lubis, M.A.R.; Nugroho, S.; Astuti, D.; Zhao, Z.; Handayani, M.; et al. The Properties of Particleboard Composites Made from Three Sorghum (Sorghum bicolor) Accessions Using Maleic Acid Adhesive. Chemosphere 2021, 290, 133–163. [Google Scholar] [CrossRef]
- Dukarska, D.; Czarnecki, R.; Dziurka, D.; Mirski, R. Construction Particleboards Made from Rapeseed Straw Glued with Hybrid PMDI/PF Resin. Eur. J. Wood Wood Prod. 2017, 75, 175–184. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Wieruszewski, M.; Dukarska, D. Effects of Chip Type on the Properties of Chip–Sawdust Boards Glued with Polymeric Diphenyl Methane Diisocyanate. Materials 2020, 13, 1329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Martins, R.S.F.; Gonçalves, F.G.; de Segundinho, P.G.A.; Lelis, R.C.C.; Paes, J.B.; Lopez, Y.M.; Chaves, I.L.S.; de Oliveira, R.G.E. Investigation of Agro-Industrial Lignocellulosic Wastes in Fabrication of Particleboard for Construction Use. J. Build. Eng. 2021, 43, 102903. [Google Scholar] [CrossRef]
- Grigorov, R.; Mihajlova, J.; Savov, V. Physical and mechanical properties of combined wood-based panels with participation of particles from vine sticks in core layer. Innov. Woodwork. Ind. Eng. Des. 2020, 17, 42–52. [Google Scholar]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Auriga, R.; Borysiuk, P.; Gumowska, A.; Smulski, P. Influence of Apple Wood Waste from the Annual Care Cut on the Mechanical Properties of Particleboards. Ann. WULS For. Wood Technol. 2019, 105, 47–53. [Google Scholar] [CrossRef]
- Auriga, R.; Borysiuk, P.; Smulski, P. Apple Wood from an Annual Care Cut as a Raw Material Additive for Particleboard Production. Biul. Inf. OB-RPPD 2019, 1–2, 17–24. [Google Scholar]
- Auriga, R.; Borysiuk, P.; Misiura, Z. Evaluation of the Physical and Mechanical Properties of Particle Boards Manufactured Containing Plum Pruning Waste. Biul. Inf. OB-RPPD 2021, 1–2, 5–11. [Google Scholar]
- Iždinský, J.; Reinprecht, L.; Vidholdová, Z. Particleboards from Recycled Pallets. Forests 2021, 12, 1597. [Google Scholar] [CrossRef]
- da Azambuja, R.R.; de Castro, V.G.; Trianoski, R.; Iwakiri, S. Recycling Wood Waste from Construction and Demolition to Produce Particleboards. Maderas. Cienc. Tecnol. 2018, 20, 681–690. [Google Scholar] [CrossRef]
- Yeniocak, M.; Göktas, O.; Erdil, Y.Z.; Özen, E. Investigating the Use of Vine Pruning Stalks (Vitis vinifera L. CV. Sultani) as Raw Material for Particleboard Manufacturing. Wood Res. 2014, 59, 167–176. [Google Scholar]
- de Araújo, P.C.; Arruda, L.M.; del Menezzi, C.H.S.; Teixeira, D.E.; de Souza, M.R. Lignocellulosic Composites from Brazilian Giant Bamboo (Guadua magna): Part 2: Properties of Cement and Gypsum Bonded Particleboards. Maderas. Cienc. Tecnol. 2011, 13, 297–306. [Google Scholar] [CrossRef] [Green Version]
- Papadopoulos, A. Banana Chips (Musa acuminata) as an Alternative Lignocellulosic Raw Material for Particleboard Manufacture. Maderas. Cienc. Tecnol 2018, 20, 395–402. [Google Scholar] [CrossRef]
- Kucuktuvek, M.; Kasal, A.; Kuskun, T.; Ziya Erdil, Y. Utilizing Poppy Husk-Based Particleboards as an Alternative Material in Case Furniture Construction. BioResources 2017, 12, 839–852. [Google Scholar]
- Mo, X.; Cheng, E.; Wang, D.; Sun, X.S. Physical Properties of Medium-Density Wheat Straw Particleboard Using Different Adhesives. Ind. Crops Prod. 2003, 18, 47–53. [Google Scholar] [CrossRef]
- Rammou, E.; Mitani, A.; Ntalos, G.; Koutsianitis, D.; Taghiyari, H.R.; Papadopoulos, A.N. The Potential Use of Seaweed (Posidonia Oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture. Coatings 2021, 11, 69. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Majidi, R.; Esmailpour, A.; Samadi, Y.S.; Jahangiri, A.; Papadopoulos, A.N. Engineering Composites Made from Wood and Chicken Feather Bonded with UF Resin Fortified with Wollastonite: A Novel Approach. Polymers 2020, 12, 857. [Google Scholar] [CrossRef] [Green Version]
- Taghiyari, H.R.; Militz, H.; Antov, P.; Papadopoulos, A.N. Effects of Wollastonite on Fire Properties of Particleboard Made from Wood and Chicken Feather Fibers. Coatings 2021, 11, 518. [Google Scholar] [CrossRef]
- EN 312:2010; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- FAO. 2021 Food and Agriculture Organisation of the United Nations. Crops and Livestock Products. Available online: https://Fao.Org/Faostat/En/#data/FO/Visualize (accessed on 9 December 2021).
