
Simulation and Experimental Study on Roll-Forming Limit of Cup



Abstract
:1. Introduction
2. Numerical Simulation Model
3. Simulation Results and Analysis
3.1. Effect of Billet’s Wall Thickness on Forming Limit
3.2. Effect of Billet’s Bottom Thickness on Forming Limit
3.3. Establishing the Roll-Forming Limit
3.4. Effect of Friction Coefficient on Forming Limit
3.5. Effect of Roller Radius on Forming Limit
3.6. Effect of Punch Fillet on Forming Limit
4. Experimental Verification
5. Conclusions
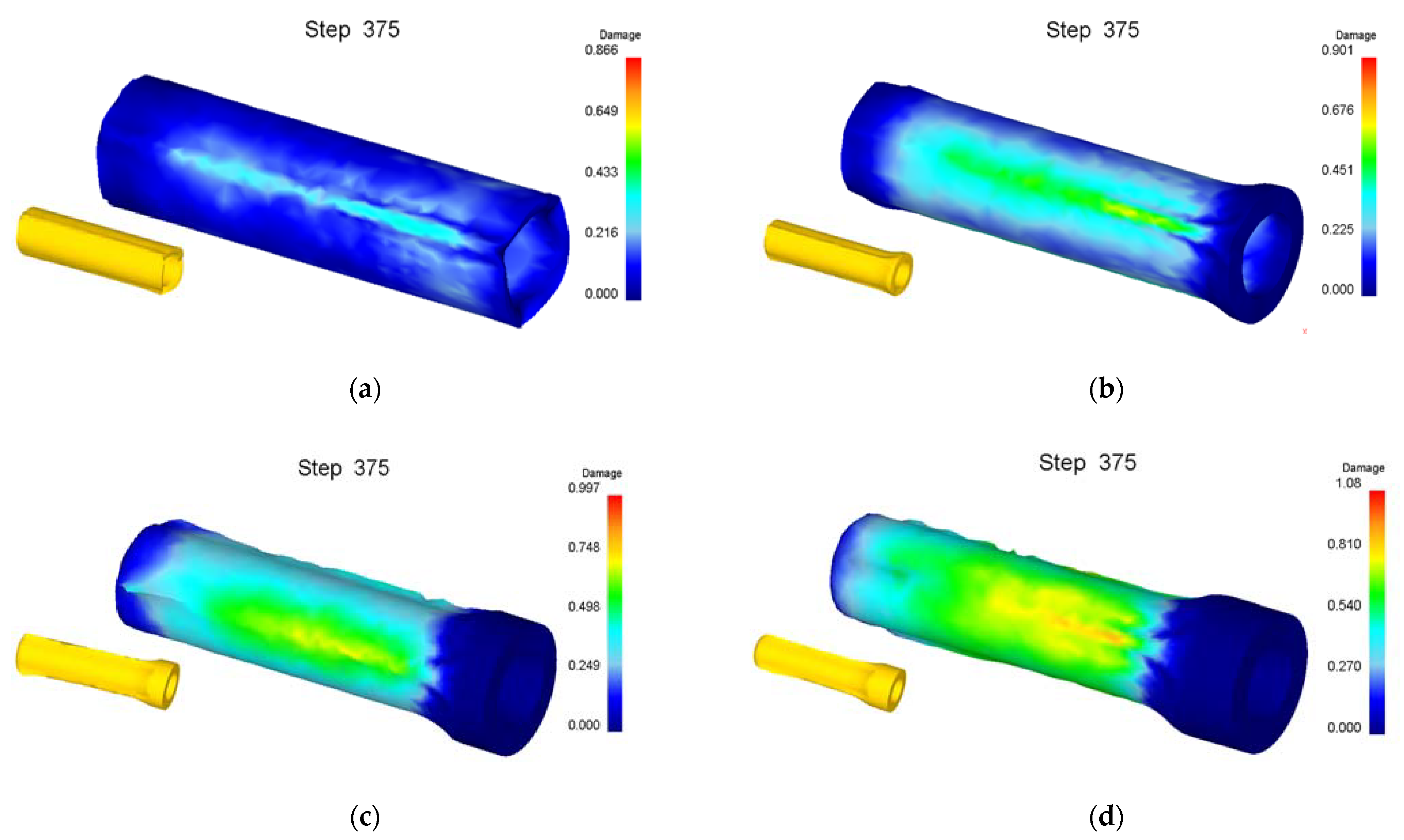
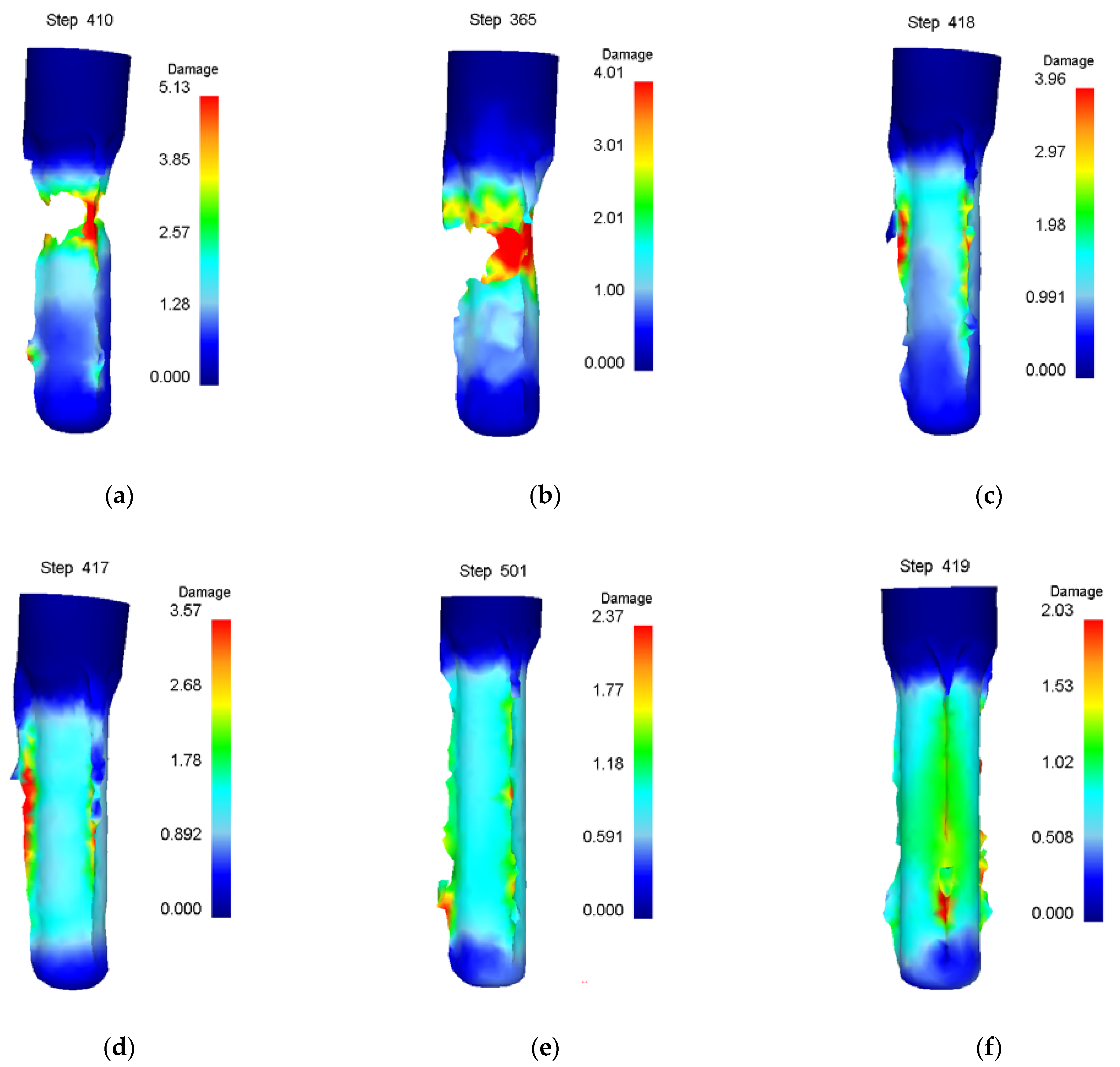
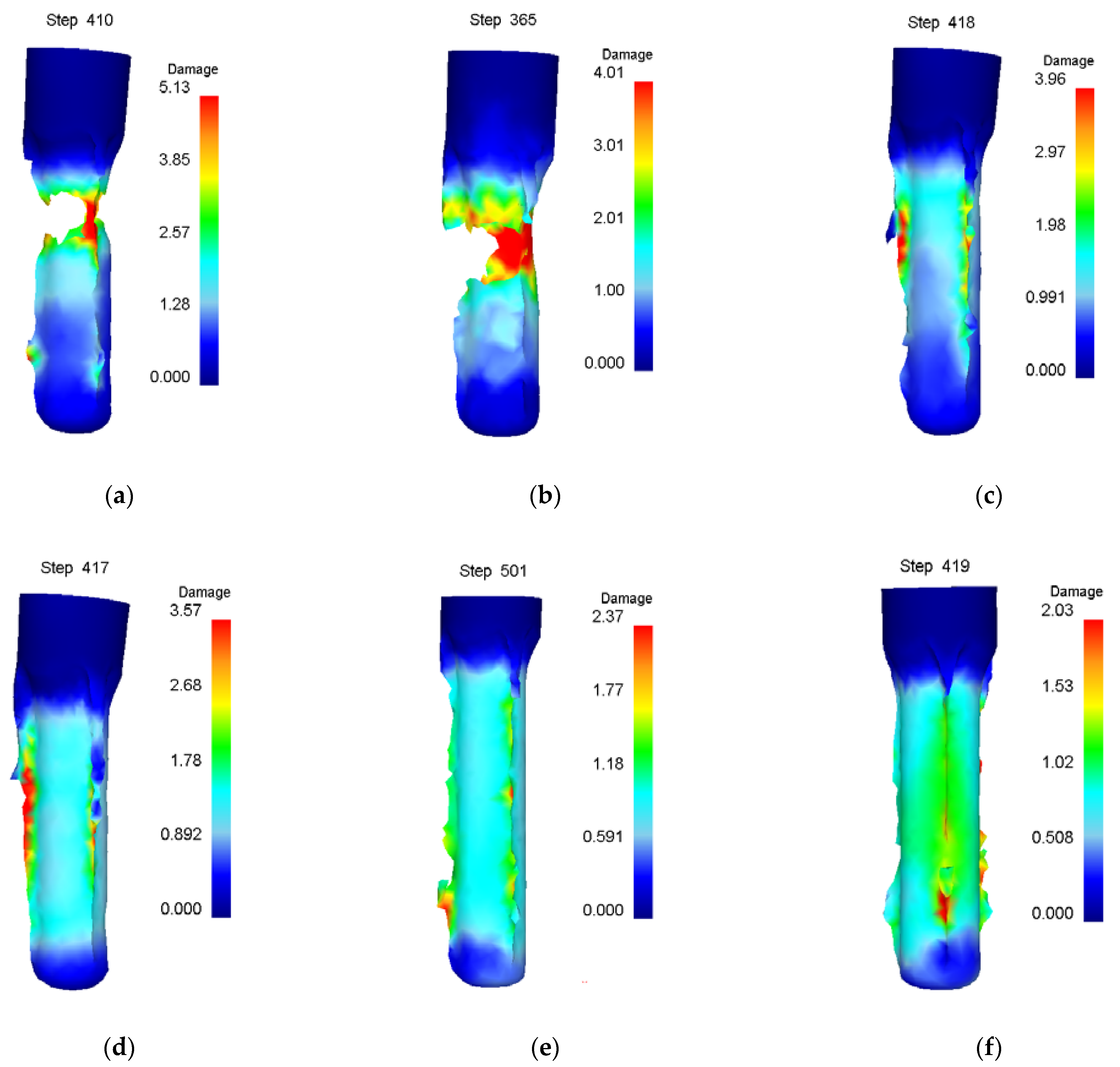
- When the bottom of the roll-forming billet is thin and the wall deformation is large, the bottom of the cup is penetrated. When the billet bottom is thick and the wall deformation is too large, the wall of the cup is thinned and fractured. When the billet bottom is thick and the wall deformation is moderate, the roll forming can proceed successfully.