- Conservation Commission of Missouri. Timber Price Trends April–June 2021. Available online: https://research.mdc.mo.gov/project/forest-economics-missouri/timber-price-trends-apr-june-2021?fbclid=IwAR0uXGofkgt7KXxUV2KdbcwtYlhP_b9eajfULC4ggZFg4ITrJGF35oYv9OI (accessed on 22 January 2022).
- EN 322:1993; Wood-Based Panels—Determination of Moisture Content. European Committee for Standardization: Brussels, Belgium, 1993.
- Dunky, M. Adhesives in the Wood Industry. In Handbook of Adhesive Technology, 2nd ed.; Revised and Expanded; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker, Inc.: New York, NY, USA; Basel, Switzerland, 2003; 71p. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Taha, I.; Elkafafy, M.S.; el Mously, H. Potential of Utilizing Tomato Stalk as Raw Material for Particleboards. Ain Shams Eng. J. 2018, 9, 1457–1464. [Google Scholar] [CrossRef] [Green Version]
- Nemli, G.; Aydın, I.; Zekoviç, E. Evaluation of Some of the Properties of Particleboard as Function of Manufacturing Parameters. Mater. Des. 2007, 28, 1169–1176. [Google Scholar] [CrossRef]
- Klímek, P.; Meinlschmidt, P.; Wimmer, R.; Plinke, B.; Schirp, A. Using Sunflower (Helianthus annuus L.), Topinambour (Helianthus tuberosus L.) and Cup-Plant (Silphium perfoliatum L.) Stalks as Alternative Raw Materials for Particleboards. Ind. Crops Prod. 2016, 92, 157–164. [Google Scholar] [CrossRef]
- Klímek, P.; Wimmer, R.; Meinlschmidt, P.; Kúdela, J. Utilizing Miscanthus Stalks as Raw Material for Particleboards. Ind. Crops Prod. 2018, 111, 270–276. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value |
|---|---|
| Dry solids | 67% |
| Relative density | 1.30 g∙cm−3 |
| pH | 8.0 |
| Gel time | 50 s |
| Dynamic viscosity | 0.5 Pa∙s |
| Share of Walnut Wood Particles [%] | UF Resin Content of the Surface Layers and Core Layer (SL_CL) [%] | Unit Pressure [N·mm−2] |
|---|---|---|
| 0 | 10_8 | 1.5 |
| 25 | ||
| 50 | ||
| 0 | 12_10 | |
| 25 | ||
| 50 | ||
| 0 | 10_8 | 2.5 |
| 25 | ||
| 50 | ||
| 0 | 12_10 | |
| 25 | ||
| 50 |
| * Property | Unit | Requirements for a Thickness Range > 13 to 20 mm | ||
|---|---|---|---|---|
| Type P5 | Type P6 | Type P7 | ||
| Bending strength | N/mm2 | 16 | 18 | 20 |
| Modulus of elasticity in bending | N/mm2 | 2400 | 3000 | 3100 |
| Internal bond | N/mm2 | 0.45 | 0.50 | 0.70 |
| Swelling in thickness, 24 h | % | 10 | 15 | 10 |
| Unit Pressure, N·mm−2 | UF Resin Content of the Surface Layers and Core Layer (SL_CL), % | TS, % | ||
|---|---|---|---|---|
| The Share of Residue Walnut Wood Particles, % | ||||
| 0 | 25 | 50 | ||
| 1.5 | 10_8 | 25.9 (1.32) bc | 24.7 (1.08) b | 27.2 (1.25) c |
| 2.5 | 24.3 (0.96) b | 24.8 (0.91) b | 26.7 (1.21) c | |
| 1.5 | 12_10 | 21.6 (1.44) a | 21.3 (1.42) a | 21.4 (1.25) a |
| 2.5 | 21.7 (1.18) a | 20.7 (1.59) a | 21.5 (1.27) a | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pędzik, M.; Auriga, R.; Kristak, L.; Antov, P.; Rogoziński, T. Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues. Materials 2022, 15, 1280. https://doi.org/10.3390/ma15041280
Pędzik M, Auriga R, Kristak L, Antov P, Rogoziński T. Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues. Materials. 2022; 15(4):1280. https://doi.org/10.3390/ma15041280
Chicago/Turabian StylePędzik, Marta, Radosław Auriga, Lubos Kristak, Petar Antov, and Tomasz Rogoziński. 2022. "Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues" Materials 15, no. 4: 1280. https://doi.org/10.3390/ma15041280
APA StylePędzik, M., Auriga, R., Kristak, L., Antov, P., & Rogoziński, T. (2022). Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues. Materials, 15(4), 1280. https://doi.org/10.3390/ma15041280