- The forming limit of the billet’s wall thickness in roll forming for a cup is about 62%. With the increase of the ratio of the formed cup’s wall thickness to the billet’s bottom thickness, the forming limit of wall thickness will be slightly reduced.
- The increase of the friction coefficient between punch and billet or the decrease of the friction coefficient between roller and billet can decrease the damage value and improve the roll-forming limit.
- Larger roller radius or punch fillet are good for decreasing damage value and the improvement of the roll-forming limit.
- The reasonable control of process parameters, the bottom thickness of billet, the coefficient between punch and billet as well as billet and punch, the roller radius and the punch fillet, can all decrease the damage value and improve the roll-forming limit of a cup, that is, increase the wall deformation and reduce the forming process.
- The roll-forming limit diagram of a cup was produced and the accuracy of the diagram was verified by experiments, which has important guiding significance for the actual roll-forming of cups.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
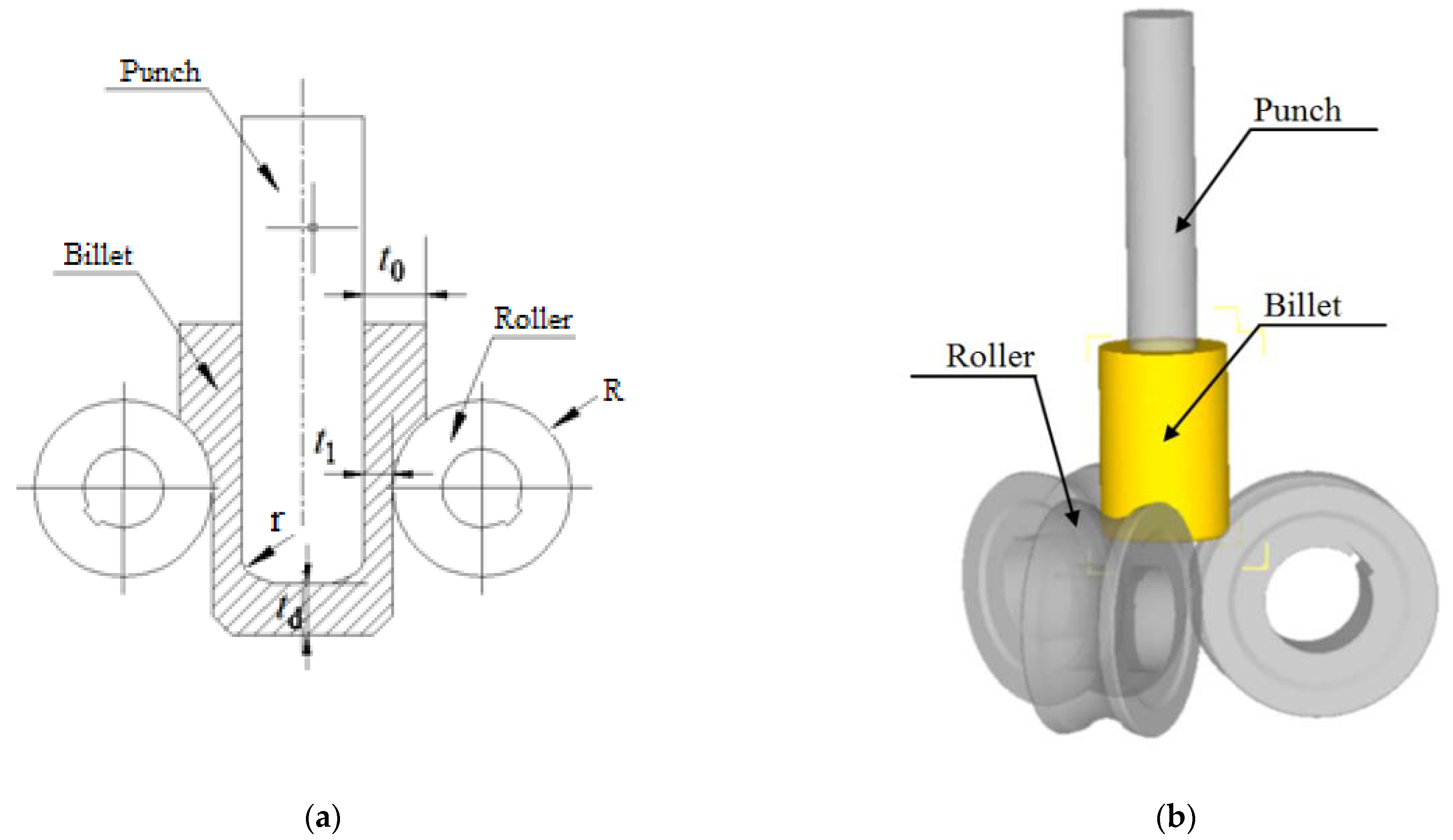
| t0 | Wall thickness of billet |
| td | Bottom thickness of billet |
| t1 | Wall thickness of deformed cup |
| μ1 | Friction coefficient between punch and billet |
| μ2 | Friction coefficient between roller and billet |
| R | Radius of roller |
| r | Radius of punch fillet |
| o | Roll forming is successful |
| x | Roll forming is unsuccessful |
References
- Zhu, X.H.; Zhang, Z. Design of an ultra-high torque double shoulder drill-pipe tool joint for extended reach wells. Nat. Gas Ind. B 2017, 4, 374–381. [Google Scholar] [CrossRef]
- Dong, L.L.; Zhu, X.H.; Yang, D.S. Study on mechanical behaviors of double shoulder drill pipe joint thread. Petroleum 2019, 5, 102–112. [Google Scholar] [CrossRef]
- Liu, Y.M.; Xiong, Z.M.; Lu, H.; Hu, J.F.; Rong, X.L. Study on overload characteristics of rigid projectile body high-speed impact metal network. J. Ord. Equip. Eng. 2018, 39, 72–78. [Google Scholar]
- Li, C.L.; Wang, Y.S.; Zhang, Z.B.; Zhu, L.L.; Xiao, J. Summary of Swedish 84mm Gustav recoilless ammunition technology. J. Ord. Equip. Eng. 2018, 39, 72–80. [Google Scholar]
- Zhou, Z.B.; Zhang, B.; Guo, S.F.; Gu, H.P.; Yuan, B.H. Experimental study on ballistic deflection of different warheads penetrating steel plate. J. Ord. Equip. Eng. 2021, 42, 73–78. [Google Scholar]
- Li, L.Q.; Li, X.H.; Gao, B.B. Summary of key manufacturing technologies of highly efficient warhead projectile abroad. Def. Manuf. Technol. 2013, 5, 22–27. [Google Scholar]
- Kang, B.S.; Lee, J.H.; Kim, S.H. Development of a methodology to form netshape nosing shells by the backwards tracing scheme of the rigid-plastic FEM. Intl. J. Mach. Tools Manuf. 1997, 37, 737–750. [Google Scholar] [CrossRef]
- Zhu, J. A new approach to preform design in shell nosing. J. Mater. Process. Technol. 1997, 63, 640–644. [Google Scholar] [CrossRef]
- Hwang, S.M.; Kobayashi, S. Preform Design in Shell Nosing at Elevated Temperatures. Intl. J. Mach. Tools Manuf. 1987, 27, 1–14. [Google Scholar] [CrossRef]
- Zhang, B.H.; Zhang, Z.M.; Zhang, X. Numerical simulation of warm drawing of cup. J. Plast. Eng. 2004, 3, 86–88. [Google Scholar]
- Zhang, Z.M.; Huang, S.D.; Pang, D.; Song, F.; Zhao, Z.X.; Zhao, Z.D. Research and development of database for hot drawing process of projectile. J. Netshape Form. Eng. 2013, 5, 36–41. [Google Scholar]
- Jiang, C.M.; Liu, H.Y.; Fu, W.; Wang, J.Y.; Fang, X.L.; Qiu, Z.B.; Dong, Z.X. Research on the heat-sealing forming process of the projectile blank. J. Netshape Form. Eng. 2016, 8, 101–105. [Google Scholar]
- Xu, H.Q.; Zhang, R.; Wang, D.L.; Huang, T.; Guo, L.; Zheng, H.W.; Gao, W.L. Research on technology of hot spinning forming of parts of 60Si2Mn steel with curvilinear. New Technol. New Process. 2014, 3, 14–16. [Google Scholar]
- Zhan, M.; Yang, H.; Guo, J.; Wang, X.X. Review on hot spinning for difficult-to-deform lightweight metals. Trans. Nonferrous Met. Soc. China 2015, 25, 1732–1743. [Google Scholar] [CrossRef]
- Hu, B.; Zhang, B.H.; Wei, C.Y.; Zhang, Z.M. Influence of opening angle of roller flash groove on cylinder quality of roller forming. J. Plast. Eng. 2020, 27, 51–57. [Google Scholar]
- Sun, H.; Zhang, B.H.; Li, X.B.; Zhang, Z.M.; Duan, Z.Y. Influence of roller number on quality of cylinder parts in roll extrusion forming. Form. Stamp. Technol. 2019, 44, 73–81. [Google Scholar]
- Zhang, B.H.; Hu, B.; Wei, C.Y.; Zhao, X. Roll Forming of cup with curved rotary profile. In Proceedings of the 13th International Conference on the Technology of Plasticity, Virtual Event, 25–30 July 2021; Springer: Cham, Switzerland, 2021; pp. 577–587. [Google Scholar]
- Zhang, B.H.; Hu, B.; Zhang, Z.M.; Zhao, X. Influence of process parameters on the forward slip of cup during roll forming. J. Phys. Conf. Ser. 2020, 1622, 012040. [Google Scholar] [CrossRef]
- Zhang, B.H.; Hu, B.; Zhang, Z.M.; Zhao, X. Study on the forward slip of cup with variable wall thickness during roll forming. J. Phys. Conf. Ser. 2020, 1605, 012112. [Google Scholar] [CrossRef]
- Zhang, B.H.; Hu, B.; Wei, C.Y.; Zhao, X.; Zhang, Z.M. Roll forming of projectile body with curved rotary profile. J. Phys. Conf. Ser. 2021, 1721, 012024. [Google Scholar] [CrossRef]
- Zhang, B.H.; Wei, C.Y.; Hu, B.; Zhao, X. Roll-drawing of cup with thick wall. Procedia Manuf. 2020, 50, 139–142. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, Z.M.; Zhang, B.H. Finite element simulation on rolling-extrusion forming of variable wall thickness cylinder parts. J. Chem. Pharm. Res. 2013, 5, 536–541. [Google Scholar]
- Zhao, X.; Zhang, Z.M.; Zhang, B.H. Research on rolling-extrusion forming of variable wall thickness cylinder parts. Mater. Res. Innov. 2014, 18, 931–936. [Google Scholar] [CrossRef]
- Yu, Q.; Liang, J.; Li, Q.; Li, C. Development of Measurement Equipment and Experimental and Numerical Simulation Studies for Warm Forming Limits of High-Strength Steel. Materials 2021, 14, 2373. [Google Scholar] [CrossRef] [PubMed]
- Pandre, S.; Morchhale, A.; Kotkunde, N.; Singh, S.K. Influence of processing temperature on formability of thin-rolled DP590 steel sheet. Mater. Manuf. Process. 2020, 35, 901–909. [Google Scholar] [CrossRef]
- Chen, J.; Gong, P.; Yang, L. Forming limit evaluation for AA5182 aluminum alloy at warm temperatures based on M–K model. J. Mater. Eng. Perform. 2020, 29, 1176–1184. [Google Scholar] [CrossRef]
- Li, J.; Xie, X.; Yang, G.; Du, C.; Yang, L. Forming limit diagram determination using Digital Image Correlation: A Review. In Conference Proceedings of the Society for Experimental Mechanics Series; Springer: Cham, Switzerland, 2017; pp. 59–61. [Google Scholar]
- Behrens, B.A.; Uhe, J.; Wester, H.; Stockburger, E. Hot forming limit curves for numerical press hardening simulation of AISI 420C. In Proceedings of the 29th International Conference on Metallurgy and Materials (Metal 2020) Conference Proceedings, Brno, Czech Republic, 20–22 May 2020; pp. 350–355. [Google Scholar]
- Saanouni, K. On the numerical prediction of the ductile fracture in metal forming. Eng. Fract. Mech. 2008, 11, 3545–3559. [Google Scholar] [CrossRef]
- Yu, S.; Feng, W.M.; Wang, R. Research on ductile fracture criterion in plastic deformation processes. Form. Stamp. Technol. 2010, 1, 121–124. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Hardness (HB) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|---|---|
| 15 | 60 | 22 | 35 | 69 | 0.3 |
| No. | t0 (mm) | td (mm) | μ1 | μ2 | R (mm) | r (mm) | Result |
|---|---|---|---|---|---|---|---|
| 1 | 22 | 10 | 0.3 | 0.3 | 95 | 10 | ○ |
| 2 | 22 | 12 | 0.3 | 0.3 | 95 | 10 | ○ |
| 3 | 22 | 15 | 0.3 | 0.3 | 95 | 10 | ○ |
| 4 | 22 | 20 | 0.3 | 0.3 | 95 | 10 | ○ |
| 5 | 22 | 30 | 0.3 | 0.3 | 95 | 10 | ○ |
| 6 | 22 | 40 | 0.3 | 0.3 | 95 | 10 | ○ |
| 7 | 26 | 10 | 0.3 | 0.3 | 95 | 10 | ○ |
| 8 | 26 | 12 | 0.3 | 0.3 | 95 | 10 | ○ |
| 9 | 26 | 15 | 0.3 | 0.3 | 95 | 10 | ○ |
| 10 | 26 | 20 | 0.3 | 0.3 | 95 | 10 | ○ |
| 11 | 26 | 30 | 0.3 | 0.3 | 95 | 10 | ○ |
| 12 | 26 | 40 | 0.3 | 0.3 | 95 | 10 | ○ |
| 13 | 30 | 10 | 0.3 | 0.3 | 95 | 10 | × |
| 14 | 30 | 12 | 0.3 | 0.3 | 95 | 10 | × |
| 15 | 30 | 15 | 0.3 | 0.3 | 95 | 10 | × |
| 16 | 30 | 20 | 0.3 | 0.3 | 95 | 10 | ○ |
| 17 | 30 | 30 | 0.3 | 0.3 | 95 | 10 | ○ |
| 18 | 30 | 40 | 0.3 | 0.3 | 95 | 10 | ○ |
| 19 | 34 | 10 | 0.3 | 0.3 | 95 | 10 | × |
| 20 | 34 | 12 | 0.3 | 0.3 | 95 | 10 | × |
| 21 | 34 | 15 | 0.3 | 0.3 | 95 | 10 | × |
| 22 | 34 | 20 | 0.3 | 0.3 | 95 | 10 | × |
| 23 | 34 | 30 | 0.3 | 0.3 | 95 | 10 | ○ |
| 24 | 34 | 40 | 0.3 | 0.3 | 95 | 10 | ○ |
| 25 | 38 | 10 | 0.3 | 0.3 | 95 | 10 | × |
| 26 | 38 | 12 | 0.3 | 0.3 | 95 | 10 | × |
| 27 | 38 | 15 | 0.3 | 0.3 | 95 | 10 | × |
| 28 | 38 | 20 | 0.3 | 0.3 | 95 | 10 | × |
| 29 | 38 | 30 | 0.3 | 0.3 | 95 | 10 | × |
| 30 | 38 | 40 | 0.3 | 0.3 | 95 | 10 | × |
| No. | t0 (mm) | td (mm) | μ1 | μ2 | R (mm) | r (mm) | Result |
|---|---|---|---|---|---|---|---|
| 1 | 38 | 40 | 0.01 | 0.01 | 95 | 10 | × |
| 2 | 38 | 40 | 0.1 | 0.01 | 95 | 10 | × |
| 3 | 38 | 40 | 0.3 | 0.01 | 95 | 10 | ○ |
| 4 | 38 | 40 | 0.5 | 0.01 | 95 | 10 | ○ |
| 5 | 38 | 40 | 0.7 | 0.01 | 95 | 10 | ○ |
| 6 | 38 | 40 | 0.01 | 0.1 | 95 | 10 | × |
| 7 | 38 | 40 | 0.1 | 0.1 | 95 | 10 | × |
| 8 | 38 | 40 | 0.3 | 0.1 | 95 | 10 | ○ |
| 9 | 38 | 40 | 0.5 | 0.1 | 95 | 10 | ○ |
| 10 | 38 | 40 | 0.7 | 0.1 | 95 | 10 | ○ |
| 11 | 38 | 40 | 0.01 | 0.3 | 95 | 10 | × |
| 12 | 38 | 40 | 0.1 | 0.3 | 95 | 10 | × |
| 13 | 38 | 40 | 0.3 | 0.3 | 95 | 10 | × |
| 14 | 38 | 40 | 0.5 | 0.3 | 95 | 10 | ○ |
| 15 | 38 | 40 | 0.7 | 0.3 | 95 | 10 | ○ |
| 16 | 38 | 40 | 0.01 | 0.5 | 95 | 10 | × |
| 17 | 38 | 40 | 0.1 | 0.5 | 95 | 10 | × |
| 18 | 38 | 40 | 0.3 | 0.5 | 95 | 10 | × |
| 19 | 38 | 40 | 0.5 | 0.5 | 95 | 10 | × |
| 20 | 38 | 40 | 0.7 | 0.5 | 95 | 10 | ○ |
| 21 | 38 | 40 | 0.01 | 0.7 | 95 | 10 | × |
| 22 | 38 | 40 | 0.1 | 0.7 | 95 | 10 | × |
| 23 | 38 | 40 | 0.3 | 0.7 | 95 | 10 | × |
| 24 | 38 | 40 | 0.5 | 0.7 | 95 | 10 | × |
| 25 | 38 | 40 | 0.7 | 0.7 | 95 | 10 | ○ |
| No. | t0 (mm) | td (mm) | μ1 | μ2 | R (mm) | r (mm) | Result |
|---|---|---|---|---|---|---|---|
| 1 | 38 | 40 | 0.3 | 0.3 | 70 | 10 | × |
| 2 | 38 | 40 | 0.3 | 0.3 | 75 | 10 | × |
| 3 | 38 | 40 | 0.3 | 0.3 | 80 | 10 | ○ |
| 4 | 38 | 40 | 0.3 | 0.3 | 85 | 10 | ○ |
| 5 | 38 | 40 | 0.3 | 0.3 | 90 | 10 | ○ |
| 6 | 38 | 40 | 0.3 | 0.3 | 95 | 10 | ○ |
| No. | t0 (mm) | td (mm) | μ1 | μ2 | R (mm) | r (mm) | Result |
|---|---|---|---|---|---|---|---|
| 1 | 38 | 40 | 0.3 | 0.3 | 95 | 5 | × |
| 2 | 38 | 40 | 0.3 | 0.3 | 95 | 10 | × |
| 3 | 38 | 40 | 0.3 | 0.3 | 95 | 15 | ○ |
| 4 | 38 | 40 | 0.3 | 0.3 | 95 | 20 | ○ |
| 5 | 38 | 40 | 0.3 | 0.3 | 95 | 30 | ○ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Ning, S.; Wei, Z.; Duan, Y.; Li, X.; Yang, Y. Simulation and Experimental Study on Roll-Forming Limit of Cup. Materials 2022, 15, 1279. https://doi.org/10.3390/ma15041279
Zhang B, Ning S, Wei Z, Duan Y, Li X, Yang Y. Simulation and Experimental Study on Roll-Forming Limit of Cup. Materials. 2022; 15(4):1279. https://doi.org/10.3390/ma15041279
Chicago/Turabian StyleZhang, Baohong, Shengpeng Ning, Zeng Wei, Yali Duan, Xubin Li, and Yongbiao Yang. 2022. "Simulation and Experimental Study on Roll-Forming Limit of Cup" Materials 15, no. 4: 1279. https://doi.org/10.3390/ma15041279
APA StyleZhang, B., Ning, S., Wei, Z., Duan, Y., Li, X., & Yang, Y. (2022). Simulation and Experimental Study on Roll-Forming Limit of Cup. Materials, 15(4), 1279. https://doi.org/10.3390/ma15041279